Dit is een samenvatting van het ontwerpen van opspanningen in de industrie, maar het is niet zo eenvoudig als het lijkt. Door ons onderzoek en gesprekken met verschillende experts hebben we ontdekt dat het voorontwerp vaak te maken heeft met positionerings- en klemproblemen die niet voldoende worden aangepakt.
Zonder de juiste oplossingen voor deze uitdagingen zal elk innovatief ontwerp praktische waarde missen. Om het succes en de integriteit van het ontwerp en de verwerking van opspanningen te garanderen, is het cruciaal om een goed begrip te hebben van de basisprincipes van positioneren en opspannen.
Locator kennis
1. Basisprincipes van positioneren vanaf de zijkant van het werkstuk
"Bij het positioneren van het werkstuk, zoals de ondersteuning, is het meest fundamentele principe dat gevolgd moet worden het driepuntsprincipe. Dit principe, ook bekend als het steunprincipe, is afgeleid van het concept dat "drie punten die niet op dezelfde lijn liggen een vlak bepalen."
Met drie punten kan een vlak worden bepaald, wat leidt tot de bepaling van in totaal vier vlakken. Het kan echter een uitdaging zijn om het vierde punt in hetzelfde vlak te lokaliseren, ongeacht de gebruikte methode."
Drie principes
Als je bijvoorbeeld vier vaste hoogtelocatoren gebruikt, is het mogelijk dat er maar drie in contact komen met het werkstuk, waardoor de kans groot is dat de vierde dat niet doet. Om dit probleem aan te pakken, wordt gewoonlijk aanbevolen om de plaatsbepaler te configureren op basis van drie punten, waarbij de afstanden tussen deze punten zo groot mogelijk worden gehouden.
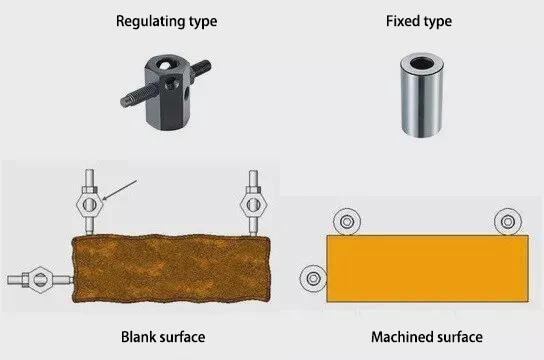
Verder is het bij het instellen van de klepstandsteller belangrijk om de richting te bepalen waarin de bewerkingsbelasting wordt uitgeoefend. Deze richting verwijst naar de richting waarin de gereedschapsgreep of het gereedschap zich beweegt. Als je hier geen rekening mee houdt, kan dit een grote invloed hebben op de algehele nauwkeurigheid van het werkstuk.
Voor het positioneren van het onbewerkte oppervlak van het werkstuk wordt meestal een verstelbare klepstandsteller met bout gebruikt. Voor het positioneren van het bewerkingsoppervlak wordt een vaste klepstandsteller gebruikt (waarbij het contactoppervlak van het werkstuk geslepen is).
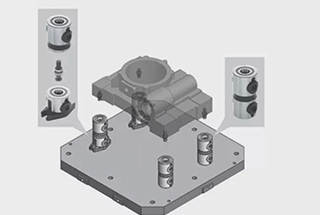
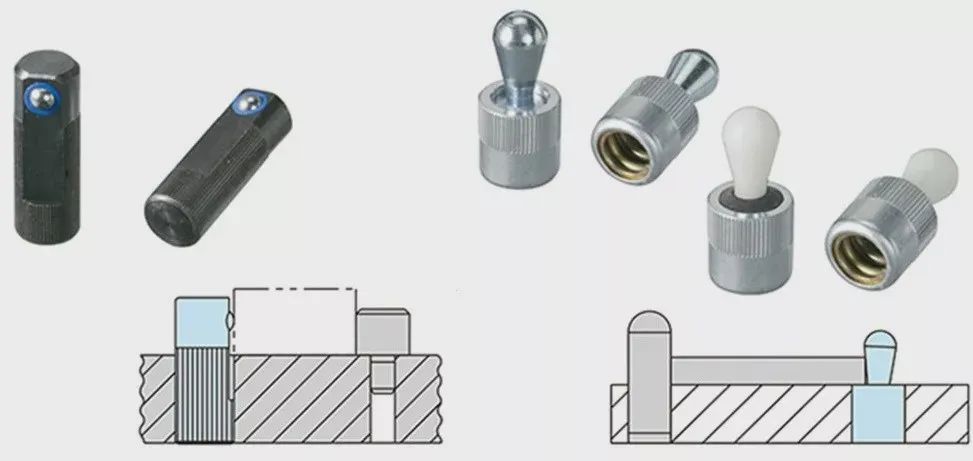
2. Basisprincipes van positioneren vanuit een werkstukgat
Bij het positioneren van het werkstuk is het essentieel om een pen te gebruiken met een tolerantie die past in de gaten die in de vorige stap zijn bewerkt.
Om de gewenste positioneernauwkeurigheid te bereiken, moet de pen dezelfde nauwkeurigheid hebben als het gat in het werkstuk en binnen de gespecificeerde tolerantie passen.
Daarnaast worden voor het positioneren vaak rechte pennen en diamantpennen gebruikt, waardoor het werkstuk gemakkelijker te monteren en demonteren is en de kans kleiner is dat het werkstuk en de pen vast komen te zitten.
Gebruik pinpositionering
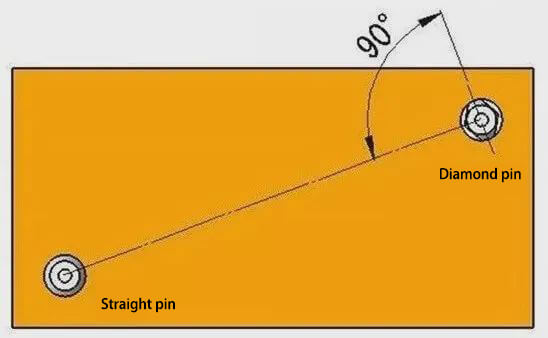
Natuurlijk is het mogelijk om rechte pennen te gebruiken voor beide posities door de montagetolerantie aan te passen. Maar voor een preciezere positionering is het meestal het meest effectief om een combinatie van een rechte pen en een diamantpen te gebruiken.
Bij gebruik van beide typen pennen staat de verbindingslijn van de diamantpen, op het contactpunt met het werkstuk, meestal loodrecht op de verbindingslijn van de rechte pen, waardoor een hoek van 90 graden ontstaat. Deze configuratiemethode wordt gebruikt voor hoekpositionering, specifiek voor het bepalen van de draairichting van het werkstuk.
Relevante kennis van klemmen
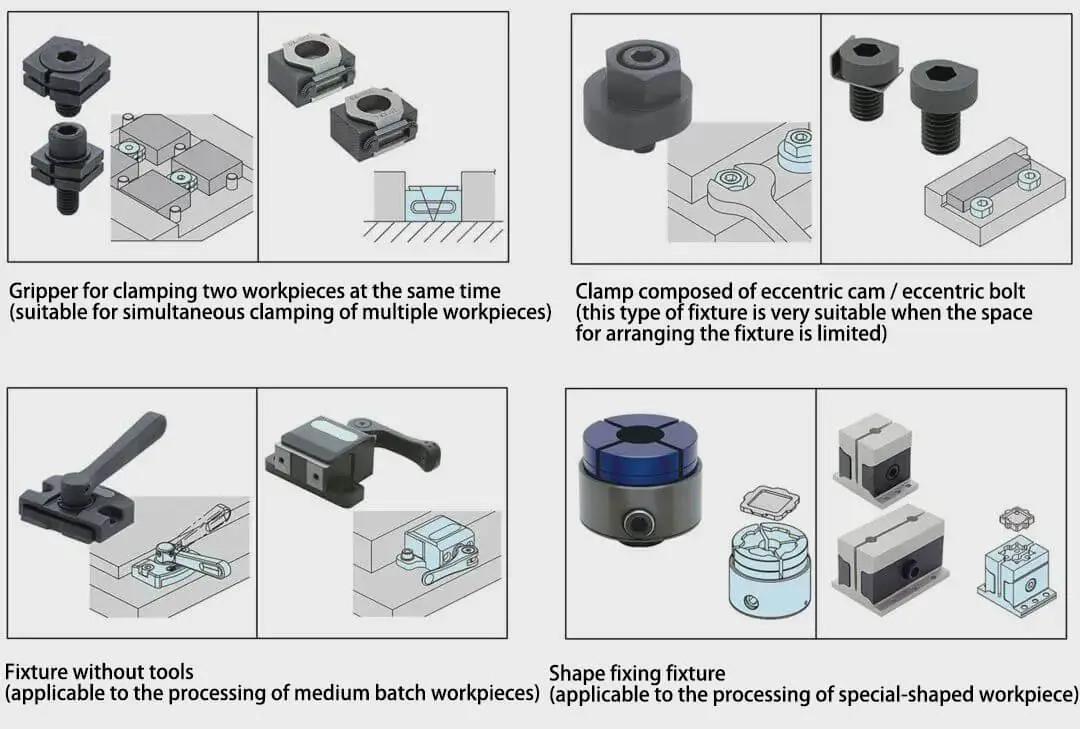
1. Classificatie van klemmen
Afhankelijk van de klemrichting wordt deze over het algemeen onderverdeeld in de volgende categorieën:
Laten we vervolgens eens kijken naar de kenmerken van verschillende klemmen.
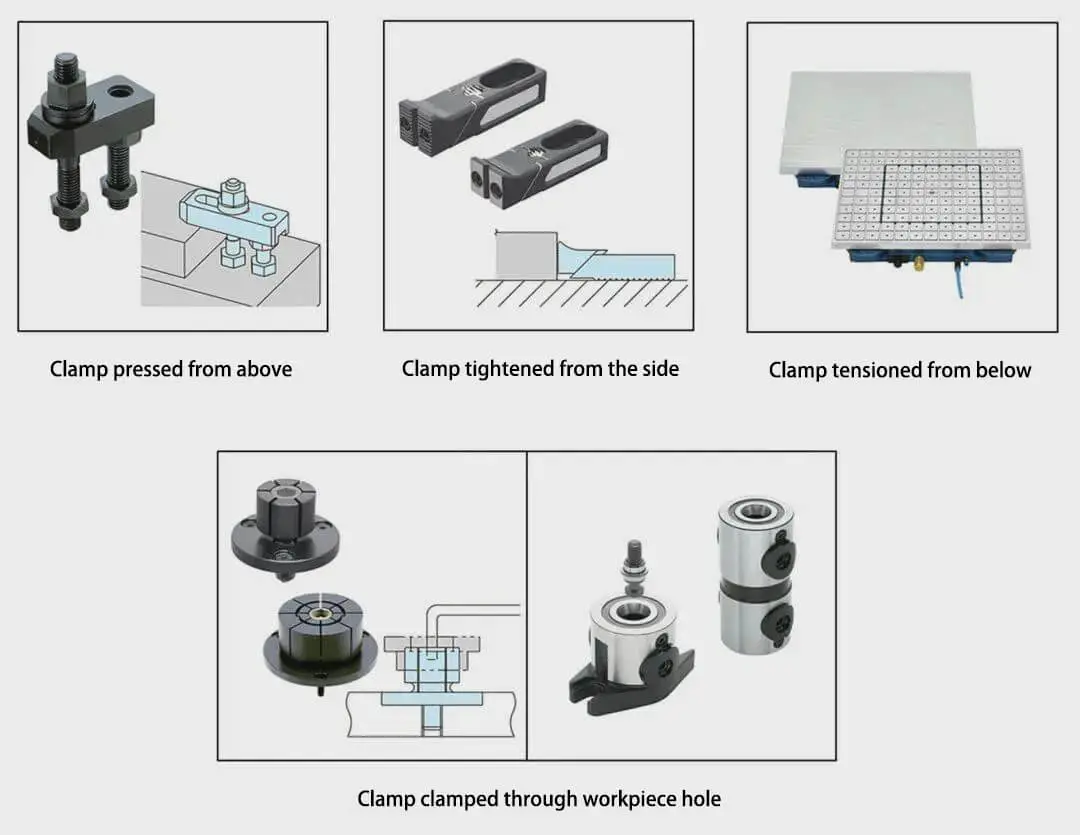
1. Klem van bovenaf ingedrukt
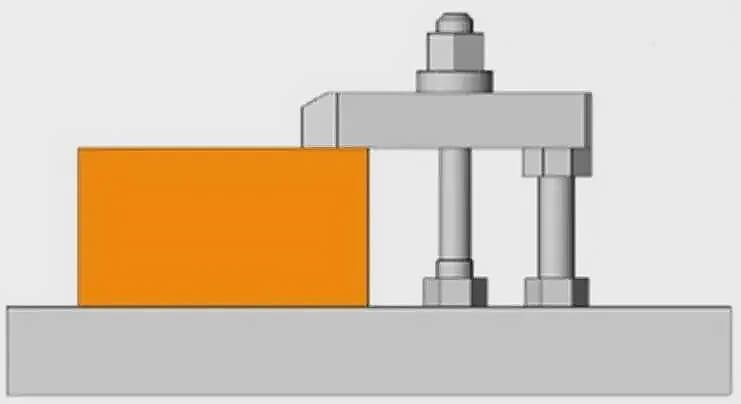
De kleminrichting die vanaf de bovenkant van het werkstuk samendrukt, is het meest stabiel en veroorzaakt de minste vervorming tijdens het klemmen. Daarom is de eerste overweging bij het bewerken van een werkstuk om vanaf de bovenkant te klemmen. De meest gebruikte opspanning voor dit type klemming is een handbediende mechanische opspanning.
De "dennenblad" klem is bijvoorbeeld een type kleminrichting dat vaak wordt gebruikt. Het bestaat uit een drukplaat, tapbout, krik en moer.
Bovendien kunnen, afhankelijk van de vorm van het werkstuk, verschillende vormen van persplaten worden geselecteerd om overeen te komen met verschillende vormen van werkstukken.
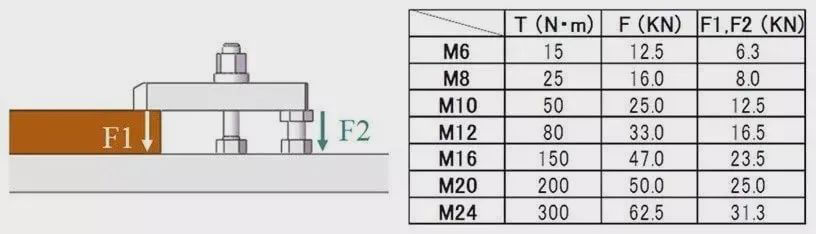
Het verband tussen het koppel en de klemkracht van de dennenbladklem kan worden berekend aan de hand van de voortstuwingskracht van de bout.
De eenvoudige berekeningsformule van de klemkracht is als volgt:
F(kN) = T(N-m)/0,2d
(d verwijst naar de nominale diameter van de bout)
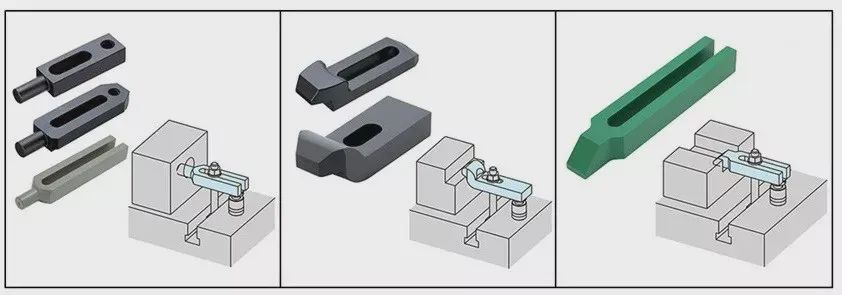
Naast de dennenbladklem zijn er ook nog de volgende vergelijkbare klemmen om van bovenaf op het werkstuk te klemmen.
2. Klemmen vanaf de zijkant
De originele methode om het werkstuk van bovenaf vast te klemmen is het meest stabiel en nauwkeurig en resulteert ook in de minste bewerkingsbelasting op het werkstuk.
Als het echter niet mogelijk is om vanaf de bovenkant te klemmen vanwege factoren zoals bewerking boven het werkstuk of ongeschiktheid, kan het nodig zijn om het werkstuk vanaf de zijkant te klemmen.
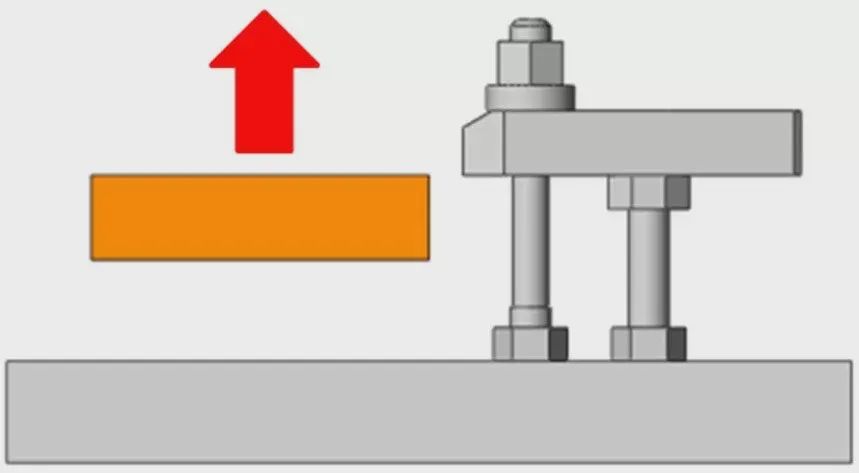
Het moet echter opgemerkt worden dat het opspannen van het werkstuk vanaf de zijkant kan resulteren in een opwaartse kracht. Bij het ontwerpen van de opspanning moet er zorgvuldig over worden nagedacht om deze kracht te elimineren.
Naast de klemmen in de bovenstaande afbeelding zijn er ook zijklemmen verkrijgbaar.
Deze zijklemmen genereren een schuine neerwaartse kracht wanneer er druk wordt uitgeoefend, waardoor effectief wordt voorkomen dat het werkstuk gaat zweven.
Er zijn ook andere, vergelijkbare klemmen om vanaf de zijkant te klemmen.
3. Klem voor het spannen van het werkstuk vanaf de pull-down
Bij het bewerken van het bovenvlak van een werkstuk van dunne plaat is het niet mogelijk om het van bovenaf vast te klemmen en is het niet praktisch om het van de zijkant samen te drukken. De meest haalbare klemmethode is om het werkstuk vanaf de onderkant vast te klemmen.
Als het werkstuk van ijzer is, kan meestal een magnetische klem worden gebruikt om het van onderaf vast te zetten. Voor werkstukken van non-ferrometaal kunnen meestal vacuümzuignappen worden gebruikt om ze vast te zetten.
De klemkracht is recht evenredig met het contactoppervlak tussen het werkstuk en de magnetische klem of vacuümzuignap.
Als de verwerkingsbelasting echter te hoog is bij het verwerken van kleine werkstukken, zijn de resultaten mogelijk niet optimaal.
Bovendien moet bij gebruik van een magneet of vacuümhouder het contactoppervlak met de magneet en vacuümhouder glad zijn om veilig en normaal te werken.
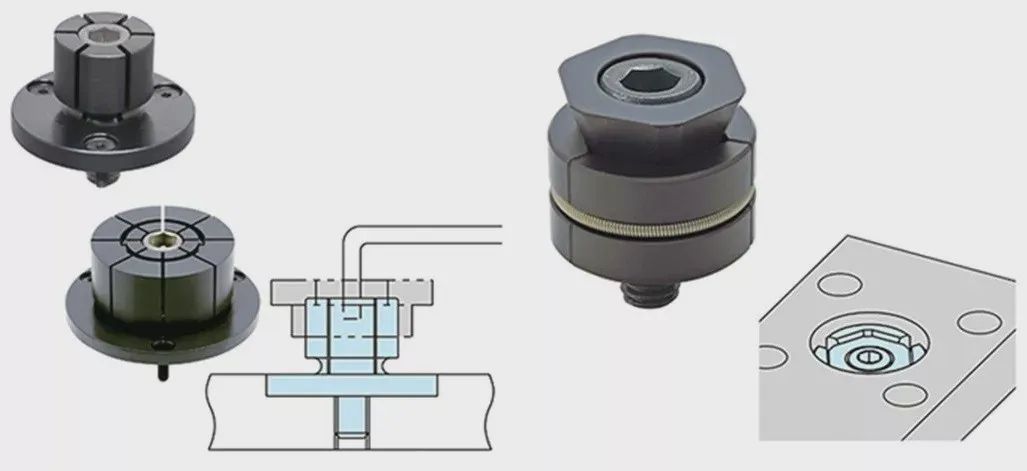
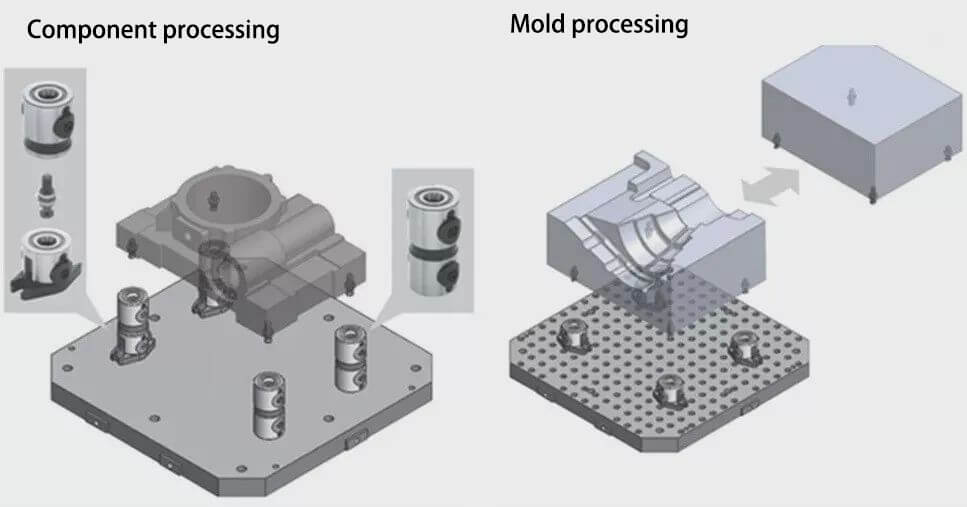
4. Klem geklemd met gat
Bij het uitvoeren van veelzijdige gelijktijdige verwerking of matrijsverwerking op een 5-asmachineis het aan te raden om gatklemming te gebruiken om te voorkomen dat de opspanning en het gereedschap het resultaat beïnvloeden. Deze methode is superieur aan boven- en zijklemmen omdat er minder druk op het werkstuk wordt uitgeoefend, waardoor de kans op vervorming kleiner wordt.
Directe bewerking met gaten
Stel de trekpen in om te klemmen
2. Voorklemmen
De nadruk ligt vooral op de bevestiging van de werkstukklem. Het verbeteren van de bedienbaarheid en het gebruik van voorspanning is ook cruciaal.
Als het werkstuk verticaal op de basis wordt geplaatst, zal het door de zwaartekracht naar beneden vallen.
Om dit te voorkomen, moet je het werkstuk handmatig vasthouden en vastzetten terwijl je de grijper gebruikt om te werken.
Voorklemmen
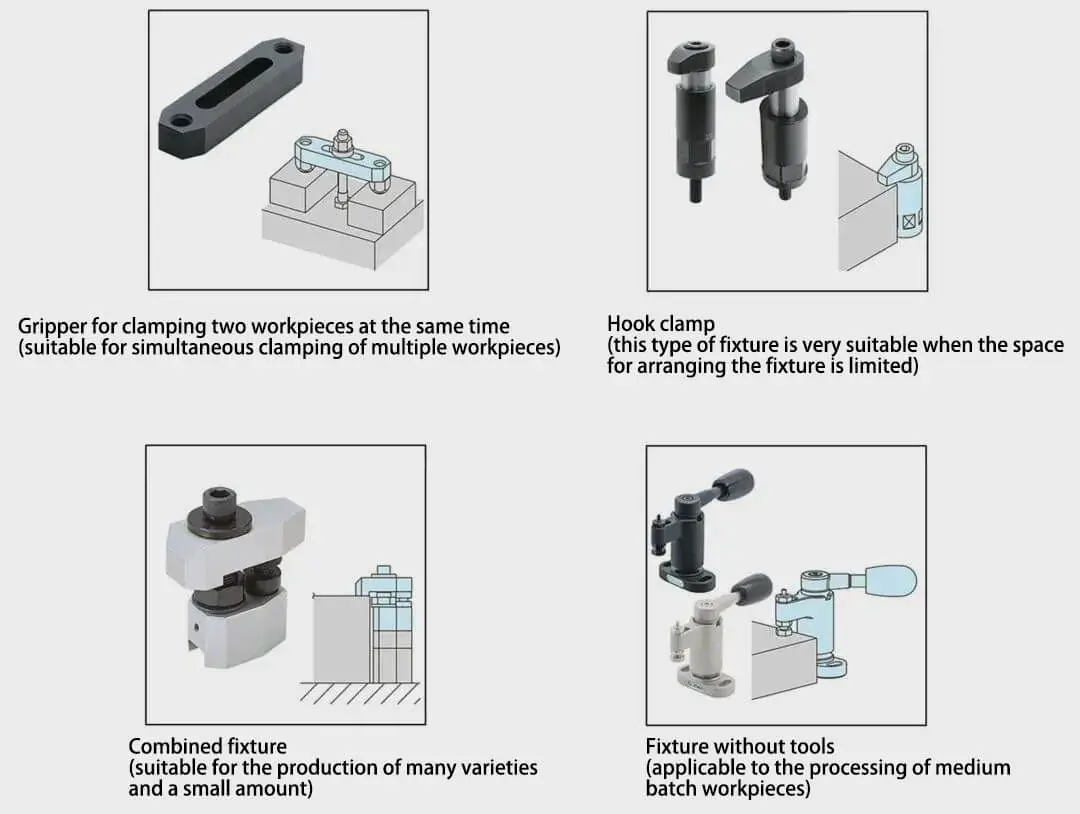
Als het werkstuk zwaar is of als er meerdere stukken tegelijk worden geklemd, wordt de bedienbaarheid aanzienlijk beperkt en duurt het klemmen lang. In dergelijke situaties is het gebruik van een bron Het voorspanproduct kan helpen om het werkstuk stabiel te houden terwijl de grijper wordt bediend, waardoor de bedienbaarheid aanzienlijk wordt verbeterd en de klemtijd wordt verkort.
3. Voorzorgsmaatregelen bij het kiezen van de klem
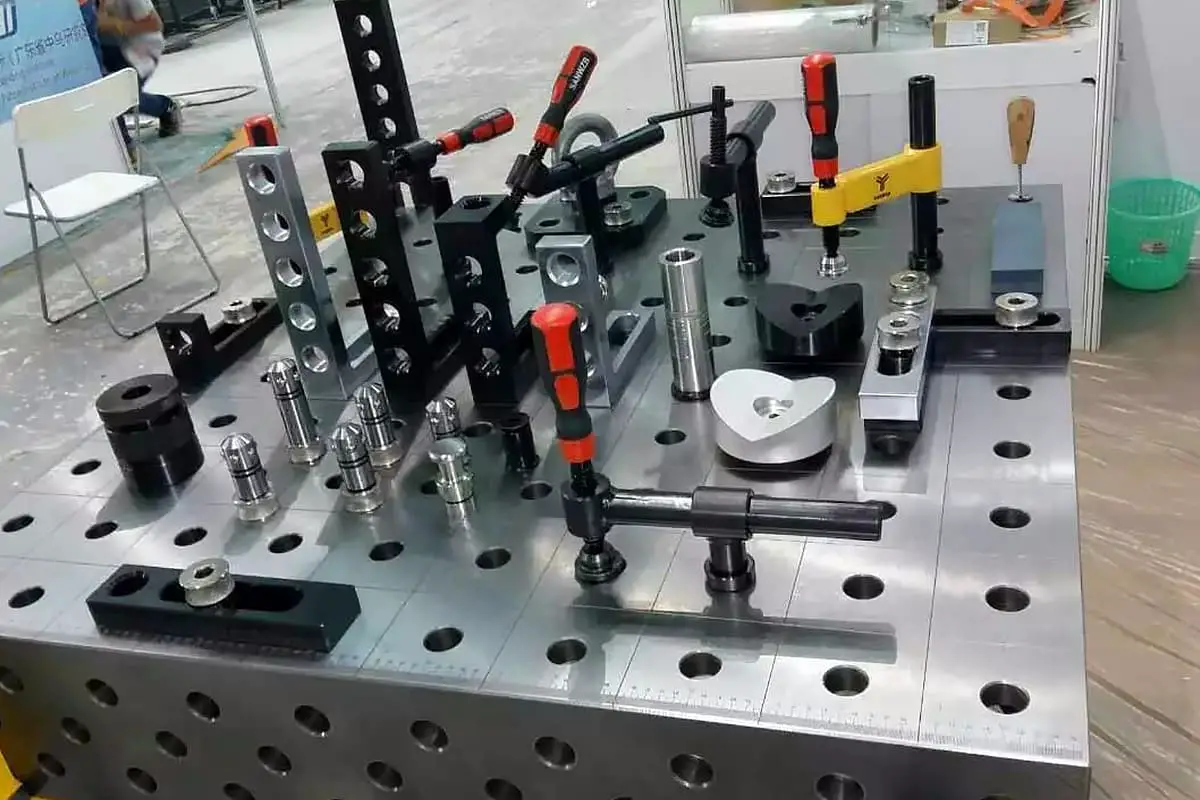
Als er meerdere soorten klemmen worden gebruikt in dezelfde gereedschapopstelling, is het cruciaal om de gereedschappen die worden gebruikt voor het vast- en losdraaien te standaardiseren. Dit helpt de werklast voor de operator te minimaliseren en de totale klemtijd van het werkstuk te verkorten.
Zoals te zien is in de afbeelding links, kan het gebruik van verschillende soorten sleutels voor spanwerkzaamheden bijvoorbeeld leiden tot een hogere werkbelasting voor de operator en langere klemtijden.
Aan de andere kant, zoals geïllustreerd in de afbeelding rechts, wanneer de gereedschappen en sleutels gestandaardiseerd zijn en de boutmaat uniform is, wordt de bewerking veel handiger en efficiënter voor het personeel op locatie.
Bedienbaarheid van werkstukklemming
Daarnaast is het bij het instellen van de klem cruciaal om prioriteit te geven aan het klemgemak van het werkstuk. Als het werkstuk onder een hoek moet worden vastgeklemd, kan het lastig worden om te hanteren. Hier moet rekening mee worden gehouden bij het ontwerpen van opspangereedschap om ongemak te voorkomen.