Heb je je ooit verbaasd over de ingewikkelde rondingen en bochten van industriële pijpen? In deze blogpost verkennen we de fascinerende wereld van apparatuur en berekeningen voor het buigen van pijpen. Onze deskundige werktuigbouwkundig ingenieur leidt je door het proces en deelt inzichten en voorbeelden om je te helpen dit cruciale aspect van industrieel ontwerp en fabricage te begrijpen.
Het buigen van pijpen kan worden onderverdeeld in drie soorten: getrokken bochten, persbochten en gelaste bochten.
Getrokken bochten kunnen verder worden onderverdeeld in koudgetrokken en warmgetrokken. Dit hoofdstuk introduceert voornamelijk de structurele kenmerken, mogelijkheden en werking van veelgebruikte buigapparatuur, samen met de berekening voor buigmateriaal.
I. Algemene kennis over buizen buigen
Een gebogen pijp is een pijpfitting die de richting van de pijpleiding verandert. Gebogen pijpen zijn te zien waar pijpen elkaar kruisen, buigen of zich om balken wikkelen.
Getrokken gebogen buizen hebben een uitstekende uitzetbaarheid, een hoge drukbestendigheid en een lage weerstand, waardoor ze vaak worden gebruikt in de bouw.
De belangrijkste vormen van gebogen pijpen zijn verschillende ellebogenhoeken, U-vormige pijpen, heen-en-weerbochten (ook wel Z-bochten genoemd) en gebogen pijpen, zoals weergegeven in Figuur 1-1.
Een elleboog is een pijpfitting met een willekeurig buighoekgebruikt bij de bochten van een pijp. De buigradius van de bocht wordt weergegeven door R. Als R groter is, is het buiggedeelte van de pijp groter, waardoor de bocht vloeiender wordt. Als R kleiner is, is het buiggedeelte van de pijp kleiner, waardoor de bocht scherper wordt.
Een heen-en-weerbocht is een buisverbinding met twee buighoeken (meestal 135°). De afstand tussen de middellijnen van de gebogen uiteinden van een heen-en-weerbochtpijp wordt de hoogte van de heen-en-weerbocht genoemd, weergegeven met de letter h. Deze wordt over het algemeen gebruikt bij het verbinden van stijgleidingen voor binnenverwarming met leidingen en radiatoren, en bij het verbinden van leidingen met aansluitingen die niet op hetzelfde vlak liggen.
Een U-vormige pijp is een halfronde buisverbinding. De afstand d tussen de middellijnen van de twee uiteinden van de pijp is gelijk aan tweemaal de buigstraal R. U-vormige pijpen kunnen twee 90°-bochten vervangen en worden vaak gebruikt om twee verticaal geplaatste radiatoren met ronde vleugels met elkaar te verbinden.
Figuur 1-1 Belangrijkste vormen van gebogen buizen
De gebogen buis is voorzien van drie buighoeken. De middelste hoek is meestal 90° en de zijhoeken zijn 135°. Gebogen buizen worden gebruikt om andere buizen te omzeilen en worden vaak gebruikt in sanitaire leidingen met warm en koud water.
De grootte van de gebogen buis wordt bepaald door de buisdiameter, buighoek en buigradius. De buighoek wordt bepaald aan de hand van de tekeningen en de werkelijke situatie op de bouwplaats, waarna een sjabloon wordt gemaakt. De gebogen buis wordt volgens de mal gemaakt en gecontroleerd of de buighoek van de gefabriceerde buisfitting aan de eisen voldoet.
De sjabloon kan worden vervaardigd met rond staal, de diameter van het ronde staal wordt gekozen op basis van de grootte van de te vervaardigen buisdiameter, 10-14 mm is voldoende. De buigradius van de gebogen buis moet worden bepaald aan de hand van de buisdiametermaat, ontwerpeisen en relevante voorschriften. Deze mag niet te groot zijn en ook niet willekeurig te klein worden gekozen.
Als de buigradius te groot is, wordt niet alleen meer materiaal gebruikt, maar is ook de plaats die het gebogen deel van de pijp inneemt groter, wat problemen kan veroorzaken bij de montage van de pijp; als de buigradius te klein wordt gekozen, wordt de pijpwand aan de achterkant van de bocht te lang en te dun, waardoor deze minder sterk wordt, en wordt de pijpwand aan de binnenkant van de bocht samengedrukt, waardoor een rimpelige toestand ontstaat.
Daarom wordt over het algemeen bepaald: de buigradius van warmgebogen buizen mag niet minder zijn dan 3,5 keer de buitendiameter van de pijp; de buigradius van koudgebogen buizen mag niet minder zijn dan 4 keer de buitendiameter van de pijp; de buigradius van gelaste ellebogen mag niet minder zijn dan 1,5 keer de buitendiameter van de pijp; de buigradius van gestanste ellebogen mag niet minder zijn dan de buitendiameter van de pijp.
Bij het buigen van de buis wordt het metaal aan de binnenkant van de bocht samengedrukt en wordt de buiswand dikker; het metaal aan de achterkant van de bocht wordt uitgerekt en de buiswand wordt dunner. Hoe kleiner de buigradius, hoe sterker de buiswand aan de achterkant van de bocht dunner wordt en hoe groter de invloed op de sterkte aan de achterkant.
Om te voorkomen dat de oorspronkelijke prestaties van de pijp na het buigen te veel veranderen, wordt over het algemeen bepaald dat na het buigen van de pijp de dunner wordende pijpwand niet groter mag zijn dan 15%. De dunner wordende buiswand kan worden berekend met de volgende formule:
A=[1-R/(R+DW/2)]×100%
In de formule:
A is de verdunningssnelheid (%) van de buitenste generatrix van de pijp na het buigen;
DW de buitendiameter van de pijp (mm);
R is de buigradius van de gebogen pijp (mm).
Tijdens het buigen van de pijp verandert de vorm van de dwarsdoorsnede van het gebogen pijpsegment van een cirkel in een ellips door de verandering in dikte van de binnen- en buitenwand. De verandering in de vorm van de gebogen pijpdoorsnede verkleint de doorstroomdoorsnede van de pijp, waardoor de vloeistofweerstand toeneemt en de pijp minder bestand is tegen inwendige druk.
Daarom worden voor de ellipticiteit van gebogen pijpen over het algemeen de volgende bepalingen gemaakt: Bij een buisdiameter kleiner dan of gelijk aan 150 mm mag de ellipticiteit niet groter zijn dan 10%; bij een buisdiameter kleiner dan of gelijk aan 200 mm mag de ellipticiteit niet groter zijn dan 8%.
De ellipticiteit van de pijp kan worden berekend met de volgende formule:
T=(d1-d2)/d1×100%
Waar:
T is de ovaalheid (%);
d1 is de hoofdas bij de maximale ovale vervorming (mm);
d2 de korte as bij de maximale ovale vervorming (mm).
Bij het maken van koude of warme doornbuizen met water, stalen gasbuizen en in de lengterichting gelaste stalen buizen, moet de las van de buis zich op een plaats bevinden die 45° van de middellijn van de zijkant ligt, zoals aangegeven in Figuur 1-2. Dit is om te voorkomen dat de lasnaad van de pijp scheurt tijdens het buigen.
Figuur 1-2 Positie van de lasnaad wanneer de gefelste stalen pijp wordt gebogen
Over het algemeen mogen er geen rimpels ontstaan tijdens het buigen van de pijp. Als er afzonderlijke oneffenheden zijn, mag de hoogte daarvan de volgende grenzen niet overschrijden: als de diameter kleiner of gelijk is aan 125 mm, mag deze niet groter zijn dan 4 mm; als de diameter kleiner of gelijk is aan 200 mm, mag deze niet groter zijn dan 5 mm.
II. Berekening en snijden van buigpijpen
Voordat de pijp wordt gebogen, moet eerst de lengte van het gebogen deel van de pijp worden berekend en moet het beginpunt van de buiging worden gemarkeerd, zodat na het buigen het juiste halffabrikaat kan worden verkregen.
1. Berekening van 90° buigpijp
90° buigbuizen worden het meest gebruikt in de pijpleidingtechniek en hun buigradius varieert door verschillende productiemethoden. Voor koud gebogen pijpen wordt gewoonlijk R=(4~6)D genomen; voor warm gebogen pijpen wordt R=4D genomen; voor gestanste ellebogen of gelaste ellebogen wordt gewoonlijk R=(1~1,5)D genomen. Nadat de buigradius bepaald is, kan de snijlengte van het buigdeel berekend worden en kan de verwarmingslengte tijdens het warmbuigen bepaald worden, zoals getoond in Figuur 1-3.
Zoals te zien is in de figuur, nadat de pijp gebogen is, zijn de buitenste boog en de binnenste boog van het gebogen deel niet de werkelijke lengtes van de oorspronkelijke rechte pijp, maar alleen de lengte van de middellijn van de gebogen pijp blijft onveranderd voor en na het buigen, en de opengevouwen lengte is gelijk aan de oorspronkelijke lengte van het rechte deel van de pijp. Laten we nu aannemen dat de begin- en eindpunten van het gebogen deel a en b zijn.
Wanneer de buighoek 90° is, is de lengte van het gebogen deel van de pijp precies 1/4 van de omtrek van de cirkel met straal r en de booglengte wordt weergegeven door de buigradius, die is
Booglengte ab=2πR/4=1,57R
Uit vergelijking (1-3) blijkt dat de uitgevouwen lengte van de 90° gebogen pijp 1,57 maal de buigradius is.
Afbeelding 1-3 90° Buigarm
Bij het buigen van een U-vormige bocht, een omgekeerde dubbele bocht of een vierkante expander, als de centrum afstand van de twee aangrenzende 90° bochten wordt getekend en gevormd volgens de ontwerpvereisten of werkelijke metingen, dan zal de hartafstand van de twee bochten groter zijn dan de oorspronkelijke afstand.
Dit is het gevolg van de verlenging die optreedt wanneer de metalen pijp wordt verwarmd en gebogen. Bij het snijden moet de verlengingsfout worden afgetrokken van de hartafstand van de twee bochten en vervolgens moeten de hartlijn en de verwarmingslengte van de tweede bocht worden afgetekend.
Op deze manier zal, nadat de twee bochten gebogen zijn, de afstand tussen de hartlijnen precies de vereiste afmeting hebben. De verlengingsfout wordt getoond in Figuur 1-4 en kan worden berekend met de volgende formule:
Waar:
△L is de uitschuiflengte (mm);
R is de buigradius (mm);
a is de hoek van de tweede bocht (°).
Figuur 1-4 Schematisch diagram van U-vorm Buiglijn
1 - Eerste bocht
2 - Opgegeven positie van de middellijn van de tweede bocht
3 - Werkelijke positie van de middellijn van de tweede bocht
4 - Tweede bocht
Als we een vierkante expander als voorbeeld nemen, kan de methode van buigen van pijp scribing en blanking berekening wordt uitgelegd. In Figuur 1-5a is de maateenheid van de vierkante expander bekend als mm, de diameter van de pijp is DN150 en de buigradius R=4DN=600mm. Als de afschuining wordt uitgevoerd op de rechte lijn in Figuur 1-5b, beginnend bij het linker eindpunt o, kan uit de figuur worden afgeleid dat Oa=1500-R=1500-600=900mm. ab is het gebogen deel en de booglengte is ab=1,57R=1,57 x 600=942mm.
Van a tot d bestaat het uit twee tegenover elkaar liggende bochten van 90° en een recht pijpstuk bc. Van de lengte van het rechte deel bc moet de verlengingsfout △L worden afgetrokken, dus bc=2100-2R-△L.
Uit vergelijking (1-4) blijkt dat △L=600x(1-0,00875×90)=127,5mm. So bc=2100-2×600-127.5=772.5mm.
Op dezelfde manier kan de lengte van elke pijpsectie worden berekend. Zoals in afbeelding 1-5b te zien is, kan het graveerwerk soepel worden uitgevoerd. In de praktijk, bij het maken van pijpfittingen die uit meerdere bochten bestaan, wordt het graveerwerk in meerdere keren uitgevoerd.
Bereken eerst de blankinglengte van elke sectie op de schets en kies een rechte pijp van de juiste lengte. Begin dan met het maken van elke bocht vanaf één uiteinde. Nadat de vorige bocht is gemaakt, tekent u de volgende om de maatfout in het buigwerk op te vangen.
Figuur 1-5b Zagen van de vierkante expander
2. Berekening van willekeurige bochten
Willekeurige bochten hebben betrekking op bochten met willekeurige buighoeken en willekeurige buigradii. De uitgevouwen lengte van het gebogen deel van deze type bocht kan worden berekend met de volgende formule:
L=παR/180=0,01745αR
In de formule is L de uitgevouwen lengte van het gebogen deel (mm); α- is de buighoek (°); π- is Pi; R is de buigradius (mm).
Bovendien kan de berekening van de uitgevouwen lengte van een gebogen pijpsectie ook worden uitgevoerd volgens Figuur 1-6 en Tabel 1-1.
Figuur 1-6 Willekeurig buigen van pijpen
Het gebruik van Tabel 1-1 wordt uitgelegd in het volgende voorbeeld.
Tabel 1-1 Berekening van willekeurig buigen van pijpen
Opmerking: Als je de C- en L-waarden uit de tabel gebruikt, moeten ze vermenigvuldigd worden met de buigradius R.
Voorbeeld: Gegeven dat de buighoek van de bocht in Figuur 1-7 25° is, de buigradius R 500mm is en de afstand van het geïnstalleerde pijpstuk tot het hoekpunt M 911mm is. Hoe moet een rechte pijp worden gemarkeerd om de bocht te maken?
Oplossing: Lengte van het rechte pijpstuk aan het uiteinde van de pijp die gebogen moet worden
b = 911 - CR
Uit tabel 1-1 blijkt dat bij een buighoek van 25° C = 0,2216, L = 0,4363. Daarom wordt CR berekend als:
0,2216R = 0,2216 x 500 = 111 mm
Dus, b = 911 - 111 = 800mm
De werkelijke uitgevouwen lengte van het gebogen deel
L = 0,4363R = 0,4363 x 500 = 218 mm
De markeringen kunnen worden gemaakt op basis van de berekende lengte van de rechte pijpsectie b en de uitgevouwen lengte L van het gebogen deel, zoals getoond in Figuur 1-7b.
Zoals uit bovenstaand voorbeeld blijkt, kan Tabel 1-1, zolang de buighoek en radius zijn bepaald, worden gebruikt om op een handige manier de buiging van pijpen onder elke hoek en voor elke buigradius te berekenen.
Tijdens het warmbuigen moet de lengte van het verwarmde pijpgedeelte over het algemeen iets langer zijn dan de buiglengte om een gelijkmatige verwarming van het gebogen deel te garanderen.
De toegevoegde lengte wordt in het algemeen als volgt gedefinieerd: voor pijpen met een grote buighoek kan een extra lengte van tweemaal de buitendiameter van de pijp worden toegevoegd; voor pijpen met een kleine buighoek kan een extra 20% van de buiglengte worden toegevoegd.
3. Berekening van andere pijpbochten
1. Retourbocht met willekeurige hoek
De willekeurige hoekretourbocht kan worden onderverdeeld in een bocht met gelijke straal en een bocht met ongelijke straal. Figuur 1-8 is een willekeurige hoekretourbocht met een gelijke buigstraal. Dit type pijpbocht heeft vijf variabele gegevens: buigstraal R, buighoek, buigafstand H, lengte pijp A en lengte rechte pijp L.
In de praktijk kunnen drie gegevens (H, R, en) meestal worden bepaald aan de hand van het ontwerp of de werkelijke situatie ter plaatse, en hoeven slechts twee gegevens (L, A) te worden bepaald door berekening.
Figuur 1-8: Willekeurige hoek die heen en weer buigt met een gelijke kromtestraal.
Figuur 1-9: Reciprocerende bocht met ongelijke stralen
De berekening van L- en A-waarden is verdeeld in twee scenario's:
1) Wanneer H≠2R
De totale lengte van de heen-en-weerbocht is L+παR/90.
2) Wanneer H = 2R
De totale lengte na het buigen en ontvouwen blijft: L+παR/90.
De figuren 1-9 zijn voor het heen en weer buigen met een ongelijke buigradius. De blanking berekening kan worden uitgevoerd volgens de volgende formule.
Lengte van de rechte pijpsectie tussen bochten.
Totale lengte van de pijp Buiguitbreiding
2. Berekening voor boogvormige buigbuizen
Boogvormige buigbuizen, ook wel halfronde bochten of omvattingsbochten genoemd, komen gewoonlijk voor in hoeken van 45° en 60°, zoals weergegeven in Figuur 1-10. De formule voor het berekenen van de totale lengte materiaal voor een 45° boogvormige bocht is:
L=π/2(R+r)+2L
In de formule:
L' -- Totale uitgeklapte lengte van het gebogen deel (mm);
R -- Buigstraal van de tipbocht (mm);
r -- Buigstraal van de schouderbocht (mm);
L -- Rechte buissectie lengte van de neusbrug (mm).
Figuur 1-10 Boogvormige pijp
a) Hoek is 45° b) De hoek is 60°
De formule voor het berekenen van de totale materiaallengte voor een 60° boogvormige pijp is:
L=4πR/3
In de formule:
L - totale uitgeklapte lengte van het gebogen deel (mm);
R - buigradius (mm).
3. Vouwbocht
De voorbereidingsmethode voor vouwbuigen verschilt van koud en warm buigen. Het kenmerk is dat de totale lengte van de achterwand van de bocht niet verandert voor en na het buigen, terwijl de binnenwand van de bocht regelmatige vouwen produceert door plaatselijk te verhitten en te buigen.
Daarom is de markeermethode volledig anders. De markeerafmetingen van verschillende delen van de vouwbocht met een buighoek van 90 graden kunnen worden berekend aan de hand van de volgende formule:
(1) De uitgevouwen lengte van de buitenboog L (mm)
(2) Breedte van het onverwarmde gedeelte aan de achterkant van de bocht, L1 (mm)
(3) Rimpelafstand a
In de formule,
R - Buigstraal van de elleboog (mm)
DW - Buitendiameter van de pijp (mm)
DN - Nominale diameter van de pijp (mm)
n - Aantal plooien
De afmetingen van de verschillende onderdelen van de 90° plooielleboog staan in Tabel 1-2 voor buizen met een nominale diameter van 100-600 mm en een buigradius R=3DN. De afmetingen van de verschillende onderdelen van de 90° plooiboog bij andere veel voorkomende buigradii zijn te vinden in de relevante literatuur.
Vervolgens gebruiken we de stalen pijp met een nominale diameter DNl25mm en een buigradius R=3DN als voorbeeld om uit te leggen hoe je de maten in Tabel 1-2 kunt gebruiken voor de berekening van de plooiboog.
Kijk, volgens de bekende condities, eerst in Tabel 1-2 en vind R=375mm, a=117mm, L=700mm, n=7, b=89mm, m=28mm, L1=65mm.
Trek dan twee parallelle lijnen AA/ en BB/ langs de as van de pijp, zodat AA/=BB/=700mm, de eindpunten A en B van de twee lijnen op dezelfde omtrek liggen loodrecht op de as van de pijp, en de afstand tussen de twee parallelle lijnen (d.w.z. de booglengte van boog AB) L1=65mm.
Verdeel de twee lijnen AA/ en BB/ in 6 gelijke delen (n-1=6), elk deel is a=117mm, verkrijg de gelijke delen punten Al, A2... en B1, B2... zoals in Figuur 1-11.
Tabel 1-2R: Afmetingen voor het markeren van een 90° plooiboog met R: 3DN (m)
Nominale diameter DN
100
125
150
200
250
300
350
400
450
500
600
Buitendiameter van pijp Dw
108
133
159
219
273
325
377
426
480
530
630
Buigstraal R
300
375
450
600
750
900
1050
1200
1350
1500
1800
Golfafstand a
92
117
139
184
199
209
216
247
250
252
277
Lengte buitenboog (afgerond op geheel getal) L
550
700
830
1100
1395
1670
1945
2220
2500
2770
3320
Aantal golflijnen n
7
7
7
7
0
O
10
10
11
12
13
Maximale breedte van verwarmd deel b
64
89
106
142
150
153
160
184
187
189
207
Minimumbreedte van onverwarmd deel m
28
28
32
42
49
56
56
63
63
63
70
Breedte van niet-verwarmd gebied L1
50
65
80
105
130
160
190
210
240
260
320
Afbeelding 1-11 Markeren van de gevouwen elleboog
Trek een rechte OO'/ in het midden van de overkant van de pijp, snijd b/2=44,5mm aan beide kanten van elk snijpunt van de rechte O-O'/ met AB, A1B1, A2B2, enz. om de punten T1, T2 te krijgen, zoals in Figuur 1-11. Verbind de punten A en B respectievelijk met T3 en T4..., het gebied van deze verbindingslijnen is het vouwgedeelte van de elleboog.
III. Algemene buigapparatuur
Het buigen van pijpen is onderverdeeld in koud buigen en warm buigen. Koud buigen is het buigen van de pijp bij kamertemperatuur, waarbij geen zandvulling of verwarming van het buigende pijpgedeelte nodig is, waardoor het eenvoudig te bedienen is en mankracht en materiaal bespaard wordt. Het is het meest geschikt voor het buigen van bochten van gegalvaniseerde stalen buizen, roestvrijstalen buizen en non-ferrometalen buizen zoals koper en lood.
Voor het koudbuigen van pijpen is machinaal gereedschap nodig. Veel gebruikte koudbuigmachines zijn: handmatige pijpbuigmachines, elektrische pijpbuigmachines en hydraulische pijpbuigmachines. Met een koudbuigmachine kunnen over het algemeen bochten met een nominale diameter van niet meer dan 250 mm worden gebogen. Pijpenbuigers met een gemiddelde frequentie worden vaak gebruikt voor het buigen van dikwandige pijpen met een grote diameter.
Bij gebruik van koudbuigapparatuur voor het buigen van pijpen, mag de buigradius van de elleboog niet minder zijn dan 4 keer de nominale diameter van de pijp. Bij gebruik van een middenfrequente buigmachine hoeft de buigradius van de bocht niet minder te zijn dan 1,5 keer de nominale diameter van de pijp.
Metalen buizen hebben een zekere elasticiteit. Tijdens het koude buigproces zal de elleboog onder een bepaalde hoek terugveren wanneer de externe kracht die op de buis wordt uitgeoefend, wordt weggenomen. De grootte van de terugveerhoek is gerelateerd aan het materiaal van de pijp, de dikte van de pijpwand en de grootte van de buigradius.
Voor algemene koudgebogen koolstofstalen buizen met een buigradius van 4 keer de nominale diameter van de buis is de springrug hoek is ongeveer 3° tot 5°. Daarom moet bij het regelen van de buighoek rekening worden gehouden met deze terugveringshoek.
1. Handmatig pijpen buigen
Manuele buigmachines zijn onderverdeeld in draagbare en vaste types. Ze kunnen pijpen buigen met een nominale diameter van maximaal 25 mm en moeten over het algemeen worden uitgerust met verschillende sets wielen die overeenkomen met de gebruikelijke buitendiameter van de pijp.
De structuur van de draagbare handmatige pijpenbuiger wordt getoond in Figuur 1-12. Deze pijpenbuiger is opgebouwd uit onderdelen zoals een handvat met een buis buigmatrijs en een beweegbare baffle.
Tijdens het buigen wordt de te buigen pijp in de groef van de buigmatrijs geplaatst, één uiteinde wordt op het beweegbare leiplaatje bevestigd en de hendel wordt ingedrukt om de pijp in de gewenste hoek te buigen.
Deze pijpenbuiger wordt gekenmerkt door zijn lichte gewicht en flexibiliteit en kan worden gebruikt voor buigbewerkingen in elke situatie, waardoor hij het meest geschikt is voor elektrische en instrumentatiepijpleidingen.
Figuur 1-12 Draagbare handmatige pijpbuigmachine
1- Beweegbaar schot
2- Pijp buigvorm
3- Aansluitplaat
4- Excentrische booggroef
5- Handvat voor centrifugaalarm
De structuur van de vaste handmatige pijpbuigmachine wordt getoond in Figuur 1-13.
Het is een veelgebruikte handmatige pijpenbuiger die intern wordt gemaakt voor de bouw. Deze pijpenbuiger bestaat uit een vast vormwiel 3, een bewegend vormwiel 2 en een duwframe. De randen van de vormwielen hebben naar binnen verzonken halfronde groeven waarvan de diameter overeenkomt met de buitendiameter van de gebogen pijp.
Kies bij het buigen van de pijp het geschikte vormwiel op basis van de buitendiameter en buigradius van de te buigen pijp, zet het vormwiel met een pin vast op het bedieningsplatform, plaats het bewegende vormwiel op het duwframe en plaats de te buigen pijp in de groef tussen het vaste vormwiel en het bewegende vormwiel. Eén uiteinde wordt vastgezet in de pijphouder. Druk vervolgens op de hendel en draai rond het vaste schimmelwiel totdat de gewenste hoek is gebogen.
Afbeelding 1-13 Vaste handmatige pijpenbuiger
1- Handvat
2- Actief wiel met banden
3- Wiel met vaste band
4- Pijphouder
2. Elektrische pijp buigmachine voor gloeien
Momenteel zijn modellen zoals WA27-60, WB27-108 en WY27-159 gangbare elektrische buigmachines. Het WA27-60 model kan pijpen buigen met een buitendiameter van 25-60 mm; het WB27-108 model kan pijpen buigen met een buitendiameter van 38-108 mm; het WY27-159 model kan pijpen buigen met een buitendiameter van 51-159 mm.
De elektrische buigmachine voor buizen wordt aangedreven door een motor via een transmissieapparaat, dat de hoofdas en de buigmatrijs op de hoofdas aandrijft om te draaien voor het buigen van buizen.
Plaats bij het buigen van de buis eerst de te buigen buis langs de geleidingsmatrijs tussen de buigmatrijs en de klemmatrijs, stel de geleidingsmatrijs zo af dat de buis op de gemeenschappelijke raaklijnpositie van de buigmatrijs en de klemmatrijs ligt en lijn het buigpunt uit met het snijpunt.
Gebruik dan de U-vormige buisklem om het uiteinde van de buis op de buigmatrijs te klemmen, start dan de motor om de buis te beginnen buigen, zodat de buigmatrijs en de klemmatrijs met de buis rond de buigmatrijs draaien. Nadat de vereiste buighoek is bereikt, stopt u de machine, verwijdert u de U-vormige buisklem, laat u de klem los en verwijdert u de gebogen buis.
Bij het gebruik van de elektrische buigmachine moeten de gebruikte buigmatrijs, geleidingsmatrijs en klemmatrijs overeenkomen met de buitendiameter van de gebogen buis om te voorkomen dat de kwaliteit van de gebogen buis na het buigen niet aan de eisen voldoet.
Als de buitendiameter van de gebogen buis groter is dan 60 mm, moet er een buigdoorn in de buis worden geplaatst. De buitendiameter van de doorn is 1-1,5 mm kleiner dan de binnendiameter van de buis en wordt iets voor het buigpunt van de buis geplaatst; het snijpunt van het conische deel van de doorn en het cilindrische deel moet op het buigoppervlak van de buis worden geplaatst. Zoals getoond in Figuur 1-15.
Als de doorn te ver naar voren steekt, zal de doorn bij het buigen barsten; als de doorn te ver naar achteren steekt, zal de gebogen buis een te grote diameter hebben. rondheid. De juiste positie van de doorn kan worden verkregen met behulp van de testmethode. Wanneer een doorn wordt gebruikt om een buis te buigen, moet voor het buigen alle vuil uit de holte van de buis worden verwijderd en als de omstandigheden het toelaten, kan een kleine hoeveelheid machineolie op de binnenwand van de buis worden aangebracht om de wrijving tussen de doorn en de buiswand te verminderen.
Afbeelding 1-15 Plaatsing van de buigdoorn
1 - Trekstang
2 - doorn
3 - Begin van het buigoppervlak van de pijp
3. Hydraulische pijp buigmachine pijp gloeien
De hydraulische pijpbuigmachine bestaat voornamelijk uit een bovenmatrijs en een pijpsteun. De functie van de bovenste matrijs is dezelfde als de buigmatrijs van de elektrische pijpbuigmachine. De functie en vorm van de pijpsteun zijn dezelfde als de klemvorm op de elektrische pijpbuigmachine. Figuur 1-16 toont het uiterlijk van de hydraulische pijpbuigmachine.
Wanneer je deze pijpbuigmachine gebruikt voor hydraulische gloeienBeweeg eerst de bovenste matrijs terug naar achter de pijpsteun, plaats dan de pijp in de booggroef tussen de bovenste matrijs en de pijpsteun en lijn het midden van de buiging van de pijp uit met het middelpunt van de bovenste matrijs. Start vervolgens de machine en buig de pijp tot de gewenste hoek. Na het buigen draait u de machine achteruit om de bovenste matrijs terug te brengen naar zijn oorspronkelijke positie, verwijdert u de uitgegloeide bocht en controleert u de hoek. Als de hoek onvoldoende is, kunt u doorgaan met buigen.
Afbeelding 1-16 Hydraulische pijpbuigmachine
1- Bovenste matrijs
2- Pijpondersteuning
3- Hydraulische cilinder
Dit type pijpenbuiger heeft eenvoudige, lichte en krachtige matrijzen die pijpen met een grote diameter kunnen buigen. Bij het buigen van pijpen met een grote diameter wordt de doorsnede van de gebogen pijp echter vaak sterk vervormd. Daarom wordt deze buigmachine meestal gebruikt voor buizen met een buitendiameter van maximaal 44,5 mm.
Wanneer je dit type pijpenbuiger gebruikt om pijpen te gloeien, mag de buighoek telkens niet groter zijn dan 90°. Tijdens het gebruik moet de afstand tussen de twee pijpsteunen zodanig worden ingesteld dat de bovenste matrijs er net doorheen kan. Als de afstand te klein is, zal de bovenste matrijs op de pijpsteun drukken, waardoor de buigmachine beschadigd raakt; als de afstand te groot is, zal het pijpgedeelte tussen de pijpsteunen buigen en vervormen tijdens het buigen, waardoor de kwaliteit van het buigen wordt beïnvloed.
4. Pijpbuigmachine met gemiddelde frequentie
De buigmachine voor pijpen met gemiddelde frequentie gebruikt elektrische energie met gemiddelde frequentie om lokale ringverwarming van de pijp op te wekken, terwijl de pijp mechanisch wordt gesleept om te draaien en water wordt gespoten om te koelen, waardoor het buigen van de pijp continu wordt gecoördineerd.
Met deze pijpbuigmachine kan een elleboog van 325×10 mm worden gebogen, de buigradius is 1,5 keer de nominale diameter van de pijp, wat bijna 10 keer efficiënter is dan het verwarmen en gloeien van de pijp met cokeskool.
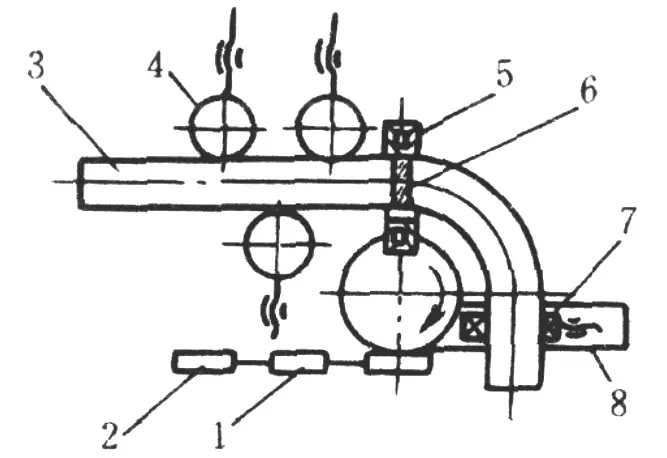
Vergeleken met gewone koude buigpijpapparatuur heeft deze pijpenbuiger de voordelen van minder landgebruik, lage kosten, geen dure mallen nodig en handige aanpassing van de buigradius. De structuur wordt getoond in Figuur 1-17.
Verwijder bij het buigen van de pijp eerst de zwevende roest en het vuil op het oppervlak van de te buigen pijp, installeer de pijpenhouder die overeenkomt met de specificaties van de te buigen pijp op de roterende arm en stel de middellijn van de houder af op de positie van de vereiste buigradius en zet deze vervolgens vast;
Stel vervolgens de positie van de steunrol zo in dat de afstand van de middellijn van de gebogen pijp tot het midden van de roterende armas gelijk is aan de buigradius.
Pas de hoogte van de steunrol en de beugel aan zodat de middellijn van de gebogen pijp en het midden van de klauwplaat in hetzelfde vlak liggen en evenwijdig zijn aan het vlak van de roterende arm; Steek de stalen pijp in de verwarmingsring en klem hem vast in de klauwplaat;
Stel de verwarmingsring zo af dat de binnenkant overeenkomt met de opening tussen de buitenkant van de stalen pijp. Start de middenfrequentie-eenheid voor verwarming. Wanneer de pijp is verwarmd tot 950-1000°C (oranje-geel), start dan onmiddellijk de motor voor het buigen; open tegelijkertijd de koelwaterkraan om water te sproeien om de lokale onderdelen af te koelen.
Tijdens het buigen van de pijp kan, als de temperatuur van de pijp te hoog is, de snelheid van de roterende arm adequaat worden verhoogd; anders wordt de snelheid van de roterende arm vertraagd om het verwarmingsgebied van de stalen pijp op dezelfde temperatuur te houden.
Wanneer de pijp gebogen is tot de vereiste hoek, stop dan met verwarmen en stop tegelijkertijd de motor (maar stop niet in het midden van het buigen), en blijf water gieten om te koelen, totdat de gebogen pijp afgekoeld is tot kamertemperatuur, verwijder de gebogen pijp en controleer of de buighoek en kwaliteit voldoen aan de eisen.
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Heb je ooit nagedacht over de krachten die spelen bij het buigen van een pijp? In dit artikel verkennen we de fascinerende wereld van buigmechanica. Onze deskundige werktuigbouwkundige...
Het buigen van pijpen is essentieel in veel industrieën, maar defecten kunnen zowel de veiligheid als de kwaliteit in gevaar brengen. Stelt u zich eens voor hoe u deze problemen kunt voorkomen voordat ze zich voordoen. Deze gids gaat in op veelvoorkomende...
Heb je je ooit afgevraagd hoe je precisie kunt garanderen bij het buigen van pijpen? Dit artikel introduceert een uitgebreide tabel met minimale buigradii voor verschillende pijpspecificaties, met de nadruk op koolstofstaal, laaggelegeerd...
Heeft u zich ooit afgevraagd hoe u golfgeleiders nauwkeurig kunt buigen? In dit artikel verkennen we de geavanceerde technieken die worden gebruikt bij het buigen van golfgeleiders en die essentieel zijn voor het verbeteren van de prestaties van radarsystemen. U leert...
Heb je je ooit afgevraagd waarom sommige aluminium platen moeiteloos buigen terwijl andere barsten? De sleutel ligt in het type en de staat van het aluminium. Dit artikel onderzoekt verschillende soorten aluminium, zoals 3003...
Heb je je ooit afgevraagd waarom sommige buizen kreuken of scheuren tijdens het buigen? Dit artikel onderzoekt de hoofdoorzaken van deze problemen en richt zich op factoren zoals buigradius, materiaaleigenschappen en...
Het nauwkeurig buigen van buizen vereist inzicht in specifieke richtlijnen en parameters. Hoe zorg je elke keer weer voor een soepele, nauwkeurige buiging? Dit artikel gaat in op de cruciale aspecten van het buigen van buizen, waaronder...
Welke invloed heeft de nauwkeurigheid van een kantpers op de kwaliteit van het buigen van metaal? Dit artikel onderzoekt het kritieke verband tussen de productienauwkeurigheid van afkantpersen en de resulterende...
Heb je je ooit afgevraagd waarom je afkantpers niet synchroon daalt? Dit artikel gaat in op de veelvoorkomende oorzaken van desynchronisatie bij hydraulische afkantpersen, zoals interne lekkage in de zuiger...