
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Heb je je ooit afgevraagd hoe massieve metalen platen naadloos worden gebogen tot precieze vormen? De plaatbuigmachine met vier walsen is de krachtpatser achter deze transformatie. Deze gids gaat dieper in op de structuur, technische parameters en stapsgewijze bedieningsprocedures, zodat metaal efficiënt en nauwkeurig kan worden gevormd. Verwacht meer te leren over de toepassingen, hydraulische systemen en onderhoudstips, die van vitaal belang zijn voor iedereen in industrieën zoals scheepsbouw of metaalproductie. Klaar om de geheimen van professioneel plaatbuigen te ontsluieren? Lees verder om de essentie onder de knie te krijgen en uw werkzaamheden te verbeteren.

De W12 plaatbuigmachine met vier rollen wordt gebruikt voor het buigen en metaal vormen platen. Hij is ideaal voor het maken van vormen zoals blikken, bogen en andere configuraties. De machine is in staat om het buigproces in één voeding te voltooien en biedt ook voldoende mogelijkheden voor correctie.
Deze machine wordt vaak gebruikt in diverse industrieën, zoals scheepsbouw, ketelbouw, luchtvaart, bruggenbouw, hydro-elektrische energieopwekking, chemische productie, fabricage van metaalstructuren en productie van machines.
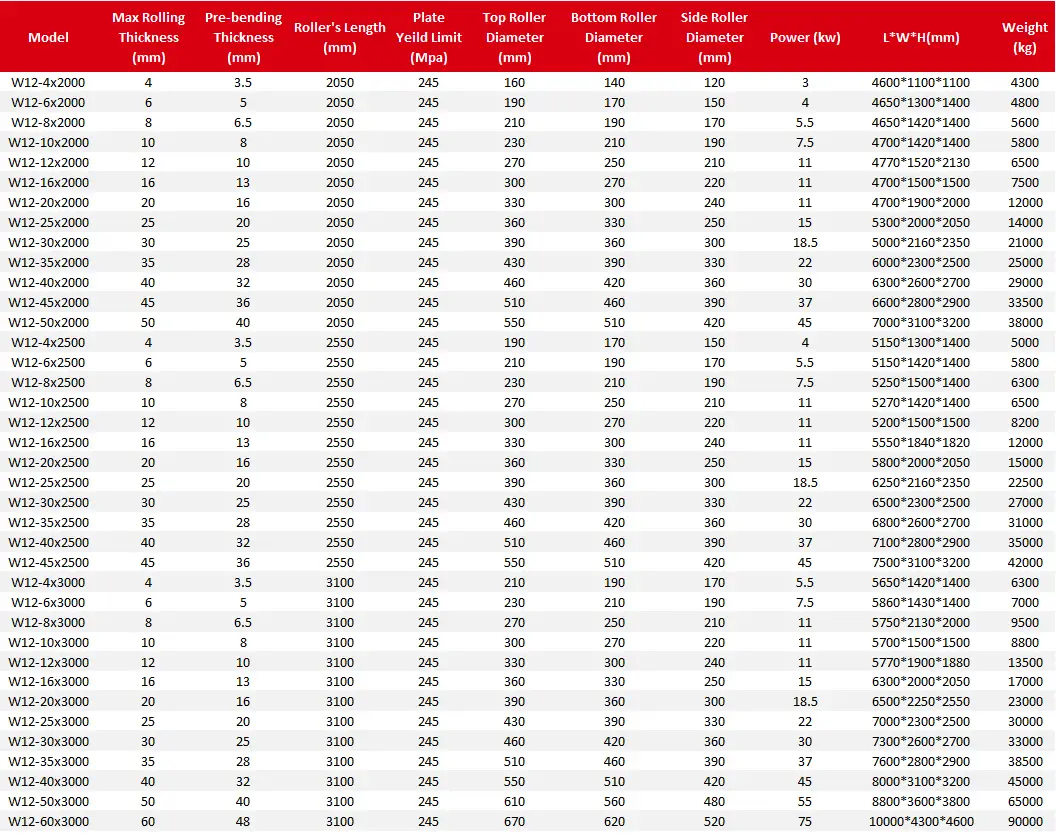
Hier zijn de specificaties:
Plaat buigmachine met vier rollen Technische gegevens
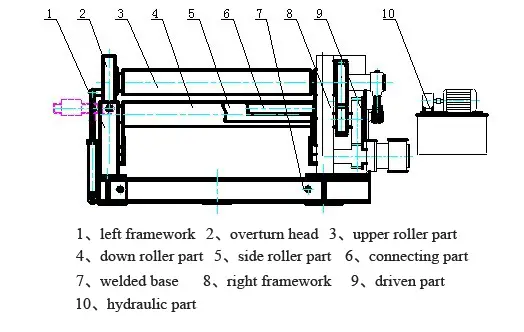
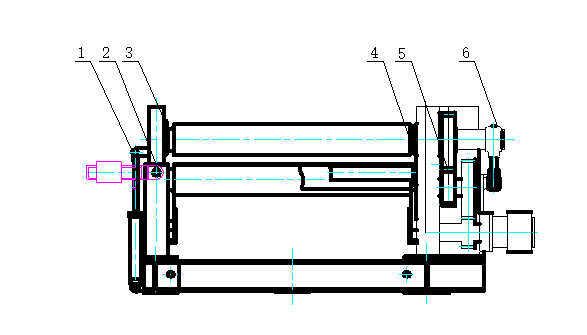
De W12 plaatbuigmachine met vier rollen is ontworpen voor het buigen en vormen van metalen platen. De machine bestaat uit een bovenwals, een onderwals en twee zijwalsen. De bovenwals is de hoofdwals en zit vast op zijn plaats, terwijl de onderwals en zijwalsen worden aangedreven door hydraulische olie.
De onderrol en zijrollen bewegen op en neer door middel van hydraulische actie, terwijl het centrale lager van de bovenrol ook kan worden gekanteld en opnieuw ingesteld door middel van hydraulische actie. De lagers en de hydraulische olietank bevinden zich aan weerszijden van het machineframe.
Het machineframe bestaat uit twee staalgelaste componenten die op een gelaste basis zijn geïnstalleerd. Alle bewerkingen worden bestuurd vanaf een console.
Deze machine wordt veel gebruikt in industrieën zoals scheepsbouw, stoomketels, luchtvaart, bruggen, waterkracht, chemicaliën, metaalstructuren en machinebouw.
Een plaatbuigmachine met vier walsen heeft verschillende voordelen ten opzichte van een plaatbuigmachine met drie walsen. Ten eerste kan hij eindvoorbuigen zonder dat er extra gereedschappen of mallen nodig zijn, wat resulteert in een kleinere rechte rand. Ten tweede kan hij, in vergelijking met een asymmetrische plaatbuigmachine met drie rollen, de plaat buigen zonder dat deze gedraaid hoeft te worden, waardoor het proces efficiënter verloopt en het eindproduct van hogere kwaliteit is.
Een ander voordeel van de plaatbuigmachine met vier rollen is de gebruiksvriendelijke bediening, die de fysieke belasting voor de operator vermindert en het gebruik vergemakkelijkt.
Samenvattend is de plaatbuigmachine met vier walsen een veelzijdige en efficiënte oplossing voor het vormen van metalen platen, die verschillende voordelen biedt ten opzichte van zijn tegenhanger met drie walsen.
De bovenste rol van de vierrollenbuigmachine is de aandrijfrol, die wordt aangedreven door een hydraulische motor. Deze motor maakt gebruik van een 5:1 tandwielreductiesysteem, waardoor de bovenwals met een snelheid van 4 meter per minuut beweegt. Hierdoor kan de machine het invoerproces efficiënt voltooien.
De onderwals en zijwalsen van de vierrollenbuigmachine worden aangestuurd door een hydraulisch systeem. Dit apparaat zorgt ervoor dat de neerwaartse en zijwalsen tijdig op en neer bewegen en maakt ook afzonderlijke op- en neerwaartse bewegingen mogelijk.
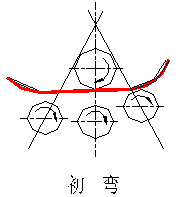
De plaatbuigmachine met vier rollen biedt verschillende buigtechnieken, zodat gebruikers kunnen kiezen welke het beste bij hun behoeften past. Voor referentiedoeleinden wordt een referentietekening meegeleverd.
(1) Om de machine te gebruiken, vergroot je eerst de afstand tussen de bovenrol en de onderrol tot iets meer dan de dikte van de plaat. Stel vervolgens de invoerwals zo af dat de afstand tussen de bovenste en onderste wals gelijk is. Plaats ten slotte de andere zijwals tussen de boven- en onderwals.
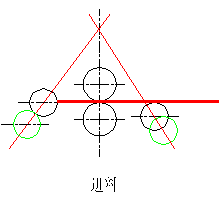
(2) Toevoer: De plaat wordt horizontaal in de machine gevoerd totdat het uiteinde van de plaat de centrale zijwals volledig raakt. Daarna zakt de zijwals naar zijn oorspronkelijke positie.
(3) Klem: De plaat wordt stevig vastgeklemd en het voorbuigen begint.
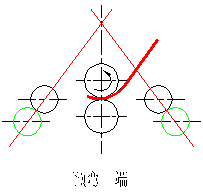
(4) Voorbuigen: De centrale zijwals wordt gebruikt om de andere kant van de plaat voor te buigen. Nadat het voorbuigen aan de linkerkant is voltooid, wordt de achterste zijwals in zijn oorspronkelijke positie neergelaten. De bovenwals wordt dan gebruikt om de plaat in de gewenste positie te buigen, zoals aangegeven in de tekening. Zodra de bovenwals is gestopt, wordt de middelste zijwals omhoog gebracht om de andere kant van de plaat te buigen.
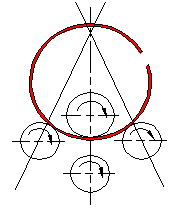
(5) Hoofdbuigen: De middelste en achterste zijrollen worden in de juiste positie gezet en de bovenste rol wordt gebruikt om het hoofdbuigen uit te voeren.
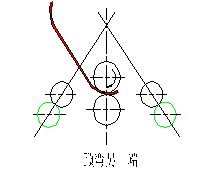
(6) Figuratiebuigen: De middelste en achterste zijrollen worden in de juiste positie gezet en de bovenste rol wordt gebruikt om de figuratie te buigen.
(7) Het werkstuk verwijderen: Nadat het buigproces is voltooid, wordt de neerwaartse rol neergelaten tot de laagste positie. Het werkstuk wordt dan geleidelijk in een geschikte positie gebracht met behulp van de twee zijrollen. De kop van de machine wordt gekanteld en het werkstuk wordt opgetild, waarbij ervoor wordt gezorgd dat het op gelijke hoogte is met de bovenste rol voordat het wordt verwijderd.
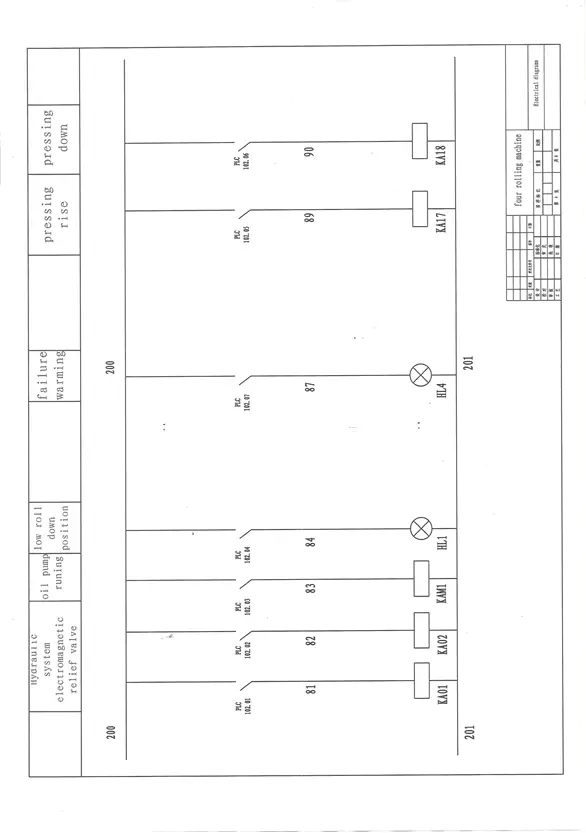
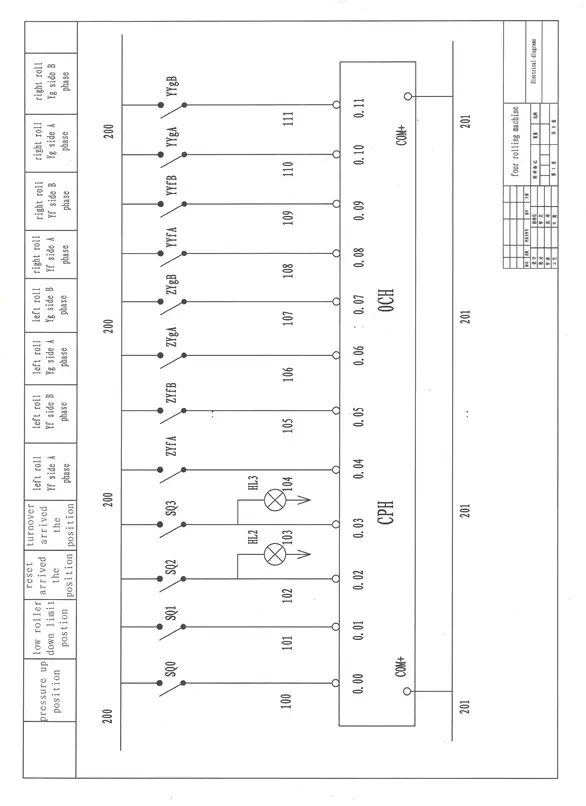
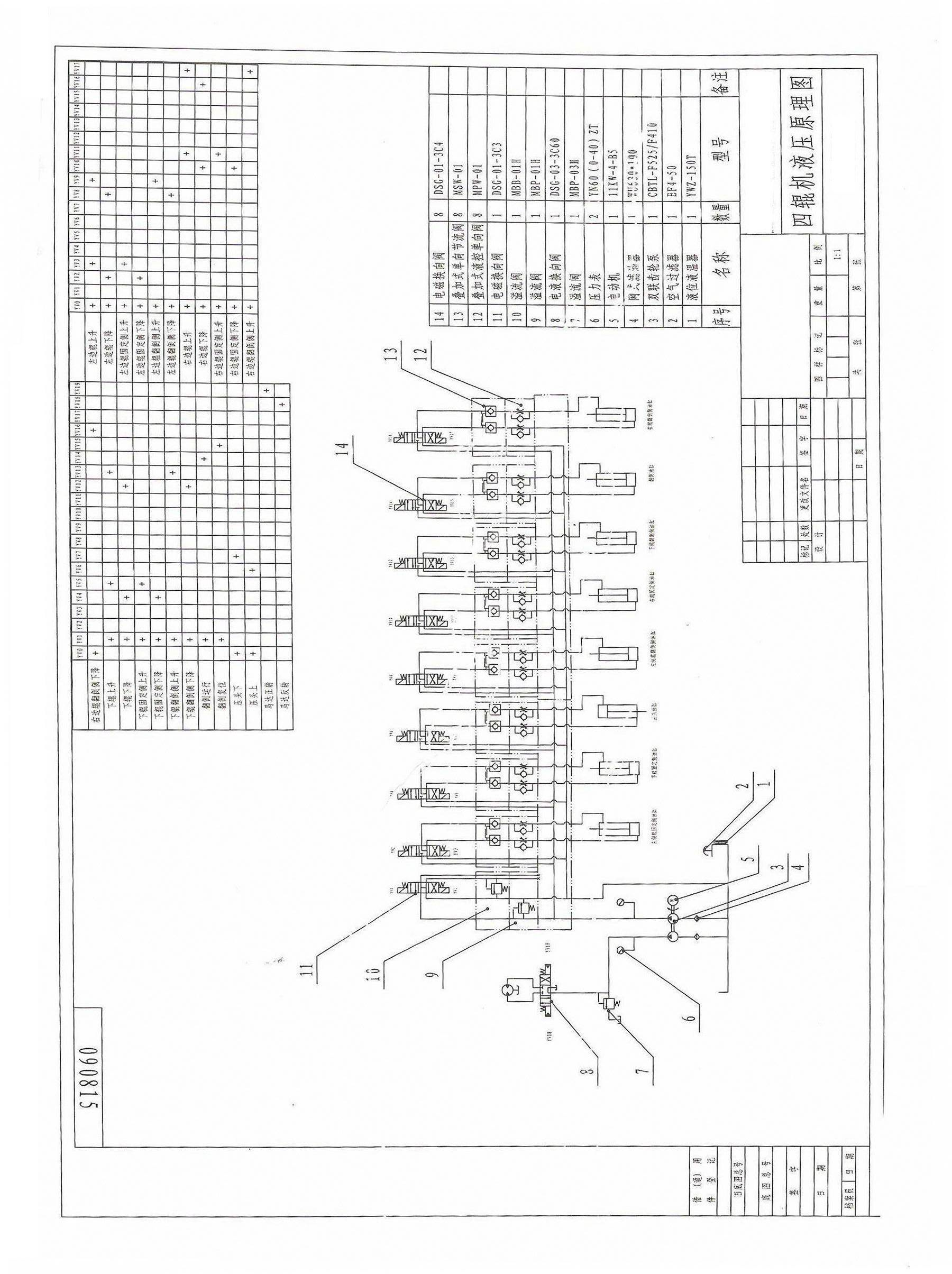
De beweging van de neerwaartse rol en zijwalsen, evenals het kantelen en opnieuw instellen, in de vierrollenbuigmachine worden aangedreven door een hydraulische olietank en geregeld door een elektromagnetische richtklepschakelaar.
4.1 Hydraulisch systeem afstellen:
4.1.1 Afstelling pompfontein:
4.1.2 Voordat de gebruiker de machine start of herstart na een lange periode van inactiviteit, moet hij de oliepomp 5 minuten laten draaien om hem leeg te laten lopen. Bij het starten of stoppen van de machine moet de oliepomp ontladen worden.
4.1.3 De druk van de overstortventielen 10 en 12 moet worden ingesteld op 20 Mpa. Bij het afstellen van overstromingsklep 10 moeten de 1DT en 2DT elektrisch of handmatig met een handspaak worden aangedreven om te voorkomen dat de elektromagnetische klep defect raakt. Bij het afstellen van overstortventiel 12 moet de motor onder belasting worden afgesteld. Als de motor onbelast draait, zal de druk 0 zijn.
4.2 Afstelling neerwaartse rol en zijrollen:
4.3 Er zijn in totaal drie paar oliepompen, die elk samen of apart kunnen werken. De synchronisatienauwkeurigheid moet minder zijn dan 5% en het reduceerventiel heeft een bereik van 4-15 Mpa. Als er kruip optreedt wanneer de oliepomp voor het eerst wordt gebruikt, komt dat waarschijnlijk door lucht in de pomp. Om dit probleem op te lossen, moet de pomp herhaaldelijk in werking worden gesteld om de lucht te verwijderen.
4.4 Afstelling steunrol en draaicirkeloliepomp:
4.4.1 De oliepomp moet werken met een snelheid van 1-2 meter per minuut en stabiel werken.
4.5 Voorzorgsmaatregelen:
Voordat de gebruiker begint, moet hij de olietank controleren en ervoor zorgen dat de hydraulische olie 80% van het tankvolume vult. De hydraulische olie moet N46 roestwerende olie zijn.
4.6 Als na het debuggen het oliepeil in de leidingen daalt, moet de gebruiker olie toevoegen om aanzuigen van de pomp te voorkomen.
4.7 De hydraulische olie moet elke zes maanden worden ververst en de binnenwand en zeefkern moeten regelmatig worden gereinigd.
4.8 Veel voorkomende fouten:
| Storing | Mogelijke redenen | Methode |
| Lawaaierige trillingen | oliezeef vastzat, kreeg de oliepomp zuigkracht. | Reinig of vervang het oliezeefje. |
| Lage olietemperatuur, oliepomp kreeg zuigkracht. | Werkomgeving verbeteren, olie opwarmen. | |
| Olie met hoge viscositeit, oliepomp kreeg zuigkracht. | Kies olie met de juiste viscositeit. | |
| Olieleiding kreeg trillingen. | Gebruik leidingfilter | |
| Oliepomp warmte veel | Oliepomp kapot | Repareren of veranderen |
| Systeemdruk kan niet worden ingesteld | Slecht contact, de elektromagnetische klep werkt niet | Controleer het elektrische systeem |
| elektromagnetische klep werkt niet | Schoonmaken of veranderen | |
| overbelading | Hydraulische eenzijdigheidsklep kapot | Schoonmaken of veranderen |
5.1 Installatie van de machine
5.1.1 Na ontvangst van de machine moet de gebruiker controleren of alle elementen aanwezig zijn volgens de paklijst.
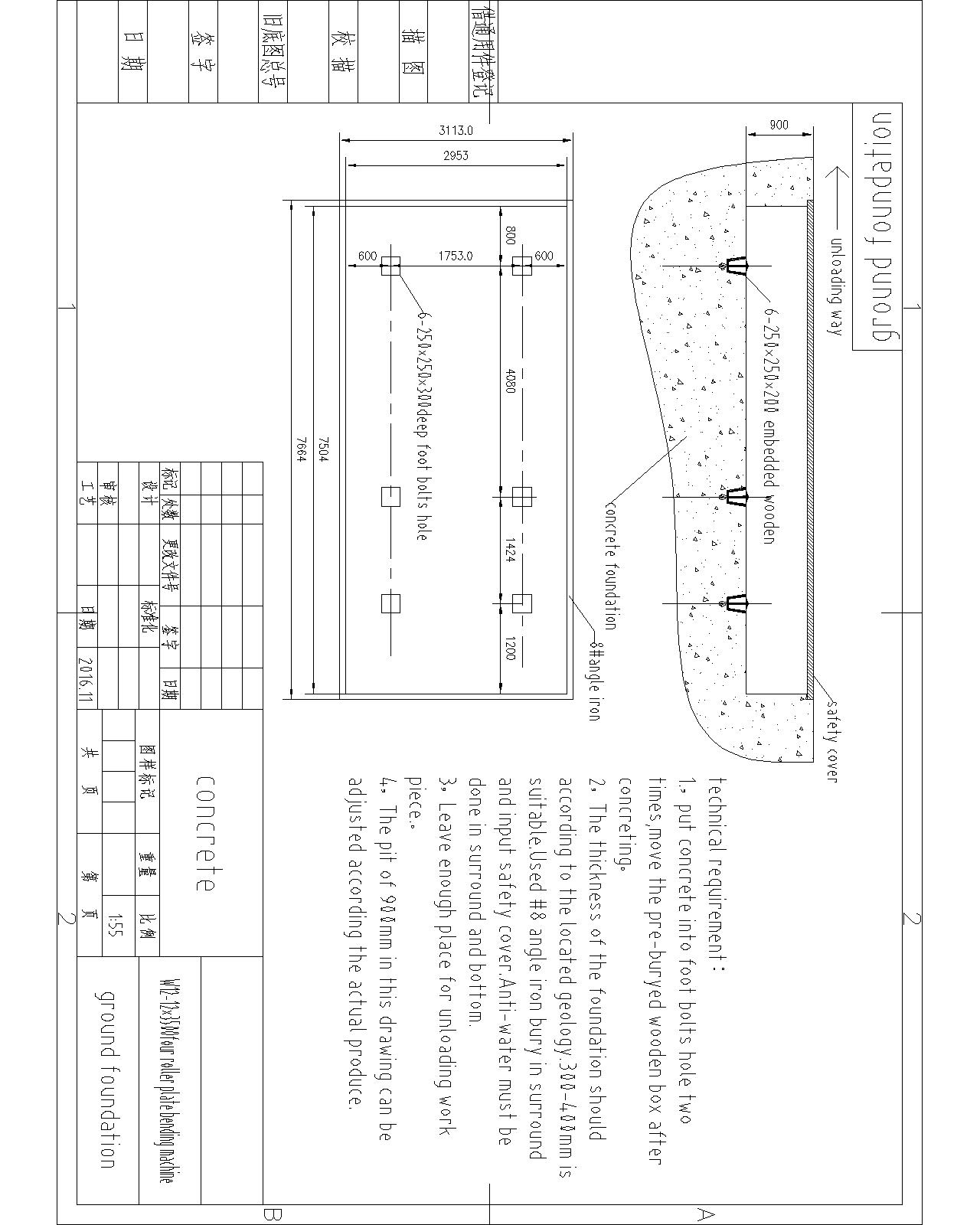
5.1.2 De basis voor de machine moet worden gebouwd volgens de basistekening. Als de plaatselijke geologische drukweerstand minder is dan 2×10^2 Pa, mag de gebruiker zijn eigen basis ontwerpen. De basis moet één meter hoger zijn dan de werkplaatssokkel.
5.1.3 Tijdens de installatie moet een waterpas worden gebruikt om ervoor te zorgen dat de machine waterpas staat. De horizontale windage moet minder zijn dan 0,5 mm per meter in elke richting. Voetbouten moeten worden geïnstalleerd en er moet een tweede afgietsel worden gemaakt.
5.1.4 De hoofdbehuizing moet als eerste worden geïnstalleerd, gevolgd door de belangrijkste aandrijfcomponenten en tot slot het hydraulische systeem en de elektrische aansluitingen.
5.1.5 Zodra het gieten van de voet is voltooid, moeten de voetbouten worden vastgezet en moet de machine worden gedebugged.
5.2 Inlopen van de machine
De machine moet worden ingereden voordat deze wordt gebruikt voor het buigen van platen.
5.2.1 Voorbereiding:
Vóór het inrijden moet de gebruiker alle vastzittende onderdelen, verbindingen, smeeronderdelen en de hydraulische en elektrische leidingsystemen controleren op dichtheid, breuken, lekken, vermogen, druk en juiste verbindingen.
5.2.2 Lege aanloop:
Procedure:
Inloopcontrole:
Het is belangrijk om de aandrijfdelen en glijvlakken goed te smeren om het stroomverbruik te verminderen en de levensduur van de machine te verlengen.
6.1 Smeermethode:
De smeermethode is een boxsmering, met regelmatige infusie van smering en zelfsmerende assen. Dit wordt geïllustreerd in bijgaande tekening.
Smeerschema:
6.2 De juiste smeerolie kiezen:
6.2.1 Voorbereiding voor het debuggen:
De stalen achterlagers van de rollen moeten worden gesmeerd met calciumsmeervet (GB491-65).
6.3 Voorzorgsmaatregelen:
Richtlijnen voor veilig gebruik:
7.1.1 De bediener moet bekend zijn met de structuur, de prestaties, het besturingssysteem en de werking van de machine. buigprocesen volg alle richtlijnen voor veilig gebruik.
7.1.2 Voordat de machine wordt gestart of gestopt, moeten alle elektrische systemen in de oorspronkelijke stand worden teruggezet.
7.1.3 Tijdens het gebruik moet de smering regelmatig worden gecontroleerd om er zeker van te zijn dat het oliepeil voldoende is.
7.1.4 Als er lawaai, stoten, trillingen of lekkage optreedt tijdens het leeg inlopen, moet de machinist de machine stoppen en controleren.
7.1.5 De aangedreven onderdelen en verbindingen moeten tijdens het gebruik worden gecontroleerd om er zeker van te zijn dat ze vastzitten en niet kapot zijn.
7.1.6 Ongemodificeerde, gelaste of niet rechte platen mogen niet worden gebogen.
7.1.7 De plaat moet tijdens het buigen loodrecht op de hartlijn van de rol worden gehouden.
7.1.8 De plaat moet tijdens het buigen synchroon met de rol bewegen en mag niet verschuiven.
7.1.9 De neerroller en zijrollen mogen niet worden opgetild tijdens het buigen.
7.1.10 De radius mag niet in één bocht worden voltooid, vooral bij dikke platen.
7.1.11 De onderrol en zijrollen moeten in hun laagste stand worden gezet voordat ze worden gekanteld.
Machineonderhoud:
7.2 Goed onderhoud van de machine kan de levensduur verlengen en reparatiekosten besparen. Houd rekening met de volgende punten:
7.2.1 Volg de smeerrichtlijnen nauwkeurig op om een goede smering te garanderen.
7.2.2 Voer regelmatig inspecties uit en stel een reparatieplan op.
7.2.3 Vervang alle snel slijtende onderdelen die niet meer aan de basiseisen voldoen.
7.2.4 Controleer de temperatuur, waarbij de temperatuur van het oliereservoir niet hoger mag zijn dan 60°C.
7.2.5 Inspecteer het hydraulische aandrijfsysteem regelmatig en reinig of vervang eventueel defecte onderdelen. Zorg voor een geschikte olietemperatuur en verminder olievervuiling door de hydraulische olie om de zes maanden te controleren.
7.2.6 Aard alle elektrische onderdelen in het elektrische systeem. Inspecteer en vervang regelmatig alle kapotte onderdelen.
7.2.7 Stapel geen materialen of geoxideerde platen.
Opmerking: Tijdens het buigproces, nadat de plaat is ingevoerd, zal de neerwaartse wals beginnen te stijgen. Als de plaat de bovenwals raakt, moet de onderwals onmiddellijk gestopt worden om beschadiging van de bovenwals te voorkomen.
Hier zijn de tekeningen:
Hier zijn de tekeningen:
Hier zijn de tekeningen:

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}