Heb je je ooit afgevraagd hoe industriële ventilatiekanalen met precisie worden gemaakt? In dit artikel verkennen we de Pittsburgh Lockformer Machine - een wonder in de productie van kanalen. Je leert de belangrijkste functies, technische parameters en praktische toepassingen. Ontdek samen met ons de geheimen achter deze essentiële machine in de wereld van industriële engineering!
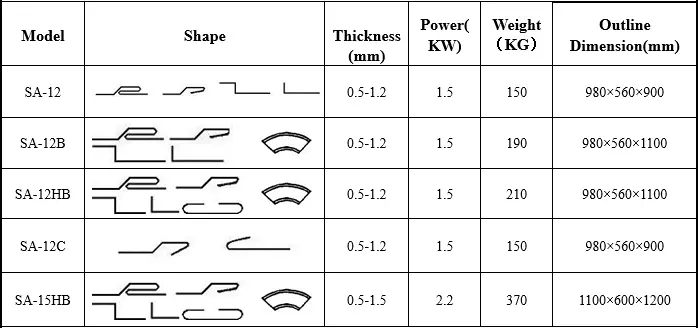
De pittsburgh lockformer De machine is speciaal ontworpen voor het produceren van verschillende vierkante of rechthoekige ventilatiekanalen. Onze Pittsburgh sluitmachine is SA12-SA15HB. Het vormen van staalplaat dikte 0,5-1,5 mm (afzonderlijk vermeld op pagina 2- Machinefoto's).
Met kenmerken van klein formaat, lichtgewicht, gemakkelijk te verplaatsen, eenvoudige bediening en betrouwbaar, de pittsburgh lockformer machine is vooral geschikt voor on-site productie uitlaatkanaal in de industrie en mijnbouw, bedrijven, hotels, winkelcentra.
Gebruikscases
Fig.1
Pittsburgh sluitmachine structuur
Bestaat uit de volgende drie delen:
A. Werktafel
B. Overdragen en vormen
C. Elleboogkop
Fig.2
1) Draai voor een enkele platte mond de tweede bovenste bout op de rechter uitlaatpoort vast en draai de rechter engelbout los.
Zaken die aandacht nodig hebben:
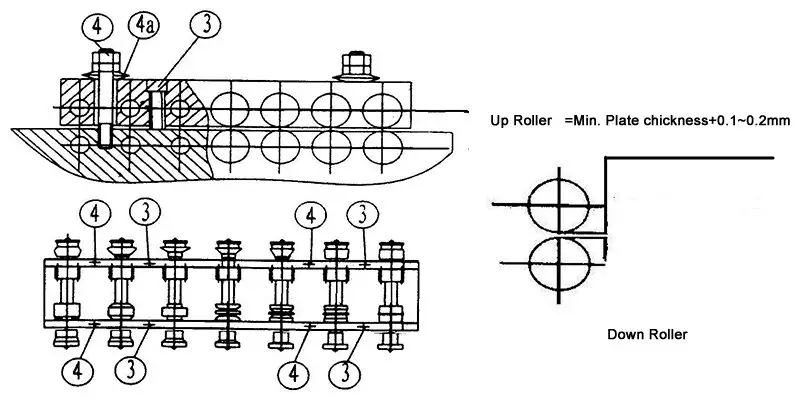
① Voor de SA-12-SA-15HB Pittsburgh sluitmachine zijn de dikte van de zijplaat, de dubbele schroefbout④ en de schijfvormige veer (4a) instelbaar. Vier bouten ③、④ zijn vast.
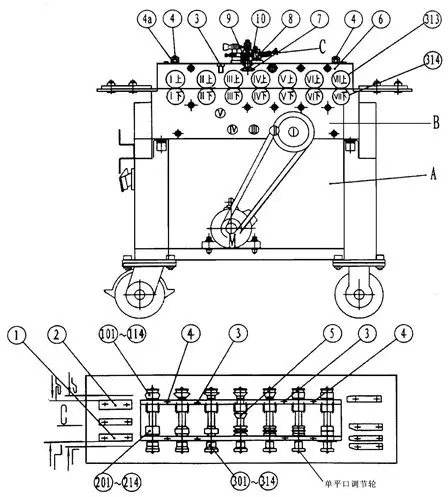
A. Werktafel
De romp is een gelaste schaalstructuur die gemaakt is van hoekstaal en dunne staalplaat, met een vast werktafelpaneel op de bovenkant van de plaat, het paneel is uitgerust met horizontale inloopplaten ①、② en vier vaste uitloopplaten, zie fig. 2.
(Afb. 3) Overdrachtssysteem
B. Transporteren en vormen
Het hele aandrijfgedeelte is een open tandwielkast.
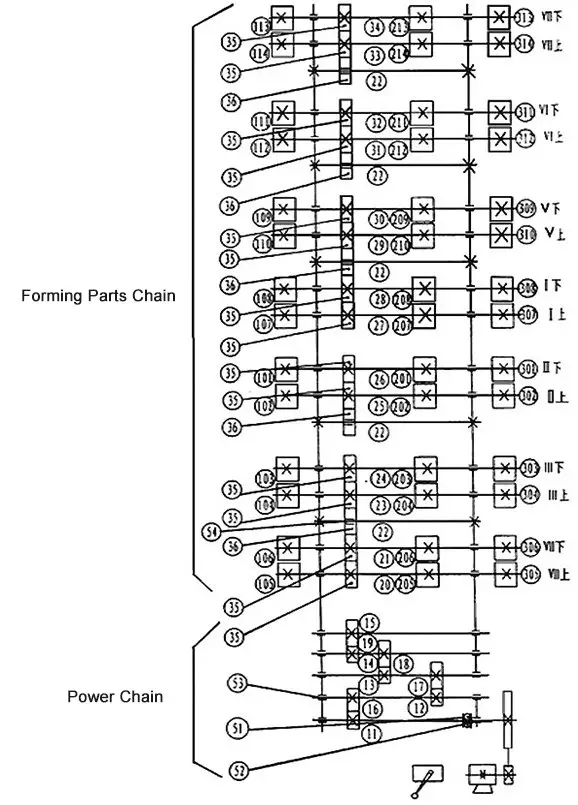
Door de tandwielassen11, 12,13,14 en tandwielen 16, 17, 18, 19 naar het vormingsgedeelte, tandwiel 19 drijft afzonderlijk Ⅲ neerwaarts tandwiel 35 en Ⅳ neerwaarts tandwiel 35 aan, dan door de meervoudige brugversnellingen die het hele bewegingssysteem aandrijven.
Pittsburgh sluitmachines zijn over het algemeen uitgerust met 6-7 paar vormassen, elk paar assen is uitgerust met een aandrijving 35 en links en rechts twee kolommen of links, midden en rechts drie kolommen rollende rollen.
(Fig. 3) is een uitgebreid transmissieschema, echter niet alle machines zijn uitgerust met alle componenten die in de afbeelding staan, zoals SA-12、SA-15、SA-12H、SA15 machine zonder 201-214 haspel.
C. Elleboogkop
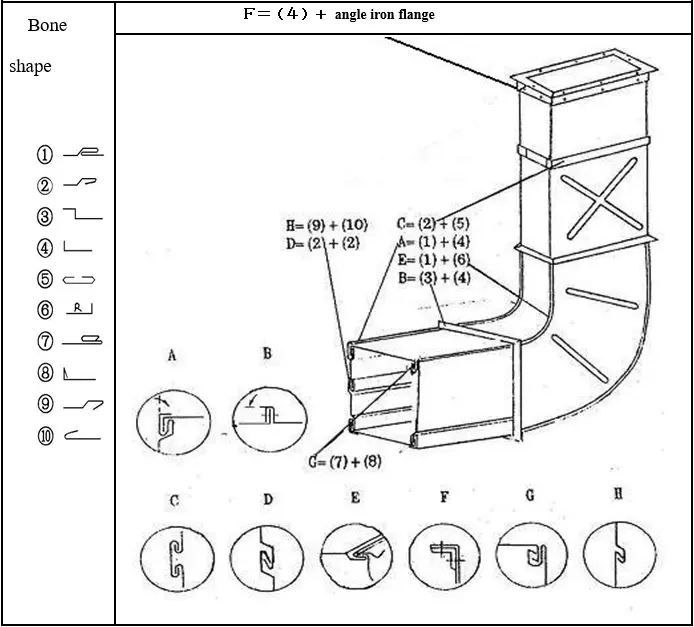
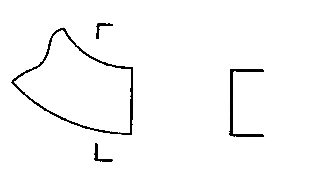
Structureel principe: (een fig.2 top), door middel van conische tandwieloverbrenging (5),(7) aandrijftandwiel (10) en rollende haspel (8)en(9), zal het werkstuk worden gebracht in de haspel kloof en het vormen van waaiervormige werkstuk in een bepaalde hoogte van de rechte hoek bot, zoals weergegeven in afb.1: E=(1)+(6)
Fig.4
De elleboogkop is een speciaal onderdeel dat op de bovenkant van de Pittsburgh sluitmachine is geïnstalleerd (zoals te zien is in fig.2: C) en dat voornamelijk wordt gebruikt voor haakse botten, dat wil zeggen het buigen van de waaiervormige plaat tot een bepaalde hoogte van de haakse rand (zie fig.4).
Verbind dit soort rechte hoeken en ""gevormde plaat met een flensrand om een hoekpijpverbinding te maken.
Elke modus van de Pittsburgh sluitmachine wordt uitgerust met een elleboogcomponent volgens de vraag van de gebruiker, bijvoorbeeld SA12C veranderen in SA12BC.
Aanpassing en gebruik
De pittsburgh lock former machine kan worden gebruikt om aan te sluiten of te vouwen, maar kan niet rollen, dus bij gebruik van de machine, wat ruimte tussen de bovenste rol en onderste rol nodig is, en de kloof is ongeveer de minimale plaatdikte plus 0,1-0,2 ( 3 ).
De spleet moet voor levering worden afgesteld, gebruikers mogen de eindschroef (3) en bevestigingsmoer (4) en schijfveer (4a) niet willekeurig draaien (zoals getoond in afb.2 en 5).
Fig.5
Als de spleet verandert doordat schroef (3), moer (4) losraakt of om andere redenen, draai dan eerst de moer (4) los en plaats een paar afstandsringen met dezelfde dikte als de moer (4). tussen de linker vier groepen rollen, stel dan de limietschroef (3) af tot de vier spleten in principe evenwijdig zijn, draai de moer (4) weer vast,[=Min. plaatdikte+0.1-0.2mm], als de minimale dikte, zet de spacer en laat een kleine ruimte.
Haakse rol 300 deel, handmatig aanpassen van de rol en schijfvormige veer, houdt het dunne vel "" in een hoek van 90°.
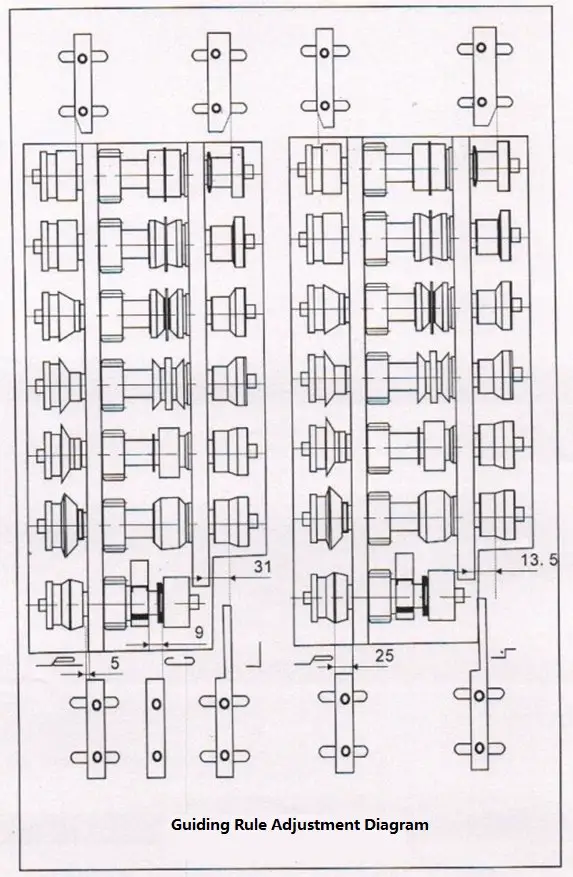
Aanpassing botvorm:
Draai de schroeven (1) en (2) op de geleidingsplaat los en beweeg de geleidingsplaat in horizontale richting om de geleidingsplaat breder of smaller te maken. vormdelen. Brede plaat smalle plaat brede plaat smalle plaat .
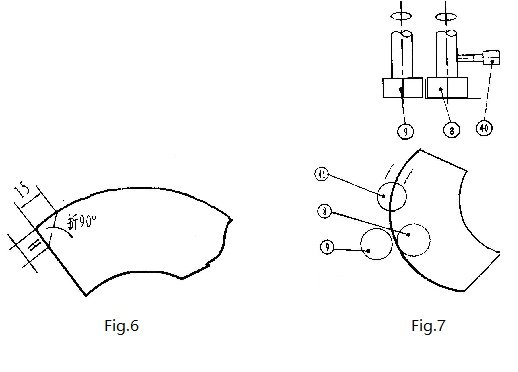
③ Gebruik en afstelling van de handgreep ( fig. 7 )
Buig eerst de kop van het werkstuk in een hoek van 90°, lengte 15 mm, hoogte H (SA15-HB H=10 mm, andere 8 mm) (zoals getoond in fig.6).
Steek vervolgens het B-uiteinde onder (8) en (9) in smalle richting (zie fig. 7), draai vervolgens schroef (40) vast, start de machine en duw de plaat samen met de geleiderotor hard in de wals.
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Heb je ooit geworsteld met het maken van nauwkeurige buigingen in plaatmetaal? In dit artikel wordt de handmatige buigmachine uitgelegd, een veelzijdig gereedschap dat essentieel is voor het buigen van staal en non-ferrometalen. Door te lezen...
Heb je je ooit afgevraagd hoe de luchtkanalen in je huis of kantoor worden gemaakt? In deze fascinerende blogpost nemen we je mee op een reis door het intrigerende proces...
Heb je je ooit afgevraagd hoe luchtkanalen met precisie en efficiëntie worden gemaakt? De TDF flensvormmachine is het antwoord. Dit artikel leidt je door de werking en belicht de...
Het kiezen van de juiste Pittsburgh lockformer machine voor uw kanalenproductie kan overweldigend zijn, vooral voor nieuwkomers. Deze gids vereenvoudigt het proces door de belangrijkste overwegingen, zoals...
Waarom worden in HVAC-systemen vaak ronde kanalen verkozen boven rechthoekige? Ondanks het traditionele gebruik van rechthoekige kanalen, toont moderne techniek aan dat ronde kanalen aanzienlijke voordelen bieden. Ze zijn...
Stel je voor dat je airconditioningsysteem het begeeft tijdens een snikhete zomerdag door een onjuiste installatie van kanalen. Dit artikel biedt een stapsgewijze handleiding voor het maken en installeren van grote airconditioningleidingen,...
Heb je je ooit afgevraagd wat het verborgen netwerk is dat je huis comfortabel houdt? In dit boeiende artikel duiken we in de wereld van luchtkanalen, onderzoeken we hun soorten, toepassingen en...
Heb je je ooit afgevraagd waarom de lucht in je huis benauwd of zelfs ongezond aanvoelt? Dit artikel gaat in op de cruciale rol van ventilatiesystemen bij het handhaven van de luchtkwaliteit binnenshuis. Je zult...
Nieuwsgierig naar het beheersen van de duct elbow machine? Deze gids laat je zien hoe je hem efficiënt en veilig bedient. Je leert de structuur van de machine, het stapsgewijze proces van vormen en...














{kind=link}
{kind=link}