Nanoseconde vs Picoseconde vs Femtoseconde Laser: Uitgelegd
Heb je je ooit afgevraagd hoe lasers zo precies door materialen kunnen snijden? Dit artikel verkent de fascinerende wereld van nanoseconde-, picoseconde- en femtoseconde-lasers. Je leert hoe deze lasers werken, wat hun unieke voordelen zijn en wat hun brede toepassingen zijn bij materiaalbewerking. Duik erin en ontdek de geheimen achter deze krachtige gereedschappen!
Met dit begrip van tijdseenheden kunnen we zien dat femtoseconde lasers extreem korte pulsen produceren.
In de afgelopen jaren heeft ultrakorte puls laserbewerking technologie heeft snelle vooruitgang geboekt.
De basis: Nanoseconde- vs picoseconde- vs femtoseconde-lasers
Lasers spelen een cruciale rol in moderne productie en materiaalverwerking, waarbij hun effectiviteit grotendeels wordt bepaald door de pulsduur. In dit hoofdstuk worden drie belangrijke soorten ultrasnelle lasers onderzocht: nanoseconden, picoseconden en femtoseconden, die zich elk onderscheiden door hun steeds kortere pulsduur en unieke eigenschappen voor materiaalinteractie.
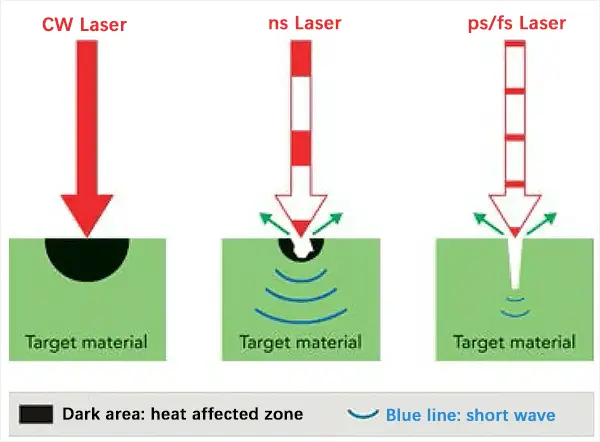
Nanoseconde lasers, met pulsduren van 10-⁹ seconden, worden al tientallen jaren op grote schaal gebruikt in industriële toepassingen. Deze lasers bieden een balans tussen kracht en precisie, waardoor ze geschikt zijn voor een breed scala aan materiaalbewerkingstaken, waaronder snijden, boren en markeren. Hun relatief langere pulsduur kan echter aanzienlijke warmte-beïnvloede zones (HAZ) in gevoelige materialen veroorzaken, wat kan leiden tot thermische schade, microscheurtjes of ongewenste materiaalwijzigingen.
Picoseconde lasers, die werken met pulsen van 10-¹² seconden, betekenen een aanzienlijke vooruitgang in precisielaserbewerking. De kortere pulsduur minimaliseert thermische effecten, waardoor een meer gecontroleerde energieafzetting en materiaalverwijdering mogelijk is. Dit resulteert in een schonere ablatie, scherpere randen en minder nevenschade. Picoseconde lasers blinken uit in toepassingen die een hoge precisie vereisen, zoals micromachining, patronen van dunne lagen en verwerking van warmtegevoelige materialen zoals polymeren en keramiek.
Aan de top van ultrasnelle lasertechnologie leveren femtoseconde lasers pulsen van 10-¹⁵ seconden. Deze ongelooflijk korte pulsen maken een fenomeen mogelijk dat bekend staat als "koude ablatie". De laserenergie wordt sneller afgegeven dan de thermische relaxatietijd van het materiaal, waardoor het doelgebied direct verdampt zonder significante warmtegeleiding naar de omliggende gebieden. Deze unieke eigenschap maakt ongekende precisie in materiaalverwijdering mogelijk, met vrijwel geen HAZ, waardoor femtoseconde lasers ideaal zijn voor ultra-precieze toepassingen in halfgeleiderverwerking, productie van biomedische apparaten en nanomateriaalfabricage.
De overgang van nanoseconde- naar femtoseconde-lasers vertegenwoordigt een paradigmaverschuiving in de interactiemechanismen tussen laser en materiaal. Terwijl nanoseconde-lasers voornamelijk vertrouwen op fotothermische processen, maken picoseconde- en femtoseconde-lasers steeds meer gebruik van fotoablatieve en fotochemische interacties. Deze verschuiving resulteert in verbeterde precisie, verminderde thermische effecten en de mogelijkheid om een uitgebreide reeks materialen te bewerken, waaronder traditioneel lastige stoffen zoals transparante materialen en ultraharde legeringen.
Samengevat bieden nanoseconde- (10-⁹ s), picoseconde- (10-¹² s) en femtoseconde- (10-¹⁵ s) lasers een spectrum aan mogelijkheden voor ultrasnelle laserbewerking. De keuze tussen deze technologieën hangt af van de specifieke toepassingseisen, waarbij factoren zoals verwerkingssnelheid, precisie, materiaalgevoeligheid en kosteneffectiviteit tegen elkaar worden afgewogen. Naarmate de lasertechnologie zich verder ontwikkelt, verlegt de integratie van deze ultrasnelle lasers met geavanceerde bundelvorming, real-time procesbewaking en adaptieve regelsystemen de grenzen van wat mogelijk is in geavanceerde fabricage en materiaalverwerking.
Betekenis van ultrakorte-pulslaser
Lange tijd hebben mensen geprobeerd lasers te gebruiken voor microtechnologie.
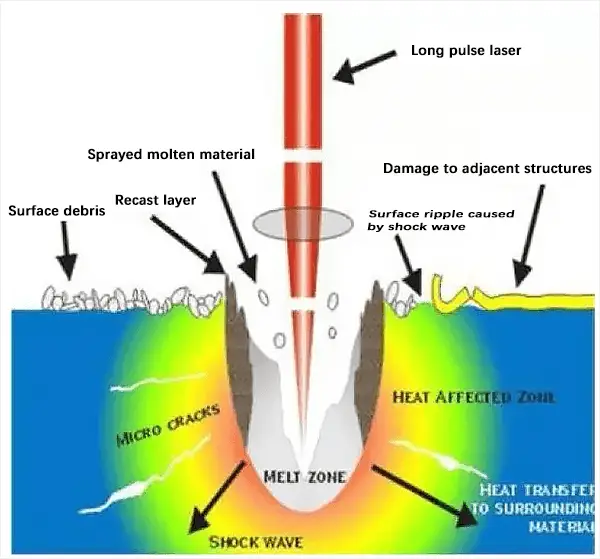
De lange pulsbreedte en lage laserintensiteit van traditionele lasers zorgde er echter voor dat het materiaal voortdurend smolt en verdampte.
Hoewel de laserstraal in een klein punt kon worden gericht, was de resulterende thermische impact op het materiaal nog steeds aanzienlijk, waardoor de bewerkingsnauwkeurigheid werd beperkt.
Om de verwerkingskwaliteit te verbeteren, was het nodig om het warmte-effect te verminderen.
Wanneer een laserpuls op picoseconde-schaal op het materiaal inwerkt, verandert het bewerkingseffect dramatisch.
Bij een sterke toename van de pulsenergie is de hoge vermogensdichtheid voldoende om de buitenste elektronen te verwijderen.
De interactie tussen de laser en het materiaal is zo kort dat ionen van het materiaaloppervlak worden geabsorbeerd voordat de energie wordt overgedragen naar de omringende materialen, waardoor thermische impact wordt vermeden.
Daarom wordt dit proces ook wel "koud bewerken" genoemd.
Dankzij de voordelen van koude bewerking hebben lasers met korte en ultrakorte pulsen hun weg gevonden naar industriële productie en toepassingen.
Laserbewerking: lange puls vs ultrakorte puls
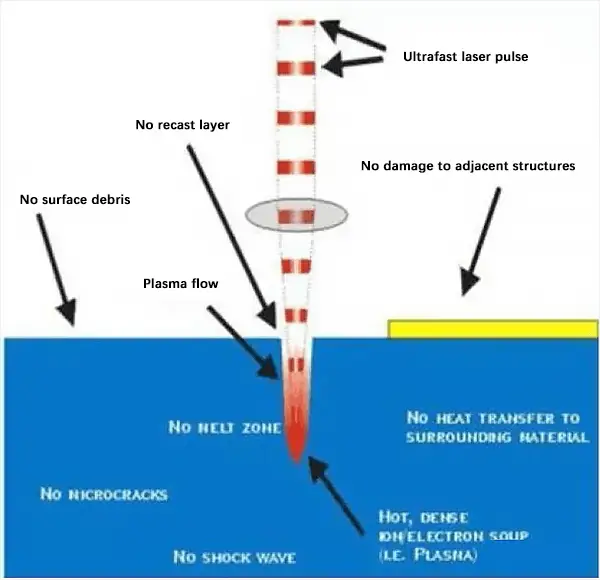
Bij ultrakorte pulsverwerking wordt energie snel geïnjecteerd in een klein actiegebied.
De hoge energiedichtheid die in een oogwenk wordt afgezet, verandert de wijze van elektronenabsorptie en -beweging, waardoor de effecten van laserlineaire absorptie, energieoverdracht en diffusie worden vermeden. Dit verandert het interactiemechanisme tussen de laser en het materiaal fundamenteel.
Positie na laserbewerking met lange puls
Positie na verwerking van ultrasnelle laserpulsen
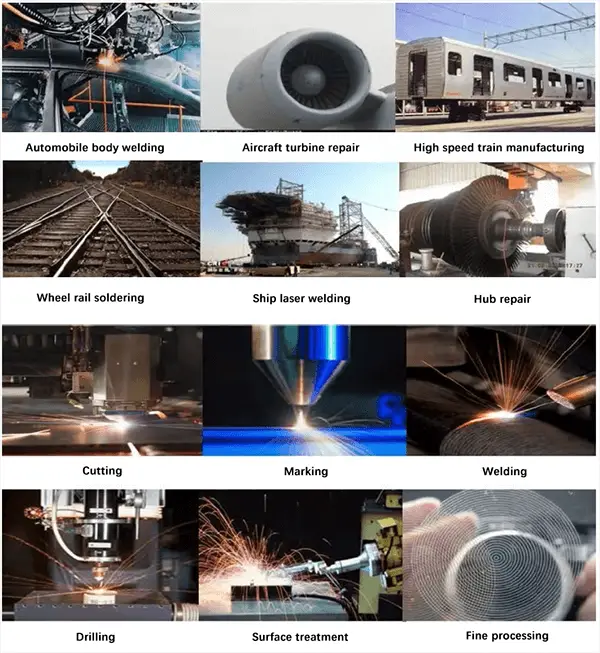
Brede toepassing van laserbewerking
Laserbewerking omvat snijden en lassen met een hoog vermogen.
De verschillende laserbewerkingsmethoden, zoals borenDe volgende technieken worden voornamelijk gebruikt bij microtechnologie voor de volgende doeleinden: schrijven, snijden, textureren, strippen en isoleren:
Bij het ontwerp van printplaten worden keramische substraten steeds meer gebruikt als vervanging voor traditionele plastic substraten vanwege hun betere thermische geleidbaarheid.
Om elektronische componenten aan te sluiten, is het meestal nodig om honderdduizenden gaatjes ter grootte van een micrometer in de printplaat te boren.
Het is dus essentieel om ervoor te zorgen dat de stabiliteit van het substraat niet wordt beïnvloed door de warmte die vrijkomt tijdens het boorproces.
Picoseconde lasers zijn een ideaal hulpmiddel voor deze toepassing.
Door gebruik te maken van impactboren kunnen picoseconde lasers de bewerking van de gaten voltooien en de uniformiteit van de gaten behouden.
Naast printplaten kunnen picoseconde lasers ook worden gebruikt om gaten van hoge kwaliteit te boren in materialen zoals plastic films, halfgeleiders, metaalfilms en saffieren.
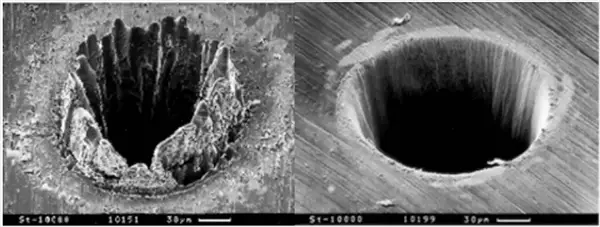
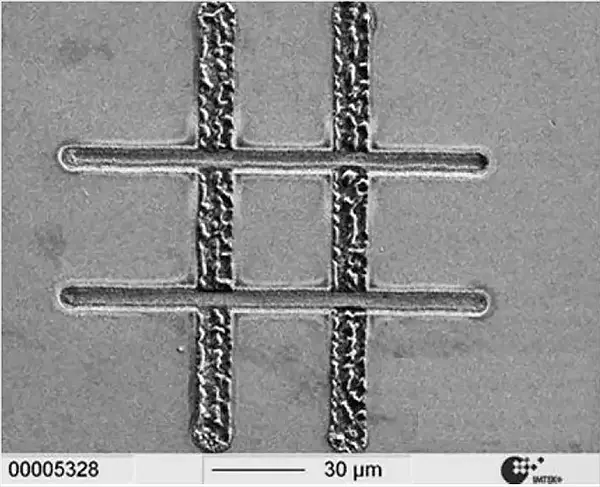
Bijvoorbeeld, bij het boren van een 100-micro-meter-dik roestvast staal met 10000 pulsen van 3,3-nanoseconde- of 200-femtoseconde-lasers in de buurt van de ablatiedrempel:
2. Krabben, snijden
Lijnen kunnen worden gegenereerd door laserpulsen te scannen en over elkaar heen te leggen.
Door meerdere scans uit te voeren, is het mogelijk om diep in het keramische materiaal door te dringen tot de lijndiepte 1/6 van de dikte van het materiaal bereikt.
De modules worden dan gescheiden van het keramische substraat langs deze gekerfde lijnen, een proces dat bekend staat als scribing.
Een andere scheidingsmethode is lasersnijden met ultrakorte pulsen, ook wel ablatiesnijden genoemd.
In dit proces verwijdert de laser materiaal door ablatie totdat het materiaal is doorgesneden.
Een voordeel van deze technologie is de grotere flexibiliteit wat betreft de vorm en grootte van het bewerkte gat.
Alle bewerkingsstappen kunnen worden uitgevoerd met een picoseconde laser.
Het is ook de moeite waard om te wijzen op de verschillen in de effecten van picoseconde- en nanoseconde-lasers op polycarbonaatmaterialen.
3. Lijnablatie (verwijderen van coating)
Een andere veelvoorkomende toepassing bij microtechnologie is het nauwkeurig verwijderen van coatings zonder het basismateriaal te beschadigen.
Ablatie kan variëren van een lijntje van enkele microns tot een groot gebied van enkele vierkante centimeters.
Omdat de dikte van de coating meestal veel dunner is dan de breedte van de ablatie, kan de warmte niet naar de zijkanten geleid worden. In dit geval kan een laser met nanoseconde pulsbreedte worden gebruikt.
De combinatie van een laser met een hoog gemiddeld vermogen, een vierkante of rechthoekige geleidende vezel en een vlakke verdeling van de lichtintensiteit maakt laseroppervlakte-ablatie zeer geschikt voor industriële toepassingen.
De Trumicro 7060 laser van het bedrijf Trumpf wordt bijvoorbeeld gebruikt voor het verwijderen van de coating op het glas van dunne-film zonnecellen.
Dezelfde laser kan ook worden gebruikt in de auto-industrie om roestwerende coatings te verwijderen en voor te bereiden op verder laswerk.
4. Graveren
Bij graveren worden driedimensionale vormen gemaakt door materialen te ableren.
Hoewel de grootte van de ablatie het traditionele bereik van micromachining overschrijdt, valt de vereiste nauwkeurigheid nog steeds binnen het bereik van lasertoepassingen.
Picoseconde lasers kunnen worden gebruikt om de randen van polykristallijne diamant te bewerken. gereedschap voor frezen machines.
Lasers zijn een ideaal gereedschap voor het bewerken van polykristallijne diamanten, wat extreem harde materialen zijn die gebruikt worden voor het maken van freeskanten.
De voordelen van het gebruik van lasers zijn onder andere contactloze bewerking en een hoge bewerkingsnauwkeurigheid.
Micromachining heeft een breed scala aan toepassingen en wordt steeds vaker gebruikt voor de productie van allerlei dagelijkse benodigdheden.
Laserbewerking is een contactloze methode en biedt een aantal belangrijke voordelen, waaronder minder stappen na de bewerking, goede controleerbaarheid, eenvoudige integratie, hoge verwerkingsefficiëntie, laag materiaalverlies en minimale impact op het milieu.
Het is wijdverspreid in industrieën zoals auto's, elektronica, elektrische apparaten, luchtvaart, metallurgie en machinebouw en speelt een steeds belangrijkere rol in het verbeteren van de productkwaliteit, arbeidsproductiviteit en automatisering terwijl het materiaalverbruik afneemt.
Conclusie
Nanoseconde-, picoseconde- en femtoseconde-lasers verschillen voornamelijk in hun pulsduur. Een nanoseconde (ns) is 10-9 seconden, een picoseconde (ps) is 10-12 seconden en een femtoseconde (fs) is 10-15 seconden. Deze ultrakorte pulsduur speelt een belangrijke rol bij het bepalen van de toepassingen en mogelijkheden van deze lasers.
Femtoseconde lasers zijn zeer geschikt voor toepassingen in de oogheelkunde en precieze materiaalbewerking vanwege hun extreem korte pulsen en verminderde thermische schade. Picoseconde lasers zijn vergelijkbaar en bieden hoge precisie bij taken als micromachining of het verwijderen van tatoeages. Nanoseconde lasers, met een langere pulsduur, worden gebruikt in toepassingen waar meer energieoverdracht nodig is.
Samengevat hangt de keuze tussen nanoseconde-, picoseconde- en femtoseconde-lasers af van de specifieke vereisten van verschillende toepassingen. Deze ultrasnelle lasers bieden een scala aan mogelijkheden als het gaat om precisie, energieoverdracht en minder thermische schade, waardoor ze onmisbare hulpmiddelen zijn in tal van industrieën en velden.
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Ben je verbaasd over de keuze tussen fiber lasers en vastestoflasers voor je volgende project? Dit artikel onderzoekt de belangrijkste verschillen in hun toepassingen, precisie en prestaties. Door deze te begrijpen...
Heb je je ooit afgevraagd hoe geavanceerde technologie zo'n precisie bereikt? Vezellasers, een wonder van moderne techniek, maken gebruik van zeldzaam aardmetaal gedoteerde glasvezels om zeer efficiënte en veelzijdige laserstralen te genereren....
Enkele veelgebruikte methoden om de thermische effecten van lasermarkeermachines te verminderen zijn 1. De focus van de laserstraal optimaliseren De focus van de laserstraal optimaliseren kan...
Als je een laserbril wilt kopen, open je de browser en zie je een groot aanbod aan laserbrillen. Klik erin en je ziet lenzen in verschillende kleuren...