
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
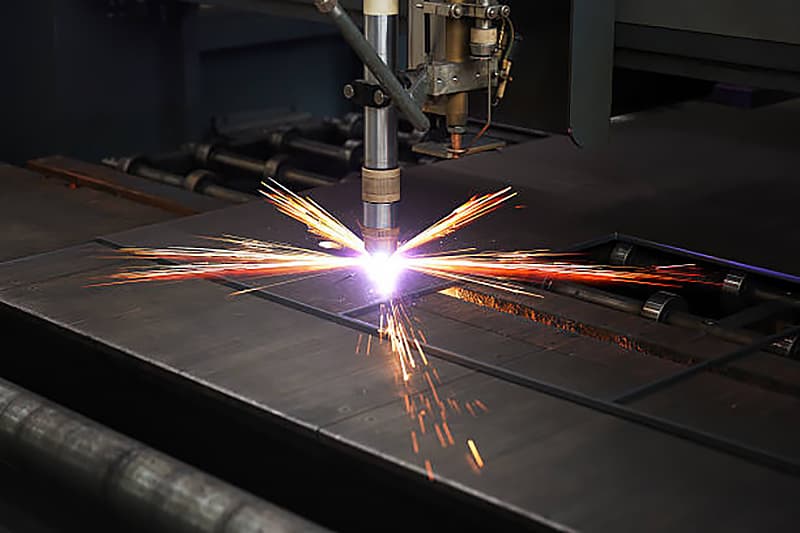
Hoe snijdt een machine met gemak door taai metaal? Plasmasnijmachines maken gebruik van de kracht van geïoniseerd gas bij ongelooflijk hoge temperaturen om door metalen te snijden. Dit artikel legt de wetenschap achter plasma uit en hoe deze machines gebruik maken van elektrische bogen en gassen met hoge snelheid om precieze sneden te maken. Lezers leren meer over de geschiedenis, principes en toepassingen van plasmasnijtechnologie en over het oplossen van veelvoorkomende problemen. Duik in dit fascinerende onderwerp en ontdek hoe plasmasnijden de wereld om ons heen vormgeeft.

De moderne industrie vereist de verwerking van zware metalen en legeringen, en de productie van gereedschappen en transportvoertuigen die nodig zijn voor de dagelijkse activiteiten kan niet los worden gezien van metalen.
Kranen, auto's, wolkenkrabbers, robots en hangbruggen bestaan bijvoorbeeld allemaal uit nauwkeurig bewerkte metalen onderdelen.
De reden is simpel: metalen materialen zijn erg sterk en duurzaam. Voor de meeste fabricageprocessen, vooral die waarbij grote en/of robuuste voorwerpen betrokken zijn, metalen materialen zijn een natuurlijke keuze.
Interessant genoeg is de sterkte van metalen materialen ook hun nadeel: omdat metalen niet snel beschadigen, is het erg moeilijk om ze in specifieke vormen te verwerken. Als mensen een onderdeel moeten bewerken dat even groot en sterk is als een vliegtuigvleugel, hoe kunnen ze dan precies snijden en vormen?

In de meeste gevallen vereist dit het gebruik van een plasmasnijden machine. Hoewel dit misschien klinkt als iets uit sciencefiction, worden plasmasnijmachines al sinds de Tweede Wereldoorlog op grote schaal gebruikt.
In theorie is het principe van een plasmasnijmachine heel eenvoudig. Het wordt bewerkt door een van de meest voorkomende vormen van materie in het bekende universum te manipuleren.
In dit artikel onthullen we de mysterieuze sluier van plasmasnijmachines en zien we hoe dit magische gereedschap onze wereld vormgeeft.
Tijdens de Tweede Wereldoorlog produceerden Amerikaanse fabrieken vijf keer sneller pantsers, wapens en vliegtuigen dan de Asmogendheden, dankzij de grote innovaties van de privé-industrie op het gebied van massaproductie.
Het effectiever snijden en verbinden van vliegtuigonderdelen heeft geleid tot een aantal technologische innovaties.
Veel fabrieken die militaire vliegtuigen produceren, hebben een nieuwe lasmethode ingevoerd, waarbij inerte materialen worden gebruikt. gasbeschermd lassen.
De baanbrekende ontdekking ligt in het feit dat het door de stroom geëlektrolyseerde gas een barrière kan vormen in de buurt van de las om oxidatie te voorkomen. Deze nieuwe methode maakt de lassen netter en de verbindingsstructuur sterker.
In het begin van de jaren 1960 deden ingenieurs een andere ontdekking. Ze ontdekten dat het verhogen van de luchtstroomsnelheid en het verkleinen van de poriëngrootte kan helpen bij het verbeteren van de lastemperatuur. Het nieuwe systeem kan hogere temperaturen bereiken dan elk ander commercieel lasapparaat.
Bij zulke hoge temperaturen dient dit gereedschap niet langer als lasapparaat. In plaats daarvan is het meer een zaag die taai metaal snijdt als een heet mes door boter.

De introductie van de plasmaboog zorgde voor een revolutie in de snelheid, nauwkeurigheid en verscheidenheid van snijwerktuigenen kan worden toegepast op verschillende metalen. In de volgende paragraaf introduceren we de wetenschappelijke principes achter dit systeem.
Het gemak waarmee een plasmasnijmachine metaal kan penetreren is te danken aan de unieke eigenschappen van de plasmatoestand. Dus wat is een plasmatoestand?
Er zijn vier toestanden van materie in de wereld. De meeste stoffen waarmee we in ons dagelijks leven in contact komen, zijn vaste stoffen, vloeistoffen of gassen. De toestand van materie wordt bepaald door de interactie tussen moleculen. Neem water als voorbeeld:
Vast water is ijs. IJs is een vaste stof die bestaat uit elektrisch neutrale atomen die in een zeshoekig rooster zijn gerangschikt. Omdat de interactie tussen de moleculen stabiel is, behoudt het een vaste vorm.
Vloeibaar water is drinkwater.De moleculen oefenen nog steeds krachten op elkaar uit, maar ze bewegen langzaam. Vloeistoffen hebben een vast volume maar geen vaste vorm. De vorm van de vloeistof verandert naargelang de vorm van de houder.
Gasvormig water is waterdamp. In waterdamp bewegen de moleculen snel en is er geen verbinding tussen hen. Omdat er geen kracht is tussen de moleculen, hebben gassen geen vaste vorm of volume.
De hoeveelheid warmte (omgezet in energie) die watermoleculen absorberen, bepaalt hun eigenschappen en toestand. Simpel gezegd, meer warmte (meer energie) zorgt ervoor dat watermoleculen een kritieke toestand bereiken waarin de chemische bindingen tussen hen uiteenvallen.
Bij lage temperaturen zijn de moleculen stevig aan elkaar gebonden en bevindt de stof zich in vaste toestand. Als er meer warmte wordt geabsorbeerd, verzwakken de interacties tussen de moleculen en wordt de stof vloeibaar.
Door nog meer warmte op te nemen, verdwijnen de interacties tussen de moleculen bijna en wordt de stof een gas. Wat gebeurt er als we het gas blijven verhitten? Dan komt het in de vierde toestand, de plasmatoestand.
Wanneer een gas extreem hoge temperaturen bereikt, komt het in een plasmatoestand terecht. Energie begint moleculen volledig van elkaar te scheiden en atomen beginnen te splitsen.
Typisch bestaan atomen uit protonen en neutronen in de atoomkern (zie atoomtheorie) en elektronen die de atoomkern omringen.
In de plasmatoestand worden elektronen gescheiden van atomen. Zodra de warmte-energie ervoor zorgt dat elektronen de atomen verlaten, beginnen ze met hoge snelheid te bewegen. Elektronen hebben een negatieve lading, terwijl de overblijvende atoomkernen een positieve lading hebben. Deze positief geladen atoomkernen worden ionen genoemd.
Wanneer hogesnelheidselektronen in botsing komen met andere elektronen of ionen, komen er enorme hoeveelheden energie vrij. Het zijn precies deze energieën die plasma zijn speciale eigenschappen en ongelooflijke snijcapaciteiten geven.
Algemene kennis over de plasmatoestand:
Bijna 99% van de materie in het universum bevindt zich in een plasmatoestand. Door de extreem hoge temperatuur komt deze toestand niet veel voor op aarde, maar wel op hemellichamen zoals de zon. Op aarde is deze toestand te zien in bliksem.

Plasmasnijmachines zijn niet de enige apparaten die plasma-energie manipuleren. Apparaten zoals neonlichten, fluorescentielampen en plasmaschermen werken allemaal op basis van de plasmatoestand. Deze apparaten gebruiken de "koude" plasmatoestand. Hoewel koud plasma niet kan worden gebruikt voor metaal snijdenMaar het heeft nog steeds aanzienlijke toepassingen.
Plasmasnijmachines zijn er in verschillende vormen en maten. Er zijn gigantische plasmasnijmachines die worden bestuurd door robotarmen voor nauwkeurig snijden, maar ook vereenvoudigde handplasmasnijmachines die in werkplaatsen worden gebruikt.
Ongeacht hun grootte zijn alle plasmasnijmachines gebaseerd op dezelfde principes en hebben ze vergelijkbare structurele ontwerpen.
Wanneer een plasmasnijmachine in werking is, worden samengeperste gassen zoals stikstof, argon of zuurstof door een smal kanaal geleid. In het midden van het kanaal wordt een negatieve elektrode geplaatst. Wanneer er stroom wordt toegevoerd aan de negatieve elektrode en het mondstuk in contact komt met het metaal, wordt er een elektrisch geleidend circuit gevormd dat energierijke vonken genereert tussen de elektrode en het metaal.
Terwijl het inerte gas door het kanaal stroomt, verhitten de vonken het gas totdat het de vierde toestand van materie bereikt. Deze reactie produceert een plasmastroom met een temperatuur tot ongeveer 16.649 graden Celsius en een stroomsnelheid tot 6.096 meter per seconde, waardoor het metaal snel in slak verandert.
Door het plasma zelf loopt een stroom. Zolang de elektrode continu van stroom wordt voorzien en het plasma in contact is met het metaal, zal de boogcyclus continu zijn.
Om oxidatie en schade door onbekende eigenschappen van het plasma te voorkomen, moet de plasmasnijder mondstuk is uitgerust met een andere set kanalen die continu beschermend gas afgeven om het snijgebied te beschermen. De gasdruk van het beschermgas kan de straal van het zuilvormige plasma effectief regelen.

Plasmasnijmachines zijn een veelgebruikt gereedschap geworden in de moderne industrie. Ze worden veel gebruikt in aangepaste autowerkplaatsen en bij de productie van aangepaste chassis en carrosserieën door autofabrikanten.
Bouwbedrijven gebruiken plasmasnijmachines bij grootschalige projecten om grote balken en metalen platen te snijden en te vervaardigen. Slotenmakers kunnen plasmasnijmachines gebruiken om gaten te boren in beveiligde ruimtes wanneer klanten buitengesloten zijn.
In een CNC (Computer Numerical Control) snijsysteem hoef je het materiaal niet aan te raken. Je hoeft alleen maar de vorm die je wilt snijden op de computer te tekenen en het snijproces wordt geautomatiseerd.
Plasma is een gas dat tot extreem hoge temperaturen wordt verhit en sterk geïoniseerd is. De boogkracht wordt overgebracht op het werkstuk, dat smelt en wordt weggeblazen, waardoor een werkende toestand van plasma ontstaat. boogsnijden.
Samengeperste lucht komt de snijbrander binnen en wordt door de gaskamer in twee stromen verdeeld, waarbij plasmagas en hulpgas ontstaan. De plasmagasboog smelt het metaal, terwijl het hulpgas de verschillende onderdelen van de snijbrander afkoelt en het gesmolten metaal wegblaast.
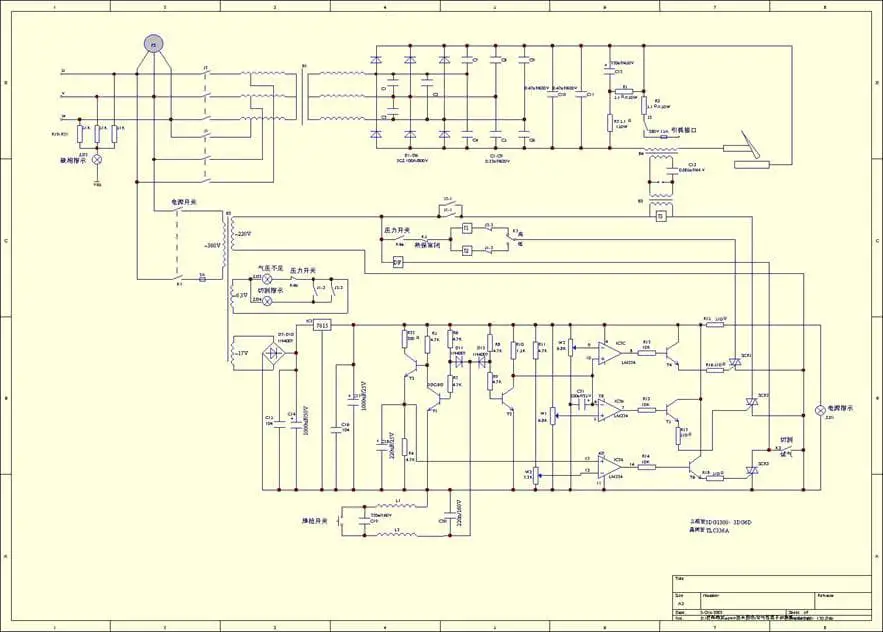
De snijvoeding omvat een hoofdcircuit en een regelcircuit. Het blokschema van het elektrische principe wordt getoond in de figuur:
Het hoofdcircuit bestaat uit een contactor, een driefasige vermogenstransformator met hoge lekstroomweerstand, een driefasige bruggelijkrichter, een hoogfrequente boogontstekingsspoel en beveiligingselementen. Het heeft een steile externe karakteristiek veroorzaakt door de hoge lekweerstand. Het regelcircuit voltooit het hele snijproces via de knopschakelaar op de snijbrander:
Voorgastoevoer - Voeding hoofdcircuit - Hoogfrequente boogontsteking - Snijproces - Boogstop - Stop.
De stroomtoevoer van het hoofdcircuit wordt geregeld door de contactor; de gasstroom wordt geregeld door de elektromagnetische klep; en de hoogfrequente oscillator ontsteekt de vlamboog en stopt met werken nadat de vlamboog tot stand is gebracht.
Daarnaast heeft het besturingscircuit ook de volgende interne vergrendelingsfuncties:
Thermische bedieningsschakelaar werkt niet meer.
(1) Niet doorsnijden:
a: De dikte van de plaat overschrijdt het toepassingsgebied van de apparatuur.
b: De snijsnelheid is te hoog.
c: De helling van de snijbrander is te groot.
d: De persluchtdruk is te hoog of te laag.
e: De netspanning is te laag.
(2) Plasmabooginstabiliteit:
a: De snijbrander beweegt te langzaam.
b: De voeding wordt gevoed door twee fasen en de bedrijfsspanning neemt af.
c: De persluchtdruk is te hoog.
Wanneer u onderdelen van de snijbrander installeert of vervangt, demonteer ze dan in de volgorde beschermkap-gasverdeler-gasmondstuk-elektrode-snijtoortsbehuizing met de snijtoortskop naar boven en monteer ze in omgekeerde volgorde.
Zorg er bij het installeren van het mondstuk voor dat het concentrisch is met de elektrode. De beschermkap moet worden vastgedraaid en het mondstuk moet stevig worden aangedrukt. Als het mondstuk los zit, kan er niet worden gesneden.
Gebruik de snijbrander redelijk. Maak contact tussen het mondstuk en het werkstuk voordat de boog wordt ontstoken. Wanneer het snijden klaar is, laat u de knop van de handgreep los om de boog te stoppen en beweegt u de snijbrander weg van het werkstukoppervlak om de levensduur van de onderdelen te verlengen. Wanneer de centrale holte van het mondstuk de snijkwaliteit beïnvloedt, moet deze tijdig worden vervangen.
Wanneer het midden van de elektrode meer dan 2 millimeter verzonken is of de boog niet kan ontsteken, kan de elektrode omgekeerd of bijgewerkt worden geïnstalleerd.
Als de beschermkap of de gasverdeler gebarsten of ernstig beschadigd is, moet deze tijdig worden vervangen.
Wanneer de isolatie van de behuizing van de snijbrander, de kunstlederen jas, de isolatie van de kabel of schade aan de gasleiding wordt aangetroffen, moet deze tijdig worden gerepareerd of vervangen.
Om de snijbrander te verwijderen, trekt u de synthetische lederen jas terug, demonteert u de verbindingsdraden van de schakelaar, trekt u de handgreep naar achteren en demonteert u vervolgens de verbindingsverbindingen van het snijbranderhuis.
Wanneer u een nieuwe keramische beschermkap vervangt, breng dan een beetje vaselineolie aan op de O-ringafdichting op de behuizing van de snijbrander voordat u deze vastschroeft om de levensduur van de afdichting te verlengen.
| Nee. | Fouten | Oorzaken | Oplossingen |
| 1 | Zet de stroomschakelaar aan, het stroomindicatielampje brandt niet | 1. De zekering in de voedingsschakelaar is kapot | vervangen |
| 2. De zekering achter de stroomkast is kapot | Controleren en vervangen | ||
| 3. De stuurstroomtransformator is defect | vervangen | ||
| 4. De stroomschakelaar is kapot | vervangen | ||
| 5. Het indicatielampje is kapot | vervangen | ||
| 2 | Snijgasdruk kan niet vooraf worden ingesteld | 1. De luchtbron is niet aangesloten of er zit geen lucht in de luchtbron | Sluit de luchtbron aan |
| 2. De aan/uit-schakelaar staat niet in de stand "aan". | Trekker | ||
| 3. Het reduceerventiel is beschadigd | Repareren of vervangen | ||
| 4. Slechte bedrading van het magneetventiel | Bedrading controleren | ||
| 5. Het magneetventiel is defect | vervangen | ||
| 3 | Als u tijdens het gebruik op de knop van de snijbrander drukt, is er geen luchtstroom. | 1. Lekkage pijpleiding | Het gelekte deel repareren |
| 2. Het magneetventiel is defect | vervangen | ||
| 4 | Nadat het geleidende mondstuk contact heeft gemaakt met het werkstuk, drukt u op de knop van de snijbrander en gaat het werkindicatielampje branden, maar het boogsnijden is niet geactiveerd. | 1. KT1 is kapot | vervangen |
| 2. De hoogfrequent transformator is defect | Controleren of vervangen | ||
| 3. Oppervlakte-oxidatie van de vonkenstaaf of onjuiste afstand tussen de openingen | Polijsten of aanpassen | ||
| 4. Kortsluiting van hoogfrequentcondensator C7 | vervangen | ||
| 5. De luchtdruk is te hoog | verlagen | ||
| 6. Het verlies van het geleidende mondstuk is te kort | vervangen | ||
| 7. Gelijkrichterbrug-element open circuit of kortsluiting | Controleren en vervangen | ||
| 8. Slecht contact of open circuit van de snijtoortskabel | Repareren of vervangen | ||
| 9. De aardedraad van het werkstuk is niet aangesloten op het werkstuk | Verbonden met werkstuk | ||
| 10. Er zit een dikke verflaag of vuil op het oppervlak van het werkstuk | Reinigen en geleidend maken | ||
| 5 | Het snij-indicatorlampje brandt niet wanneer het geleidende mondstuk contact maakt met het werkstuk en de snijbranderknop wordt ingedrukt | 1. Actie thermische regelschakelaar | Wachten op afkoeling of opnieuw werken |
| 2. De knopschakelaar van de snijbrander is beschadigd | vervangen | ||
| 6 | Regel dat de zekering breekt na opstarten met hoge frequentie | 1. Hoogfrequentietransformator beschadigd | Controleren en vervangen |
| 2. Regeltransformator beschadigd | Controleren en vervangen | ||
| 3. Kortsluiting van magneetspoel | vervangen | ||
| 7 | De zekering van de hoofdschakelaar is kapot | 1. Kortsluiting gelijkrichterelement | Controleren en vervangen |
| 2 Uitval hoofdtransformator | Controleren en vervangen | ||
| 3. Kortsluiting van magneetspoel | Controleren en vervangen | ||
| 8 | Hoge frequentie, maar geen vonkvorming | 1. Het gelijkrichtingscomponent is defect (er is een abnormaal geluid in de machine) | Controleren en vervangen |
| 2. De hoofdtransformator is beschadigd | Controleren en vervangen | ||
| 3. C1-C7 Omlaag | Controleren en vervangen | ||
| 9 | Langdurige werkonderbreking en boogfalen | 1. De temperatuur van de hoofdtransformator is te hoog en de thermische regelschakelaar werkt | Wacht met werken tot het afgekoeld is, let op het zakken |
| Werkt de temperatuurventilator en de windrichting |

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











