
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Stel je voor dat je door metaal snijdt als een mes door boter, maar dan onderweg. Draagbare plasmasnijders brengen een revolutie teweeg in industrieën als de auto-industrie en de lucht- en ruimtevaart door precieze en snelle snijmogelijkheden te bieden tegen een fractie van de traditionele kosten. Dit artikel duikt in de essentie van draagbare plasmasnijders, van hun werking en voordelen tot topmerken en veiligheidstips. Of u nu een doorgewinterde professional bent of een nieuwsgierige beginner, u zult ontdekken hoe deze compacte krachtpatsers uw metaalbewerkingsprojecten kunnen transformeren. Bereid u voor om door het lawaai heen te breken en de inzichten te krijgen die u nodig hebt!

A plasmaboog Snijmachine is een mechanisch gereedschap dat plasmasnijtechnologie gebruikt om metalen materialen te bewerken.
Bij deze methode wordt de hitte van een plasmaboog met hoge temperatuur gebruikt om delen van het metaal bij de snede te smelten en te verdampen, terwijl het snelle momentum van het plasma het gesmolten metaal verwijdert om de gewenste snede te vormen.

Draagbare plasmasnijmachines worden gekenmerkt door hun hoge kwaliteit, precisie en sterke operabiliteit.
Ze bieden een snijprecisie die vergelijkbaar is met lasersnijden tegen een meer betaalbare prijs, waardoor ze een aantrekkelijke optie zijn voor een breed scala aan industrieën, waaronder de auto-industrie, scheepsbouw, bouwmachines, petrochemische apparatuur, lichte industriële machines, lucht- en ruimtevaart, drukvaten, maar ook decoratie en grootschalige productie van bewegwijzering.
Deze machines zijn geschikt voor het snijden en bewerken van metalen platen van koolstofstaal, roestvrij staal, koper, aluminium en andere materialen.
Definitie
Plasmasnijden is een proces waarbij de hitte van een plasmaboog van hoge temperatuur wordt gebruikt om delen van het metaal bij de snede te smelten en te verdampen, terwijl het snelle momentum van het plasma het gesmolten metaal verwijdert en een schone snijkant creëert.
De hogetemperatuur- en hogesnelheidsvlam die wordt gegenereerd door de plasmaboog smelt of verdampt het metaal aan de snijrand, waardoor het een fysiek snijproces is dat fundamenteel verschilt van de chemische reactie (verbranding) die wordt gebruikt bij autogeen snijden.brandstof snijden. Omdat de plasmaboog de kern vormt van het plasmasnijden, is het belangrijk om de rol en functie ervan in dit proces te verduidelijken.

Plasmaboog:
Een plasmaboog, ook bekend als een gecomprimeerde boog, is een type elektrische boog waarbij de energie wordt gedwongen zich te concentreren op de boogkolom door deze samen te drukken. Het werkgas in de boogkolom wordt volledig geïoniseerd, waardoor een plasma ontstaat. Een volledig geïoniseerd gas wordt een "plasma" genoemd, dat volledig bestaat uit geladen deeltjes en een sterke elektrische geleidbaarheid en duidelijke elektromagnetische eigenschappen heeft, terwijl het een algemene neutrale lading behoudt. Plasma wordt beschouwd als de vierde toestand van materie.
Principe van plasmabooggeneratie:
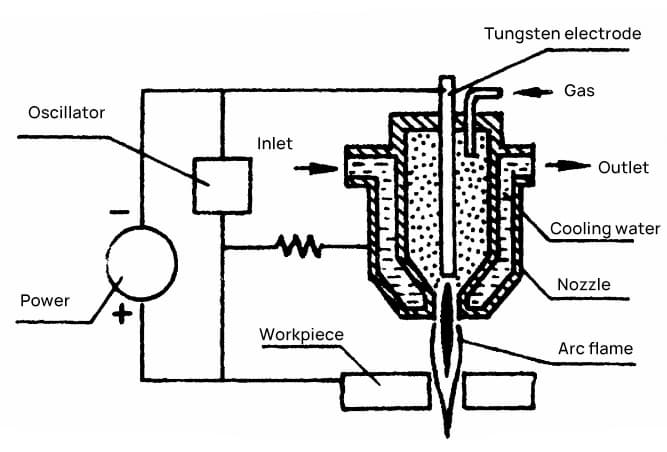
1. Thermisch krimpeffect:
De boog brandt tussen de wolfraamelektrode en het metaal dat door de opening van het mondstuk wordt gesneden. Het "koelgas", dat door een watergekoeld systeem circuleert, wordt rond de omtrek van de boog gebracht, waardoor een sterke afkoeling ontstaat en de geleidbaarheid van de boogkolom drastisch wordt verminderd.
Dit verhoogt de stroomdichtheid, waardoor de energie van de hele boogkolom wordt geconcentreerd in de middelste zone.
2. Magnetisch samentrekkingseffect:
Wanneer de stroom in het centrale deel van het plasma een bepaalde waarde bereikt, speelt het inherente magnetische veld van de boogkolom een belangrijke rol in het verder verminderen van de geleidbaarheid van de boogkolom en het verhogen van de temperatuur van het plasma.
3. Mechanisch contractie-effect:
Het watergekoelde mondstuk beperkt de diameter van de gecomprimeerde boogkolom, waardoor de energiedichtheid en de temperatuur van de boogkolom toenemen.
Werkingsprincipe van plasmasnijden:
Plasmasnijden realisatie:
Wanneer de druk van de drie soorten samentrekkingseffecten en de thermische diffusiedruk binnen de plasmaboog een evenwicht bereiken, wordt een plasmastroom van hoge temperatuur (15.000-33.000 °C) en hoge snelheid (300-1500 m/s) uit het mondstuk op het te snijden onderdeel uitgeworpen.
Wanneer het plasma in contact komt met het afkoelende materiaal, valt het onmiddellijk uiteen in atomen of moleculen en geeft het energie af, waardoor het metaal aan de snijrand snel opwarmt en smelt.
Tegelijkertijd heeft de snelle deeltjesstroom een aanzienlijke kinetische energie en genereert sterke mechanische schokken, die het gesmolten metaal verwijderen om de gewenste snede te bereiken.
Vergelijking tussen plasmasnijden en autogeensnijden:
Vergeleken met autogeen snijden hebben plasmasnijmachines het voordeel dat ze plasmabogen gebruiken om het te snijden metaal snel te smelten en weg te blazen, waardoor de gewenste snede wordt gevormd.
Plasmasnijden heeft verschillende kenmerken die het onderscheiden van autogeen snijden, zoals smal kerfbreedteSnijkanten van hoge kwaliteit, hoge snijsnelheid, kleine warmte-beïnvloede zone en minder vervorming.
Plasmasnijden wordt voornamelijk gebruikt voor materialen die niet kunnen worden gesneden met autogeen snijden, zoals roestvrij staal, hooggelegeerd staal, gietijzer, koper, aluminium, legeringen en niet-metalen.
Vergelijking tussen plasmasnijden en vlamsnijden:
a. Plasmasnijden produceert sneden van betere kwaliteit:
Plasma smelt metaal sneller en concentreert de hitte in een kleiner gebied, waardoor de kans op vervorming van het werkstuk afneemt.
Plasma produceert gladdere snijvlakken met minder slak, waardoor er aanzienlijk minder nabewerking nodig is.
③ Bij het snijden van werkstukken met een dikte van minder dan 40 mm heeft plasmasnijden duidelijke voordelen ten opzichte van vlamsnijden in termen van kwaliteit en snelheid.
b. Plasmasnijden is efficiënter:
Plasmasnijden verkort de perforatietijd aanzienlijk.
② Met een plasmasnijder hoeven werkstukken niet voorverwarmd te worden, waardoor ze direct bewerkt kunnen worden.
Wanneer snijmaterialen met een dikte van minder dan 40 mm heeft plasmasnijden duidelijke snelheidsvoordelen. Zo kan een 200A plasmasnijder bij het snijden van werkstukken van 20 mm een 6-8 keer hogere snijsnelheid bereiken dan vlamsnijden.
c. Plasmasnijden heeft een breder toepassingsgebied:
Plasma kan koolstofstaal, roestvrij staal, aluminium, koper en andere metalen snijden, terwijl vlamsnijden voornamelijk wordt gebruikt voor koolstofstaal.
d. De snijsnelheid, snijkwaliteit en algemene bedrijfskosten van plasmasnijmachines zijn veel lager dan die van vlamsnijmachines, vooral bij het snijden van werkstukken met een dikte van minder dan 40 mm.

Voordelen van plasmasnijden:
Breed snijbereik, kan alle metalen platen. Door verschillende werkgassen te gebruiken, kan het verschillende metalen snijden die moeilijk te snijden zijn met autogeen snijden, vooral voor non-ferrometalen (roestvrij staal, aluminium, koper, titanium, nikkel), met betere snijresultaten.
Hoge snijsnelheid en hoog rendement. De snijsnelheid kan oplopen tot meer dan 10 m/min. Bij het snijden van metalen met een kleine dikte is plasmasnijden sneller, vooral bij het snijden van dunne koolstofstalen platen kan de snelheid 5-6 keer hoger zijn dan bij het snijden met autogeen.
Het snijvlak is glad, met weinig thermische vervorming en bijna geen warmte-beïnvloede zone.
Hogere snijprecisie dan vlamsnijden, onderwatersnijden heeft geen vervorming en fijn plasmasnijden heeft een hogere precisie en lagere snijkosten.
Nadelen van plasmasnijden:
De snijprecisie van plasma kan binnen 1 mm liggen, wat niet zo goed is als lasersnijden.
Plasmasnijmachines zijn echter goedkoper dan lasersnijmachines, waardoor ze voordeliger zijn voor ruwe bewerkingen (er zijn zeer nauwkeurige snijmachines ontwikkeld).
Het sterke booglicht, het lawaai en de rook die vrijkomen tijdens het snijden kunnen milieuvervuiling veroorzaken.
Echter, CNC-technologie en onderwaterplasmasnijtechnieken zijn ontwikkeld om de schade voor werknemers te beperken.
Ideaal voor het snijden van stalen platen van 4-30 mm, waarbij de nadelen van langzaam snijden snelheid, grote vervorming, ernstig smelten van de snijkant en aanzienlijke slakophanging veroorzaakt door autogeensnijden.
Bij het snijden van dikke platen kan de snede echter V-vormig worden en een hoog vermogen vereisen, wat resulteert in hoge energieverbruikskosten.

Functionele kenmerken:
Draagbare plasmasnijmachines hebben hoge snijsnelheden, een hoge precisie en lage kosten.
De algemene structuur van de machine is redelijk, stevig, eenvoudig te bedienen en duurzaam.
Kleine en nette snijvlakken zonder slakvorming, waardoor secundaire verwerking niet nodig is.
High-end CNC systemen zijn uitgerust met automatische boogontsteking en stabiele prestaties.
De snijprecisie is uitstekend en de machine kan worden uitgerust met Amerikaanse Hypertherm of Feimat plasma voedingen.
De machine kan ook DXF-padbestanden lezen die zijn gegenereerd door software zoals AUTOCAD via conversiesoftware. Het besturingssysteem maakt gebruik van een USB-stick om verwerkingsbestanden uit te wisselen, waardoor de bediening handig en snel is.
Structurele kenmerken:
Technische kenmerken:
De merken van draagbare CNC-plasmasnijmachines zijn onder andere RILAND, Panasonic, Tayor, Lincoln, Hypertherm, Jasic, HG, Time, KENDE, enz. Dit zijn wereldwijd bekende merken plasmasnijmachines en hun productkwaliteit is geruststellend.
Draagbare CNC snijmachines zijn nu technologisch volwassen en perfect, zozeer zelfs dat klanten ze zelf kunnen installeren en debuggen nadat ze het merk van hun voorkeur hebben gekozen.
Dus, hoe kies je een draagbare CNC-plasmasnijmachine die aan je behoeften voldoet?
1. Draagbare CNC snijmachines bieden twee snijmethoden: plasmasnijden en vlamsnijden. Beide methodes kunnen worden geconfigureerd op dezelfde compacte snijmachine.
2. Plasmasnijden heeft de voorkeur voor het snijden van dunne platen, omdat het twee keer de snijsnelheid van vlamsnijden heeft. Daarom raden we klanten meestal aan om beide snijmethoden te kiezen bij het selecteren van een draagbare CNC snijmachine.
3. Draagbare CNC snijmachines zijn enkelzijdig aangedreven apparaten, die een hoge stabiliteit van de rails vereisen. Als het materiaal van de rails niet goed is, heeft dit direct invloed op het snijeffect van de apparatuur. We kiezen voor profielen van aluminiumlegeringen omdat ze een goede taaiheid en hoge stabiliteit hebben.
4. Bij het kiezen van een numeriek besturingssysteem denken sommige mensen ten onrechte dat hoe geavanceerder en geïmporteerd het systeem is, hoe beter de resultaten.
Het belangrijkste is echter of we het systeem effectief kunnen bedienen en beheersen.
5. De keuze van een plasmavoeding is cruciaal voor het plasmasnijden. Soms zullen veel fabrikanten, om de configuratie te verbeteren, klanten verschillende merken plasmavoedingen aanbevelen en hen zelfs vertellen dat ze een geïmporteerde moeten kiezen. Ook dit is een misverstand.
Voor plasma voedingen is de dikte van de snede die past bij de klant geschikt.
Voor dikke platen kunt u het beste vlamsnijden gebruiken, want hoe groot het plasmavermogen ook is, het snijeffect is niet zo goed als dat van vlamsnijden.
Voor plasma voedingen raad ik over het algemeen Huayuan aan, dat een goede gebruikersfeedback en een lage after-sales service heeft, hoewel ons bedrijf zich voornamelijk bezighoudt met plasma voedingen. Natuurlijk is de prijs ook transparant zonder winst.
6. Vermijd fancy aanbevelingen bij het maken van je selectie en vermijd het toevoegen van onnodige functies die misschien nuttig lijken maar eigenlijk overbodig zijn.
Automatische ontsteking kost bijvoorbeeld minder dan 20 yuan, maar vereist bedrading in onze balk en heeft een hoog storingspercentage.
Als er eenmaal een probleem is, is het niet gemakkelijk te vervangen of te repareren, en het neemt ook ruimte in beslag in de balk. De praktische oplossing is om een automatische ontsteker voor een gasfornuis te kopen, die veilig, praktisch en goedkoop is.
Bij het kiezen van een draagbare CNC snijmachine is het taboe om een configuratie te kiezen die te fancy of overdreven is, wat kan leiden tot overinvestering of onvoldoende functionaliteit. Geen van beide is een goede keuze.

1. Controleer of de verbinding tussen de host en de dwarsbalk betrouwbaar is.
A. Vlamsnijden omvat: een aansluitleiding voor een elektrische hefmotor; een aansluitleiding voor een magneetklep voor het snijden van zuurstof.
B. Plasmasnijden omvat: een verbindingslijn voor de elektrische hefmotor; een plasmastartlijn (deze lijn verbindt de snijgastheer met de plasmasnijvoeding).
2. Controleer de stroomaansluiting.
A. Bij gebruik van snijden met de vlam:
Vereisten voor de voeding van de snijgastheer: AC 220V 50/60Hz 1KW.
Controleer of de voedingsaansluiting van de host betrouwbaar is en is aangesloten op een externe voeding.
B. Bij gebruik van plasmasnijden:
Vereisten voor de voeding van de snijgastheer: AC 220V 50/60Hz 1KW.
Vereisten voor plasmavoeding: AC 220V 50/60Hz.
Voor het vermogen dat nodig is voor het plasmasnijden moet worden uitgegaan van het feitelijke typeplaatje van de gebruikte plasmastroombron.
Na controle: sluit de externe voeding aan → zet de aan/uit-schakelaar op het achterpaneel van de snijhost aan.
3. Programma aanpassen (deze stap is hetzelfde voor zowel vlamsnijden als plasmasnijden)
① Breng het op de computer gemaakte programma over naar het snijcontrolesysteem met behulp van een USB-flashstation. Druk in de hoofdinterface van het opstarten van het systeem op F3 (bewerken) → druk op F3 (USB-flashstation) → gebruik de toetsen (Y+↑) of (Y-↓) op het paneel van het besturingssysteem om de bestandsnaam te vinden die moet worden overgebracht naar het systeem → druk op F2 (kopiëren). Druk vervolgens op een gele pijl aan weerszijden van F1-F6 om terug te keren naar de opstartinterface.
② Laad de bestaande bestanden in het snijcontrolesysteem voor gebruik.
Druk in de hoofdinterface van het opstartsysteem op 3 (bewerken) → druk op F2 (laden) + gebruik de knoppen (Y+↑) of (Y-↓) op het paneel van het besturingssysteem om de bestandsnaam te vinden die moet worden gebruikt voor het snijden → druk op F2 (laden).
4. De snijparameters aanpassen
① Druk in de hoofdinterface van het opstartsysteem op F4 (parameters) → druk op F1 (systeem) → gebruik de knoppen (Y+↑) of (Y-↓) op het bedieningspaneel om de pijl "één" omhoog en omlaag te bewegen om het machinemodel te selecteren. → Druk op (X+一) of (X-一) om het snijtype te kiezen. → Druk na selectie op F6 (opslaan).
② Druk in de hoofdinterface van het opstarten van het systeem op F4 (parameters) → gebruik de toetsen (Y+↑) of (Y-↓) op het paneel van het besturingssysteem om omhoog en omlaag te gaan.
Pas elke parameter aan: De parameterconfiguratie voor normaal snijden is als volgt:
| Vlam | Plasma |
| Randperforatie prompt: Vraag sluiten | Randperforatie prompt: Vraag sluiten |
| Opwarmvertraging: 3000 | Startvertraging boog: 0100.00 |
| Vertraging opheffen snijpistool: 00100 | Vertraging opheffen snijpistool: 00000.00 |
| Daalvertraging van het maaipistool: 00000 | Snijpistool daalvertraging: 00000.00 |
| Ontstekingsvertraging: 00000 | Perforatievertraging: 00100.00 |
| Doorborend snijpistool liter: 00050 | Hoeksnelheidsverhouding: 080%% |
| Doorborend snijpistool druppel: 00042 | Stijgtijd positionering: 00000,00 |
| Perforatievertraging: 00000 | Spleetcompensatie: 00001.00 (de helft van de werkelijke spleet) |
| Spleetcompensatie: 001,0 (de helft van de werkelijke spleet) | Stijgingsvertraging: 00000.00 |
| Hoekboogstraal: 00500,00 | |
| Afdaalsnelheid in bochten: 100% |
Druk na het aanpassen van elke parameter op F6 (Opslaan).
③ Druk op de hoofdinterface van het opstartsysteem op F4 (Parameter) → Druk op F2 (Snelheid) om de snijsnelheid aan te passen. De specifieke parameters zijn als volgt:
Opstartsnelheid: X00100 Y00100
Versnelling: X00100 Y00100
Handmatige snelheidslimiet: X02000 Y02000
Verwerkingssnelheid: X02000 Y02000
5. Pas de vorm aan of staalplaat om overeen te komen met het snijpatroon en de werkelijke staalplaat. (Deze stap maakt gebruik van zowel vlam als plasma).
Lijn één kant van de staalplaat uit met de Y-as van de snijmachine. Gebruik een liniaal om de afstand te meten van beide uiteinden van de staalplaat in de buurt van de snijmachine tot de machine. Stel de snijmachine of staalplaat af op basis van de specifieke situatie ter plaatse om één kant van de staalplaat uit te lijnen met de Y-as van de snijmachine.
Druk op de hoofdinterface van het opstartsysteem op F1 (Auto) → Druk op F4 (Graphics) → Druk op F4 (Process) → Druk op F1 (Rotate) → Druk vervolgens op F1 (X Mirror), 2 (X Mirror), 3 (XY Mirror) of F4 (Rotation) om het beginpunt van het patroon en het snijpunt van de staalplaat te laten overeenkomen. (Nadat je op F4 (Rotatie) hebt gedrukt, voer je een rotatiehoek in en druk je op "OK"). Als het patroon naar een ongewenste positie draait, druk dan op F6 (Herstellen) en druk vervolgens op een andere knop tussen F1 (X-spiegelen), 2 (X-spiegelen), 3 (XY-spiegelen) of F4 (Rotatie) om het patroon te bewerken tot je tevreden bent. Druk op een gele pijl tussen F1 en F6 om terug te keren naar het hoofdmenu.
Druk in het hoofdmenu op F1 (Auto) → Druk op de knoppen op het bedieningspaneel met de labels (Y+↑), (Y-↓), (X+→) of (X-←) om het toortsmondstuk te verplaatsen naar de overeenkomstige positie waar het patroon begint te snijden op de staalplaat. Druk op een gele pijl tussen F1 en F6 om terug te keren naar het hoofdmenu. (Tijdens machinebedieningPas de hoogte van de toorts aan met behulp van (S↑) of (S↓) om te voorkomen dat de toorts de staalplaat raakt).
6. Pas de snijsnelheid aan.
Druk in het hoofdmenu op 1 (Auto) → Druk op de knop op het bedieningspaneel met de tekst (F↑) om de snijsnelheid te verhogen of (F,) om deze te verlagen. De snijsnelheid wordt linksboven in het scherm weergegeven.
De specifieke numerieke waarden moeten worden aangepast aan de dikte van de staalplaat. De referentiewaarden zijn als volgt:
| Referentiewaarde vlam | Plasma-referentiewaarde | |||||
| Snijmondstuk nummer | Snijdikte mm | Snijsnelheid mm/min | Huidige A | Snijdikte mm | Snijsnelheid mm/min | |
| 00 | 5-10 | 600-450 | 50 | Minder dan 4 mm | 1500 | |
| 0 | 10-20 | 480-380 | 80 | 5-6 | 1200 | |
| 1 | 20-30 | 400-320 | 100 | 8 | 1100 | |
| 2 | 30-50 | 350-280 | 100 | 10 | 1000 | |
| 3 | 50-70 | 300-240 | 100 | 12 | 700 | |
| 4 | 70-90 | 260-200 | 100 | 16 | 400 | |
| 5 | 90-120 | 210-170 | ||||
| 6 | 120-160 | 180-140 | ||||
| 7 | 160-200 | 150-110 | ||||
| 8 | 200-270 | 120-90 | ||||
| 9 | 270-350 | 90-60 | ||||
| 10 | 350-400 | 70-50 | ||||
De bovenstaande tabelgegevens zijn voor gewone koolstofstalen platen, en de snijsnelheid van andere soorten staal platen moeten overeenkomstig worden verminderd.
7. Controleer of de gastoevoer betrouwbaar is en stel de vlam af bij gebruik.
A. Bij gebruik van een vlam:
Controleer of de gastoevoerpaden van het brandstofgas en de zuurstof naar de inlaatpoort van de dwarsbalk goed zijn aangesloten; open de regelkleppen van elk gas en pas de gastoevoerdruk aan (de zuurstofdruk mag niet hoger zijn dan 0,5 en de brandstofgasdruk moet ongeveer 0,05 zijn).
Nadat u hebt bevestigd dat de gastoevoer normaal is, drukt u op F1 (automatisch) op de opstartinterface en vervolgens op (Y+↑), (Y-↓), (X+→-), (X-) om de snijbrander van de staalplaat weg te bewegen. Draai vervolgens de regelkleppen van het brandstofgas en de voorverwarmingszuurstof op de snijbrander linksom en steek ze aan.
Druk na het instellen van de voorverwarmingsvlam op de knop Snijzuurstof op het bedieningspaneel. Op dat moment opent de elektromagnetische klep van de snijzuurstofregeling op de snijbrander.
Draai vervolgens de zuurstofregelklep op de snijbrander linksom en stel de snijzuurstof in.
Druk nogmaals op de knop Zuurstof snijden op het bedieningspaneel. Op dat moment sluit de elektromagnetische klep van de snijzuurstofregeling op de snijbrander.
B. Bij gebruik van een plasma:
Controleer of het gastoevoerpad dat perslucht (of stikstof) levert aan de plasmastroombron goed is aangesloten en open de regelklep van de gastoevoer. Stel de gasdrukregelklep op de plasmastroombron zo af dat de gastoevoerdruk tussen 0,4 en 0,5 ligt (de reduceerklep moet regelmatig worden gecontroleerd en afgetapt).
Als de plasmabehuizing watergekoeld is, controleer dan het retourwater en het waterniveau in de watertank.
8. Breekpunt
(1) Stroomstoring
Als de stroom plotseling uitvalt tijdens normaal bedrijf, kunnen de apparatuur en de staalplaten niet bewegen. Schakel de vlam uit en wacht tot er weer stroom is.
Ontsteek vervolgens de machine en druk op F1 (automatisch) op de opstartinterface. Druk op F6 (breekpunt), wacht op de voorverwarming en druk dan op start (groene knop) om verder te gaan met snijden.
Als het apparaat vooruit beweegt na het indrukken van de startknop (groene knop) maar de snijzuurstof gaat niet aan, druk dan op stop (rode knop), druk vervolgens op F3 (terug) en wacht tot het apparaat terug beweegt naar het breekpunt voordat je stopt.
Druk na het voorverwarmen eenmaal op de knop voor het snijden van zuurstof op het paneel en druk vervolgens op de startknop (groene knop) om verder te gaan met snijden.
(2) Wanneer de staalplaat tijdens het snijden niet kan worden doorgesneden:
Als de staalplaat tijdens het snijden niet doorgesneden kan worden, druk dan op stop (rode knop) en druk op 3 (terug) om terug te gaan naar de positie waar de staalplaat niet doorgesneden kan worden.
Druk vervolgens op stop. Als je te ver naar achteren bent gegaan, druk dan op F2 (vooruit) om terug te gaan naar de juiste positie, druk dan op stop (rode knop) en druk ten slotte op start (groene knop) om verder te gaan met snijden.
(3) Wanneer een heel programma halverwege is en het tijd is om het werk te verlaten:
Als het tijdens normaal bedrijf tijd is om het werk te verlaten, maar het werk nog niet klaar is, druk dan op pauze (rode knop), druk vervolgens op F6 (breekpunt) en schakel de machine uit. Tijdens de volgende dienst, als de apparatuur of staalplaten zijn verplaatst, beweegt u de snijbrander naar het stoppunt en als de apparatuur of staalplaten niet zijn verplaatst, ontsteekt u de machine. Druk op F1 (automatisch) op de opstartinterface, druk dan op F6 (breekpunt), wacht op voorverwarming en druk op start (groene knop) om verder te gaan met snijden.
Als het apparaat vooruit beweegt nadat u op de startknop (groene knop) hebt gedrukt, maar de snijzuurstof gaat niet aan, druk dan op stop (rode knop), druk vervolgens op F3 (terug) en wacht tot het apparaat terug beweegt naar het breekpunt voordat u stopt. Druk na het voorverwarmen eenmaal op de knop voor snijzuurstof op het paneel en druk vervolgens op de startknop (groene knop) om verder te gaan met snijden.
(4) Wanneer de snijbrander moet worden vervangen of behandeld tijdens het snijden:
① Druk op stop (rode knop) en zet de vlam uit, vervang of behandel de snijbrander op het pauzepunt en druk dan op start (groene knop) om verder te gaan met snijden. Als het apparaat vooruit beweegt nadat u op start (groene knop) hebt gedrukt, maar de snijzuurstof gaat niet aan, druk dan op stop (rode knop), druk vervolgens op F3 (terug) en wacht tot het apparaat terug beweegt naar de positie waar de staalplaat niet kan worden doorgesneden voordat u stopt. Druk na het voorverwarmen eenmaal op de knop voor snijzuurstof op het paneel en druk vervolgens op de startknop (groene knop) om verder te gaan met snijden.
② Druk op stop (rode knop) en druk vervolgens op een van de richtingstoetsen (Y+↑), (Y-↓), (X+→) of (X-) om de snijbrander van de staalplaat weg te bewegen voordat de vlam wordt uitgeschakeld. Vervang of behandel de toorts, steek hem aan en druk vervolgens op start (groene knop). Selecteer "stop na terugkeer in lege ruimte" door op (Y+↑) of (Y-↓) te drukken en druk vervolgens op start (groene knop) om verder te gaan met snijden.
Als het apparaat naar voren beweegt na het indrukken van de startknop (groene knop), maar de snijzuurstof gaat niet aan, druk dan op stop (rode knop) en druk vervolgens op 3 (terug) om terug te gaan naar de positie waar de staalplaat niet doorgesneden kan worden. Als u te ver naar achteren bent gegaan, druk dan op F2 (vooruit) om terug te gaan naar de juiste positie, druk dan op stop (rode knop) en wacht op voorverwarming. Druk eenmaal op de knop voor het snijden van zuurstof op het paneel en druk vervolgens herhaaldelijk op de startknop (groene knop) om verder te gaan met snijden.
(5) Wanneer het breekpunt niet kan worden gevonden:
In ieder geval, als er meerdere pauzes zijn tijdens het snijden en de huidige afbeelding die wordt weergegeven op het apparaat komt niet overeen met de werkelijke snede, gebruik dan de richtingstoetsen (Y+↑), (Y-↓), (X+→) of (X-) om de snijbrander terug te verplaatsen naar het oorspronkelijke startpunt van het programma. Keer terug naar de opstartinterface, druk op 3 (bewerken), druk op F2 (laden), selecteer het programma met de richtingstoetsen (Y+↑), (Y-↓), druk op F2 (laden), druk op F3 (opslaan), keer terug naar de opstartinterface, druk op F1 (automatisch), druk op F1 (lege regel) en wacht tot de snijbrander de overeenkomstige positie van de eigenlijke snede op de programma-afbeelding en de staalplaat bereikt. Druk dan op stop (rode knop), steek de machine aan en druk op start (groene knop) om verder te gaan met snijden.
Als het apparaat naar voren beweegt nadat je op de startknop (groen) hebt gedrukt, maar de snijzuurstof gaat niet aan, druk dan op stop (rode knop) en druk vervolgens op F3 (terug) om terug te gaan naar de positie waar de staalplaat niet doorgesneden kan worden. Als u te ver naar achteren bent gegaan, drukt u op F2 (vooruit) om terug te gaan naar de juiste positie, drukt u vervolgens op stop (rode knop) en wacht u op voorverwarming. Druk eenmaal op de knop voor het snijden van zuurstof op het paneel en druk vervolgens op de startknop (groene knop) om verder te gaan met snijden.
1. Wanneer u een draagbare CNC-plasmasnijmachineAls de operator een aantal snijtechnieken goed beheerst, zal hij twee keer zoveel resultaat behalen met de helft van de inspanning voor de machine-efficiëntie, terwijl hij ook de schade aan de apparatuur beperkt. Vervolgens zullen we enkele snijtechnieken voor draagbare CNC-plasmasnijmachines met u delen.
2. Wanneer snijstaal Probeer bij platen vanaf de rand naar het midden te snijden in plaats van vanaf het midden. Starten vanaf de rand verlengt de levensduur van de verbruiksartikelen. De juiste methode is om het mondstuk direct uit te lijnen met de rand van het werkstuk voordat u de plasmaboog start.
Verkort de boogontstekingstijd van de snijmachine. Het verbruik van het mondstuk en de elektriciteit is erg snel tijdens de boogontsteking. Voordat u begint, moet de toorts binnen de snijafstand van het metaal worden geplaatst.
3. Overbelast het mondstuk niet om schade te beperken. Overbelasting zal de straalpijp snel beschadigen. De stroomsterkte moet 95% van de werkstroom van de sproeier zijn. De stroomsterkte van een 100A sproeier moet bijvoorbeeld worden ingesteld op 9.
4. Bereken vooraf een redelijke snijafstand om slijtage van de apparatuur te beperken. Gebruik volgens de instructies een redelijke snijafstand, dat is de afstand tussen het snijmondstuk en het werkstukoppervlak. Gebruik bij het doorboren een afstand die twee keer zo groot is als de normale snijafstand of de hoogte die de plasmaboog kan overbrengen.
1. Besturingssysteem
Het systeem van de draagbare plasmasnijmachine zelf is instabiel: dit komt doordat sommige fabrikanten goedkope besturingssystemen ontwikkelen zonder relevante mogelijkheden om de kosten te drukken, wat resulteert in defecte apparatuur in zware industriële omgevingen. Bovendien is het anti-interferentievermogen van het draagbare plasmasnijmachinesysteem zwak: het systeem moet niet alleen snijtaken uitvoeren, maar ook bestand zijn tegen interferentie van hoogfrequente pulsgroepen en andere interferentiebronnen in ruwe omgevingen. Naast het uitvoeren van diverse preventieve werkzaamheden binnen het systeem, moeten de verbindingslijnen met betrekking tot het systeem worden afgeschermd en geïsoleerd.
2. Werking en gebruik
Verkeerde bediening van het systeem door de operator: Een onjuiste bediening kan er ook voor zorgen dat de draagbare CNC snijmachine vastloopt of defect raakt. De juiste bediening is om tijdens normaal snijden niet willekeurig op andere knoppen te drukken.
3. Hoogfrequente interferentie
Er zijn sterke externe interferentiebronnen: in fabrieken genereren veel apparaten zelf een grote hoeveelheid elektromagnetische en pulserende interferentiegroepen, zoals lasmachines, plasmasnijmachines, enzovoort. Deze storingsbronnen komen rechtstreeks in het systeem van de snijmachine terecht en hebben daar een verschillende mate van invloed op, waardoor het systeem direct kan worden vernietigd. De draagbare CNC snijmachine moet zich ≥10 m ver van storingsbronnen (groepen) bevinden.
Plasmasnijden, gecombineerd met verschillende werkgassen, kan metalen snijden die moeilijk te snijden zijn met zuurstofsnijden, vooral voor non-ferrometalen (roestvrij staal, aluminium, koper, titanium, nikkel), wat resulteert in betere snijresultaten.
Plasmasnijmachines worden veel gebruikt in verschillende industrieën, zoals auto's, locomotieven, drukvaten, chemische machines, nucleaire industrie, algemene machines, technische machines, staalconstructies, schepen en nog veel meer.
De meest gebruikte methoden zijn conventioneel plasmasnijden en luchtplasmasnijden.
Over het algemeen bieden draagbare plasmasnijmachines een handige en universele oplossing voor de metaalbewerkingsindustrie. Dankzij het lichte gewicht, de draagbaarheid en het gebruiksgemak is het het voorkeursgereedschap geworden voor zowel metaalbewerkers als hobbyisten.
Door de kennis in deze ultieme gids te volgen, kunt u een draagbare plasmasnijmachine kiezen die past bij uw behoeften en budget, en deze veilig en effectief gebruiken.
Of u nu bezig bent met doe-het-zelfprojecten, kleinschalige reparatiewerkzaamheden of grootschalige industriële projecten, draagbare plasmasnijmachines kunnen u tijd, geld en energie besparen. Daarom is investeren in een hoogwaardige draagbare plasmasnijmachine een goede keuze.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











