
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Heb je je ooit afgevraagd hoe precisie in metaalbewerking wordt bereikt? De offset pons- en matrijsmethode is een belangrijke techniek waarmee de offsets nauwkeurig kunnen worden afgesteld, wat essentieel is voor het maken van specifieke metaalvormen. In dit artikel worden de onderdelen, patronen en methodes voor het gebruik en afstellen van deze gereedschappen uitgelegd. Al lezend krijg je een duidelijk inzicht in hoe je de offset pons- en matrijsapparatuur effectief kunt gebruiken en afstellen voor je metaalbewerkingsprojecten.
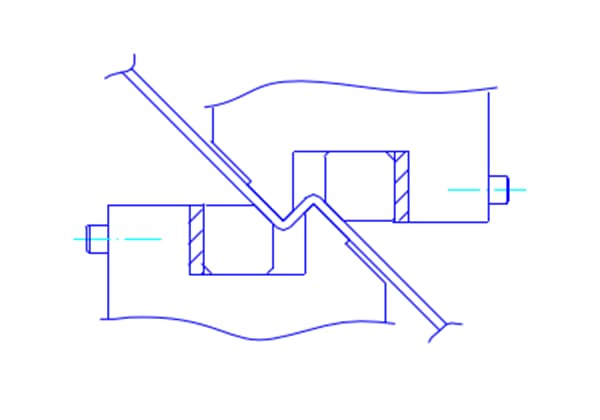
Dit product, dat in onderstaande afbeelding wordt getoond, bestaat uit een matrijslichaam en een kussen, dat verhogingen en verlagingen in offsets kan creëren en segmentvouwen kan uitvoeren door naar voren te zakken.

Het kussen van de hoofdcomponent wordt vastgezet met bouten en de dikte van het kussen kan worden veranderd, of de hoeken van het kussen kunnen worden veranderd en de offset zal veranderen.
De maximale plaatdikte die van toepassing is, is SPCC-2,3t.
Het bereik van offsets dat geproduceerd kan worden is H=1~10MM.

2.1) De offset van de mal wordt bepaald door de assemblage van het kussen en de hoek van het onderdeel. Raadpleeg Tabel 1 voor informatie over de offset van de mal, de assemblage van het kussen en de afschuining van het onderdeel.
| Component | Schuine rand | 0 | 1.4 | 2.9 | 4.3 | 4.9 | 7.8 | 9.2 |
| 0.5 | 6.72 | 5.92 | 5.06 | 4.26 | 3.91 | 2.25 | 1.14 | |
| 1.0 | 7.15 | 6.33 | 5.47 | 4.66 | 4.32 | 2.66 | 1.85 | |
| 2.0 | 7.95 | 7.15 | 6.28 | 5.48 | 5.14 | 3.48 | 2.67 | |
| 4.0 | 9.58 | 8.79 | 7.93 | 7.12 | 6.78 | 5.11 | 4.31 |
Formule om de offsethoogte te berekenen:
Offsethoogte = {11,0-(vulringdikte)}×0,574 + (afschuiningshoeveelheid)×0,819
De offset van het product is echter gelijk aan de offset van de matrijs. De exacte hoeveelheid offset van de mal voor het product wordt bevestigd door elk product proef te vouwen, met zowel correcte als foutieve resultaten.
2.2) Als de offset H klein is, wordt de hoek θ groter.
2.3) De buigradius R is meestal kleiner dan of gelijk aan R2. Als de offset H klein is, zal de R-hoek ook kleiner worden.
2.4) Het kussen is geclassificeerd als een derde klasse accessoire, met 2 stuks voor elk 1,4t, 2,9t en 4,9t, en gecombineerd met de zwaaihaakcomponent.
1) Installeer eerst de bovenste mal; nadat u de onderste mal op de installatiezitting van de onderste mal hebt geplaatst, stelt u deze af met de afstelpen.
2) Als de offset relatief klein is (rond H=1~2mm), kan de mal ook direct gekalibreerd worden door de bovenste en onderste mal op elkaar af te stemmen.
3)Aanpassingsmethode voor de schaal van de afstelpen:

(1) Bij het aanpassen van maat A kan de offset variëren door verschillen in plaatdikte of buigvorm en kan deze niet worden veralgemeend. Dit is slechts een globaal afstelbereik: A = V/3 + 0,245t;
(2) Meet de verticale afstand tussen de punten a en b, en de verticale afstand tussen de twee uiteinden van de mal moet gelijk zijn.

4)Voorzorgsmaatregelen voor het gebruik van de afstelpen:
4)-1 Combineer eerst de afschuining en de vulring volgens de hoogte van de offset en installeer de bovenste en onderste mal, maar zet de onderste mal niet eerst vast.
4)-2 De afstelling van de afstelpin moet overeenkomen met (0,245t) en de bijbehorende plaatdikte. Na het afstellen op de corresponderende schaal moeten alle schroeven worden vastgedraaid.
4)-3 Plaats, zoals aangegeven in de onderstaande figuur, twee symmetrische instelpennen op de onderste mal, lijn ze uit met de bovenste mal en druk aan tot ongeveer 1 ton of minder. Verwijder de klem nadat de onderste mal is vastgezet.
4)-4 De afmeting A in de bovenstaande afbeelding kan theoretisch veranderen door de offset en de plaatdikte. Omdat deze opspanning automatisch de offset instelt, kan alleen de plaatdikte worden aangepast volgens A = 0,245t. Er zijn theoretische gegevens en werkelijke proefbuigingen, en de beste hoek moet worden genomen (vooral voor buigen met verschillende plaatdikte of stompe hoek buigen, enz.)
Waarschuwing: Gebruik niet meer dan de opgegeven drukweerstand van de mal;
Als er schade aan de schimmel wordt gevonden, stop dan onmiddellijk met het gebruik ervan.
De mal moet strikt volgens de bedieningsprocedures worden geïnstalleerd.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











