
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Geïntrigeerd door de wonderen van het metaalstempelen? In deze blogpost duiken we in de fascinerende wereld van flensvormen, halsvormen en opbollen. Onze deskundige werktuigbouwkundig ingenieur leidt je door de fijne kneepjes van deze processen, legt de belangrijkste concepten uit en deelt insiderinzichten. Bereid je voor om je kennis uit te breiden en de kunst achter het vormen van metaal te waarderen als nooit tevoren!


Gaten stansen is een stansmethode waarbij een mal wordt gebruikt om de rand van het gat van het onderdeel rechtop of onder een bepaalde hoek te zetten.

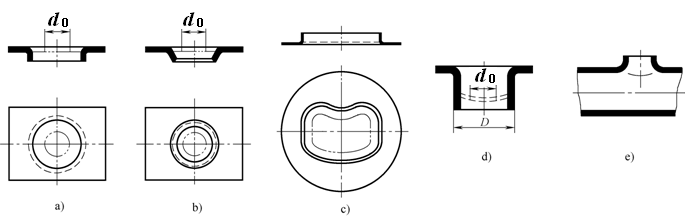
Gat Type flens:
Afhankelijk van de vorm van de blenk en de rand van het gat dat wordt geflensd, zijn er flensgaten op de vlakke plaat en ook op het gebogen oppervlak, zoals het flensgat op de blenk van de buis; de flensgaten kunnen afgerond of niet-afgerond zijn.
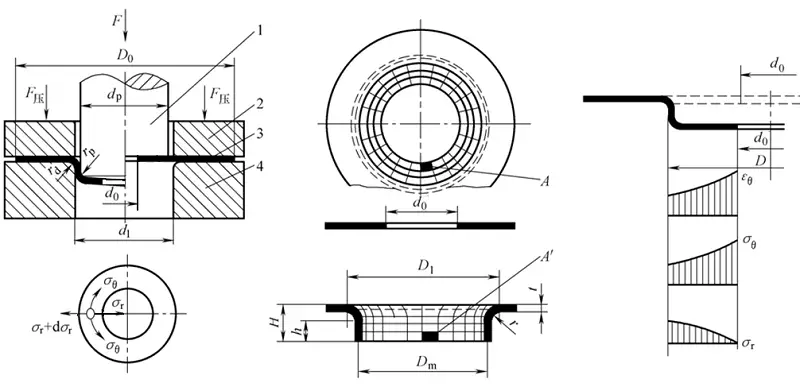
Vervormingseigenschappen van flenzen met ronde gaten:
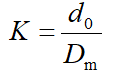
De vervormingslimiet wordt uitgedrukt door de gatvormingsfactor K:
Grens gat-flanking factor Kmin.
Factoren die de flenscoëfficiënt van het grensgat beïnvloeden:
(1) Technologie van rond gat
(2) Procesopstelling voor rond gat
Gewoonlijk is het nodig om het gat voor te perforeren voordat het gat wordt geperforeerd, en dan te bepalen of het in één keer kan worden gedraaid volgens de hoogte van het gat en de coëfficiënt van het perforeren, en dan de vormingsmethode van de perforerende delen te bepalen.
(3) Procesberekening van plaatgat-flenzen
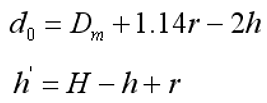
1) Bepaal de diameter van het voorgestanste gat

2) Bereken de hoogte van het gat om te bepalen of het gat met succes eenmaal gedraaid kan worden.

3) Bepaal het aantal draaigaten
Als de gatvormhoogte H <HmaxHet kan in één keer worden geflensd.
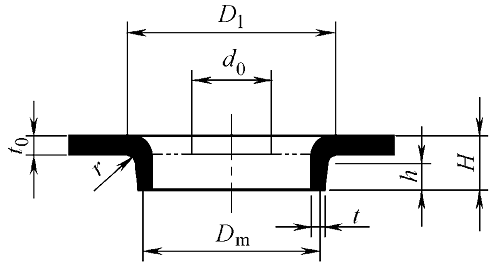
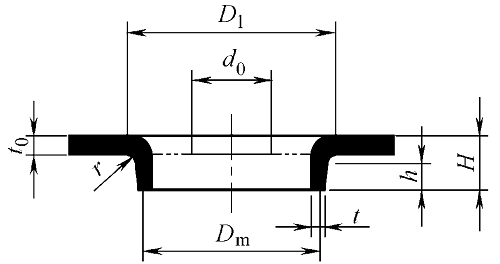
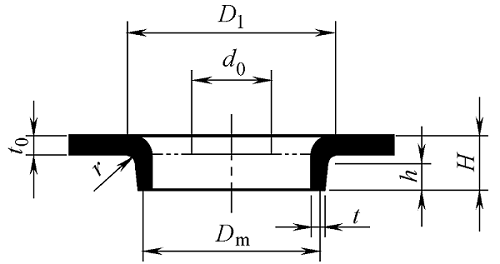
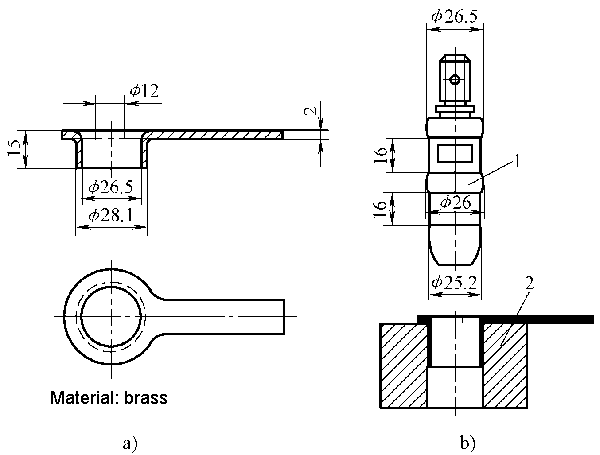
(4) Procesberekening van het eerst tekenen van het onderste gat en dan het flenzen van het gat
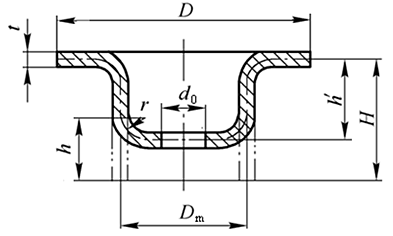
1) Bereken de gat-freeshoogte h die kan worden bereikt nadat de voorvertekening is gemaakt:

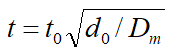
2) Bereken de voorponsdiameter en de trekhoogte voor het aanbrengen van gaten:
3) Berekening dieptrekproces
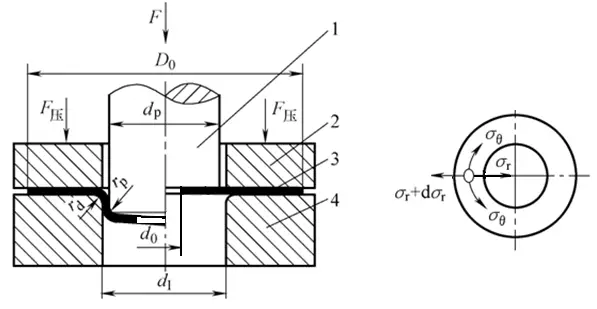
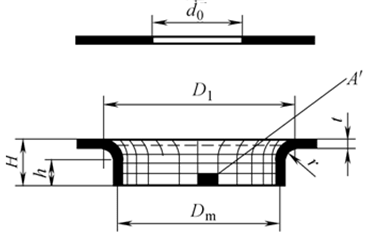
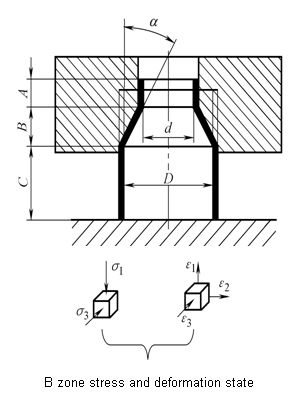
(5) Berekening van de flenskracht van het gat
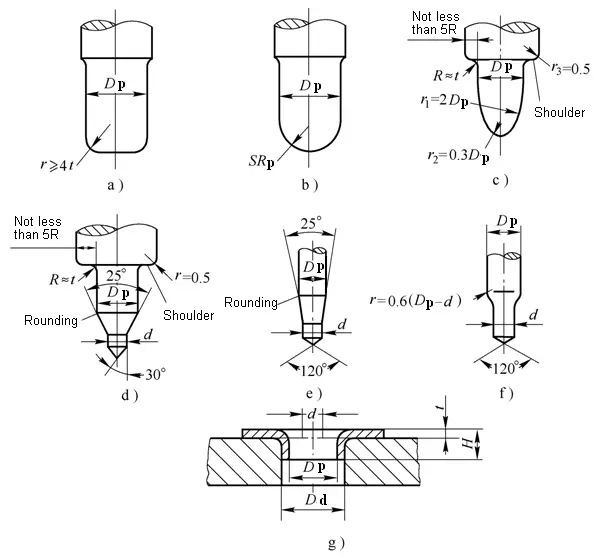
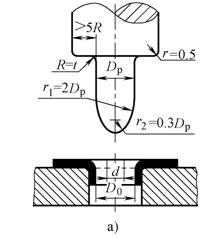
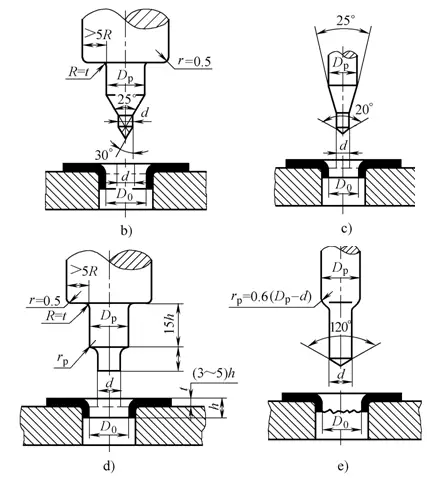
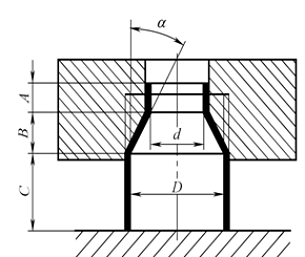
Bij gebruik van een cilindrische vlakke bodem pons om een gat te flensen, kan dit als volgt berekend worden:

De kracht voor het flensgaten met een conische of bolvormige pons is iets minder dan de waarde die met de bovenstaande formule wordt berekend.
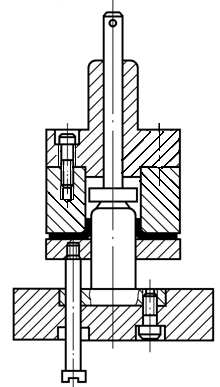
(1) Schimmelstructuur van ronde gaten
Formele gatenfreesmatrijs
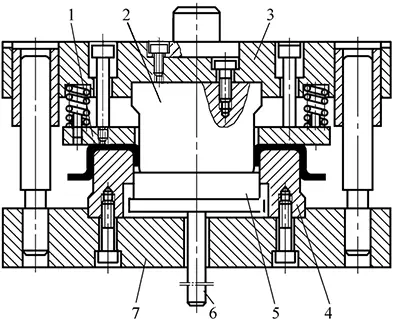
Gietvorm met omgekeerde gaten
BlankingDieptrekken, ponsen en perforeren van samengestelde matrijzen
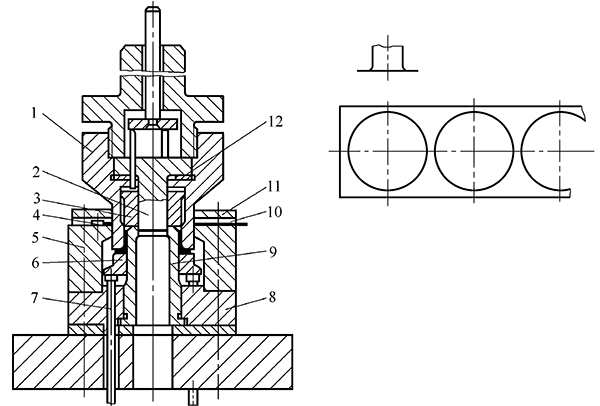
(2) Structuur en grootteontwerp van het werkende deel van de gat-snijdende matrijs
1) Structuur en grootte van de ronde perforator
2) Vrije ruimte C tussen convexe en concave matrijs
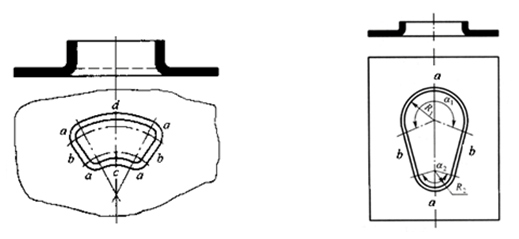
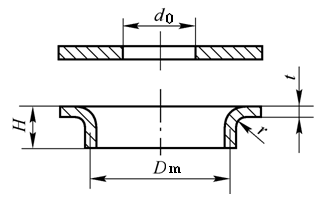
Flanging verwijst naar een stansmethode waarbij een matrijs wordt gebruikt om de randen van het product in een bepaalde hoek rechtop te zetten.
Volgens de vorm van de geflensde buitenrand:
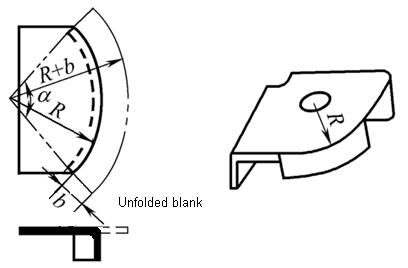
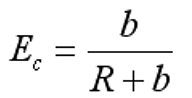
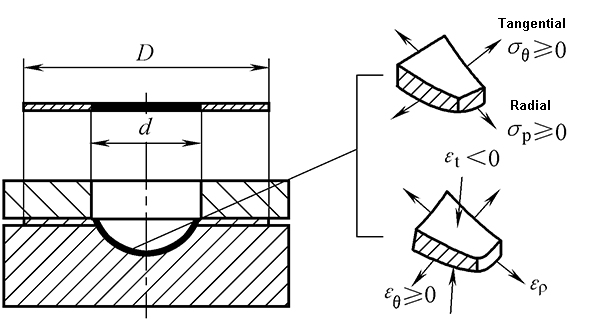
De vervorming is vergelijkbaar met een rond gat-flenzen, wat bij rek hoort.
Het vervormingsgebied is voornamelijk tangentieel uitgerekt en de vervorming aan de randen is het grootst, waardoor er gemakkelijk scheuren ontstaan.
De mate van vervorming is:
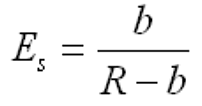
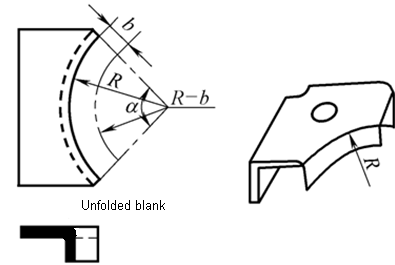
De vervorming van de buitenste rand is vergelijkbaar met ondiep trekken en behoort tot het compressietype vervorming.
De vervormingszone van de staaf genereert voornamelijk drukvervorming onder invloed van tangentiële drukspanning, waardoor de staaf gemakkelijk zijn stabiliteit verliest en gaat rimpelen.
De mate van vervorming kan worden uitgedrukt als:
Gaten maken, flenzen en vormen
Verder lezen: Uitdunnen
Uitdunnend gat-flenzen of flenzen verwijst naar een vervormingsproces waarbij een kleinere matrijsspleet wordt gebruikt om de dikte van de verticale rand te forceren om dunner te worden en in hoogte toe te nemen.
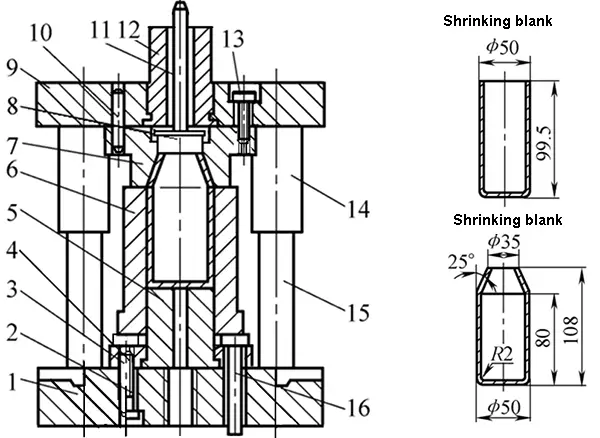
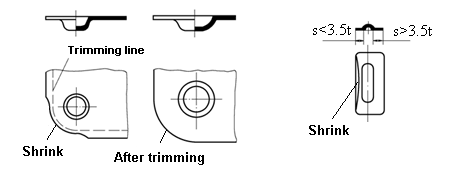
Halsvormen is een stansmethode waarbij een matrijs wordt gebruikt om de radiale afmeting van het uiteinde van een hol of buisvormig onderdeel te verkleinen.

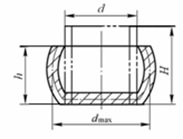
De mate van vervorming van de hals wordt uitgedrukt door de verhouding van de halsdiameter na het halzen tot de diameter van de blenk vóór het halzen.
Krimpcoëfficiënt: m = d / D
De minimumwaarde van de halscoëfficiënt die wordt verkregen onder de vooronderstelling dat de stabiliteit van het halselement moet worden gegarandeerd, wordt de limit necking coëfficiënt [m] genoemd.
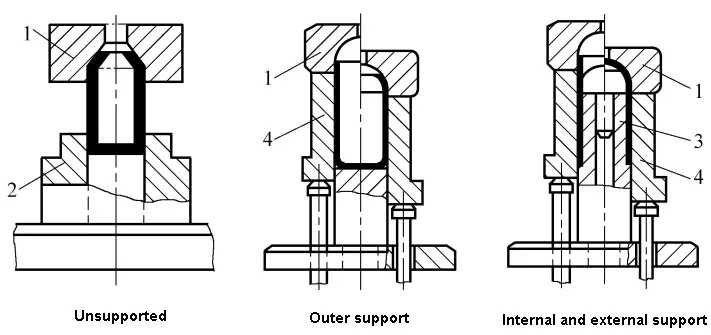
[m] is gerelateerd aan de plasticiteit van het materiaal en de ondersteunende structuur van de mal.
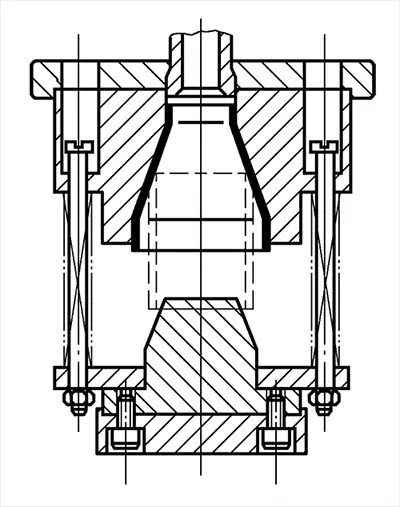
Halsmatrijs voor verschillende ondersteuningsmethoden
Zie Tabel 6-4 voor het bepalen van de grootte van de blinde zijde van het halsstuk.
Als de werkelijke nekcoëfficiënt m kleiner is dan de grenscoëfficiënt [m], kan het nekken niet in één keer worden uitgevoerd.
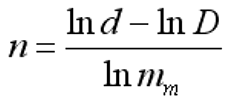
Het aantal halsingen kan worden berekend door:
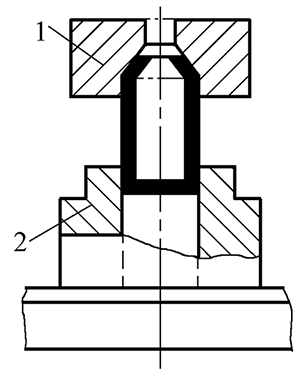
Als er geen nekondersteuning is, is de nekkracht:

Halsmatrijs zonder steun
Halsmatrijs met externe steun
Hals- en flensmatrijzen
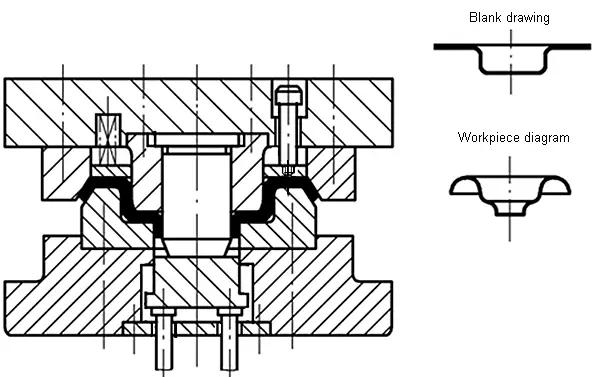
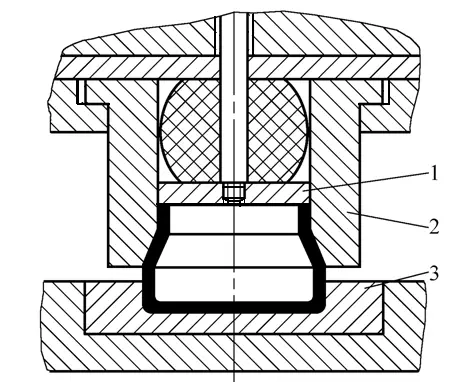
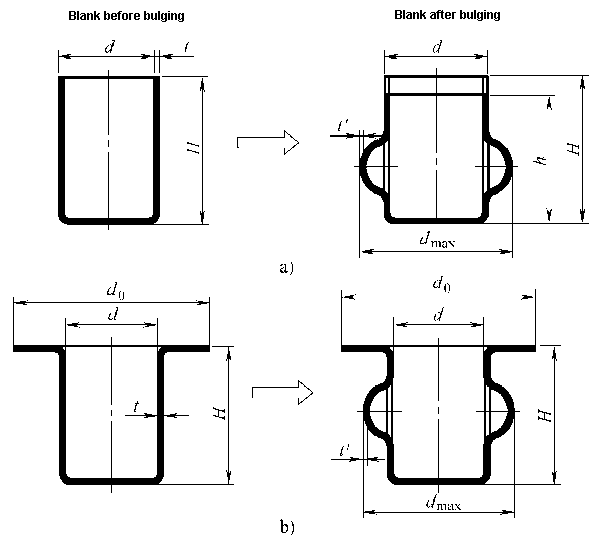
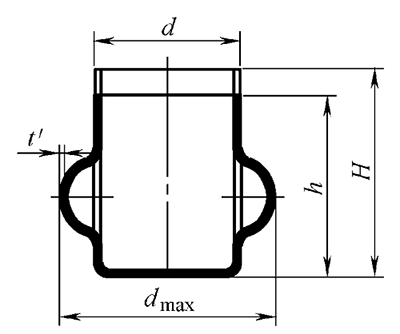
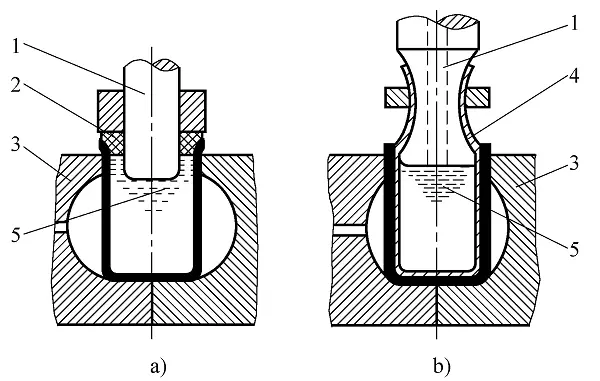
Uitbollen is een stansmethode waarbij een matrijs wordt gebruikt om de binnenkant van een hol onderdeel plastisch te vervormen onder invloed van trekspanning in twee richtingen om een bol onderdeel te verkrijgen.

Het vervormingsgebied is bijna de hele blenk of het open uiteinde, en het open uiteinde van de blenk wordt samengetrokken en vervormd.
Daarom is de vervorming in het vervormingsgebied een vervormingstoestand waarin de omtrek uitgerekt en axiaal samengedrukt is en de dikte verminderd is.
De vervormingszone is beperkt tot het deel dat moet opzwellen in het midden van de blenk.
De vervormingszone produceert voornamelijk rekvervorming in de omtrekrichting en verdunning in de dikterichting.
Uitpuilen is een rekvormend proces.
Het voorkomen van barsten is het belangrijkste probleem dat moet worden opgelost in het opbollingsproces.
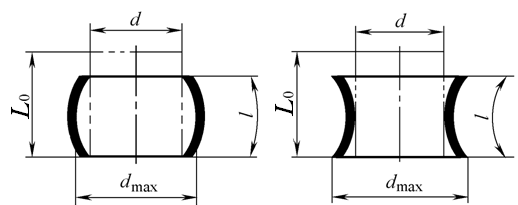
De mate van vervorming door opbolling wordt uitgedrukt door de verhouding van de maximale diameter van de convexe opbolling die verkregen wordt na het opbollen en de diameter van de blenk vóór het opbollen, oftewel de opbollingscoëfficiënt:
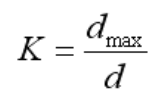
Hoe groter de waarde van de opbollingscoëfficiënt, hoe groter de mate van opbolling.
Bij opbollen is de lengte van de blenk wanneer deze axiaal vrij mag vervormen:

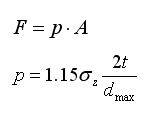
σZ - De werkelijke spanning in het uitpuilende vervormingsgebied, neem σZ=σb bij benadering schatten.
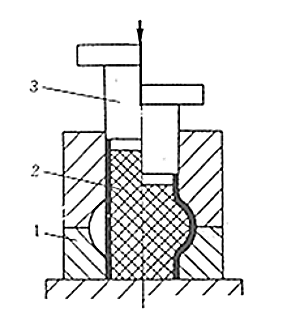
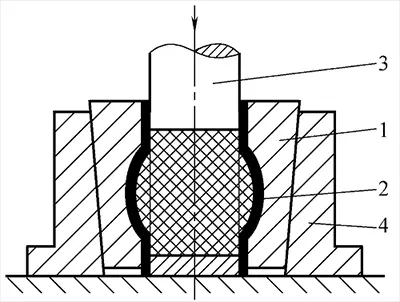
Rubber uitpuilende schimmel
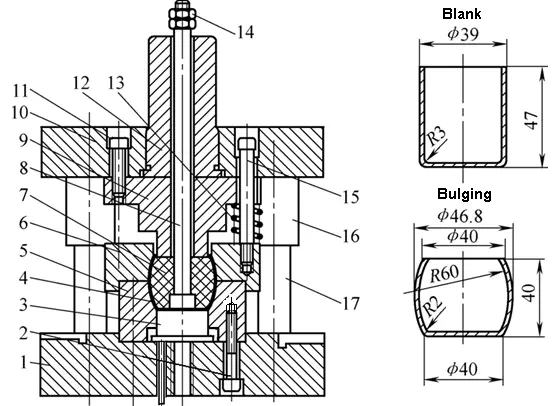
Uitpuilende vloeistof onder hoge druk
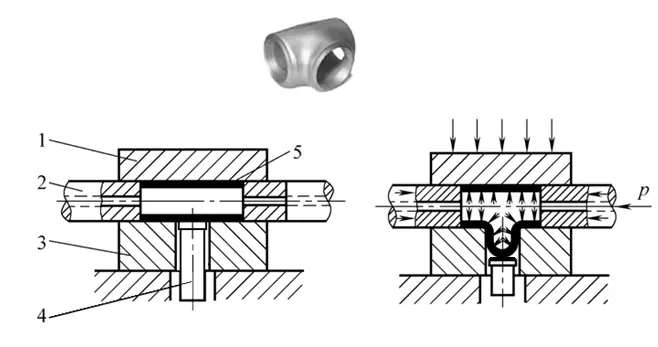
Hydraulische bolling van T-stuk
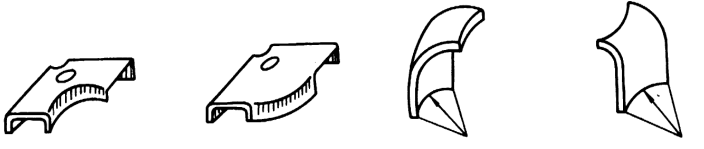
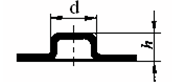
Beading en bolle romp persen zijn reliëfmethoden waarbij een mal wordt gebruikt om bolle rompen of ribben (verstevigingsribben) op het onderdeel te produceren.

Eigenschappen van kralen en bolle rompen vormen
De vervormingslimiet van het kralen kan worden uitgedrukt door de hoeveelheid verandering in de lengte van de vervormingszone voor en na het kralen

De vormingslimiet van de convexe schil kan worden uitgedrukt door de hoogte h van de convexe schil

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











