De ultieme gids voor blank metaal: Alles wat u moet weten
Heb je je ooit afgevraagd wat het proces is achter de precieze vormen die uit metalen platen worden gesneden? In dit fascinerende artikel duiken we in de wereld van blanking, een cruciale techniek bij het stansen van metaal. Onze deskundige werktuigbouwkundig ingenieur leidt je door de fijne kneepjes van dit proces, van de basisprincipes tot geavanceerde maatregelen voor kwaliteitscontrole. Maak je klaar om de wetenschap en kunst achter het maken van perfecte metalen onderdelen te ontdekken!
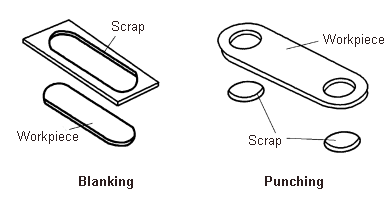
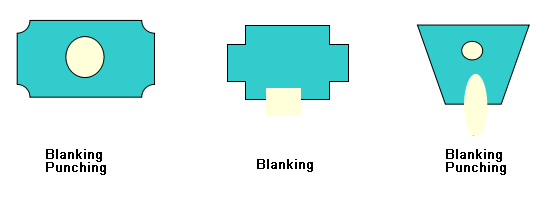
Blanking is een stempelproces waarbij een mal wordt gebruikt om een deel van een plaat langs een bepaalde contourvorm van een ander deel te scheiden. Eenvoudiger gezegd, bestaat blanking uit het gebruik van een mal om platen uit elkaar te snijden.
Teken van het einde van de blenk: de pons gaat door de plaat in de matrijs.
Belangrijkste basisproces voor blanking: blanking en piercing
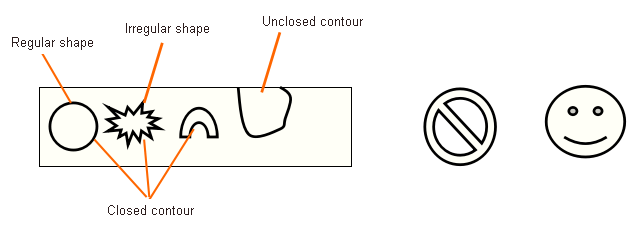
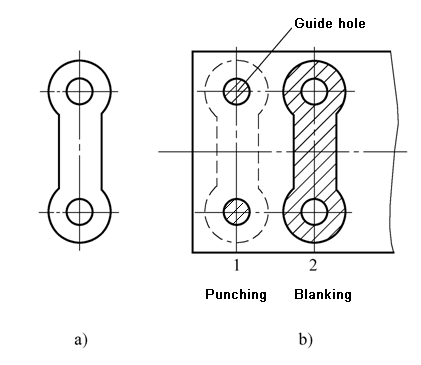
Zowel blanking als piercing maken gebruik van een mal om een deel van de plaat langs een gesloten contour van een ander deel te scheiden.
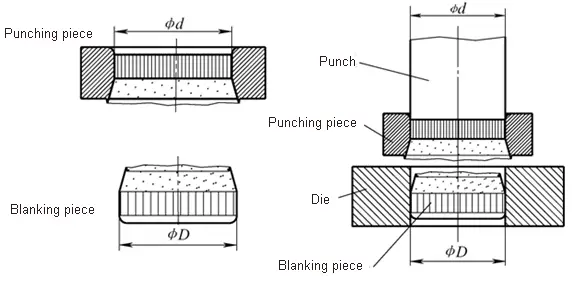
Het doel van blanking is om het onderdeel binnen de gesloten contour te krijgen.
Het doel van piercen is om een deel buiten de gesloten contour te krijgen
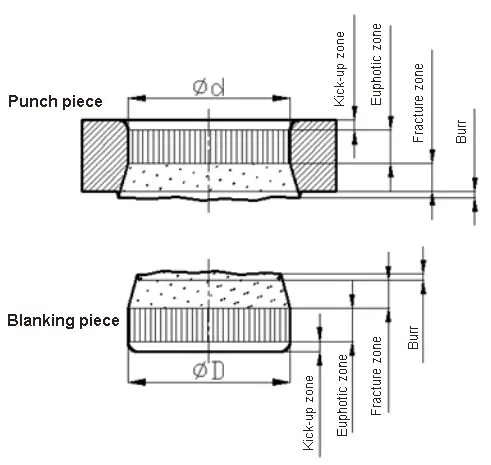
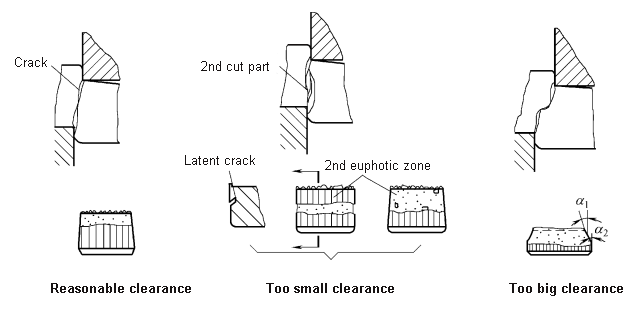
De spleet is geschikt, de bovenste en onderste scheuren vallen samen en de kwaliteit van de doorsnede is goed.
De opening is klein en de kwaliteit van de sectie is goed.
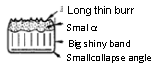
Als de opening te klein is, treedt er een secundaire afschuiving op, wat resulteert in een tweede heldere band
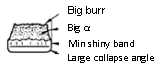
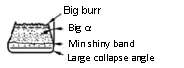
De tussenruimte is te groot en de kwaliteit van de sectie gaat achteruit.
De kloof is te groot en de kwaliteit van de sectie is het slechtst
Effect van speling op de kwaliteit van afschuifscheuren en doorsneden.
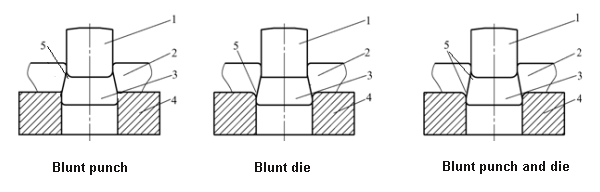
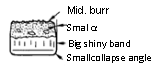
(3) Invloed van de randtoestand van de matrijs
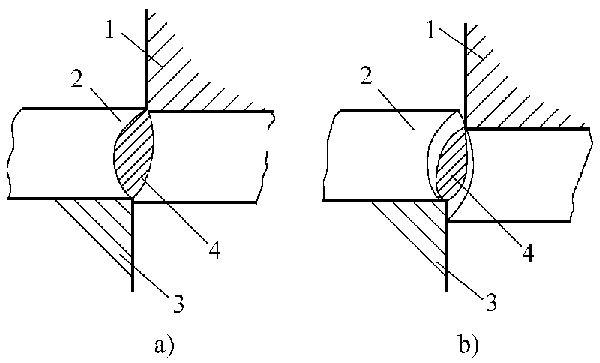
Als de ponsrand stomp is, ontstaan er bramen aan de bovenkant van de blankingonderdelen;
Als de rand van de matrijs stomp is, ontstaan er bramen aan de onderkant van het gat van de doorborende onderdelen;
Als de randen van de stempel en de matrijs tegelijkertijd stomp zijn, ontstaan er bramen aan de boven- en onderkant van de blankingonderdelen.
2.2 Nauwkeurigheid van de blinde maten en de beïnvloedende factoren
De maatnauwkeurigheid van de blenk is het verschil tussen de werkelijke maat van de blenk en de basisafmetingen op de tekening.
Het verschil omvat twee afwijkingen:
Een daarvan is de afwijking van het blankinggedeelte van de grootte van de stempel of de matrijs;
De tweede is de fabricageafwijking van de mal zelf.
Beïnvloedende factoren:
Fabricageprecisie van matrijzen (verwerking en assemblage van matrijsonderdelen)
Materiaaleigenschappen
Opening
2.3 Blanke vormfout en de beïnvloedende factoren
Vormfout van blankingonderdelen: verwijst naar defecten zoals kromtrekken, vervorming en vervorming.
Vervorming verwijst naar de oneffenheden van de blanke onderdelen.
De vervorming wordt veroorzaakt door de extrusie als gevolg van het doorboren van de rand van de blenk of als de afstand tussen de gaten te klein is.
2.4 Kwaliteitscontrole van blankingonderdelen
Controle van de maatafwijking van het werkende deel van de matrijs
Spleetcontrole
Controle van afdekmateriaal
Controle over andere factoren
Blanking berekening
3.1 Lay-outontwerp 1.Lay-out en materiaalgebruik
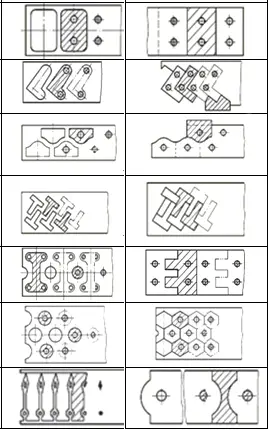
(1) Lay-out
Lay-out verwijst naar de rangschikking van de blanco's op de vellen of stroken.
Redelijke lay-out: verbeter het materiaalgebruik, verlaag de kosten, waarborg de kwaliteit van het stempelen en verbeter de levensduur van de matrijs.
(2) Materiaalbezettingsgraad
Materiaalgebruik is het percentage van de werkelijke oppervlakte van het onderdeel ten opzichte van de oppervlakte van het gebruikte materiaal.
Materiaalgebruik in één stap:
Totaal materiaalgebruik op een vel (of strook, strip):
(Manieren om het materiaalgebruik te verbeteren
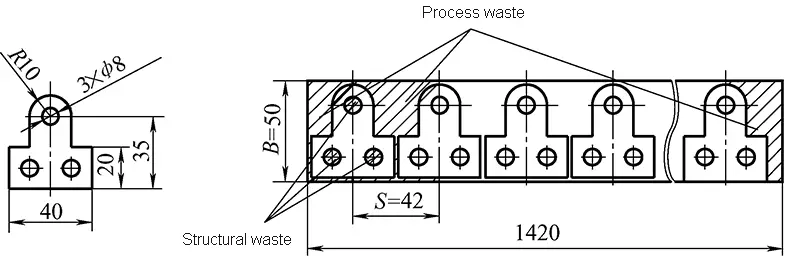
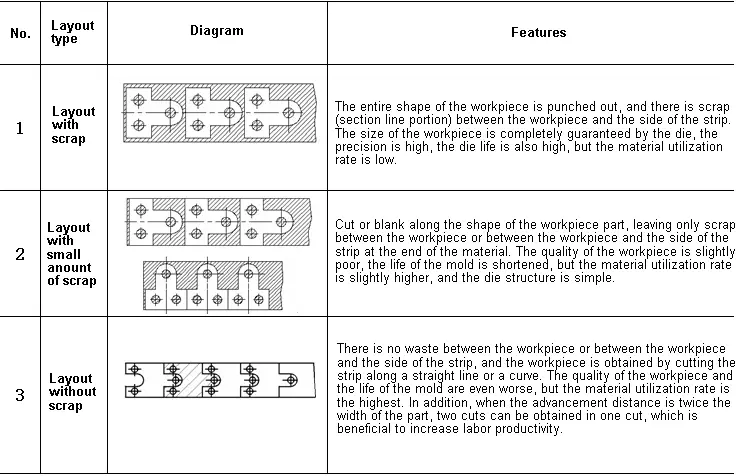
Type afval:
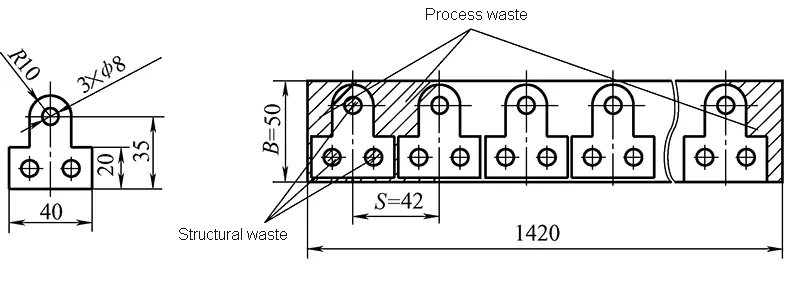
Structureel afval: geproduceerd door de structurele vereisten van het werkstuk, zoals snijafval
Procesafval: Het afval dat moet worden opgezet om het stempelproces te voltooien, inclusief tussen het werkstuk en het werkstuk, tussen het werkstuk en de zijkant van de band, de positioneeropening, de materiaalkop, de staart, enz.
Maatregelen om procesafval te verminderen:
Goed ontworpen plattegrond;
Kies het juiste bladformaat en redelijk maaimethode (gereduceerd materiaal kop, staart en rand);
Gebruik schroot als klein onderdeel.
Maatregelen om structureel afval te benutten:
Als het materiaal en de dikte hetzelfde zijn, kan uit het grotere schroot een kleiner formaat stansdeel worden geponst als de maat dat toelaat.
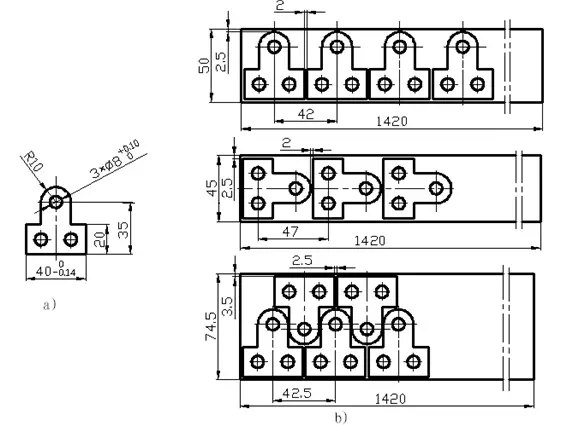
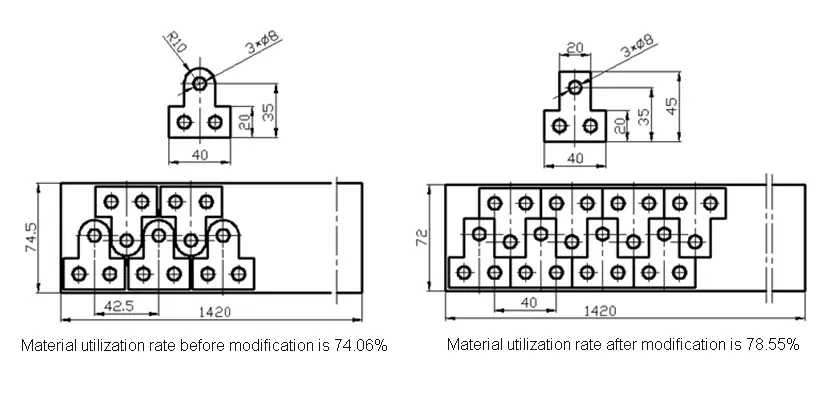
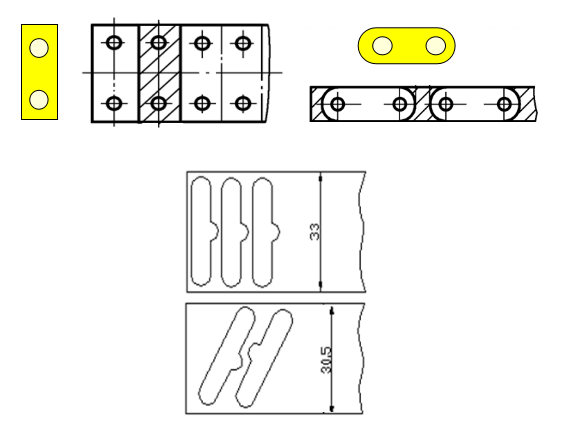
Onder de gebruiksomstandigheden kan de structurele vorm van het onderdeel ook worden gewijzigd om het materiaalgebruik te verbeteren.
Verander de vorm van de structuur om het materiaalgebruik te verbeteren.
Welke structuur is bevorderlijker voor het besparen van materialen?
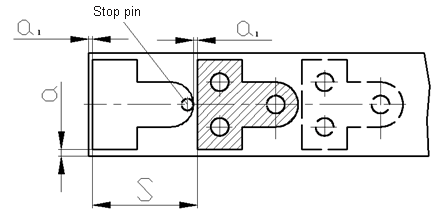
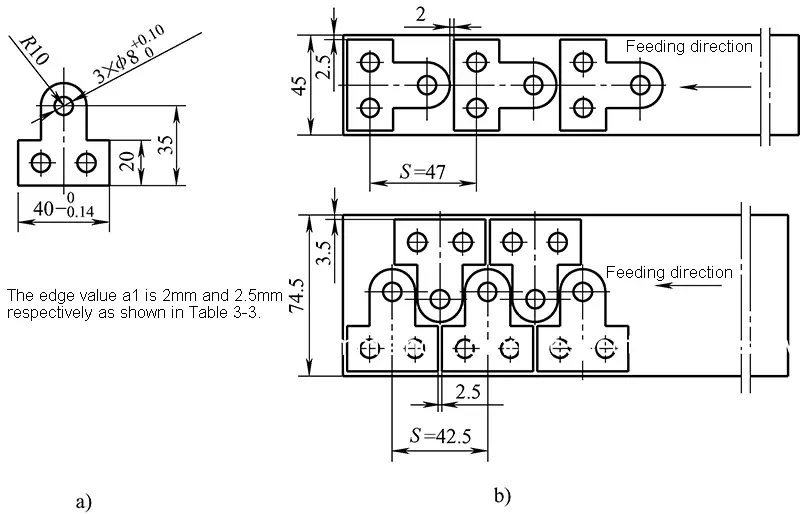
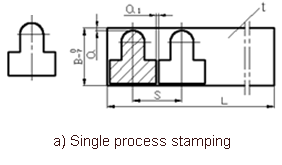
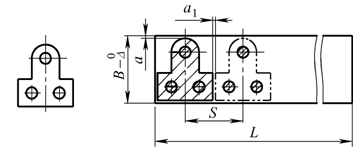
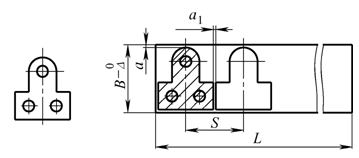
Lappen: Het procesresten tussen het werkstuk en het werkstuk en tussen het werkstuk en de rand van de strip. Er zijn de lapping a1 en de side lapping a.
Lappende functie:
Gebruikt voor positionering;
Compenseer voor positioneringsfouten en fouten in de snijplaat om ervoor te zorgen dat gekwalificeerde onderdelen worden uitgestanst;
Verhoog de stijfheid van de strook om de toevoer van de strook te vergemakkelijken en de arbeidsproductiviteit te verbeteren;
Verbeter de levensduur van schimmels.
Bepaling van de tapwaarde:
Mechanische eigenschappen van het materiaal: de lappingswaarde van het harde materiaal kan kleiner zijn; de lappingswaarde van het zachte materiaal en het broze materiaal is groter.
Materiaaldikte: Hoe dikker het materiaal, hoe groter de lapwaarde.
Vorm en grootte van de blenk: Hoe complexer de vorm van het onderdeel, hoe kleiner de radius van de vulling en hoe groter de lapping waarde.
Voedings- en blokkeringsmethode: handmatig voeden, de aftapwaarde van het zijdrukapparaat kan kleiner zijn.
Ontladingsmethode: De elastische ontlading is kleiner dan de lapping van de stijve ontlading.
Het principe bepalen: neem de minimumwaarde op basis van de veronderstelling dat aan het effect wordt voldaan, en de specifieke ontwerpinformatie kan worden geraadpleegd.
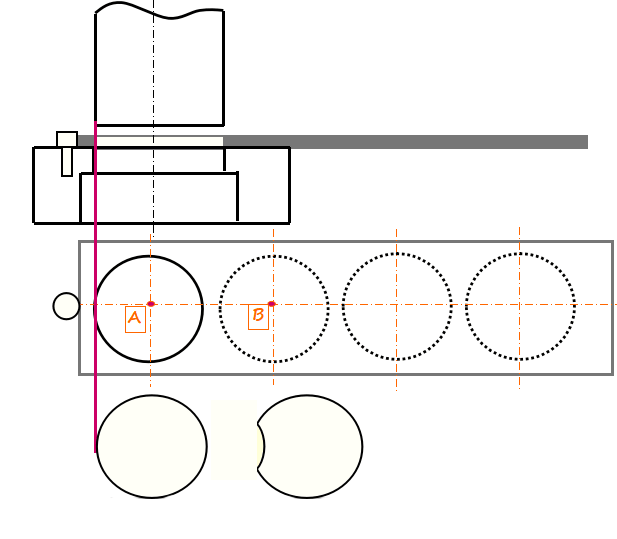
Bepaling van de voorschietafstand:
De opmarsafstand wordt ook wel de stapafstand genoemd, die verwijst naar de afstand die de strook op de matrijs aflegt telkens als de matrijs wordt gesneden.
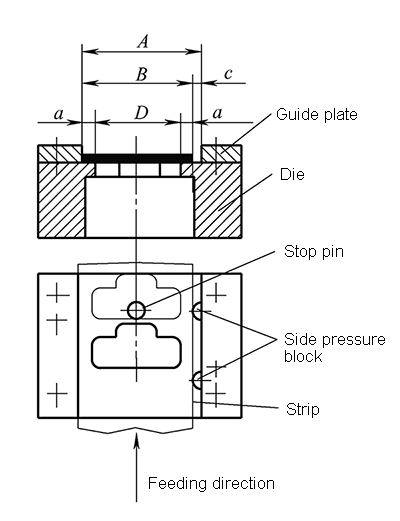
Bepaling van de materiaalbreedte:
Het bepalen van de strookbreedte heeft te maken met de manier waarop de strook in de mal wordt geplaatst:
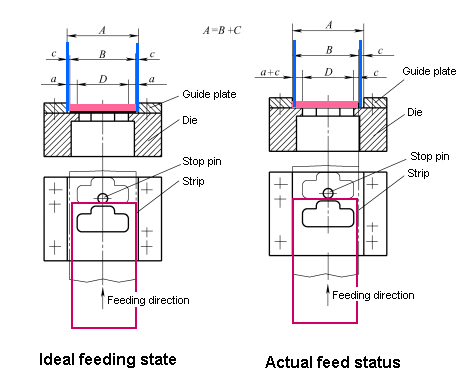
Positionering van geleideplaat en borgpen
Geleideplaat met zijdelingse drukvoorziening
Er is geen zijdelingse drukvoorziening in de geleideplaat
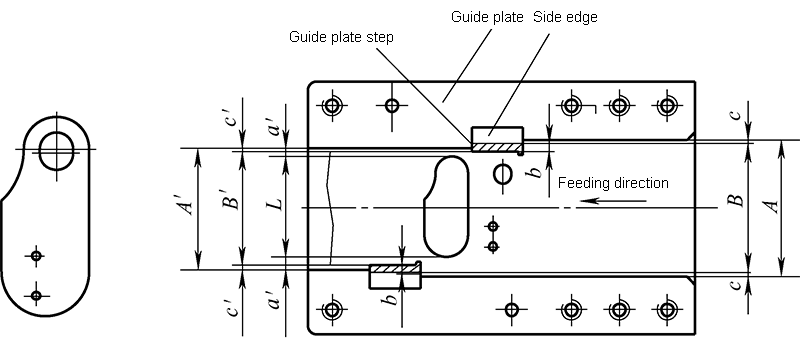
Positionering van geleideplaat en zijranden
1)Bepaling van de bandbreedte met apparaat voor zijdelingse druk
De stroken worden altijd aan één kant van de geleideplaat gevoerd, dus:
Snijfout
2)Bepaling van de bandbreedte zonder zijdrukapparaat
3)Bepaling van de strookbreedte bij zijrandpositionering
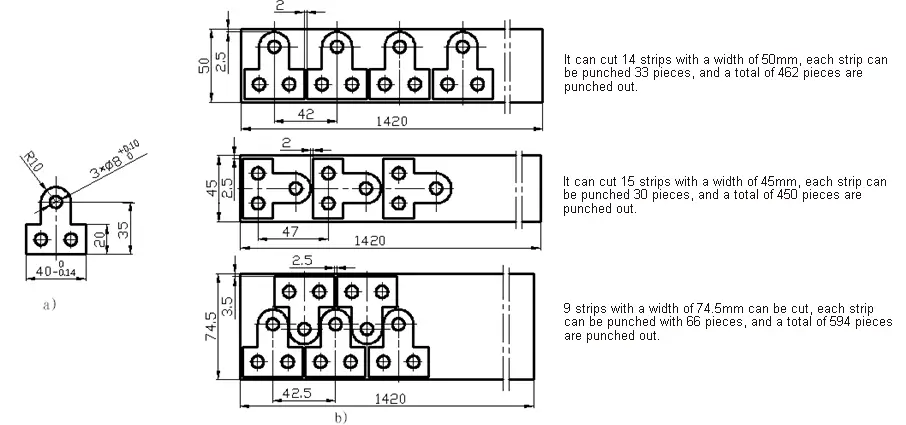
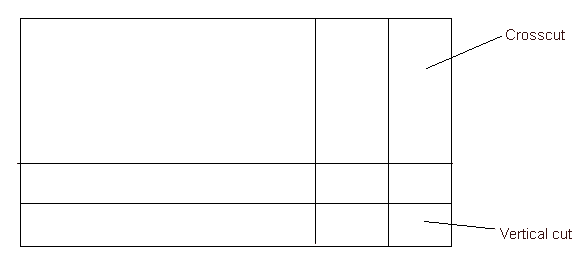
4)Snijmethode
Kan verticaal of horizontaal worden gesneden.
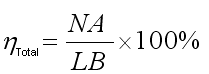
Bereken respectievelijk ηverticaal en ηhorizontaal en kies de grootste na vergelijking.
Bij de feitelijke productie moet ook rekening worden gehouden met productie-efficiëntie en bedieningsgemak.
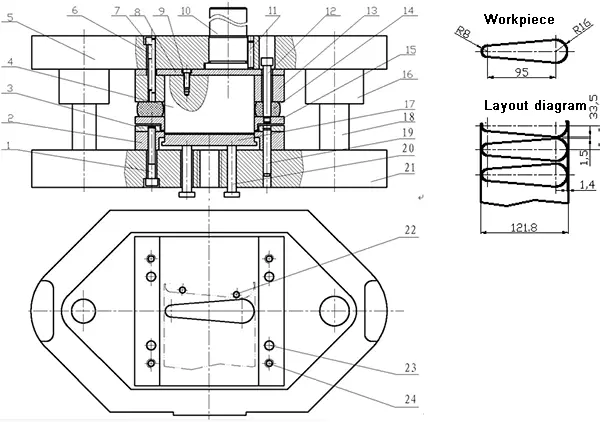
5) Tekening van het lay-outschema
Een volledige lay-out moet gemarkeerd worden met de afmetingen van de stripbreedte, de stapafstand S, de overlappingen tussen de werkstukken en de zijdelingse overlappingen. De lay-outtekening wordt meestal getekend in de rechterbovenhoek van de algemene assemblagetekening.
b) Samengesteld stempelen
Vereisten voor matrijsassemblagetekeningen
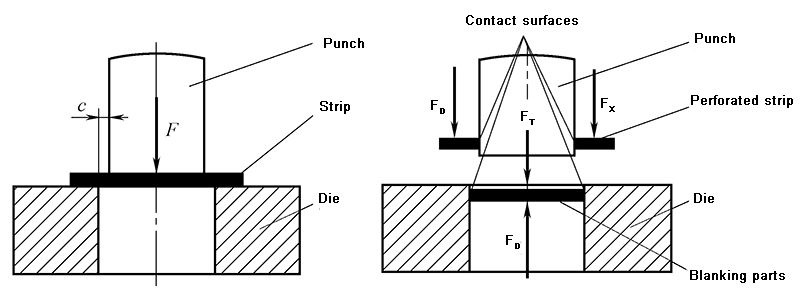
3.2 Berekening van de kracht van het blankingproces en het drukcentrum
De kracht van het blankingproces omvat voornamelijk:
Blankingkracht
Loskracht
Stuwkracht
Uitwerpkracht
1. Berekening van de sluitkracht
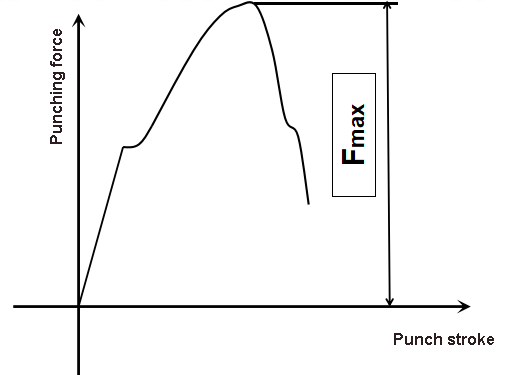
Blankingkracht verwijst naar de druk die nodig is tijdens het blankingproces. Dit verwijst naar de maximale waarde tijdens het afblussen.
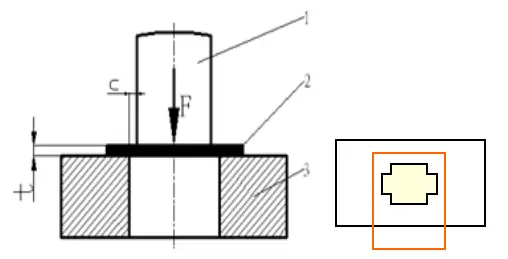
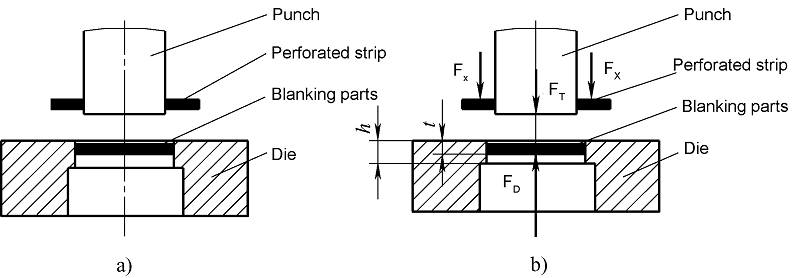
Bij het ponsen met een gewone vlakke matrijs wordt de ponskracht F over het algemeen als volgt berekend:
Opmerking:
F --Blankerende kracht; L --snijlengte; t --Materiaaldikte; τ --Materiaal afschuifsterkte; K -Veiligheidsfactor, over het algemeen is K = 1,3
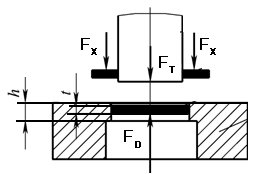
2. Berekening van ontlaadkracht, stuwkracht en uitwerpkracht
Met uitlaadkracht wordt de kracht bedoeld die nodig is om het werkstuk of afvalmateriaal uit de stempel of matrijs te halen.
Met duwkracht wordt de kracht bedoeld die nodig is om het werkstuk of afvalmateriaal in de snijrichting uit de matrijs te duwen.
Uitwerpkracht verwijst naar de kracht die het product uit de opening van de matrijs duwt door de richting van de matrijs tegen te ponsen.
Berekeningsformule van ontlaadkracht, duwkracht en uitwerpkracht
Ontlaadkracht:FX=KXF
Duwkracht:FT=nKTF
Uitwerpkracht:FD=KDF
KX、KT、KD--Coëfficiënt van ontlaadkracht, duwkracht, uitwerpkracht, zie de tabel hieronder;
Materiaaldikte t (mm)
KX
KT
KD
Staal
≤0.1
0.065~0.075
0.1
0.14
>0.1~0.5
0.045~0.055
0.063
0.08
>0.5~2.5
0.04~0.05
0.055
0.06
>2.5~6.5
0.03~0.04
0.045
0.05
>6.5
0.02~0.03
0.025
0.03
Aluminium, aluminiumlegering, koper, messing
0.025~0.08
0.02~0.06
0.3~0.07
0.03~0.09
Opmerking: De ontlaadkrachtcoëfficiënt KX wordt als bovengrens genomen bij het doorboren van gaten, grote overlappingen en complexe contouren.
n-Het aantal blanking parts (of scraps) in de matrijsrand op hetzelfde moment.
In de formule:
F-一Blankkracht (N)) h-hoogte van de rechte randwand van de matrijsopening t-Dikte van de plaat
De ponskracht bij het uitwerpen de som is van de uitwerpkracht, loskracht en uitwerpkracht.
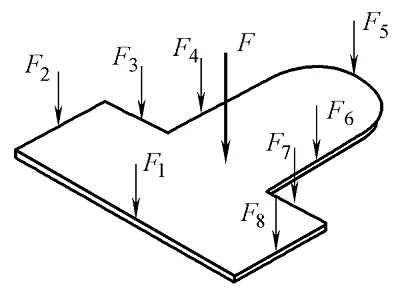
3. Berekening van het drukcentrum
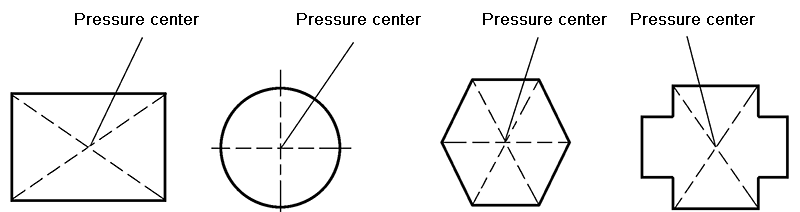
Het drukpunt is het werkpunt van de resulterende kracht van het stempelen.
Het symmetrische middelpunt van het afblinddeel heeft zijn drukmiddelpunt op het geometrische middelpunt van het afblindprofiel.
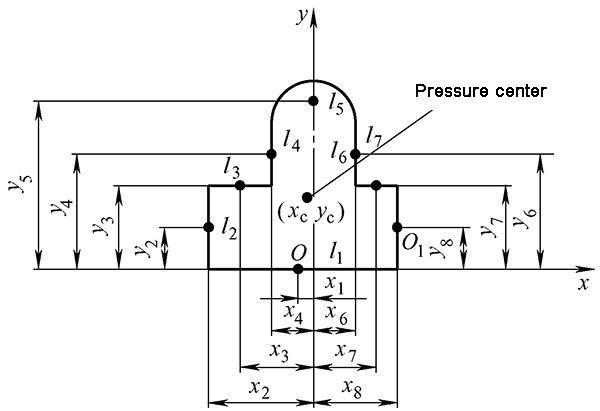
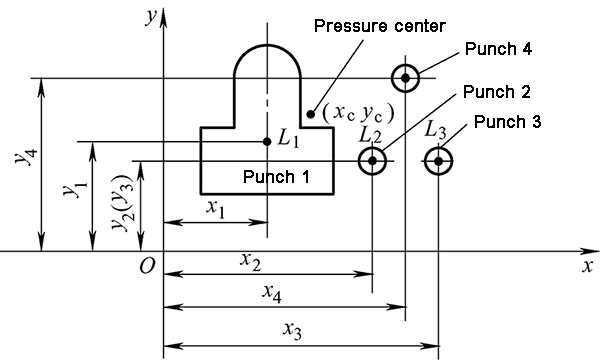
Het centrum van de afpersdruk van een complex gevormd werkstuk of een multi-convex afwerkstuk kan analytisch berekend worden volgens het principe van momentbalans.
Berekening van het drukcentrum van een complex afwerkstuk met een enkele pons
1) Teken de afrondingscontour van het afrondingswerkstuk in verhouding.
2) Stel een rechthoekig coördinatenstelsel xoy vast.
3) Het afloopprofiel van het afloopprofiel wordt ontleed in een aantal rechte lijnsegmenten en cirkelboogsegmenten L1, L2, L3 ... Ln en andere basislijnsegmenten.
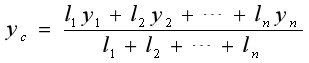
4) Bereken de lengte van elk basislijnsegment en de afstand y1, y2, y3 ... yn en x1, x2, x3 ... xn van het zwaartepunt naar de coördinatenas x, y.
5) Bereken de coördinaten xc en yc van het drukcentrum.
Berekening van het drukcentrum in meervoudig ponsen
1) Teken de omtrek van elke stempel in verhouding
2) Bepaal het cartesiaanse coördinatenstelsel xoy
3) Vind de coördinaten van het zwaartepunt van elke convexe dobbelsteen (xi, yi)
4) Bereken de ponslengte Li van elke pons
5) Bereken de coördinaten xc en yc van het drukcentrum
Ontwerp van blankingprocessen
4.1 Analyse van de verwerkbaarheid van blankingonderdelen
De techniciteit van het afsnijdingsdeel verwijst naar het aanpassingsvermogen van het afsnijdingsdeel aan het afsnijdingsproces. Het is een vereiste vanuit het oogpunt van productontwerp.
Een goed ponsproces betekent dat gewone ponsmethodes gebruikt kunnen worden om gekwalificeerde ponsonderdelen te verkrijgen onder de voorwaarden van een langere levensduur en productiviteit van de matrijs en lagere kosten.
De maakbaarheid van het blanking part wordt bepaald door de structurele vorm, nauwkeurigheidseisen, vorm- en positietoleranties en technische vereisten.
1.Structure technologie van blanking delen
(1)De structuur van het blankinggedeelte is zo eenvoudig en symmetrisch mogelijk, wat het rationele gebruik van materialen zoveel mogelijk ten goede komt.
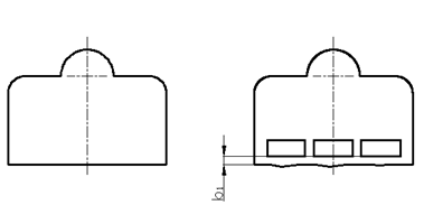
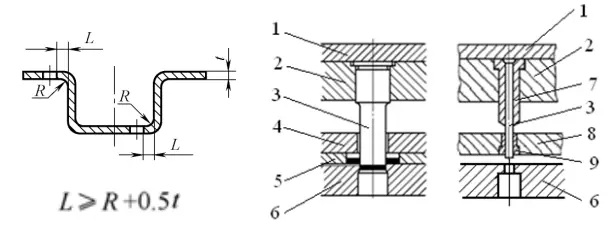
(2) De vorm en het inwendige gat van het afblinde deel moeten scherpe hoeken vermijden en de juiste afgeronde hoeken hebben.
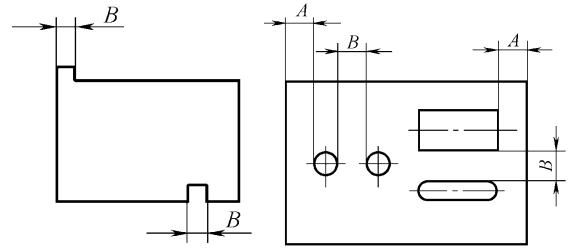
(3) Vermijd lange en smalle cantilever en groef op het blanke deel. In het algemeen moet de breedte B van de convexe en concave delen groter zijn dan of gelijk aan 1,5 keer de plaatdikte t, oftewel B≥1,5 t.
(4) De afstand tussen de randen van de gaten en de afstand tussen de gaten moet groter zijn dan of gelijk aan 1,5 keer de plaatdikte t.
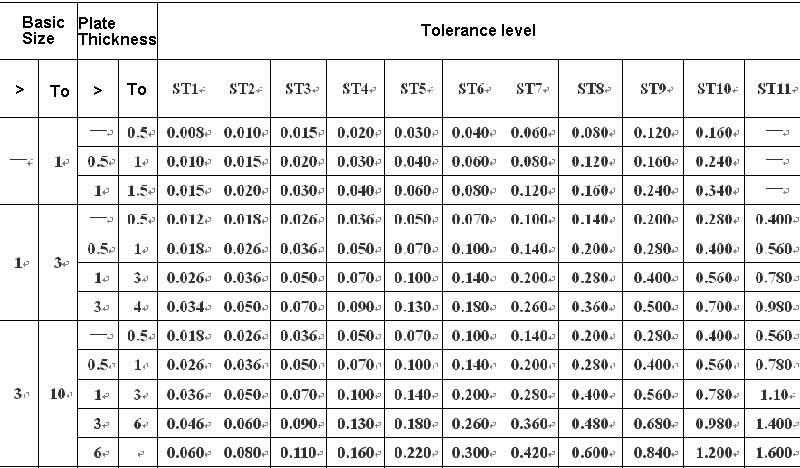
(Bij het ponsen van gaten op gebogen of diepgetrokken onderdelen moet een bepaalde afstand worden aangehouden tussen de rand van het gat en de rechte wand.
(Bij het piercen mag de grootte van het gaatje niet te klein zijn.
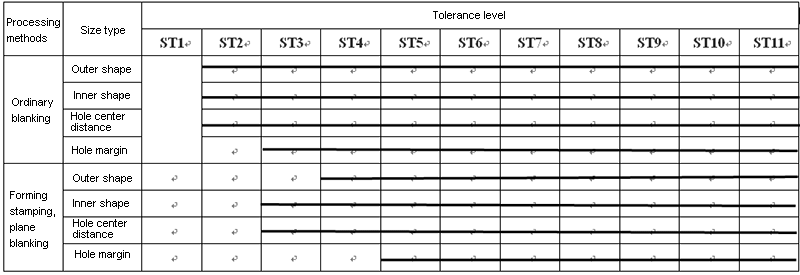
Maatnauwkeurigheid van blanking onderdelen (GB / T13914-2002)
Het is onderverdeeld in 11 niveaus, die worden weergegeven door het symbool ST en die geleidelijk afnemen van ST1 tot ST11.
Tabel 3-12 Selectie van tolerantieklassen voor gebruikelijke blankingonderdelen (GB / T13914-2002)
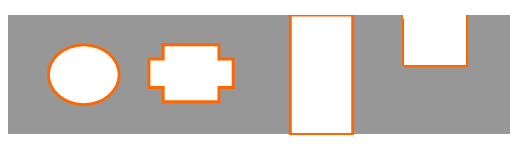
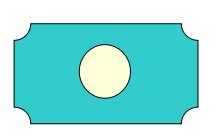
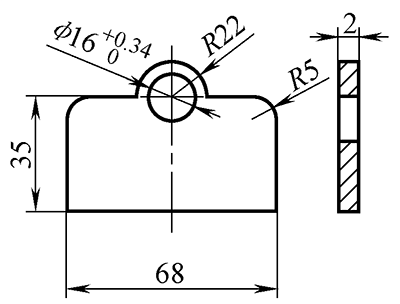
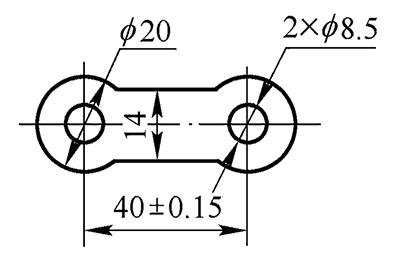
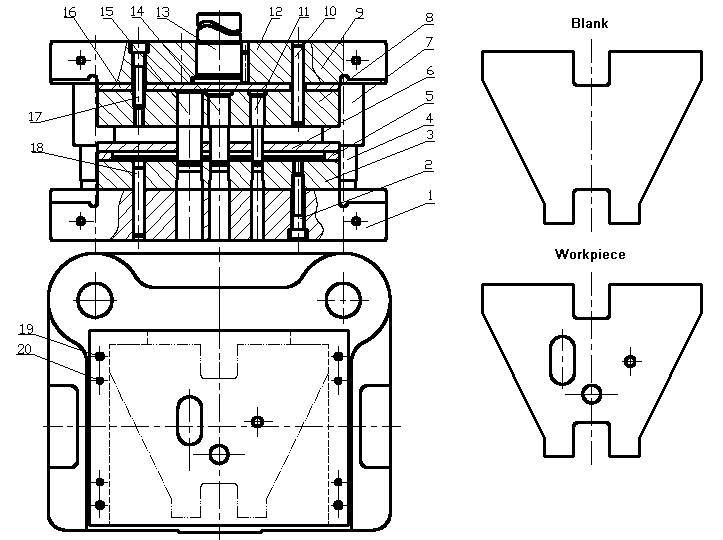
Voorbeeld 3-3 Het onbewerkte werkstuk in de afbeelding is gemaakt van materiaal Q235 met een dikte van 2 mm. Probeer de verwerkbaarheid van het blankingdeel te analyseren.
Analyse:
(1) De blanking structuur is symmetrisch, zonder groeven, cantilevers, scherpe hoeken, etc., die voldoet aan de eisen van het blanking proces.
(2) Zoals te zien is in Tabel 3-11 en Tabel 3-12, zijn de nauwkeurigheid van het binnengat en de buitenafmetingen en de nauwkeurigheid van het gat centrum afstand zijn allemaal algemene nauwkeurigheidseisen, die kunnen worden uitgeponst met gewone blanking.
(3) Zoals te zien is in Figuur 3-42 en Tabel 3-9 voldoen de grootte van de geponste gaten, de gatenmarges en de afmetingen van de gatenafstand allemaal aan de minimumvereisten en kan composietponsen worden gebruikt.
(4) Q235 is een veelgebruikte stempelmateriaal en heeft een goede verwerkbaarheid bij het stempelen.
Samenvattend heeft het afpelgedeelte een goede afpelbaarheid en is het geschikt om te ponsen.
4.2 Bepaling van het procesplan
Op basis van de procesanalyse moeten uitgebreide overwegingen over de aspecten structuur, nauwkeurigheid, grootte, batch enz. worden opgelost:
Basis stempelproces
Combinatie van basisstempelprocessen
Rangschikking van blanking
Bepaling van het aantal basisprocessen
Het aantal basisbewerkingen dat nodig is voor een blankingdeel kan direct worden beoordeeld aan de hand van de vorm.
Voorbeeld van het bepalen van het aantal basisbewerkingen
Combinatie van basisstempelprocessen
Enkelvoudig ponsen: Slechts één ponsproces kan worden voltooid in één ponsslag.
Samengesteld ponsen: Er is slechts één station en in één slag van de pers worden twee of meer stempelprocessen tegelijkertijd uitgevoerd.
Progressief ponsen: In één slag van de pers worden meerdere stempelprocessen tegelijkertijd uitgevoerd op meerdere stations die in de toevoerrichting zijn gerangschikt.
De bijbehorende matrijzen zijn eenstaps ponsmatrijsSamengestelde ponsmatrijs en progressieve ponsmatrijs.
Samengestelde ponsmatrijs
Er is slechts één station en in één slag van de pers worden twee of meer ponsprocessen tegelijkertijd uitgevoerd.
Progressieve ponsmatrijs
In één slag van de pers worden de matrijzen voor meerdere ponsprocessen gelijktijdig afgewerkt op een aantal stations die continu in de toevoerrichting zijn geplaatst.
Vergelijking van drie soorten mallen
Type schimmel
Enkelvoudige matrijs
Samengestelde modus
Progressieve vorm
Aantal stations
1
1
2 of meer soorten
Aantal voltooide operaties
1 type
2 of meer soorten
2 of meer soorten
Geschikte blanco maat
Groot en middelgroot
Groot, middelgroot en klein
Middelgroot en klein
Materiaalvereisten
De strookbreedte is niet strikt en het schroot kan worden gebruikt.
De strookbreedte is niet strikt en het schroot kan worden gebruikt.
Strikte vereisten voor stroken of strips
Ponsnauwkeurigheid
Laag
Hoog
Tussen de twee
Productiviteit
Laag
Hoog
Zeer hoog
De mogelijkheid van mechanisatie en automatisering
Gemakkelijker
Moeilijke, gecompliceerde werkstuk- en afvalverwijdering
Gemakkelijk
Toepassing
Geschikt voor middelgrote en kleine batchproductie van grote precisieonderdelen, grote en middelgrote onderdelen of massaproductie van grote onderdelen
Geschikt voor massaproductie van grote, middelgrote en kleine onderdelen met complexe vormen en hoge precisievereisten
Geschikt voor massaproductie van kleine en middelgrote onderdelen met complexe vormen en hoge precisievereisten
Is het proces complex en hoe kies je het?
Structuurgrootte
Productiviteit
Precisie
Eenvoudige en veilige bediening
Productiebatch
Schimmelkosten
De algemene principes zijn:
Voor massaproductie wordt samengesteld of progressief stansen gebruikt. Voor de productie van kleine series moet een enkelvoudige matrijs worden gebruikt.
Groot formaat moet enkelvoudige of samengestelde matrijs gebruiken
Klein formaat en hoge precisie-eisen, zelfs als de batch klein is, moet deze worden geproduceerd door samengestelde of progressieve matrijs
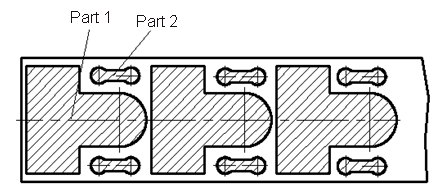
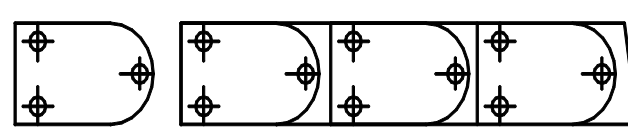
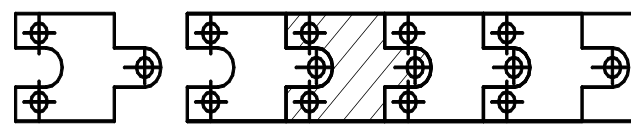
Rangschikking van de blanking
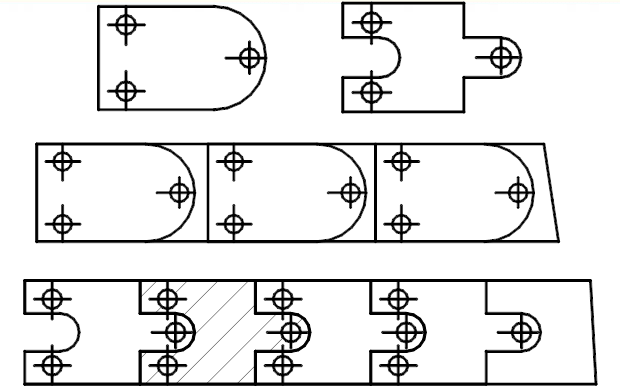
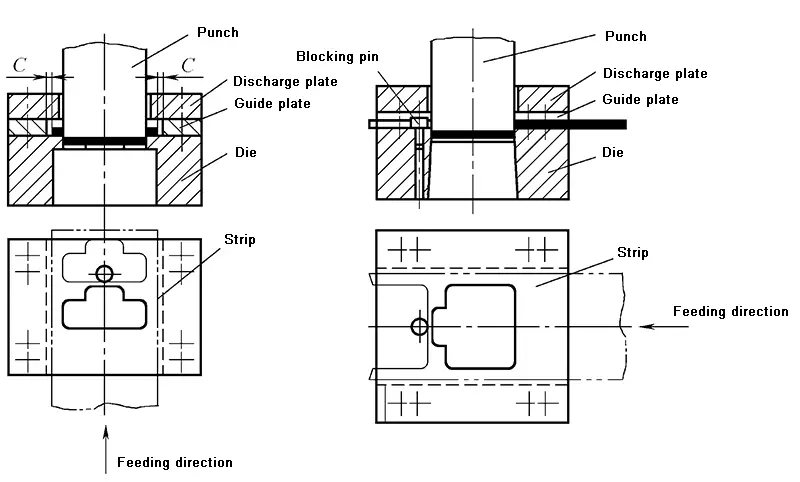
(1) Bestelindeling van progressief ponsen
Pons eerst gaten (inkepingen of structurele afval van het werkstuk), en maak dan blanco of snijd om het werkstuk van de strip te scheiden.
Bij het gebruik van zijbladen met een vast bereik wordt het snijden van de zijkanten meestal als eerste uitgevoerd en gelijktijdig met het eerste ponsen om de aanvoerafstand te controleren. Als er twee zijbladen met vast bereik worden gebruikt, kunnen ze ook achter elkaar worden geplaatst.
(2) Volgorde voor het in één stap blank maken van onderdelen die in meerdere stappen blank gemaakt worden:
De blenk wordt eerst gescheiden om de blenk van de strook te scheiden, en dan doorboord of geponst.
Bij het ponsen van gaten van verschillende grootte en dicht bij elkaar, om de vervorming van de gaten te verminderen, ponst u eerst de grotere gaten en dan de kleinere.
Voorbeeld van volgorde voor progressief stempelen
Basisstappen voor het bepalen van het blankingprocesplan
Analyseer het blankingproces van het product
Maak een lijst van de vereiste basisstempelbewerkingen
Lijst met mogelijke opties
Analyseren en vergelijken om de beste oplossing te krijgen
Voorbeelden van methoden om stempelschema's te bepalen
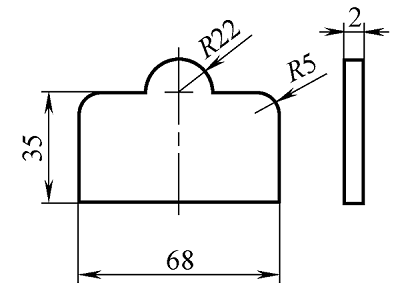
Voorbeeld 3-4 Het stempelen van geïllustreerde onderdelen, met een jaarlijkse productie van 3 miljoen stuks, vereist het ontwikkelen van een stempelprocesplan.
(1) Analyse van stempeltechnologie
1) De blanking structuur is symmetrisch, zonder groeven, cantilevers, scherpe hoeken, etc., wat voldoet aan de vereisten van het blanking proces.
2) Zoals te zien is in Tabel 3-11 en Tabel 3-12 behoren de nauwkeurigheid van het binnengat en de buitenafmetingen en de nauwkeurigheid van de hartafstand van het gat tot de algemene nauwkeurigheidseisen, die met gewoon ponsen kunnen worden uitgeponst.
3) Zoals te zien is in Figuur 3-42 en Tabel 3-9 voldoen de grootte van de geponste gaten, de randafstand en de grootte van de gatenafstand aan de minimumvereisten en kan composietponsen worden gebruikt.
4) Q235 is een veelgebruikt stempelmateriaal en heeft een goede verwerkbaarheid bij het stempelen.
Samenvattend kan gezegd worden dat het afwerkdeel goed te ponsen is en geschikt is om te ponsen.
(2) Bepaal het stempelprocesplan
Voor dit onderdeel zijn twee basisprocedures nodig: blanking en piercing. Op basis van de bovenstaande procesanalyse kunnen de volgende drie procesoplossingen worden genoemd:
Optie 1: één enkel matrijsproces gebruiken, d.w.z. eerst blancheren, dan doorboren
Optie 2: Productie met een samengestelde matrijs, d.w.z. blancheren en doorboren tegelijk
Optie 3: progressieve matrijsproductie gebruiken, d.w.z. continu doorboren en afblussen
(3) Analyse en vergelijking
De eerste oplossing heeft een eenvoudige matrijsstructuur, maar vereist twee processen en twee paar matrijzen, waardoor de productiviteit laag is en het moeilijk is om te voldoen aan de efficiëntievereisten voor massaproductie.
De tweede oplossing vereist slechts één paar mallen. De vorm- en positienauwkeurigheid en de maatnauwkeurigheid van het blanking part kunnen gemakkelijk worden gegarandeerd. De productiviteit is hoger dan bij de eerste oplossing, maar de matrijsstructuur is gecompliceerder dan bij de eerste oplossing en de bediening is lastig.
Optie drie vereist ook een paar matrijzen, die handig en veilig te bedienen is en de hoogste productiviteit heeft. De matrijsstructuur is ingewikkelder dan bij optie één. De precisie van de geponste onderdelen ligt tussen optie één en optie twee in. Maar omdat de nauwkeurigheid van het product zelf niet hoog is, kan het voldoen aan de nauwkeurigheidseisen van het product.
Uit de analyse en vergelijking van de bovenstaande drie regelingen blijkt dat het beter is om regeling drie te kiezen voor de stempelproductie van dit deel.
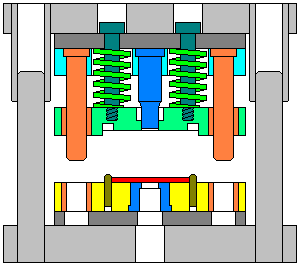
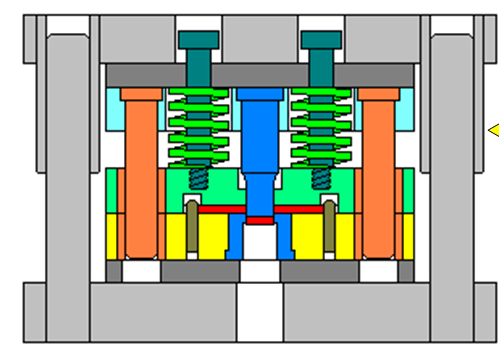
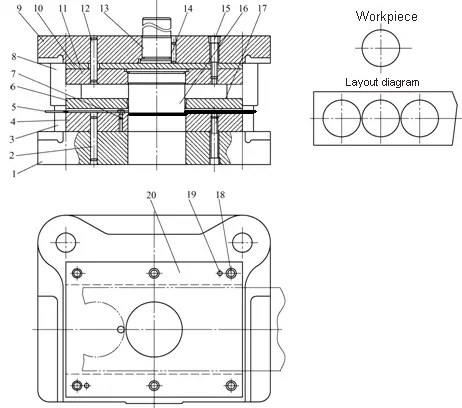
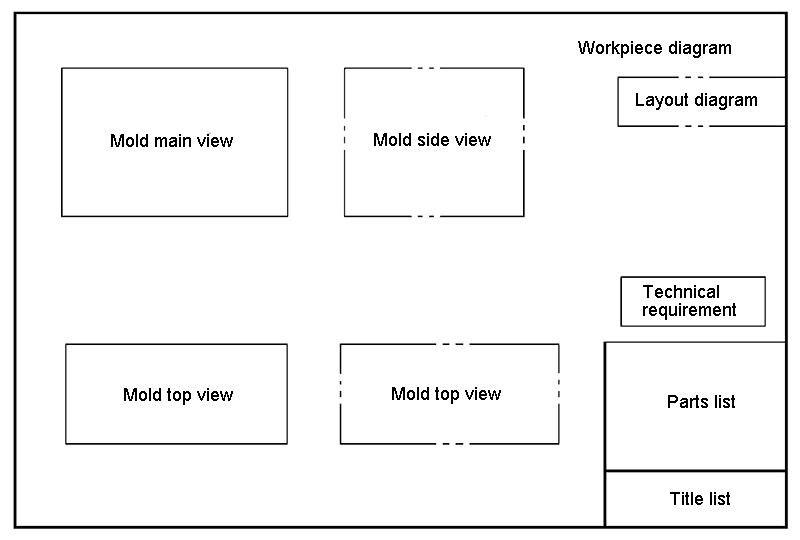
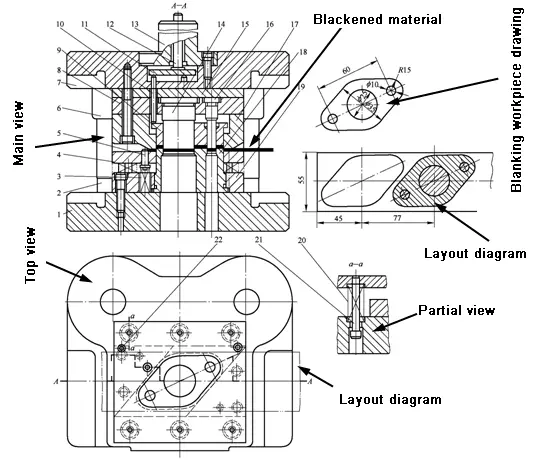
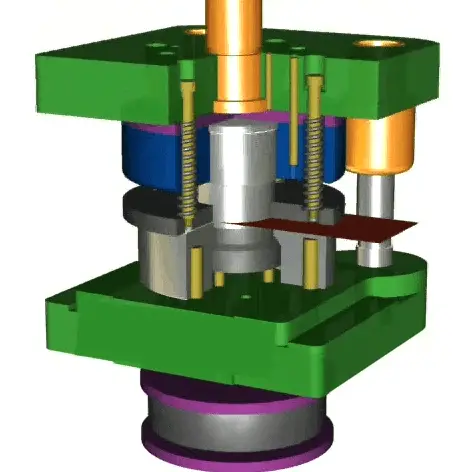
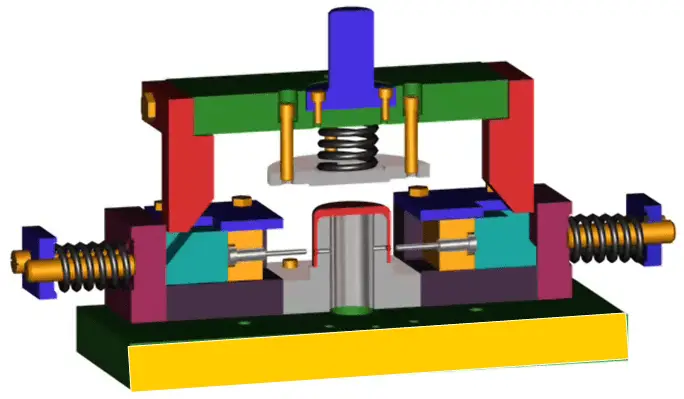
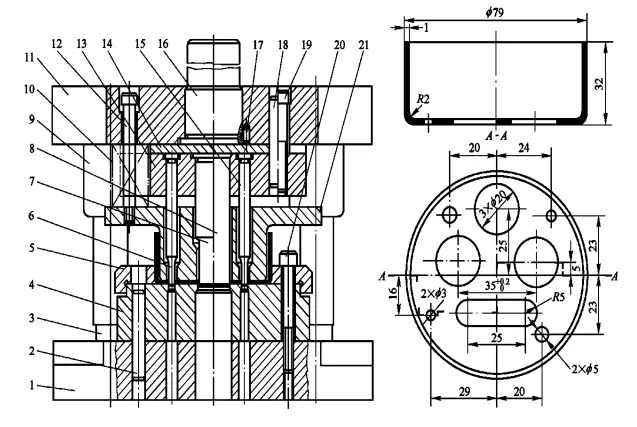
Weergavemethode van het diagram van de matrijsstructuur
Weergavemethode en -stappen:
-Kijk naar de titelbalk voor namen van schimmels
-Kijk naar het werkstuk
Bekijk de lay-outkaart, begrijp de aanvoerrichting en ken dan de locatie bij benadering van het positioneringsonderdeel
-Kijk naar de hoofdweergave
Zwarte materialen en werkstukken vinden
Zoek werkende onderdelen die plaatwerk vormen
Positioneringsonderdelen vinden, gecombineerd met bovenaanzicht
Stukken vinden
Onderdelen voor geleiders vinden
Vaste onderdelen vinden
Typische structuur van enkele procesmodus
Een matrijs met één proces wordt ook wel een eenvoudige matrijs genoemd, wat verwijst naar een matrijs die slechts één stempelproces voltooit in één slag van de pers.
Blankingmatrijs met starre ontladingsinrichting
Blankingmatrijs met elastische ontladingsinrichting
Enkel proces afwerkmatrijs met elastische ontlaad- en uitwerpinrichting
Scheiding vindt plaats
Piercing mal
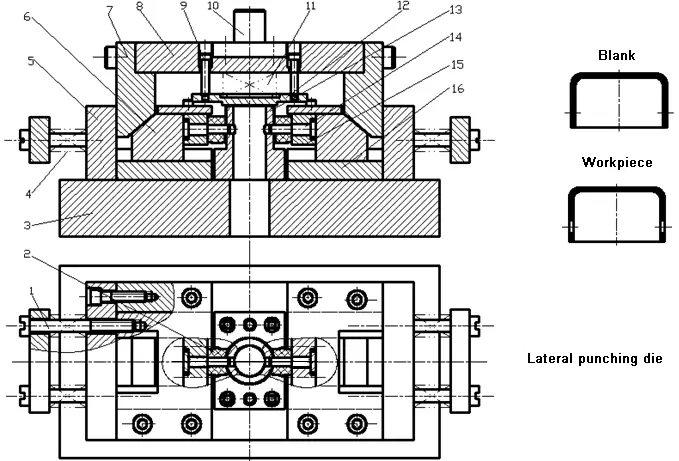
Schuine wig type horizontale kant piercing sterven
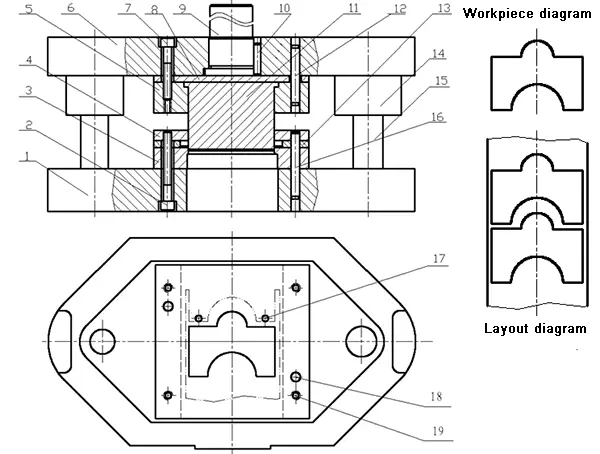
2.Typische structuur van progressieve matrijs
Progressieve matrijs, ook bekend als continue matrijs of overslagmatrijs, verwijst naar een matrijs die gelijktijdig meerdere stempelprocessen voltooit op meerdere stations in de toevoerrichting in een enkele slag van de pers.
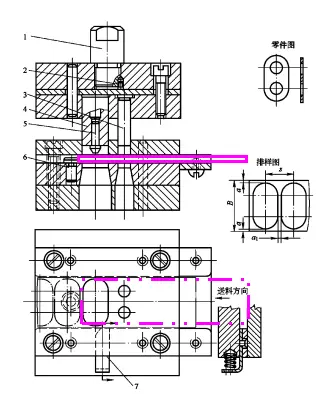
Doorboren en blanking progressieve matrijs
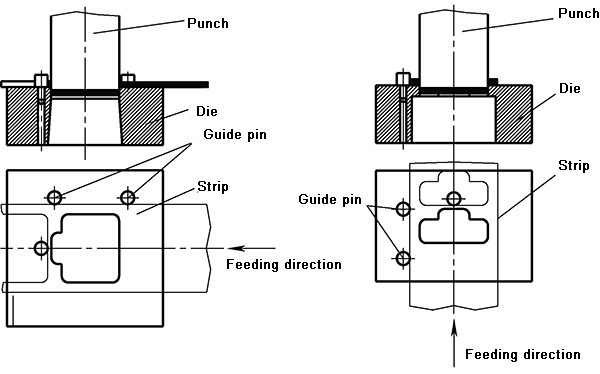
Ponsen en blancheren progressieve matrijs met een vaste afstand met behulp van geleidepennen
Doordringende en blanke progressieve matrijs met dubbele mesafstand
Progressieve afwerkmatrijs met zijrand en geleidepenvoegafstand
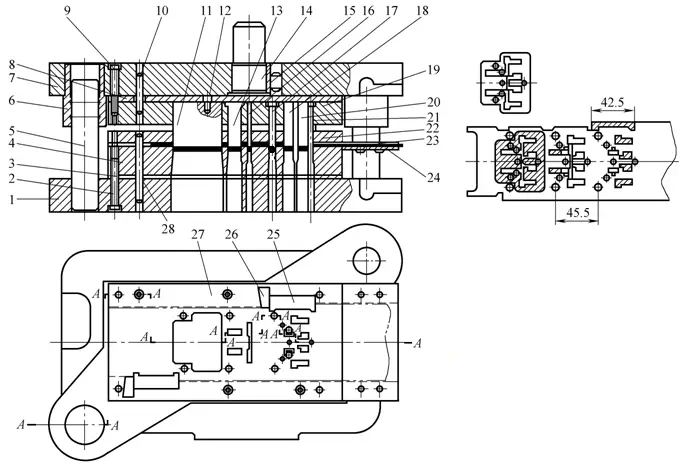
3.Typische structuur van samengestelde matrijs
Een samengestelde matrijs is een matrijs die slechts één station heeft en twee of meer stempelprocessen tegelijk afwerkt in één slag van de pers.
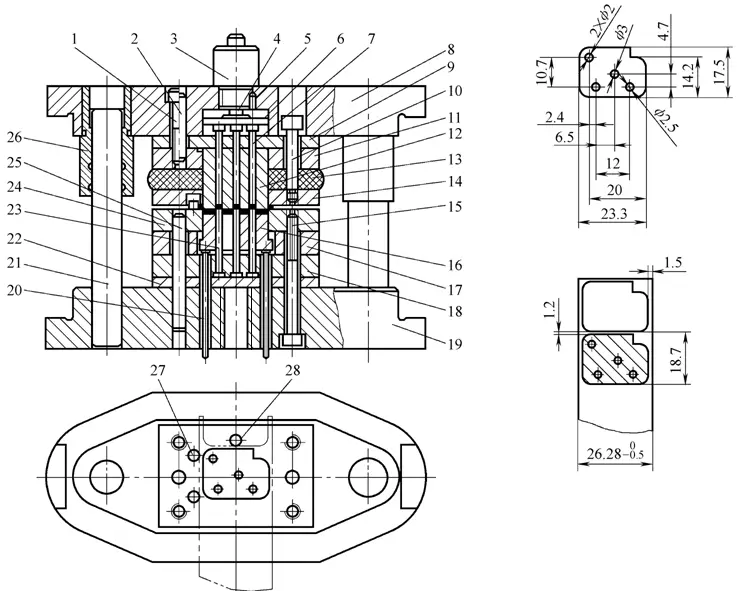
Flip chip samengestelde matrijs
Vormen van samengestelde matrijs
Vergelijking van omvormmatrijzen en flip-chipmatrijzen
Ponsen van onderdelen met materialen in zachtere, dunnere en hogere vlakheid
Breed scala aan toepassingen
Vormen van samengestelde matrijs
Flip-chip samengestelde matrijs
Bijsnijden en doorboren van samengestelde matrijs
Omgekeerde composietmatrijs met stijf-elastisch duwmechanisme
5.3 Type selectie van de afwerkmatrijs
Voor enkelvoudige mallen wordt, vanwege het gemak van de mallen van de aan de voorkant gemonteerde structuur, de voorkeur gegeven aan de aan de voorkant gemonteerde structuur;
Voor composietmallen wordt vanwege het gemak en de veiligheid van flip-chip composietmallen de voorkeur gegeven aan flip-chip structuren in de daadwerkelijke productie. Als de geponste plaat dun is, de afstand tussen de gaten iets kleiner en de vlakheid van het werkstuk vereist is, moet de composietmatrijs van de voorgemonteerde structuur worden gekozen.
Bij de massaproductie van kleine en middelgrote onderdelen wordt de progressieve matrijs met automatische voeding veel gebruikt om arbeid te besparen en de productie-efficiëntie te verbeteren.
Ontwerp van hoofdvormdelen en selectie van standaarden
Verwerk structurele onderdelen:
Werkdelen: mannelijke matrijs, vrouwelijke matrijs, mannelijke en vrouwelijke matrijs, zijblad
Vaste onderdelen: bevestigingsplaat, steunplaat, handgreep van de gietvorm, bovenste basis van de gietvorm, onderste basis van de gietvorm, schroeven, pennen, enz.
6.1 Ontwerp van werkende onderdelen en selectie van standaarden
De functie is om de materialen te scheiden en de vereiste vorm en grootte van de blenk te verkrijgen.
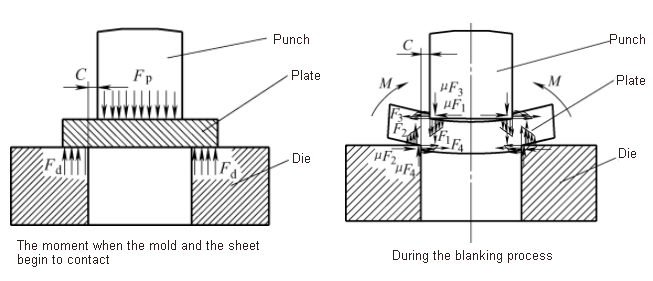
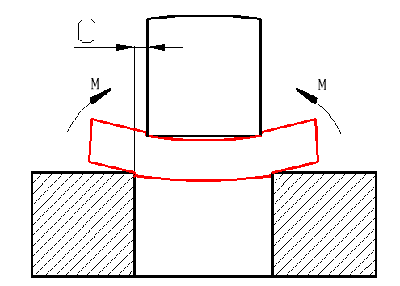
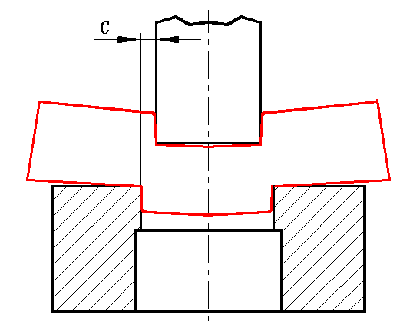
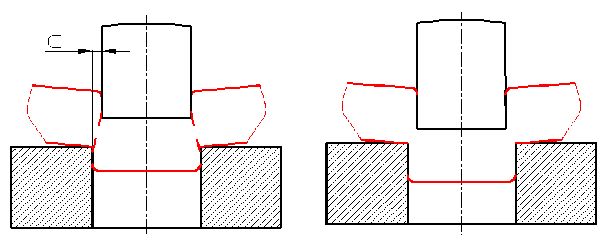
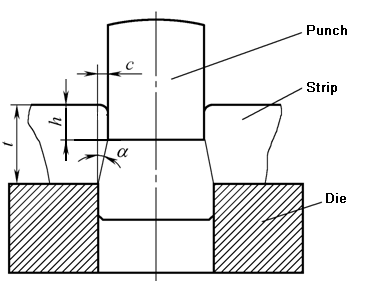
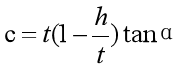
De afstand tussen de matrijs en de zijwand van de ponsrand in de stansmatrijs. Het wordt weergegeven door het symbool c, dat verwijst naar een enkelzijdige spleet. (GB / T16743-2010)
(1) Invloed van speling op het blankingproces
1) De invloed van speling C op de kwaliteit van het onderdeel. De ontruimingswaarde kan op geschikte wijze worden verminderd, wat de sectiekwaliteit van het blankingdeel effectief kan verbeteren.
2) Invloed van speling C op de kracht van het ponsproces
Als C toeneemt, neemt de ponskracht F tot op zekere hoogte af.
Als C toeneemt, wordt FX, FTen FE afneemt, neemt de totale stansdruk af.
Omgekeerd, wanneer Z wordt gereduceerd, zal de kracht van elk ponsproces toenemen en zal de totale ponsdruk toenemen.
3) Invloed van speling C op de levensduur van de matrijs
Vormen van matrijsdefecten: slijtage, barsten in de matrijsrand, afschilferen, vervorming, enz.
De spleet C beïnvloedt voornamelijk de slijtage van de mal en de scheur in de rand.
Wanneer C wordt verhoogd, omdat de kracht van het blankingproces wordt verminderd, wordt de matrijsslijtage verminderd en worden de barsten in de matrijsrand verminderd, zodat de levensduur wordt verlengd. Integendeel, de levensduur wordt verkort.
Analyseresultaten:
Verbeterde productkwaliteit vereist minder speling in de matrijs
Bepaal bij het selecteren van blanking spelingen van metaalplaat, op basis van de technische vereisten van de blanking onderdelen, de gebruikskenmerken en specifieke productieomstandigheden, etc., eerst het type speling dat moet worden aangenomen volgens Tabel 3-19, en selecteer dit type spleetwaarde dienovereenkomstig volgens Tabel 3-20.
De spleet van de nieuwe mal moet de kleinste van de spleetwaarden zijn.
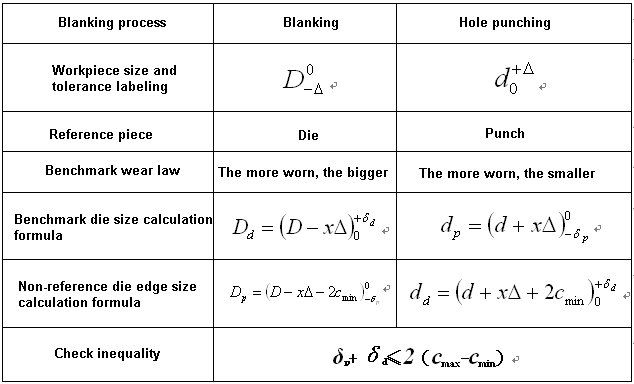
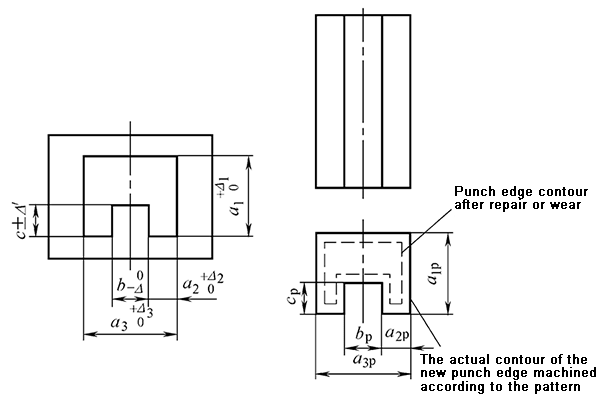
2.De afmetingen en toleranties van stans- en matrijssnijkanten bepalen
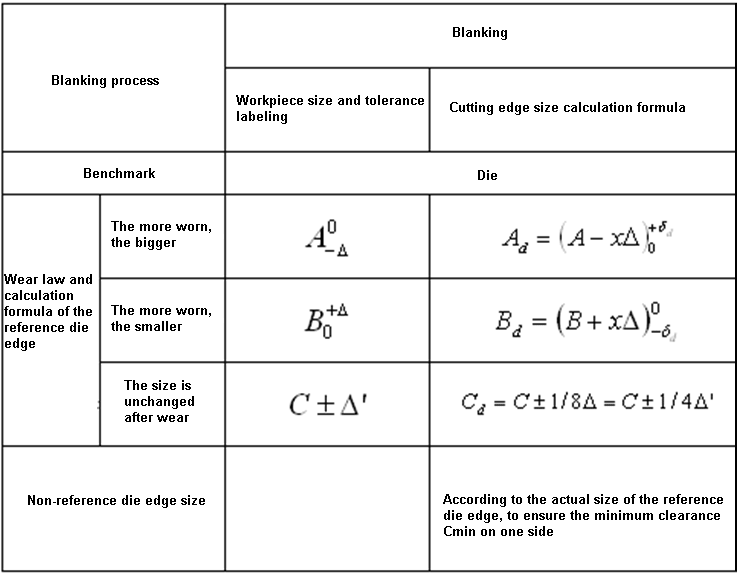
(1) Berekeningsprincipe van de snijrandgrootte van stempels en matrijzen
Wanneer blanking, selecteer de matrijs als referentie, ontwerp eerst de grootte van de matrijsrand, en het hiaat wordt verkregen door de grootte van de matrijsrand te verminderen.
Bij het doorboren wordt de pons als referentie gekozen. De grootte van de ponsrand wordt eerst ontworpen en de speling wordt verkregen door de grootte van de ponsrand te vergroten.
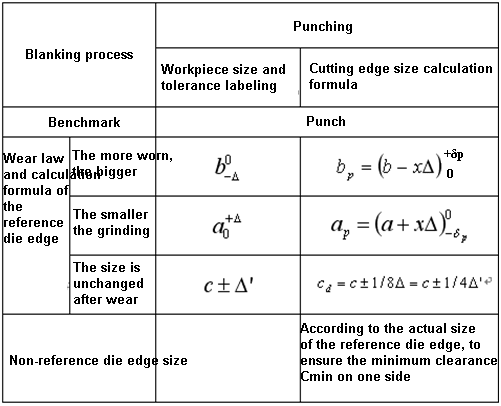
De grootte van de referentiemodelrand met de toegenomen grootte na slijtage is gelijk aan of ligt dicht bij de minimale grensgrootte van het werkstuk; de grootte van de referentiemodelrand met de verkleinde grootte na slijtage is gelijk aan of ligt dicht bij de maximale grensgrootte van het werkstuk. De grootte van de snijkant die voor en na de slijtage niet verandert, is gelijk aan de grootte van het werkstuk.
In principe worden de fabricagetoleranties van werkstukafmetingen en stansrandafmetingen gemarkeerd als eenrichtingsafwijkingen volgens het "in-body"-principe, dat wil zeggen dat de afmetingen van het stansdeel en de stansrand worden gemarkeerd als eenrichtingsafwijkingen, stansdelen en stansranden. Afmetingen worden gemarkeerd als positieve afwijkingen in één richting, en afmetingen die niet veranderen na slijtage worden over het algemeen gemarkeerd als afwijkingen in twee richtingen.
(2) Berekeningsmethode van snijkantgrootte
De berekeningsmethode van de snijkantgrootte is gerelateerd aan de verwerkingsmethode van de mal. Er zijn twee veelgebruikte verwerkingsmethoden voor matrijzen:
De stempel en de matrijs worden respectievelijk bewerkt tot de uiteindelijke grootte volgens hun respectievelijke tekeningen.
De referentiestansmatrijs wordt eerst bewerkt en de randgrootte van de niet-referentiestansmatrijs wordt geconfigureerd volgens de werkelijke grootte van de al gesneden rand van de referentiestansmatrijs in overeenstemming met de minimale redelijke speling.
Voordelen
(1) De stempel en matrijs kunnen parallel geproduceerd worden, wat de productiecyclus van de matrijs verkort; (2) Vormdelen kunnen worden verwisseld
(1) De vormspleet wordt gegarandeerd door de voorbereiding, wat de moeilijkheid van de vormverwerking vermindert; (2) Het is alleen nodig om een gedetailleerde referentiemodelonderdeeltekening te maken om de tekenwerklast te verminderen.
Nadelen
(1) Het is noodzakelijk om een deeltekening te maken van de stempel en de matrijs afzonderlijk; (2) De vormspleet wordt gegarandeerd door de precisie van de vormverwerking, waardoor de verwerkingsmoeilijkheid van de vorm toeneemt.
De niet-referentiemal moet worden vervaardigd nadat de referentiemal is vervaardigd, en de productiecyclus van de mal is lang.
Toepassing
Met de ontwikkeling van de technologie voor het maken van mallen, worden de meeste mallen in de eigenlijke productie gemaakt met aparte verwerkingsmethoden, en de toepassing van verwerkingsmethoden wordt steeds minder. .
1) Gescheiden verwerking van mannelijke en vrouwelijke matrijzen
Slijtagecoëfficiënt x waarde
Materiaaldikte t/mm
Niet-cirkelvormig werkstuk x waarde
Cirkelvormig werkstuk x waarde
1
0.75
0.5
0.75
0.5
Werkstuktolerantie Δ/mm
1
<0.16
0.17~0.35
≥0.36
<0.16
≥0.16
1~2
<0.20
0.21~0.41
≥0.42
<0.20
≥0.20
2~4
<0.24
0.25~0.49
≥0.50
<0.24
≥0.24
>4
<0.30
0.31~0.59
≥0.60
<0.30
≥0.30
Voorbeeld van berekening van snijkantgrootte
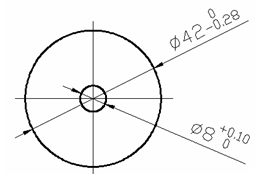
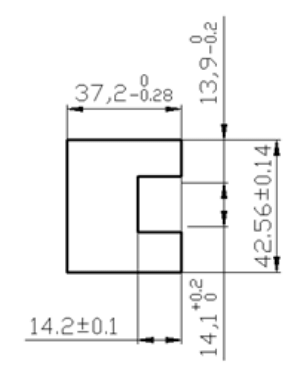
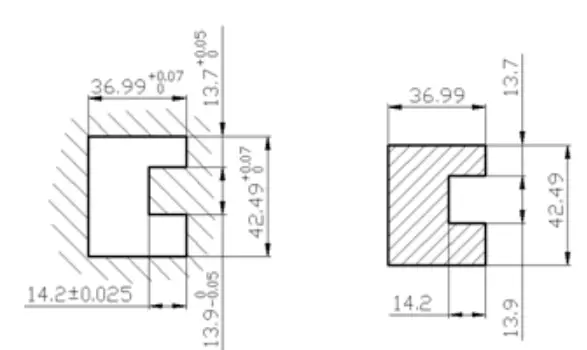
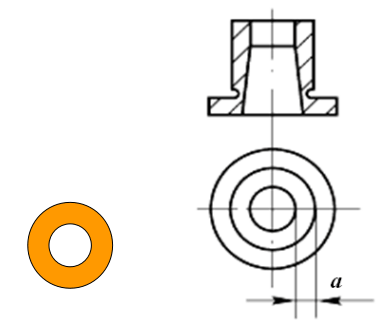
Voorbeeld 3-7 Het onderdeel in Figuur 3-73 wordt geponst. Het materiaal is Q235 en de materiaaldikte is t = 2mm. Bereken de pons- en stansrandafmetingen en -toleranties.
Oplossing: Zoals te zien is in Afbeelding 3-73, zijn er voor dit onderdeel twee afrondprocessen nodig, namelijk afronden en doorboren. De matrijsrandgrootte en tolerantie worden hieronder berekend.
1) Blanking
Op basis van de holle matrijs wordt de matrijs vanwege de regelmatige vorm apart verwerkt.
Als je Tabel 3-19 en Tabel 3-20 controleert, krijg je c = (7% ~ 10%) t, dat is:
cmin =7%t=0,07×2=0,14mm;
cmax=10%t=0.10×2=0.2mm;
Zoek in tabel 3-24 de slijtagecoëfficiënt op: x = 0,5;
De fabricageafwijkingen van de convexe en concave mallen verkregen door het opzoeken in Tabel 3-25 zijn: δp = 0,014mm, δd = 0,02mm;
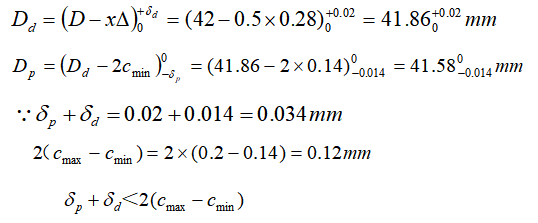
Berekend met de formule:
Daarom is de nauwkeurigheid van de mal geschikt.
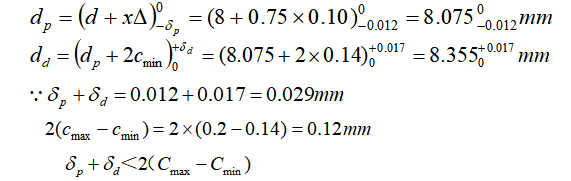
2) Piercing
Met de stempel als referentie, omdat de vorm van het gat eenvoudig is, wordt de aparte productiemethode gebruikt om de mal te verwerken.
Zoek tabel 3-24 op: χ=0,75
Controleer tabel 3-25 om te krijgen: δp = 0,012mm, δd = 0,017mm
Berekend met de formule in Tabel 3-23:
Daarom is de nauwkeurigheid van de mal geschikt.
2) De verwerking van mannelijke en vrouwelijke sterfgevallen coördineren
Berekeningsformule van de randafmetingen van de afwerkmatrijs tijdens coöperatieve verwerking
Berekeningsformule van de randgrootte van de ponsmatrijs tijdens coöperatieve verwerking
Voorbeeldtekening van convexe en concave onderdelen bij gebruik van de bewerkingsmethode
Let op de maattolerantie van de snijkant
3.Structureel ontwerp van werkende onderdelen en selectie van standaarden
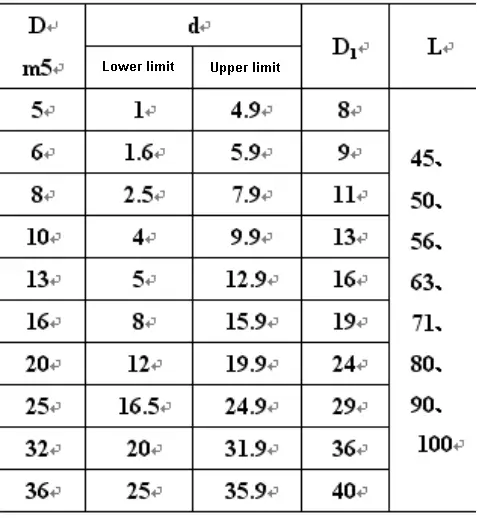
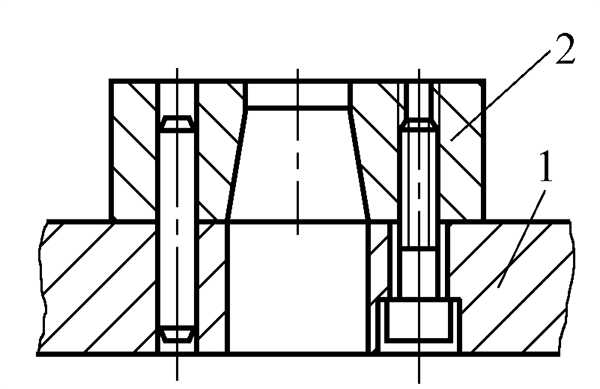
(1)Structurele vorm van convexe matrijs en zijn bevestigingsmethode
Problemen die moeten worden opgelost bij het ontwerpen van stempels
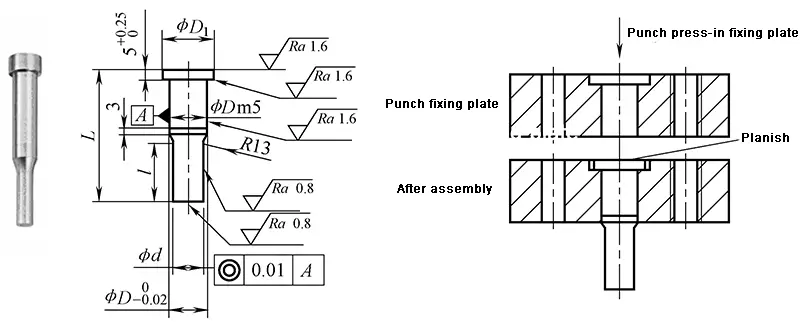
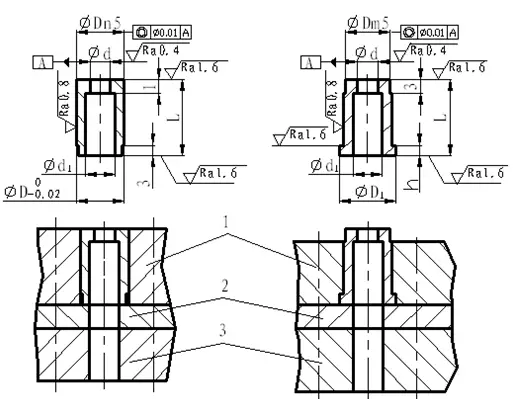
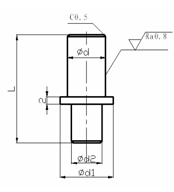
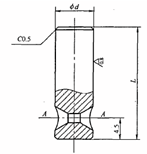
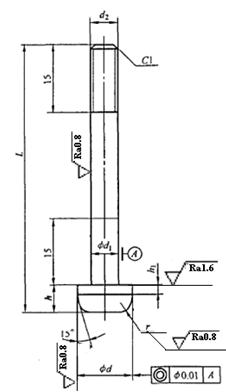
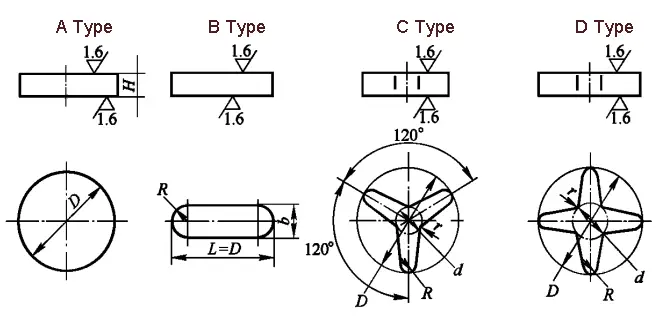
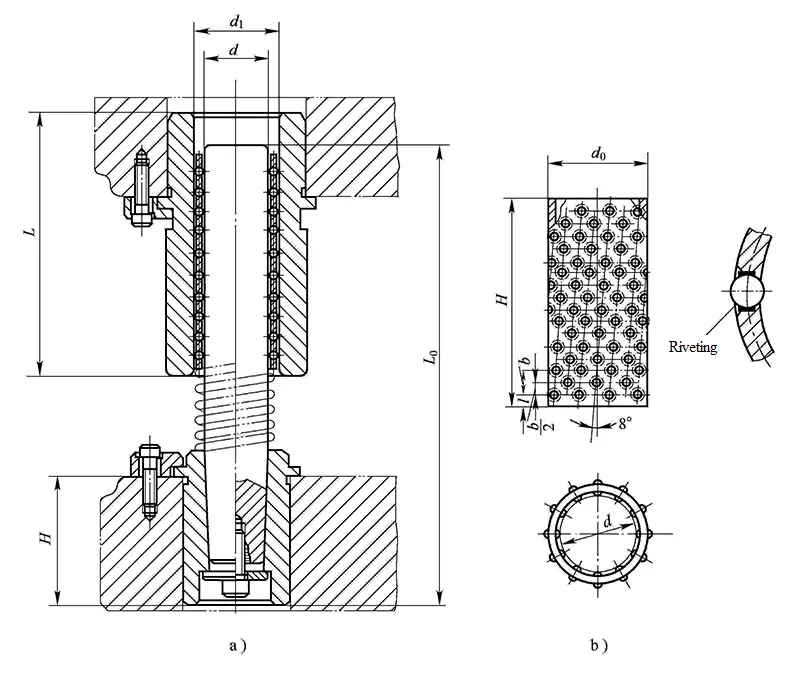
Structuur en bevestigingsmethode van cilindrische hoofdkrimpstaaf cirkelvormige bolle matrijs
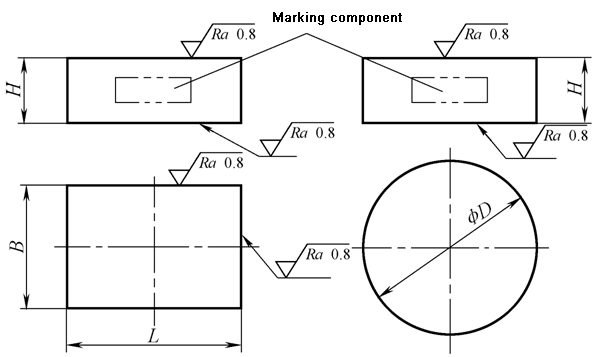
Standaardafmetingen en markeringsvoorbeelden van cilindrische kop krimpen cirkelpons voor staaf (JB/T5826-2008))
Voorbeeld markering: D = 5 mm, d = 2 mm, L = 56 mm Cilindrische krimpstift rondstempel markering: Cilindrische krimpstift rondstempel 5×2×56 JB / T5826-2008
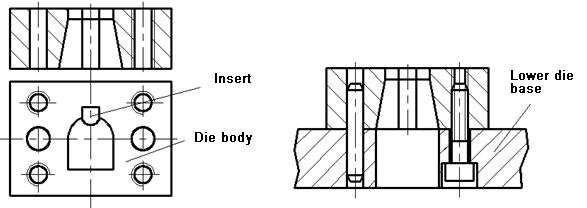
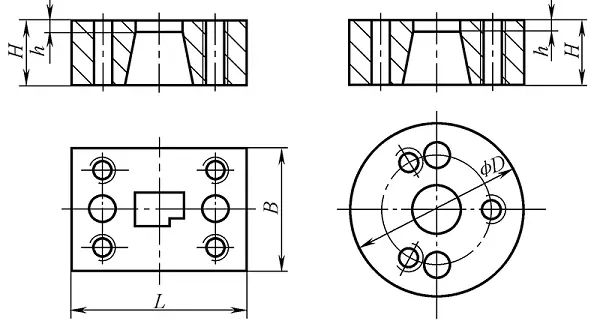
Structurele vorm en bevestigingsmethode van grote en middelgrote ronde convexe matrijzen
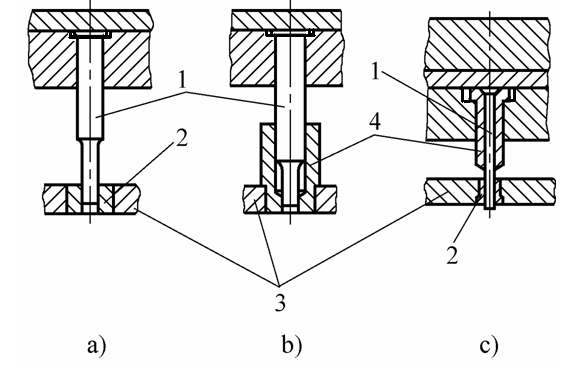
Structuur en bevestigingsmethode van doorborende punch
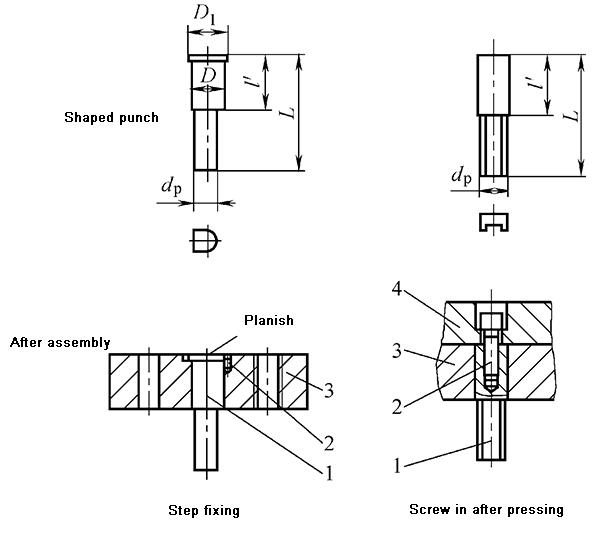
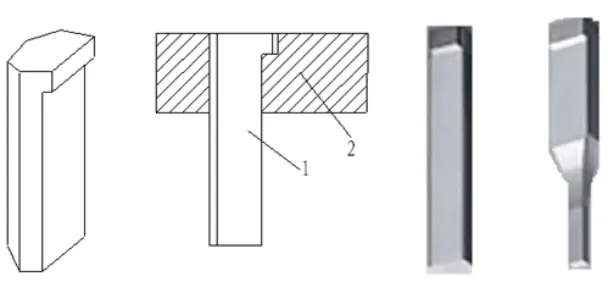
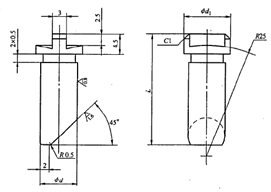
2) Structurele vorm en bevestigingsmethode van speciaal gevormde convexe matrijs
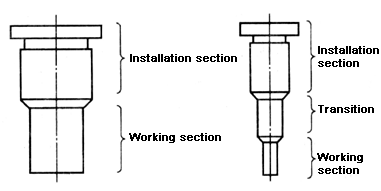
Trapsgewijze structuur: het vaste deel is rond of rechthoekig
Rechtdoorgaande structuur
De speciaal-gevormde convexe matrijs keurt stapstructuur en het bevestigen methode goed
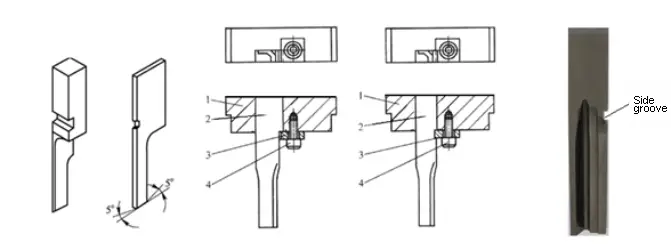
Speciaal gevormde pons met vaste zijde en drukplaat
Bevestiging van geprofileerde pons met dwarspen
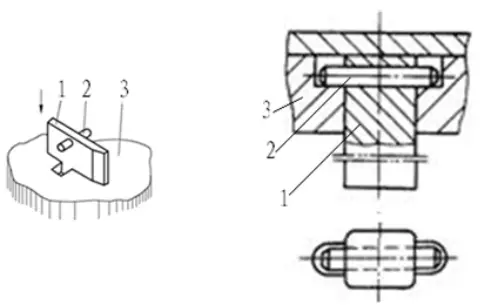
Bevestiging van de profielstempel met een ophangplatform
3)Bepaling van de grootte van de pons met betrekking tot de matrijsstructuur
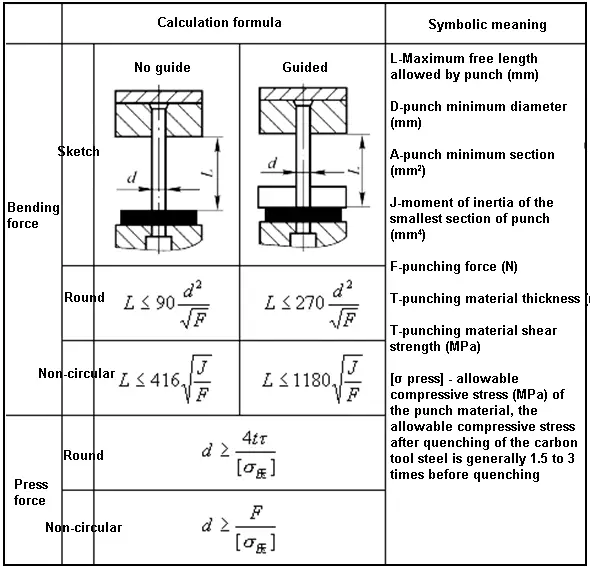
(3) Sterktecontrole van de stempel
Drukcapaciteit controleren
Anti-stabiliteitscontrole
(2) Ontwerp van de matrijsstructuur en selectie van standaarden
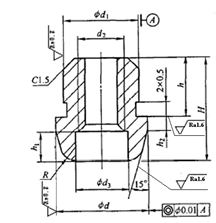
Vrouwelijke matrijsstructuur en bevestigingsmethode
1) Structurele vorm en bevestigingsmethode van de matrijs
Integraal
Gecombineerd
Type blok
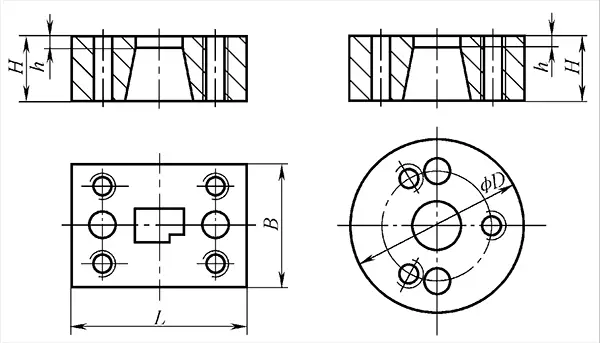
Integrale matrijsstructuur die vaak wordt gebruikt in gewone stempelmatrijzen.
Er zijn twee soorten integrale matrijzen: rechthoekig en rond.
Voorbeeld markering: L = 125 mm, B = 100 mm, H = 20 mm rechthoekige concave vormmarkering: rechthoekige concave sjabloon 125×100×20 JB / T7643.1-2008
Integrale matrijsbevestigingsmethode:
Aanbevolen materialen:
T10A,
9Mn2V,
Cr12,
Cr12MoV
Warmtebehandeling hardheid: 60 ~ 64HRC
Bevestigingsmethode-schroeven en pennen worden rechtstreeks in de onderste malbasis bevestigd
Gecombineerde matrijsstructuur en bevestigingsmethode
Aanbevolen materialen:
Cr12MoV
Cr12
Cr6WV
CrWMn
Warmtebehandeling hardheid: 58 ~ 62HRC
Blok dobbelsteen
2) Snijrandvorm van de matrijs
3) Vormontwerp van de matrijs-vorm en grootte
Vorm: rond of rechthoekig
Ontwerp van matrijsafmetingen--Empirische formule
De berekende grootte van de vorm van de matrijs die hieruit verkregen wordt is:
Ontwerpstappen van de blinddrukmatrijs:
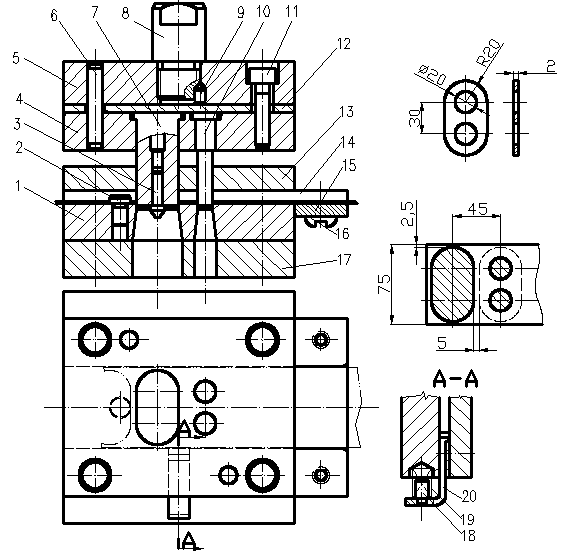
Voorbeeld van ontwerp van matrijsvorm
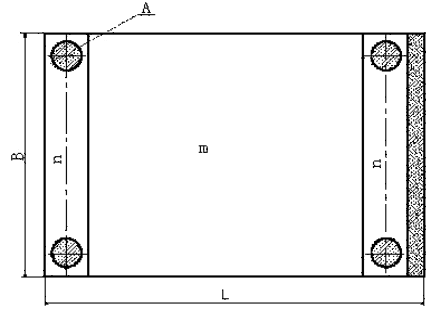
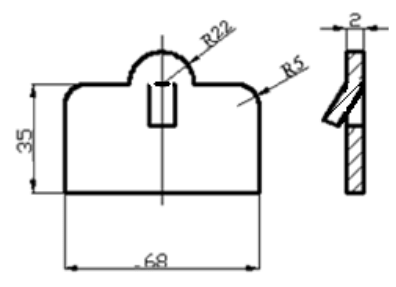
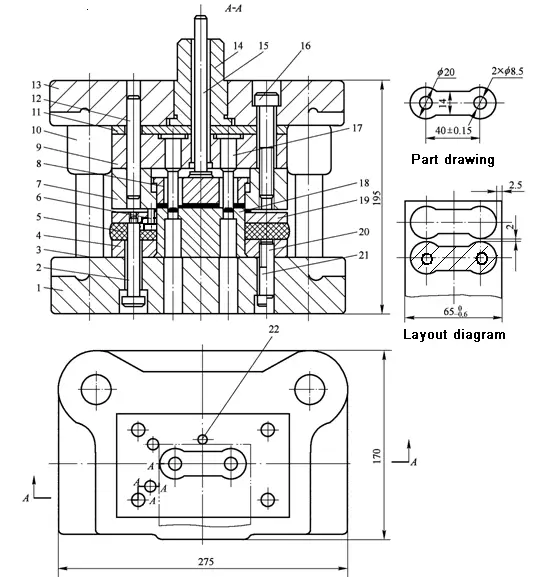
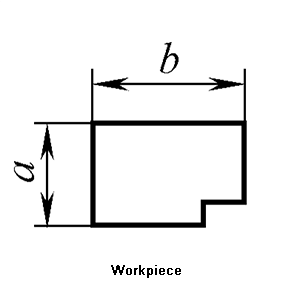
Voorbeeld 3-9 Probeer de vorm en afmetingen van de stansvorm voor het werkstuk in Afbeelding 3-92 te ontwerpen.
Oplossing: Omdat de vorm van de pons dicht bij een rechthoek ligt, is de vorm van de matrijs rechthoekig.
Volgens de maximale buitenafmetingen van het werkstuk b = 40 + 20 = 60 mm en de dikte van het materiaal is 2 mm, zie tabel 3-29: K = 0,28, dan kunnen de afmetingen van de matrijs als volgt worden berekend:
H = Kb = 0,28×60 = 16,8 mm
c = (1,5 ~ 2) H = (1,5 ~ 2)×16,8 = 25,2mm ~ 33,6mm,
Neem c = 30mm.
Dan: L = 40 + 19,88 + 30×2 = 119,88mm
B = 19,88 + 30×2 = 79,88mm
Dit zijn de berekende externe afmetingen van de matrijs. Volgens de berekende afmetingen in Tabel 3-31 weten we dat de werkelijke matrijsgrootte moet zijn:
L×B×H = 125mm×80mm×18mm
Deelgegevens van rechthoekig concaaf sjabloon
(3) Ontwerp van convexe en concave matrijzen
De convexe en concave matrijs is een werkend deel in de samengestelde matrijs die de functies van de blenkmatrijs en ponsenmatrijs heeft. De binnen- en buitenranden zijn snijkanten en de wanddikte tussen de binnen- en buitenranden hangt af van de grootte van het stansdeel.
Minimale wanddikte van mannelijke en vrouwelijke matrijs
Schets
Dikte t/mm
0.4
0.5
0.6
0.7
0.8
0.9
1.0
1.2
1.5
1.75
Min. wanddikte a/mm
1.4
1.6
1.8
2.0
2.3
2.5
2.7
3.2
3.8
4.0
Dikte t/mm
2.0
2.1
2.5
2.7
3.0
3.5
4.0
4.5
5.0
5.5
Min. wanddikte a/mm
4.9
5.0
5.8
6.3
6.7
7.8
8.5
9.3
10.0
12.0
6.2 Ontwerp van positioneringsonderdelen en selectie van standaarden
Rol: De exacte positie van de blenk in de mal bepalen
Er zijn twee vormen van vormstukken die in de mal worden gevoerd:
Strip (strip of spoel)
Enkel blanco
De strip wordt langs de mal "gevorderd
Afzonderlijke vormstukken worden in de aangewezen positie van de mal "geplaatst
Voorbeeld van enkele lege positionering
Onderdelen
De rol is ervoor te zorgen dat de strip in de juiste richting in de mal wordt gevoerd.
Veel voorkomende looddelen zijn:
Geleideplaat
Geleidepen
Zijdrukapparaat
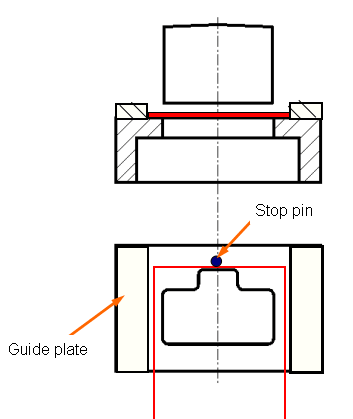
(1) Geleideplaat
De rol is om de toevoerrichting van de strook te regelen
Meestal twee stukken, verdeeld over twee kanten van de aanvoerrichting van de strook, en direct bevestigd aan de matrijs met schroefpennen. Er zijn twee vormen:
Niet-standaard structuur: geleideplaat en afvoerplaat als één geheel
Bevestigingsmethode van standaard structuur geleideplaat
De afmetingen van de geleideplaat en de holle sjabloon zijn hetzelfde.
Niet-standaard structuur geleideplaat
De geleideplaat en de afvoerplaat zijn geïntegreerd
Structuur met opvangplaat
De geleideplaat is langer dan de holle sjabloon
(2) Geleidepen
Over het algemeen zijn er minstens twee nodig, en ze bevinden zich aan dezelfde kant van de strook. De standaardstructuur wordt aanbevolen. Het materiaal is 45 staal en de hardheid van de warmtebehandeling is 43 ~ 48HRC.
(3) Zijwaartse drukvoorziening
Bevestigingsonderdelen
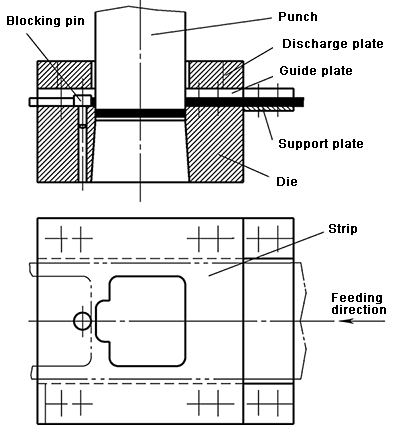
De rol is om de afstand te regelen waarop de strook in de matrijs wordt gevoerd, dat wil zeggen, de controle van de afstand. Veel voorkomende structuren zijn materiaalblokkeringspennen, zijranden, geleidepennen enzovoort.
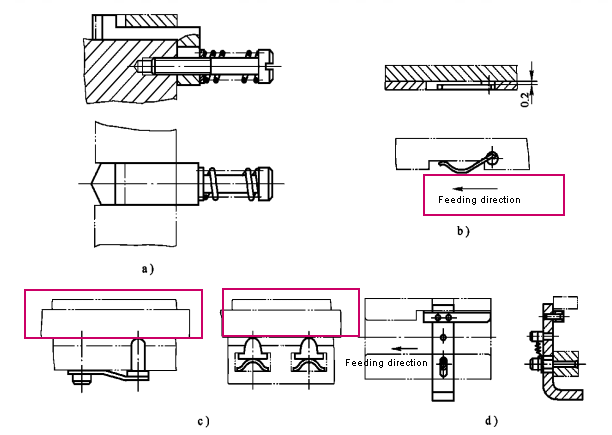
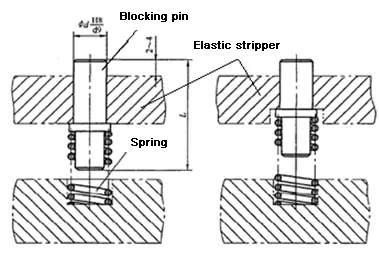
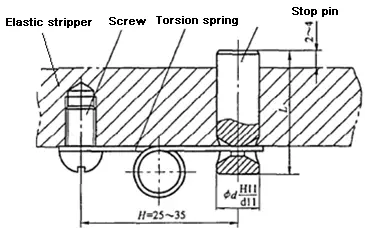
De blokkeerpen is onderverdeeld in een vaste blokkeerpen en een beweegbare blokkeerpen.
De vaste aanslagpen bestaat uit een aanslagpen met ronde kop en een haakvormige aanslagpen.
De beweegbare aanslagpen bestaat uit: initiële aanslagpen, aanslagpen van het terugkerende type en elastische aanslagpen aan de bovenkant.
(1) Vaste aanslagpen
De functie is om de voedingsafstand van de strook te regelen, dat wil zeggen, om de voedingsafstand van het standaarddeel te regelen. Het wordt direct bevestigd aan de matrijs voor de voeding.
Selectiebasis: Dikte t van geponste plaat, zie Tabel 3-34
Werkingsprincipe van vaste aanslagpen
Stoppin haak
(2)Actieve aanslagpen
Allen zijn standaardstructuur, wordt het 45 staal geadviseerd voor het materiaal van blok of speld, is de hardheid van de thermische behandeling 43 ~ 48HRC
De blokkeerinrichting voor het startmateriaal is meestal geïnstalleerd in de geleideplaat en wordt meestal gebruikt voor de eerste voeding van de progressieve matrijs.
Kogelstopapparaat
Het wordt geïnstalleerd in de elastische ontladingsplaat en wordt meestal gebruikt in de flip-type samengestelde mal.
Er zijn drie vormen:
Materiaalblokkering met veer
Rubberen koepelblokkeringsapparaat
Blokkeerinrichting voor uitwerpmateriaal met torsieveer
Materiaalblokkering met veer
Rubberen koepelblokkeringsapparaat
Blokkeerinrichting voor uitwerpmateriaal met torsieveer
Riemvoedingsstopper
Geïnstalleerd in een stijve afvoerplaat, meestal gebruikt in mallen met handmatige toevoer
Het werkingsprincipe van het blokkeerapparaat van het riemtype
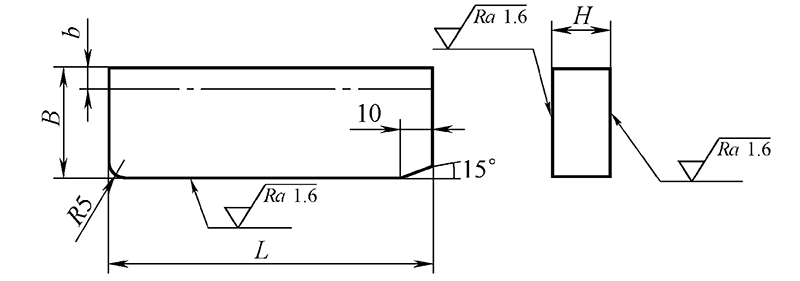
(3) Zijblad
De functie is om de invoerafstand van de strook te regelen, dat wil zeggen om de invoerafstand te regelen.
Zijrand: In de progressieve matrijs wordt, om de aanvoerafstand van de band te beperken, een werkstuk met een bepaalde vorm uitgestanst aan de zijkant van de band.
Het zijblad heeft standaard onderdelen en T10A wordt aanbevolen. De hardheid van de warmtebehandeling is 56 ~ 60HRC.
Standaard selectiemethode voor zijranden: Volgens de afstand, de randlengte van de zijrand = de afstand
Standaard zijrand
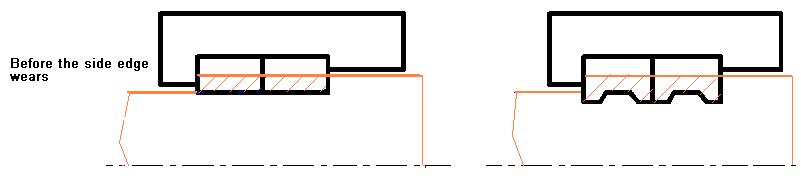
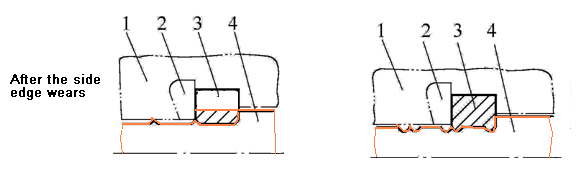
Locatie van bramen na stomp zijdelings snijden
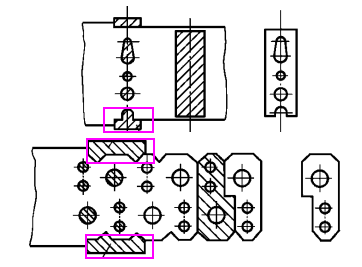
Speciaal zijblad
Niet-standaard onderdelen worden bepaald door de vorm van de pons.
Zijrandstop
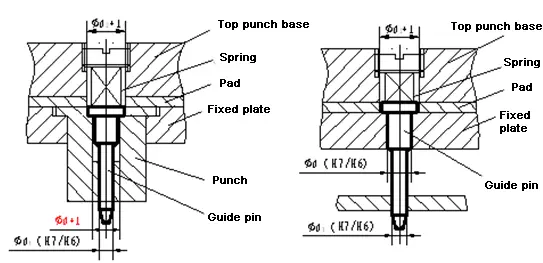
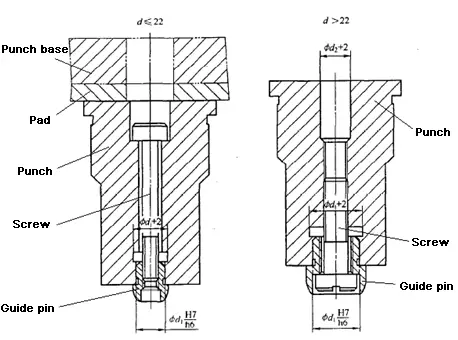
(4) Geleidepen
Voornamelijk gebruikt voor het nauwkeurig positioneren van de band in de progressieve matrijs. Het is een standaardonderdeel. Het bestaat uit een kop en een stang. De stang van de geleidepen wordt gebruikt voor bevestiging. De geleidepen wordt aanbevolen voor 9Mn2V op basis van de voorgestanste gatdiameter d.
Basisafmetingen:
Diameter van het geleidende deel d--gebruik H7 / h6 of H7 / h7 om samen te werken met het geleidingsgat
Hoogte van het geleidende deel h - neem h = (0,8 ~ 2) t
Structuur en bevestigingsmethode van standaard A-type geleidepen
A-type geleidepen
Structuur en bevestigingsmethode van standaard B-type geleidepen
B-type geleidepen
Structuur en bevestigingsmethode van standaard C-geleidepen
C-type geleidepen
Structuur en bevestigingsmethode van standaard D-type geleidepen
D-type geleidepen
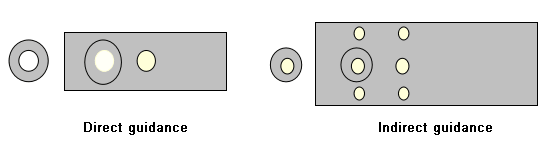
Twee manieren om pinnen te geleiden:
De geleidepen kan direct of indirect uitgelijnd worden.
Direct uitlijnen verwijst naar het gebruik van gaten in het werkstuk voor het uitlijnen. De uitlijnpennen worden meestal in de stansmatrijs geïnstalleerd.
Bij indirecte uitlijning worden de voorgestanste procesgaten gebruikt voor uitlijning en de uitlijnpennen worden vaak geïnstalleerd in de bolle bevestigingsplaat van de matrijs.
Geleidepennen kunnen niet onafhankelijk worden gebruikt! !!
De geleidepen wordt meestal gebruikt in combinatie met een blokkeerpen, een zijrand en een automatisch toevoersysteem.
Positionele relatie met de blokkeerpen:
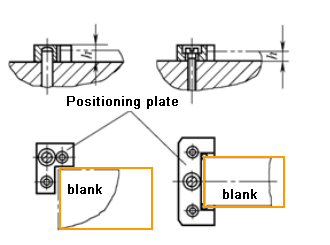
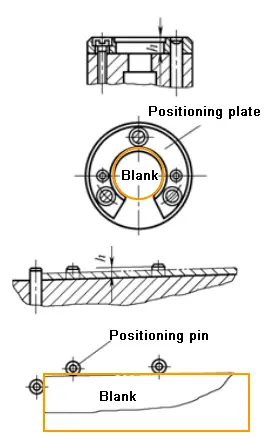
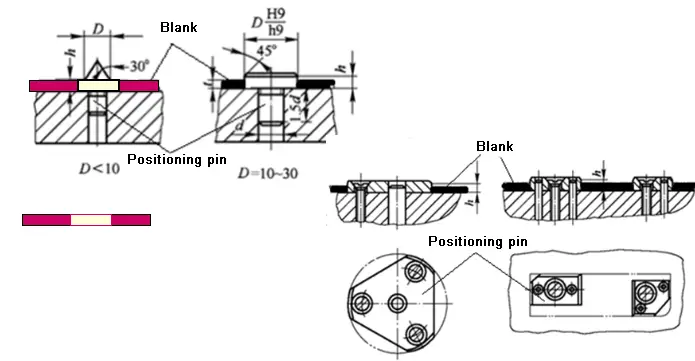
(3) positioneerplaat en positioneerpen
Positioneren met behulp van blanco vorm
Positioneren met lege binnenvorm
6.3 Ontwerp en standaardselectie van pers-, afvoer- en toevoeronderdelen
De rol bestaat uit het vasthouden van de plaat en het lossen of naar buiten duwen van onderdelen en schroot
Losapparaat (afvalsnijder)
Duwapparaat
Apparaat uitwerpen
Losapparaat
Het doel is om de delen of restjes te verwijderen die buiten de mannelijke of vrouwelijke matrijs vallen.
Volgens verschillende bronnen van ontladingskracht:
Stijf afvoerapparaat
Flexibel afvoerapparaat
Afvalsnijmes (voor het lossen bij het trekken van onderdelen met diepe randen)
(1) Starre (vaste) losinrichting
Het bestaat uit een plaat (ontladingsplaat genoemd) die direct op de matrijs is bevestigd met schroeven en pennen. De loskracht wordt veroorzaakt door de harde impact tussen de blenk van de plaat en de losplaat. Het is vooral geschikt voor het lossen van dikke platen met een grote loskracht en zonder eisen aan de vlakheid van de plaat.
Losprincipe van stijf losapparaat
De kracht die wordt veroorzaakt door de harde impact van de losplaat en het materiaal wordt gebruikt voor het lossen.
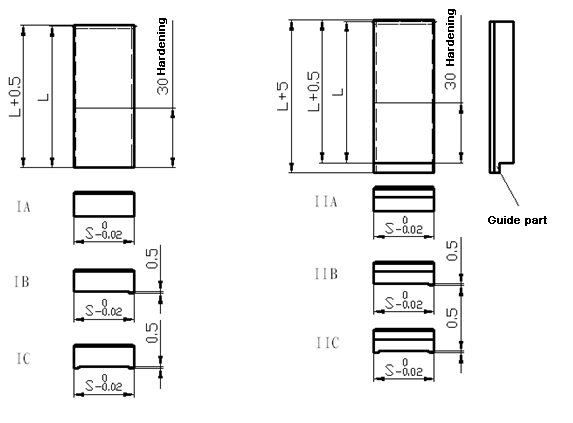
Ontwerp (stijve) afvoerplaat
De vorm en grootte van de buitenvorm zijn over het algemeen hetzelfde als de matrijs
De vorm van het gat hangt af van de vorm van de pons voor deze pons, en er is een speling tussen de twee. Als het tegelijkertijd als geleideplaat fungeert, wordt bij de pons een speling van H7 / h6 gebruikt.
De dikte van de afvoerplaat wordt bepaald door de dikte van de plaat, zie onderstaande tabel.
Het materiaal wordt aanbevolen als 45 staal en de hardheid is 43 ~ 48HRC.
Plaatdikte
t (mm)
StripperbreedteB (mm)
≤50
50~80
80~125
125~200
>200
S
S'
S
S'
S
S'
S
S'
S
S'
0.8
6
8
6
10
8
12
10
14
12
16
0.8~1.5
6
10
8
12
10
14
12
16
14
18
1.5~3
8
–
10
–
12
–
14
–
16
–
3~4.5
10
–
12
–
14
–
16
–
18
–
>4.5
12
–
14
–
16
–
18
–
20
–
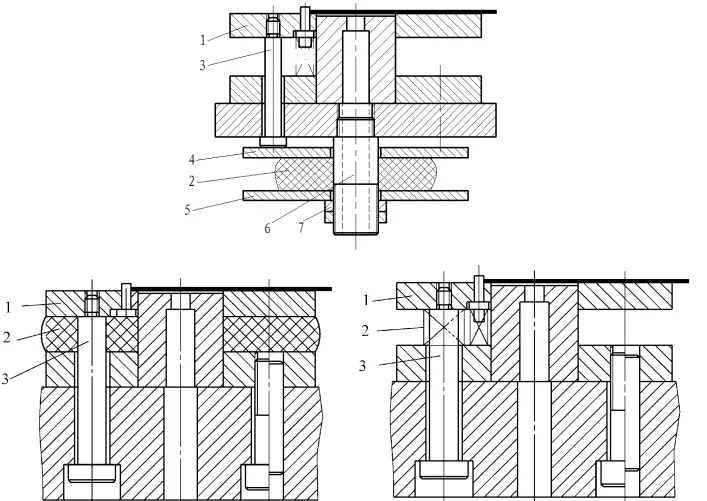
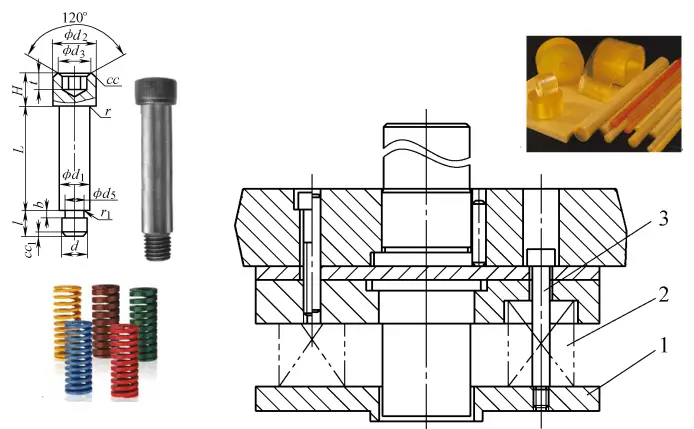
(2) Elastisch ontladingsapparaat
Hij bestaat uit een afvoerplaat, een elastisch element en een afvoerschroef. Hij wordt meestal geïnstalleerd in de bovenste matrijs en kan ook in de onderste matrijs worden geïnstalleerd.
De ontlaadkracht wordt veroorzaakt door de samendrukking van het elastische element.
Dit type ontladingsplaat wordt vaak gebruikt voor ponsen met dunne materialen, kleine ontladingskracht en vereisten voor de vlakheid van de plaat.
Werkproces van elastisch ontladingsapparaat
Verschillende structurele vormen van elastische ontladingsapparaten
Losapparaat is geïnstalleerd op de bovenste matrijs
Losapparaat geïnstalleerd in de onderste mal
Ontwerp: afvoerplaat, elastisch element en afvoerschroef.
Over het algemeen zijn de vorm en grootte van de afvoerplaat in overeenstemming met de matrijs. Als er te veel of te grote elastische elementen zijn, mag de grootte van de afvoerplaat worden vergroot om de plaatsing van het elastische element te vergemakkelijken.
Het gatenpatroon van de ontladingsplaat komt overeen met de vorm van de ponsmatrijs. Er is een bepaalde opening tussen de twee. De dikte van de ontladingsplaat hangt af van de dikte van de geponste plaat.
De afvoerschroef is een standaardonderdeel (in tegenstelling tot de bevestigingsschroef, die specifiek is voor de matrijs) en kan rechtstreeks uit de standaard worden geselecteerd.
Veel gebruikte elastische elementen zijn veren en rubbers, die standaardonderdelen zijn en kunnen worden geselecteerd op basis van de omstandigheden.
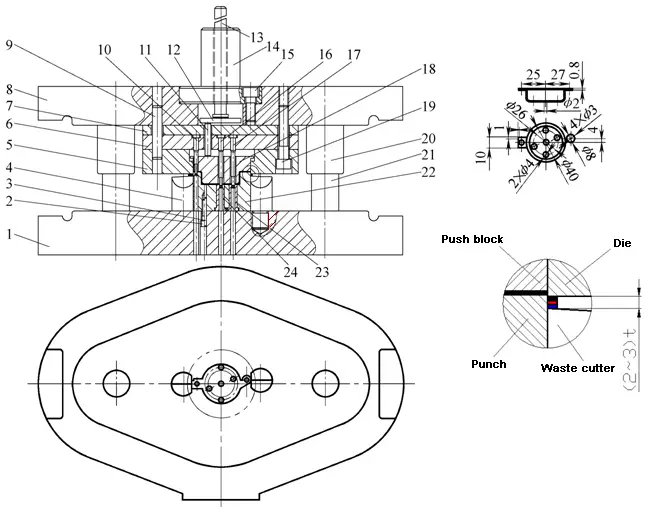
Gebruik bij het uitsnijden van het getekende deel een schrootfrees om te lossen.
Het afvalsnijmes wordt meestal geïnstalleerd op de rand van de snijstempelen de snijrand is ongeveer 2 tot 3 dikker dan de snijrand. Bij het blancheren drukt de matrijs het afval op de snijkant van het snijmes om het afval te snijden voor het lossen.
Standaardstructuur van afvalsnijder
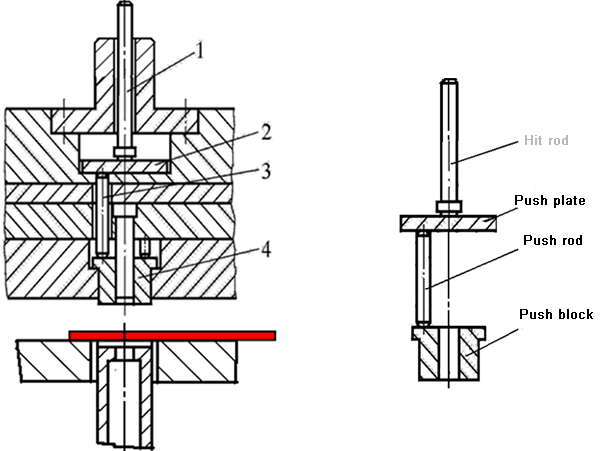
Duwapparaat
De rol is om het werkstuk of schroot dat vastzit in de holte van de matrijs langs de ponsrichting te duwen.
Afhankelijk van de bron van de stuwkracht:
Stijf duwapparaat
Elastisch duwapparaat
(1) Stijf duwapparaat
Onderdelen van starre duwinrichting
Principe van starre duwinrichting
Ontwerp van een star duwmechanisme
Ontwerp van duwblok
Duwplaatstructuur: optionele standaardonderdelen
Elastisch duwapparaat
Samengesteld uit elastische elementen en duwblokken
Nodig ontwerp: duwblok en elastisch element.
Uitwerpapparaat
Het effect is dat het materiaal dat vastzit in de holte van de matrijs tegen de ponsrichting in naar buiten wordt geduwd.
Werkproces van topapparaat
6.4 Ontwerp van geleidingsonderdelen en selectie van standaarden
De rol is om de beweging te geleiden en de relatieve posities van de bovenste en onderste matrijzen te bepalen. Het doel is om de mannelijke matrijzen correct in de vrouwelijke matrijzen te laten komen en de omtrekspeling van de mannelijke en vrouwelijke matrijzen zo uniform mogelijk te maken.
Geleidekolom geleidingsbus: glijdende geleidekolom geleidekolom geleidekolom; bal geleidekolom geleidekolom geleidekolom
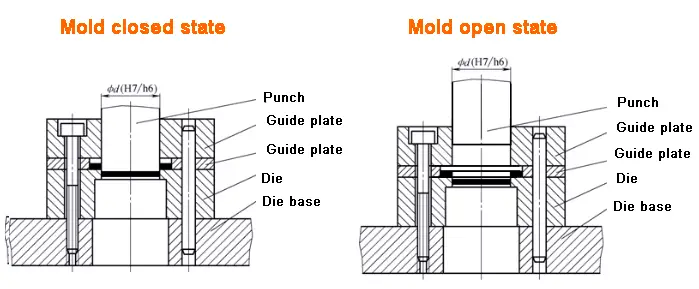
Geleideplaat
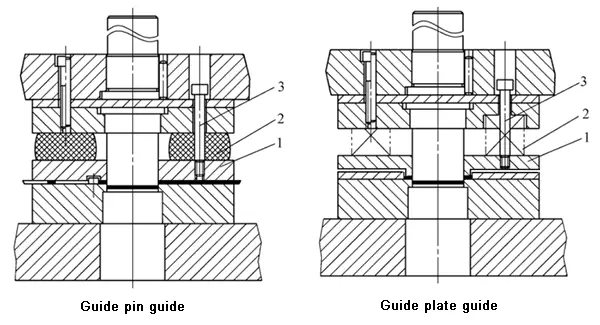
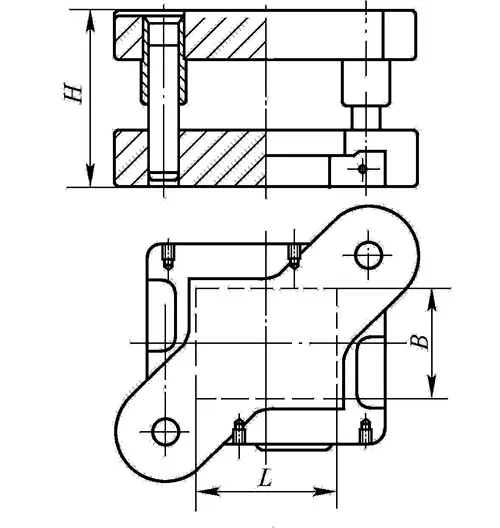
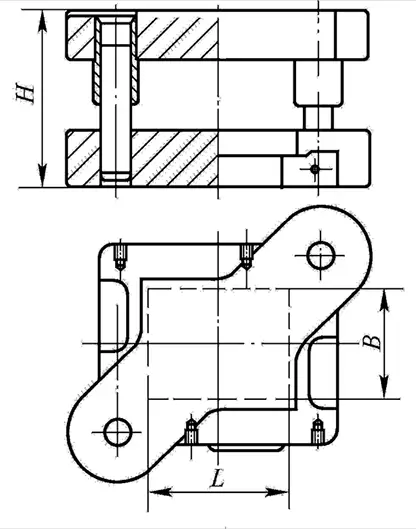
(1) Geleidepaal en geleidebusgeleider
Schuifgeleider geleidingsbus
Schuifgeleidingshuls is standaard
Montage van glijdende geleidestok en geleidehuls
Kogelgeleidegeleidehuls
Kogelgeleider
a) Kogelgeleider
b) Stalen kogelkooi
Kogelgeleider
De installatiepositie van de kogelgeleidingsbus in de mal
(2) Geleideplaatgeleider
De geleideplaat is een stijve afvoerplaat.
Het verschil is dat de opening tussen de geleideplaat en de pons H7/h6 is. Om ervoor te zorgen dat de geleideplaat een sturende rol speelt, moet de geleideplaat voldoende contactlengte hebben met de stempel. De dikte H wordt meestal genomen als:
H = (0,8~1) Hdie (Hdie de dikte van de matrijs is)
Tegelijkertijd worden de pons en het gat van de geleideplaat niet gescheiden tijdens het volledige werkproces van de mal (inclusief het terugbrengen van de mal).
6.5 Ontwerp en standaardselectie van verbindings- en bevestigingsonderdelen
De rol bestaat uit het bevestigen van de mannelijke en vrouwelijke matrijzen op de bovenste en onderste matrijzen en de bovenste en onderste matrijzen op de pers. omvatten:
Vormbasis (frame)
Handgreep
Pad
Bevestigingsplaat
Schroef
Pin
(1) Vormbasis
Er is een basis voor de bovenste mal en een basis voor de onderste mal, die worden gebruikt om de onderdelen voor de bovenste mal of de onderste mal samen te voegen en te ondersteunen.
Standaard bekisting
Bovenste malbasis
Onderste schimmelbasis
Leeswijzer
Geleidermof
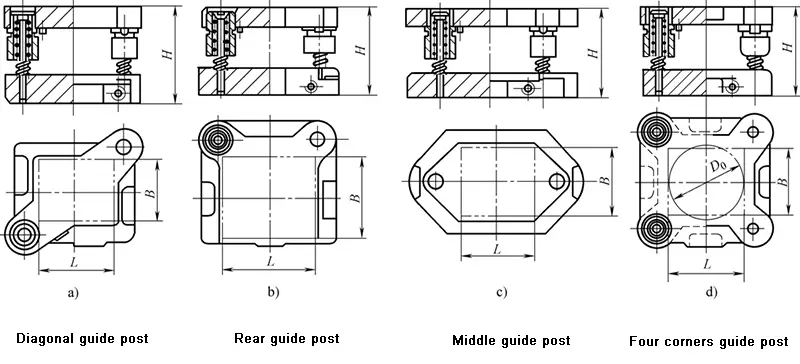
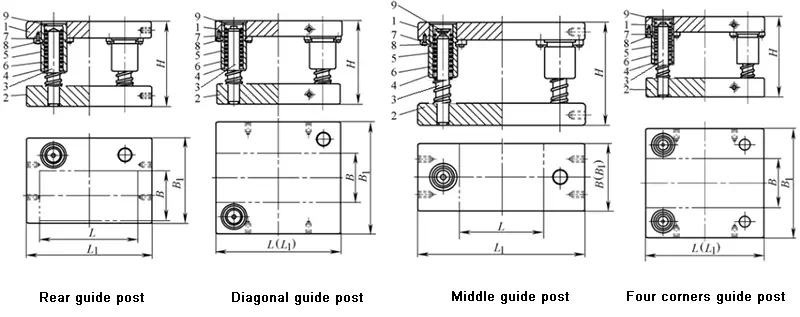
Afhankelijk van de pasvorm van de geleidepaal en geleidingshuls omvat de standaardbekisting:
Schuifgeleiderbekisting
Rolgeleiderbekisting
Afhankelijk van de positie van de geleidepaal en de geleidehuls omvat de standaardbekisting:
Selectieprincipe van de matrijsbasis: Selecteer volgens de omtrek van de matrijs
(2) Schimmel handvat-standaard onderdelen
De rol is om de bovenste mal vast te zetten op de glijbaan van de pers, wat meestal wordt toegepast op kleine en middelgrote mallen.
De gebruikelijke standaard handgrepen zijn:
Inpersgreep
Inschroefbare handgreep
Flens handgreep
Zwevende handgreep
Vormmateriaal wordt aanbevolen om Q235A of #45 staal te gebruiken.
Selectieprincipe: de diameter van het handvatgat van de pers
Vier standaardstructuren van veelgebruikte schimmelgrepen
(3) Vaste plaat
De rol is om kleine mannelijke of vrouwelijke mallen te installeren en te bevestigen, en ze uiteindelijk te installeren op de bovenste malbasis of de onderste malbasis als geheel.
Het is een standaardonderdeel en is verkrijgbaar in twee types: rechthoekig en rond.
Ontwerp van de bevestigingsplaat
De keuze van de bevestigingsplaat van de mannelijke matrijs is gebaseerd op de vorm en grootte van de vrouwelijke matrijs.
De vlakke maat van de vaste plaat is hetzelfde als die van de matrijs en de dikte is meestal 0,6 tot 0,8 keer de dikte van de matrijs.
De montagegaten en ponsen van de bevestigingsplaat hebben een overgangspassing H7 / m6 of H7 / n6 of H7 / m5. Na het persen worden de eindvlakken van de bevestigingsplaat en de bevestigingsplaat in elkaar geslepen.
Het wordt aanbevolen om 45 staal te gebruiken als bevestigingsplaatmateriaal en de hardheid van de warmtebehandeling is 28 ~ 32HRC.
Rechthoekige bevestigingsplaat
(4) Steunplaat
Het bevindt zich tussen de convexe en concave mallen en de malbasis en draagt en verdeelt de persbelasting om te voorkomen dat de bovenste en onderste malbasis uit de uitsparing worden gedrukt.
Of er een pad wordt gebruikt in de mal hangt af van twee voorwaarden:
De eenheidsdruk die wordt gegenereerd door het vaste eindoppervlak van de stempel op de malbasis overschrijdt de druk die de malbasis kan weerstaan.
Dat is: σ = P / F≥ [σpress].
Het gebruik van een starre duwinrichting in de bovenste mal vereist machinale bewerking van gaten in de malbasis.
Plaatontwerp
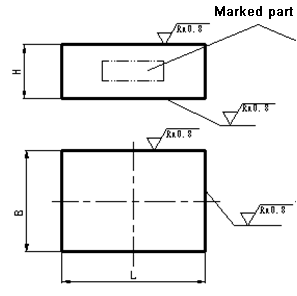
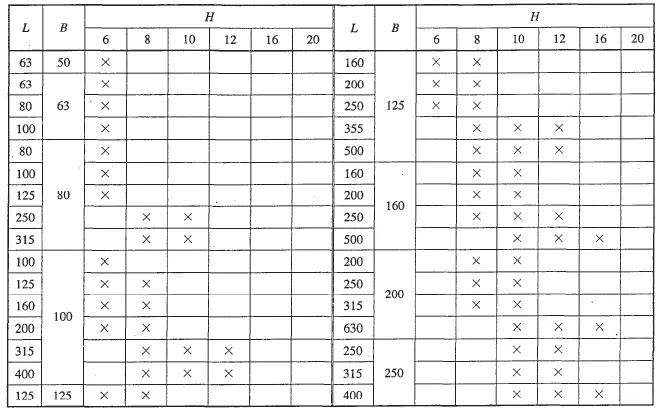
De steunplaat is een standaardonderdeel, met een ronde steunplaat (JB / T7643.6-2008) en een rechthoekige steunplaat (JB / T7643.6-2008).
De selectie is gebaseerd op de vorm en grootte van de matrijs.
De vlakke maat van de backing plate is dezelfde als die van de matrijs en de dikte is over het algemeen 5-12 mm.
45 staal wordt aanbevolen als materiaal en de hardheid van de warmtebehandeling is 43 ~ 45HRC.
Bij het ontwerpen van een samengestelde mal moet er soms een pad worden geïnstalleerd tussen de convexe en concave mallen en de malbasis.
Steunplaat standaard
(5) Schroeven en pennen - standaardonderdelen
De bevestigingsonderdelen in de matrijs bestaan voornamelijk uit schroeven en pennen. De schroef verbindt voornamelijk de onderdelen in de matrijs om er een geheel van te maken en de pin speelt een positionerende rol. Zeskantschroeven zijn de beste keuze voor schroeven. Cilindrische pennen worden vaak gebruikt voor pennen. Bij het ontwerpen moeten er niet minder dan twee cilindrische pennen zijn.
De afstand tussen de pin en de schroef mag niet te klein zijn om te voorkomen dat de sterkte afneemt. De specificaties, hoeveelheden, afstanden en andere afmetingen van de schroeven en pennen in de mal kunnen worden ontworpen door te verwijzen naar de typische combinatie van koude matrijs in de nationale norm.
De diameter van de schroef wordt bepaald door de dikte van de matrijs.
Selectie van schroefdiameter
Matrijsdikte
<13
13-19
19-25
25-32
>32
Diameter schroef
M4,M5
M5,M6
M6,M8
M8,M10
M10,M12
Selectie en controle van afblindapparatuur
7.1 Selectie van apparatuur
De selectie is gebaseerd op de grootte van de kracht van het blankingproces en de matrijsstructuur.
De selectiestappen zijn:
(1) Bereken de totale uitbreekkracht F totaal volgens de kenmerken van de matrijsstructuur.
Bij gebruik van de starre ontladingsinrichting en de lagere ontladingsmethode is de totale kracht van het blankingproces:
Ftotaal=F+FT
Wanneer het elastische lossingsmechanisme en de bovenste lossingsmethode worden gebruikt, is de totale kracht van het blankingproces:
Ftotaal=F+FX+FD
Bij gebruik van de elastische ontladingsinrichting en de onderste ontladingsmethode is de totale kracht van het blankingproces:
Ftotaal=F+FX+FT
(2) Controleer de apparatuurgegevens aan de hand van het totale blankingprocesvermogen, stel de nominale druk F van de apparatuur in ≥ FtotaalSelecteer vervolgens de apparatuur en haal de relevante parameters van de apparatuur op.
7.2 Primair geselecteerde apparatuur na controle
(1) Controleer de gesloten hoogte
(2) De grootte van het vlak controleren
(3) Controleer de grootte van het gat voor de handgreep van de mal.
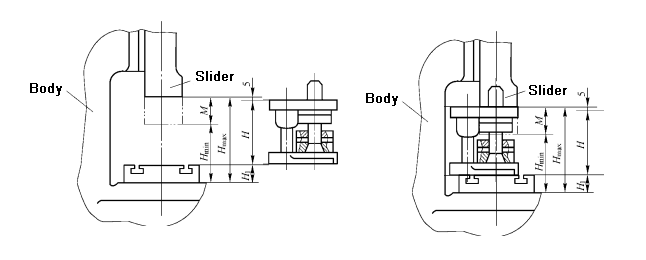
De sluithoogte van de pers is de afstand van de onderkant van de schuif tot de bovenkant van de tafel wanneer de schuif in de onderste eindstand staat. De sluithoogte van de pers heeft een maximale sluithoogte Hmax en een minimale sluithoogte Hmin.
De sluithoogte H van de mal verwijst naar de afstand tussen het onderste vlak van de onderste malbasis en het bovenste vlak van de bovenste malbasis wanneer de mal zich in de onderste pool van de werkpositie bevindt.
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Als ingenieur weet je dat de duivel in de details zit als het gaat om het ontwerpen en produceren van machines. Een cruciaal aspect dat de kwaliteit kan maken of breken...
Het kiezen van het juiste revolverponsgereedschap kan uw productie-efficiëntie en productkwaliteit aanzienlijk beïnvloeden. Worstelt u met bramen of matrijsslijtage bij uw plaatbewerking? Deze gids...
Welk bedrijf staat bovenaan de lijst van fabrikanten van ijzerbewerkingsmachines? In dit artikel worden de toonaangevende merken in de sector besproken, met details over hun geschiedenis, innovaties en productaanbod. Al lezend krijg je inzicht...
Heb je je ooit afgevraagd hoe de metalen onderdelen in je auto of huishoudelijke apparaten worden gemaakt? Dat kan door middel van stempelen, een proces waarbij metalen platen met matrijzen worden gevormd. Deze methode biedt...
Heb je je ooit afgevraagd hoe auto's zo snel en veilig worden gemaakt? Dit artikel onthult de magie achter geautomatiseerde stansproductielijnen, waar robots handmatige arbeid vervangen en de efficiëntie...
Welke materialen maken stempels zowel robuust als precies? Stempelvormen vereisen een hoge duurzaamheid en precisie, en materialen zoals staal, carbide en verschillende legeringen spelen hierbij een cruciale rol. Dit artikel onderzoekt...
Geïntrigeerd door de wonderen van het metaalstempelen? In deze blogpost duiken we in de fascinerende wereld van flensvormen, halsvormen en opbollen. Onze deskundige werktuigbouwkundig ingenieur zal u...
Heeft u zich ooit afgevraagd welke fabrikanten de revolverponsmachine-industrie domineren? Dit artikel introduceert de top vijf wereldwijde fabrikanten van revolverponsmachines, met een gedetailleerde beschrijving van hun geschiedenis, innovaties en...
Heb je je ooit afgevraagd hoe een ponsmachine metalen platen omvormt tot precieze vormen? In dit artikel ontdek je hoe een ponsmachine in elkaar zit, van het mechanisme van roterende naar lineaire beweging...