Guillotineschaar gebruiken: Deskundige tips en technieken
Heb je je ooit afgevraagd hoe precisiesnijden in zware machines in zijn werk gaat? Dit artikel onthult de geheimen achter de werking en instelling van de guillotineschaar. Leer hoe je de veiligheid kunt garanderen, de efficiëntie kunt behouden en elke keer de perfecte snede kunt maken. Bereid je voor op de essentiële stappen en deskundige tips die het verschil maken.
a. Maak uzelf vertrouwd met de inhoud van de handleiding en begrijp de hoofdstructuur, de bedieningsmethode en de voorzorgsmaatregelen voor veiligheidsonderhoud van de machine.
b. Reinig het oppervlak van de machine van roestwerend olie, wat kan met benzine of kerosine, maar niet met een oplossend schoonmaakmiddel.
c. Reinig de olietank voordat u gaat tanken. De olietank mag geen verontreinigingen bevatten. Vul nieuwe olie bij, YB (c) -N32 of YB (c) -N32.N46 hydraulische olie, gefilterd met een brandstofdispenser waarvan de filternauwkeurigheid niet minder is dan 5 μm, totdat het oliepeil boven vier vijfde van de stand staat die de niveaumeter aangeeft. Mobil AFT-25 hydraulische olie heeft de beste werking na herhaalde tests. YB-N32 anti-slijtage hydraulische olie wordt aanbevolen bij lage temperaturen (rond 5 ℃) in de winter. Laat de machine een tijdje stationair draaien en installeer zo nodig een verwarming in het hydraulische systeem. De olietemperatuur in het hydraulische systeem mag bij normaal bedrijf niet hoger zijn dan 75 ℃. Installeer een koeler als de olietemperatuur te hoog is.
d. Breng smeervet aan op alle bewegende delen volgens de handleiding. e. Schakel de voeding in, zet de schakelaar van de elektrische kast in stand "1", start de oliepompmotor niet en controleer of de hydraulische kleppen en relevante elektrische onderdelen normaal werken volgens de verschillende processpecificaties en bedrijfsmodi.
Werking van de machine
(1) Druk op de startknop van de motor om de hoofdmotor te starten, controleer of de draairichting van de motor overeenkomt met de draairichting op het label van de oliepomp en controleer de draairichting van de motor door naar de koppeling te kijken.
Als het niet consistent is, stop dan onmiddellijk.
Als de draairichting van de motor wordt gewijzigd, moet de vakman de voeding uitschakelen en de fase van de binnenkomende lijn wijzigen.
Wanneer er lucht in het leidingsysteem zit, drukt u meerdere keren afwisselend op de start- en stopknop. Nadat de lucht is afgevoerd, kan de oliepomp weer normaal gaan werken.
(2) De gedetailleerde bediening van de programmering van nieuwe producten moet worden uitgevoerd na het in detail lezen van de bedieningshandleiding van het elektrische systeem en de bedieningshandleiding.
Machineafstelling
De machine is nauwkeurig afgesteld en getest voordat deze de fabriek verliet. Alle afstellingen kunnen echter tijdens het transport veranderen. Daarom moeten de volgende controles worden uitgevoerd voordat de machine officieel in gebruik wordt genomen.
(1) Afstelling van de bladspeling
De bladspeling van de machine wordt automatisch aangepast door het numerieke besturingssysteem. Of de bladspeling goed is afgesteld, is direct van invloed op de snijkwaliteit van de machine. plaatmetaal en de levensduur van het blad.
Om een snijvlak van hoge kwaliteit te verkrijgen, moet een redelijke bladspeling gekozen worden in overeenstemming met het te zagen materiaal. De volgende methoden worden aanbevolen om de bladspeling aan te passen.
Laag koolstofstaal met een treksterkte σB = 370-400 MPa en rek δ= 35% wordt gebruikt als afstelmaatstaf en de bladspeling wordt geselecteerd op basis van 8% van de plaatdikte. Voor gemiddelde en hoog koolstofstaal met geringe rek moet de bladspeling groter zijn dan die van koolstofstaal met een gelijke dikte.
Bij het scheren van roestvrij staal staalplaatDe bladspeling hangt af van de rek en het blad voor het scheren van roestvrij staal moet worden gebruikt omdat de rek van sommige roestvrij staalsoorten hoger is dan die van koolstofstaal met dezelfde sterkte.
Attentie:
a) Nadat de bladspeling is afgesteld, moet de machine minstens één keer leeg draaien voordat er formeel wordt geschoren.
b) Bij het scheren van kunststof materialen moet de bladspeling iets kleiner zijn; bij het scheren van brosse materialen moet de bladspeling iets groter zijn.
c) Nadat u de speling van het blad telkens hebt afgesteld, moet u proefzagen.
(2) Aanpassing van de afschuifhoek
De kniphoek van de machine wordt automatisch aangepast door het numerieke besturingssysteem.
De afschuifhoek kan worden gewijzigd door de hoeveelheid olie in de bovenste kamer van de hulpoliecilinder aan te passen.
Door de afschuifhoek te vergroten wordt het werkstuk gemakkelijker vervormd, terwijl door de hoek te verkleinen de kans op bramen groter wordt.
Attentie:
a) Na elke aanpassing van de schaarhoek moet de machine minstens één keer leeg draaien voordat er formeel geschoren wordt.
b) Als de snijvereisten niet hoog zijn, mag de minimumbreedte van het smalle materiaal dat gesneden kan worden niet minder zijn dan 3 keer de plaatdikte; anders is de kans groot dat het blad beschadigd raakt.
c) Om gladde afschuifdelen zonder vervorming te verkrijgen, moet de minimale afschuifplaatbreedte groter zijn dan 15 keer de plaatdikte, maar niet minder dan 80 mm.
d) Hoe groter de breedte van de afschuifplaat, hoe kleiner de vervorming.
(3) Verwijderen en installeren van het blad
Nee.
Naam
Nee.
Naam
1
Gereedschaphouder
5
Perscilinder
2
Bovenste blad
6
Voorste reling
3
Onderste blad
7
Afdekplaat
4
Werktafel
8
Stelschroef
De standaardconfiguratie van de boven- en ondermessen van de machine is twee stukken messensplitsen, wat het voordeel heeft dat het gemakkelijk te slijpen is en er geen speciale slijpmachine nodig is.
De volledige lengte van de bovenste en onderste bladen kan worden geconfigureerd volgens de behoeften van gebruikers.
a) Verwijderen van het blad
Start de machine, stel de snijspeling in op een maximale waarde van 0,64 mm, stel de schaarhoek in op 1,0°, laat de gereedschapshouder enkele cycli op en neer lopen, sluit de machine en verwijder de beschermhek en afdekplaat van de perscilinder.
Verwijder eerst het onderste blad:
Draai alle bevestigingsschroeven van de twee onderste messen los, houd één van de onderste messen vast met een lange houten vierkant aan de achterkant van de machine om te voorkomen dat deze naar achteren valt, verwijder de schroeven op het mes en trek het mes uit de zijkant van de machine.
Verwijder het andere mes op dezelfde manier.
Verwijder vervolgens het bovenste blad:
Draai alle bevestigingsschroeven van de twee bovenbladen los, plaats twee geschikte houten vierkanten tussen één bovenblad en de werkbank en zet het bovenblad vast. Verwijder de schroeven van het bovenmes, maak de houten vierkantjes langzaam los en trek het bovenmes uit de zijkant van de machine.
Verwijder het andere bovenmes op dezelfde manier.
b) Montage van de bladen
De volgorde van installeren is omgekeerd aan de volgorde van verwijderen.
Installeer eerst het bovenste blad:
Plaats twee geschikte houten vierkanten aan één uiteinde tussen de gereedschapshouder en de werkbank, plaats een bovenmes vanaf dat uiteinde, houd het vast met twee houten vierkanten en monteer de schroeven op het bovenmes zonder het vast te draaien.
Monteer vervolgens op dezelfde manier een ander bovenmes.
Gebruik deze twee houten vierkantjes om een bovenmes omhoog te drukken, zodat het bovenmes volledig aansluit op het pasvlak van de snijkant van de gereedschapshouder.
Draai vervolgens de schroeven op het blad van de mesverbinding naar de rand om de beurt vast.
Draai de schroeven van het blad op het andere blad op dezelfde manier vast.
Monteer vervolgens het onderste blad:
Plaats twee ondermessen aan beide kanten van de machine en houd het ondermes vast met een lange houten vierkant aan de achterkant van de machine.
Monteer eerst alle schroeven en draai vervolgens de schroeven van het ondermes van de mesverbinding naar beide uiteinden om beurten vast.
Nadat de bovenste en onderste bladen zijn geïnstalleerd, installeert u achtereenvolgens de afdekplaat en het beschermhek.
Attentie:
a) Bij het verwijderen van het blad is het blad zwaar en scherp. De gebruiker moet zeer voorzichtig zijn en handschoenen dragen voordat hij ermee gaat werken.
b) De aanhaalkracht van de bladschroef is 35N - M.
(4) Blad slijpen
Het blad moet regelmatig worden geslepen.
Als het mes bot wordt en het verder wordt gebruikt, zal de buitenste korrelstructuur van het mes beschadigd raken door overmatige druk, wat niet alleen de machine zal beschadigen, maar ook zal resulteren in een slechte scheerkwaliteit.
Na het slijpen van het blad kunnen de korrels in de buitenste laag worden verwijderd.
De boven- en ondermessen van de machine hebben vier snijkanten. Slijpen is nodig als de hoekradius van het blad groter is dan 0,25 mm.
De hoeveelheid eenzijdig slijpen is 0,5 mm en de slijptoeslag van elk blad is 4 mm (2 mm aan één kant).
Als het slijpen van het blad van de normaal gebruikte plaatschaar volgens deze methode wordt uitgevoerd, is de slijphoeveelheid het kleinst en de levensduur het langst.
(5) Aanpassing van de uniformiteit van de bladspeling
Nadat het blad is geslepen of vervangen, moet de uniformiteit van de bladspeling opnieuw worden gecontroleerd en als volgt worden afgesteld:
a) Start de machine, stel de schaarhoek in op 0°, maak de boven- en ondermessen parallel en stel de speling in op maximaal 0,64 mm.
b) Schakel de oliepomp uit en stel de gasklep handmatig in op 120 om de gereedschapshouder langzaam naar beneden te laten bewegen totdat de bovenste en onderste bladen over de hele lengte 1-2 mm samenvallen.
Met andere woorden, sluit de gasklep om ervoor te zorgen dat de gereedschapshouder niet naar beneden glijdt.
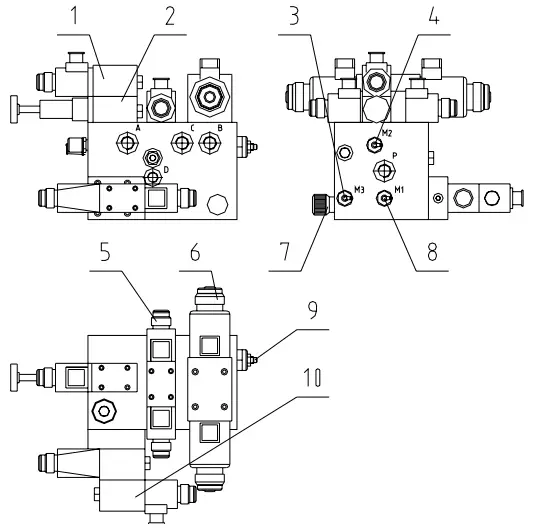
Klepstapel lay-out
Nee.
Item
1
Drukcilinderregelventiel 140
2
Drukreduceerventiel van drukcilinder 50
3
Onderste drukmeetpunt kamersteun
4
Drukmeetpunt van drukcilinder
5
Schuifhoekregelventiel 70
6
Regelventiel gereedschapssteun 60
7
Gasklep 120
8
Hoofddrukmeetpunt
9
Onderste kamersteuningsventiel 80
10
Hoofddrukregelventiel 20 / 30
c) Open de deur van de schakelkast, houd de AC-contactor 1KM2 ingedrukt die de lamellenspleet verkleint, controleer de werkelijke waarde van de lamellenspleet via de handwielpagina, stel de opening tussen de bovenste en onderste lamellen af op minimaal 0,08 mm en sluit de deur van de schakelkast.
d) Draai de stelschroeven en moeren op de twee schijfveersteunen los, draai de moeren op de vier afstandsstelschroeven aan de achterkant los en stel de vier stelschroeven af om de afstand van beide uiteinden van het bovenmes tot beide uiteinden van het ondermes consistent te maken (bij het afstellen van één uiteinde moeten de bovenste en onderste stelschroeven tegelijkertijd worden afgesteld).
Meet met een voelermaat; de opening moet tussen 0,05 mm en 0,1 mm zijn.
Draai vervolgens de moeren op de vier stelschroeven en de drukschroeven en moeren op de twee schijfveersteunen vast.
Constructietekening van de geleiderail van de gereedschapssteun
Nee.
Item
1
Turbo-worm reductor
2
Stelschroef
3
Stelmoer
4
Schijfveersteun
5
Klier
e) Stel de stelschroef op de gereedschapshouder van links naar rechts af en controleer de randspeling met een voelermaat van 0,05 mm en 0,1 mm. Zorg ervoor dat de 0,05 mm voelermaat erdoor kan, maar de 0,1 mm voelermaat niet.
f) Start de machine na het uitschakelen opnieuw op, stel de afschuifhoek in op het maximum en sluit de oliepomp. Stel de gasklep in op 120 om de gereedschapshouder langzaam te laten zakken en controleer of de bladspeling van elke sectie hetzelfde is als de oorspronkelijk ingestelde speling van het systeem.
Zo niet, draai dan de vier stelschroeven aan de achterkant los en stel de bladspeling af op dezelfde waarde als de oorspronkelijk ingestelde speling van het systeem.
g) Draai de vergrendelingshuls op de potentiometer weer vast en pas de positie van de openingsschakelaar aan.
(6) Afstelling van de achterste stopper
Achterste stop
Nee.
Item
1
Borgmoer
2
Stelschroef
3
Schroef M8 × 30 (GB70-85)
4
Schroef M8 × 35 (GB85-88)) Moer M8 (GB6170-86)
a) Hoekafstelling
De hoek van het positioneeroppervlak van de achteraanslag moet overeenkomen met de draaihoek van de gereedschapshouder. Als de hoek van de schaar niet verandert, verandert het positioneeroppervlak van de achteraanslag en is de positionering van de achteraanslag onnauwkeurig.
Als u de hoek van het vastzetvlak van de achteraanslag wilt controleren, plaatst u een meetklok op de wanden aan beide zijden van de machine en richt u de kop op het vastzetvlak.
Als de gereedschapshouder omlaag gaat, mag de verandering van de aflezing van de meetklok niet groter zijn dan 0,05 mm.
Als de afwijking groter is dan 0,05 mm, moet u de schroeven M8×30 (GB70-85) en M8×35 (GB85-88) bijstellen.
b) Parallelliteitsaanpassing
Draai de borgmoer los, draai de stelschroef, meet de afstand van beide uiteinden van het vasthoudvlak van de achteraanslag tot de onderste mesrand met een diepteliniaal en draai de borgmoer weer vast als de fout niet groter is dan 0,05 mm.
Probeer de plaat te snijden en controleer de evenwijdigheid. Als er een afwijking is, ga dan verder met afstellen.
De afstand van het midden van het achterste aanslagvlak tot de onderste mesrand moet iets groter zijn dan die aan beide uiteinden.
Als de afstandsafwijking van beide uiteinden van het achterste stopoplegvlak tot de onderste mesrand te groot is, draai dan de schroeven los die de overgangsplaat ondersteunen waarop de servomotor is aangesloten. Draai vervolgens de verbindingsschroeven tussen de steun en de overgangsplaat los zodat de synchrone tandriem kan worden losgemaakt.
Draai vervolgens de kogelomloopspil aan één kant om de afstand van beide uiteinden van het vasthoudvlak van de achteraanslag tot de onderste mesrand bijna gelijk te maken.
Monteer vervolgens de synchrone tandriem, draai de verbindingsschroeven vast en span de synchrone tandriem aan.
Pas vervolgens de parallelliteit aan en de afstelmethode is dezelfde als hierboven.
(7) Drukregeling van hydraulisch systeem
De drukwaarden van de gereedschapsmachine zijn ingesteld volgens de werkspecificaties voordat ze de fabriek verlieten.
De gebruiker hoeft deze niet zelf af te stellen, maar nadat de machine is gereviseerd of de hydraulische onderdelen zijn vervangen, kan afstelling nodig zijn.
Als de gebruiker de systeemdruk moet aanpassen, moet klep 30 worden afgesteld op de maximale werkdruk (25MPa) van het hydraulische systeem.
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Hoe kun je ervoor zorgen dat je guillotineschaar veilig werkt en langer meegaat? In dit artikel wordt ingegaan op essentiële onderhoudspraktijken voor guillotinescharen, van dagelijkse controles tot jaarlijkse revisies. Je leert cruciale...
Hoe vaak moet u uw guillotineschaar smeren voor optimale prestaties? In dit artikel gaan we dieper in op de essentiële smeerpraktijken die ervoor zorgen dat deze essentiële apparatuur soepel blijft werken....
Heb je je ooit afgevraagd hoe massieve platen metaal precies worden gesneden met minimale inspanning? In dit artikel verkennen we de fascinerende wereld van hydraulische guillotinescharen. Je leert over...
Heb je ooit de uitdaging gehad om messen te vervangen op een hydraulische guillotineschaar? Deze gedetailleerde gids leidt je door het proces, waarbij veiligheid en precisie bij elke stap gegarandeerd zijn. Van de eerste demontage...
Wat onderscheidt een hydraulische guillotineschaar van een zwenkbalkschaar en waarom zijn deze verschillen van belang voor uw metaalbewerkingsprojecten? Dit artikel gaat in op de belangrijkste verschillen, zoals de beweging van de...
Waardoor kan het hydraulische systeem van een guillotineschaar defect raken? Dit artikel gaat in op veelvoorkomende problemen zoals drukverlies, defecte kleppen en het automatisch vallen van de persvoet....
Heb je je ooit afgevraagd hoe precisie en efficiëntie samenkomen bij industrieel knippen? Dit artikel verkent de fascinerende wereld van guillotinescharen en beschrijft hun voordelen en uitdagingen. Leer hoe mechanisch...
Produceert je guillotineschaar ongelijkmatige sneden? In deze gids worden de essentiële stappen uitgelegd om ervoor te zorgen dat uw scharen nauwkeurig werken. Je leert hoe je de geometrische precisie meet, de uitlijning van de bladen controleert,...
Waarom wil je guillotineschaar soms niet starten, knipt hij onnauwkeurig of werkt hij niet goed? Dit artikel gaat in op veelvoorkomende storingen van guillotinescharen en geeft praktische tips voor het oplossen van problemen....