Heb je je ooit afgevraagd hoe een enorme machine metalen platen precies kan ponsen en vormen? In deze blogpost verkennen we de fascinerende wereld van de JH21 elektrische pers. Je leert meer over de werkingsprincipes, de belangrijkste onderdelen en essentiële veiligheidstips om de efficiëntie en levensduur te maximaliseren. Bereid je voor om de geheimen achter dit technische hoogstandje te ontdekken!
Welkom bij de onderhoudshandleiding van de JH21 pers. Deze uitgebreide handleiding is ontworpen om u te helpen bij de juiste installatie, bediening en het onderhoud van de JH21 pers. De handleiding richt zich op de belangrijkste prestatiekenmerken en bedieningsaanwijzingen om optimale prestaties en veiligheid te garanderen. Houd er rekening mee dat de afbeeldingen alleen als referentie dienen en dat de daadwerkelijke producten enigszins kunnen afwijken.
I. Samenvatting
Werkingsprincipe en toepassing
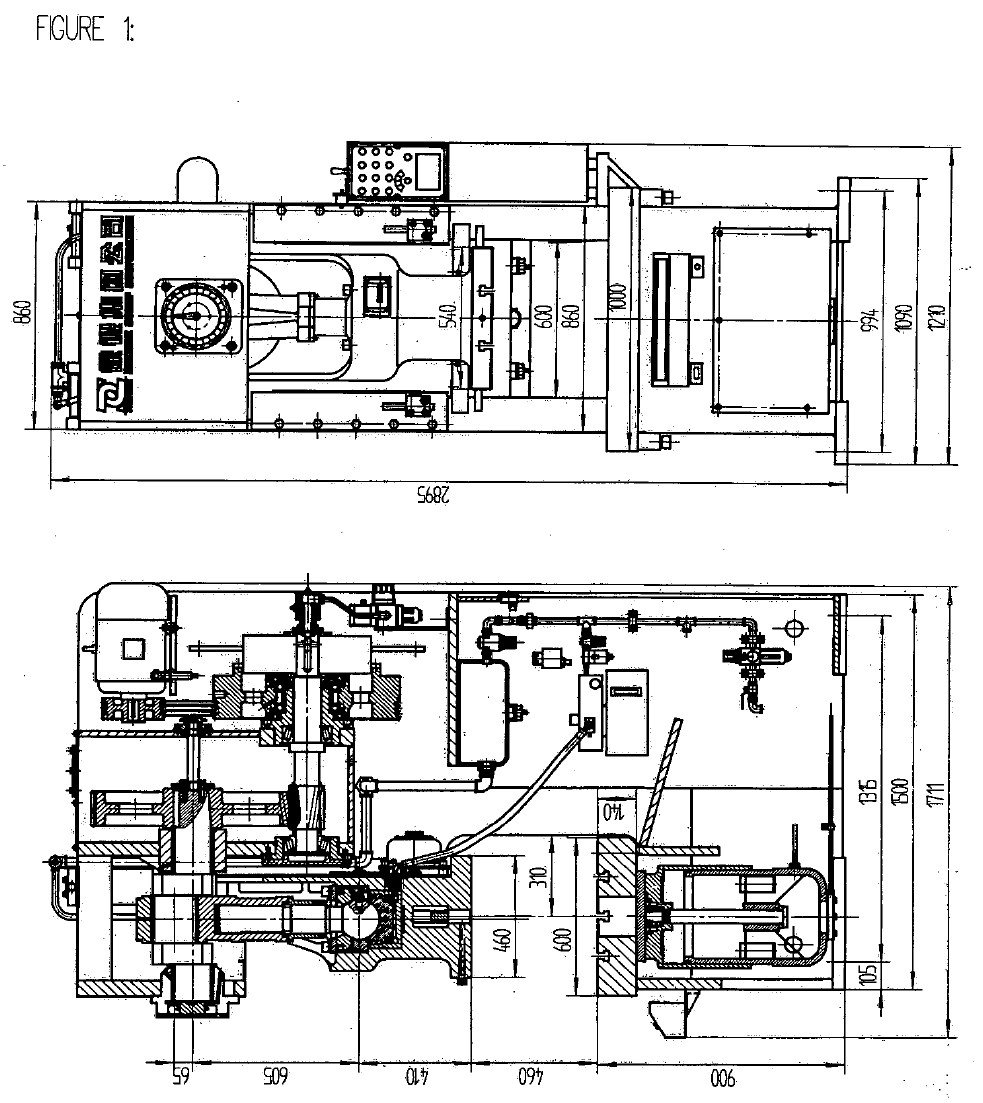
De JH21-80Ton (800kN) Open Back Fixed Bed Punch Press werkt met een krukasmechanisme in lengterichting en een krukasstangmechanisme. De krukas draait door een tweetraps snelheidsreductie van de motor, die de heen en weer gaande beweging van de slede aandrijft.
De pers heeft een gesloten aandrijfsysteem en een stabiele werking door het gebruik van een pneumatische koppeling en rem, waardoor de slede op elke positie kan stoppen.
Deze universele pers is ideaal voor diverse plaatbewerkingstaken, zoals snijden, ponsen, blanking, buigen, trekken en strekken, maar is niet geschikt voor coining. De nominale druk van de pers is 800 kN, met een normale drukslag van 4,5 mm.
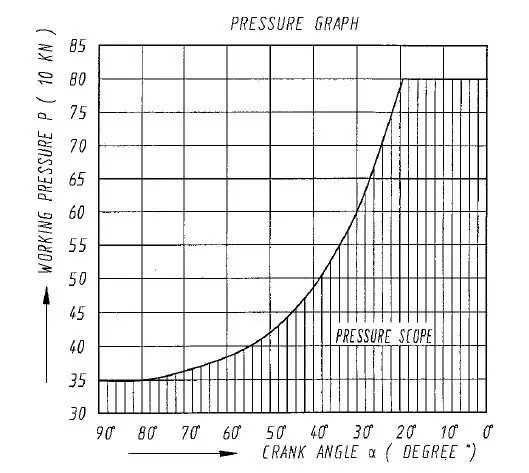
Gebruikers moeten de juiste drukkracht selecteren op basis van de drukcurve en ervoor zorgen dat de werkdruk en de krukhoek het aangegeven bereik niet overschrijden om schade aan de pers te voorkomen.
Werkomgeving en arbeidsomstandigheden
Om de normale werking van de pers te garanderen, het onderhoud tot een minimum te beperken en de levensduur te verlengen, mag de pers niet worden gebruikt in omgevingen met overmatig vocht, corrosieve gassen, vloeistoffen of explosieve gassen. De luchtdruk moet ten minste 0,6 MPa zijn en de spanning moet 380±38V zijn met een frequentie van 50±5Hz.
II. Specificatie
Nee.
Item
Waarde
Eenheid
1
Nominale druk
800
KN
2
Schuifslag
130
mm
3
Nominale druk strijken
4.5
mm
4
Aantal dia's slag
60
SPM
5
Max. matrijsruimte (aanpassing omhoog, slag omlaag van bolster tot onderkant van de slede)
330
mm
6
Aanpassing matrijzenruimte
80
mm
7
Afstand tussen het midden van de dia en het frame
310
mm
8
Bolstermaat (FB x LR)
600×1000
mm
9
Grootte glijbaanoppervlak (FB x LR)
460×540
mm
10
Gatmaat stam
Φ50×80
mm
11
Dikte van bolster
140
mm
12
Afstand tussen staanders
600
mm
13
Luchtkussen (Speciale bestelling) Max. slag van luchtkussen
65
mm
Maximale druk
80
KN
14
Hoofdmotormodel
Y132M-4
Stroom
7.5
KW
15
Totale afmeting
F.B.
1711
mm
L.R
1210
mm
Hoogte
2895
mm
16
Totaalgewicht
≈6749
kg
III. Voorbereiding vóór de operatie
Voor een goede werking van de ponsmachine moet de gebruiker de juiste procedures volgen en rekening houden met de volgende factoren voordat hij de machine gebruikt.
Nominaal laadvermogen
De werkbelasting moet binnen de nominale druklimiet blijven. Er zijn overbelastingsbeveiligingsmechanismen om schade door verkeerd ponsen of vellen van ongelijkmatige dikte te voorkomen. Het is cruciaal om de pers niet te gebruiken met willekeurige overbelasting, omdat dit de machine gemakkelijk kan beschadigen. Daarom is het belangrijk om de werkbelasting nauwkeurig te berekenen voordat je met het werk begint.
Koppelcapaciteit
De ponskracht varieert met de positie van de slede. Gebruikers moeten de slagdrukgrafiek raadplegen die deze veranderingen illustreert. Inzicht in deze relatie helpt om de integriteit van de machine te behouden en nauwkeurige bewerkingen te garanderen.
Plakken
Vastlopen kan optreden als de werkdruk het nominale koppel overschrijdt. Bovendien kan de ponsmachine vast komen te zitten als er belasting wordt uitgeoefend voordat de koppeling is ingeschakeld. Dit kan de koppeling beschadigen. Als de machine tijdens het proces vastloopt, moet deze onmiddellijk worden stopgezet en moeten er corrigerende maatregelen worden genomen om herhaling te voorkomen.
Excentrische belasting
Als algemeen principe geldt dat excentrische belastingen vermeden moeten worden, omdat ze ervoor kunnen zorgen dat het onderste oppervlak van de slede en het bolster niet evenwijdig zijn, wat resulteert in ongelijkmatige krachten op de spil van de slede en de nauwkeurigheid beïnvloedt. Als een excentrische belasting niet kan worden vermeden, moet deze worden beheerd volgens de toegestane afstand dat het middelpunt van de belasting afwijkt van het bolster, zoals aangegeven in de richtlijnen van de machine, om precisie en veiligheid te garanderen.
Enkelvoudige inschakelfrequentie
Om optimale prestaties te garanderen en de levensduur van de koppeling en rem te verlengen, is het belangrijk om de aanbevolen enkele inschakelfrequentie aan te houden die vermeld staat in de belangrijkste specificaties van de ponsmachine. Het overschrijden van de aanbevolen enkele inschakelfrequentie kan abnormale slijtage en mogelijk defecten aan de koppeling en rem veroorzaken. Voor deze pers is de aanbevolen enkele inschakelfrequentie niet meer dan 25 keer per minuut.
IV. Bouw en aanpassing van hoofdeenheden
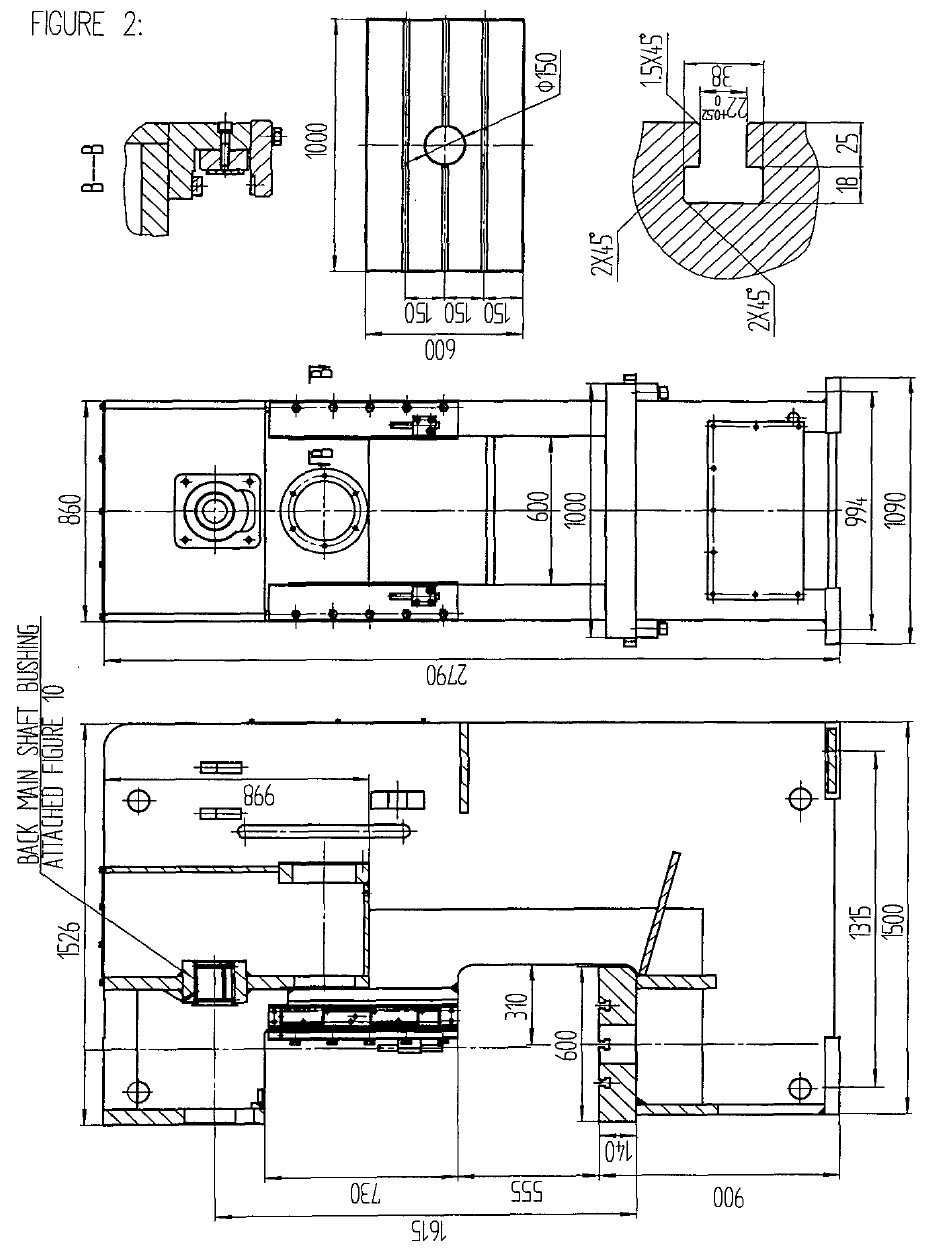
Frame (Afbeelding 2)
Het frame van de ponsmachine is gemaakt van hoogwaardig staal en is gelast. De slede beweegt heen en weer binnen de spanklauwen. De schroef aan de rechterkant van het frame wordt gebruikt om de speling tussen de gibs en de slede af te stellen. De afstelling van de uitklopstang zorgt ervoor dat de geponste delen naar beneden worden gedrukt wanneer de slede het bovenste dode punt nadert. Om ongelukken te voorkomen, moet echter worden voorkomen dat de stripper de bodem van de groef van de uitklopstang van de slede raakt. Het bolster van het frame is de basis voor precisiemetingen. Het moet een glad en vlak oppervlak hebben om beschadiging door gereedschap en andere gereedschappen te voorkomen. snijwerktuigen.
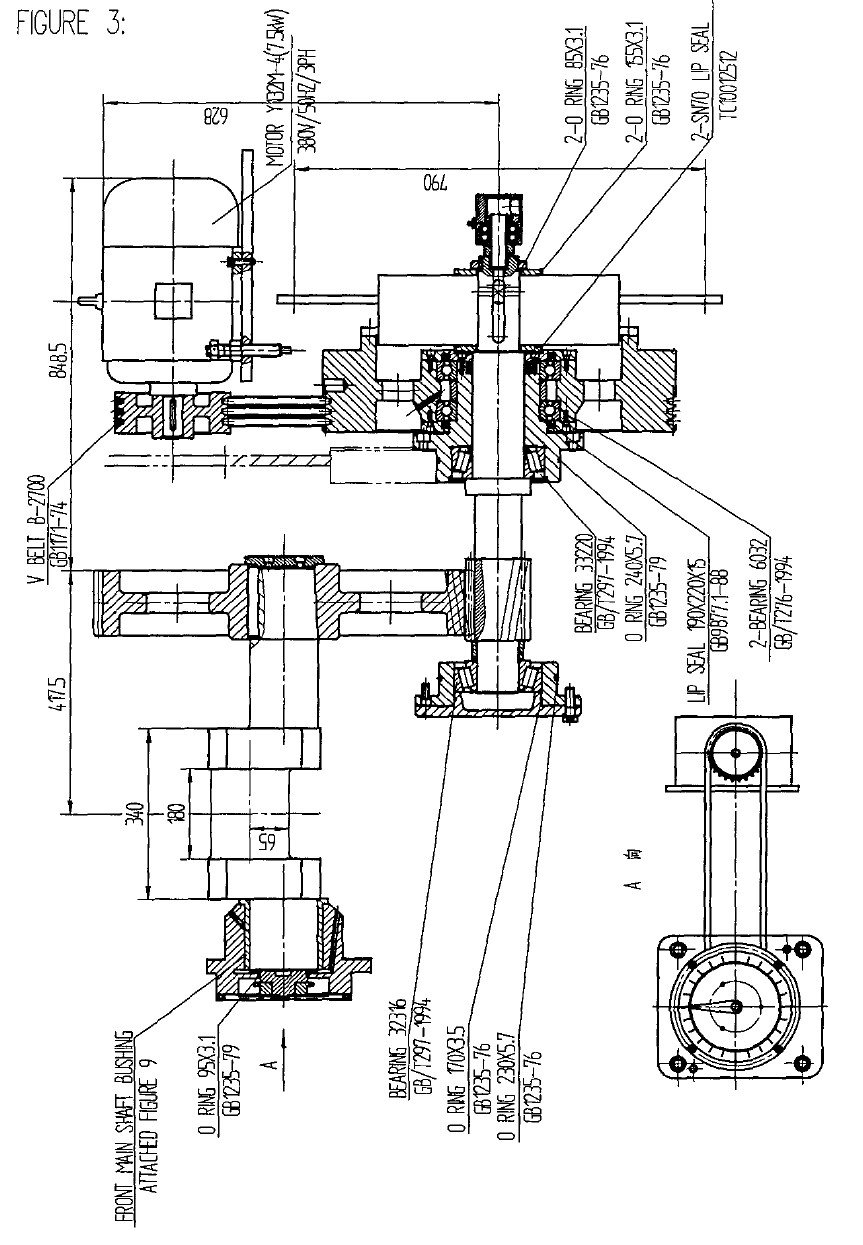
Rijdende onderdelen (Afbeelding 3)
De hoofdmotor drijft het vliegwiel aan via een V-snaar en slaat energie op in het vliegwiel, die vervolgens via een wrijvingskoppeling en rem wordt overgebracht op de tandwielas. De tandwielas drijft het grote tandwiel in het oliebad aan, dat vervolgens de krukas aandrijft om de schuif op en neer te bewegen.
Om de V-snaar af te stellen, draait u eerst de vier borgmoeren los en draait u de vier stelschroeven gelijkmatig. Oefen 2 kg kracht uit op het midden van de V-snaar, die tot 10 mm zal buigen om de juiste spanning te bereiken. Draai vervolgens de vier borgmoeren vast. De nieuwe V-snaar stabiliseert na een paar dagen gebruik, maar verdere aanpassingen kunnen nodig zijn. Bewaar de V-snaar op een koele en droge plaats en bescherm hem tegen licht en olie.
Draai bij het vervangen van de V-snaren eerst de stelschroeven los, verwijder de oude riemen en demonteer de koppelingsbeugels. Het is belangrijk om alle riemen te vervangen door nieuwe. Het gebruik van zowel nieuwe als oude riemen verkort de levensduur van de riemen vanwege de verschillende spanningen. Oude riemen mogen niet worden gecombineerd met nieuwe en het is belangrijk om te weten dat riemen met dezelfde nominale afmeting lengteverschillen van enkele centimeters kunnen hebben. Riemen in dezelfde groep moeten dezelfde lengte hebben.
Voor automatisch gebruik kan de gebruiker de automatische invoer aansluiten op de uitgaande as van het frame (de uitgaande as is een speciale bestelling en niet inbegrepen bij gewone producten).
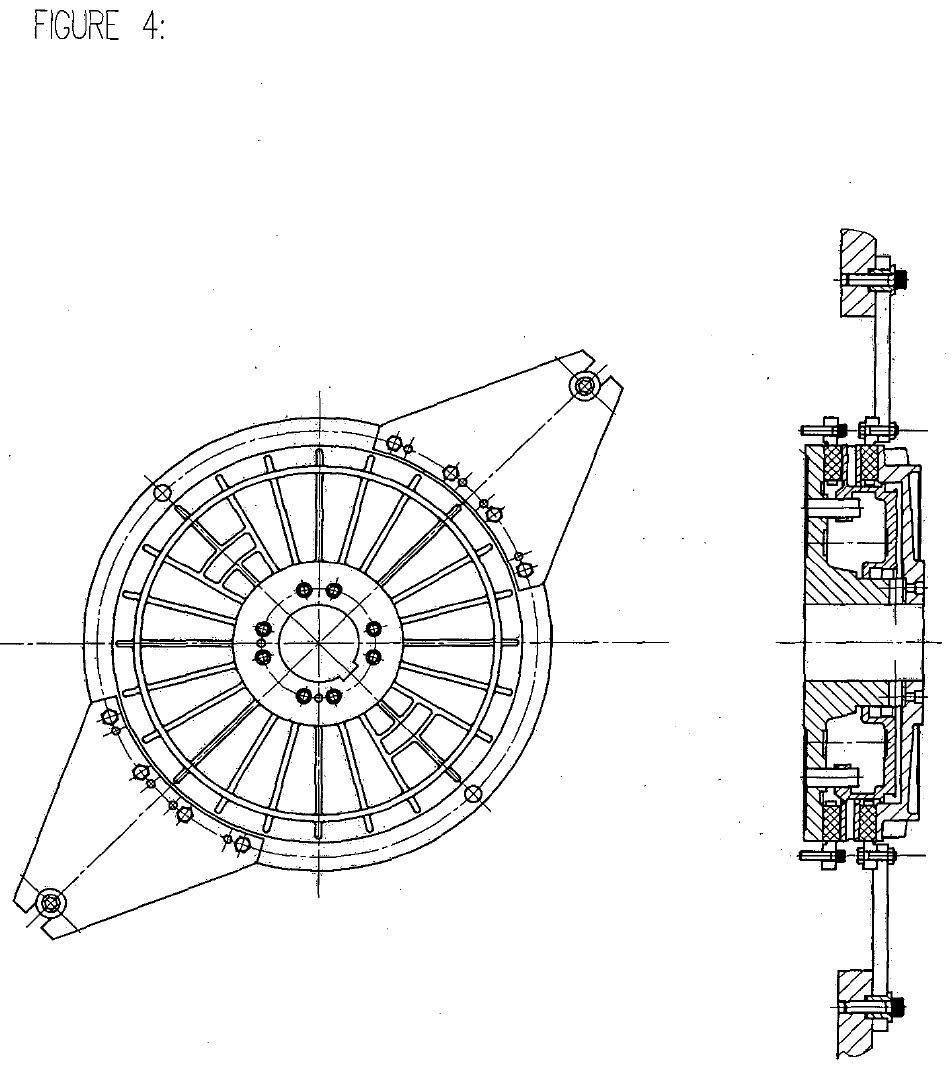
Koppeling en rem (Afbeelding 4)
Deze ponsmachine is uitgerust met een pneumatische frictiekoppeling en rem, die zich in het frame bevindt. (Raadpleeg de koppelingshandleiding voor meer informatie).
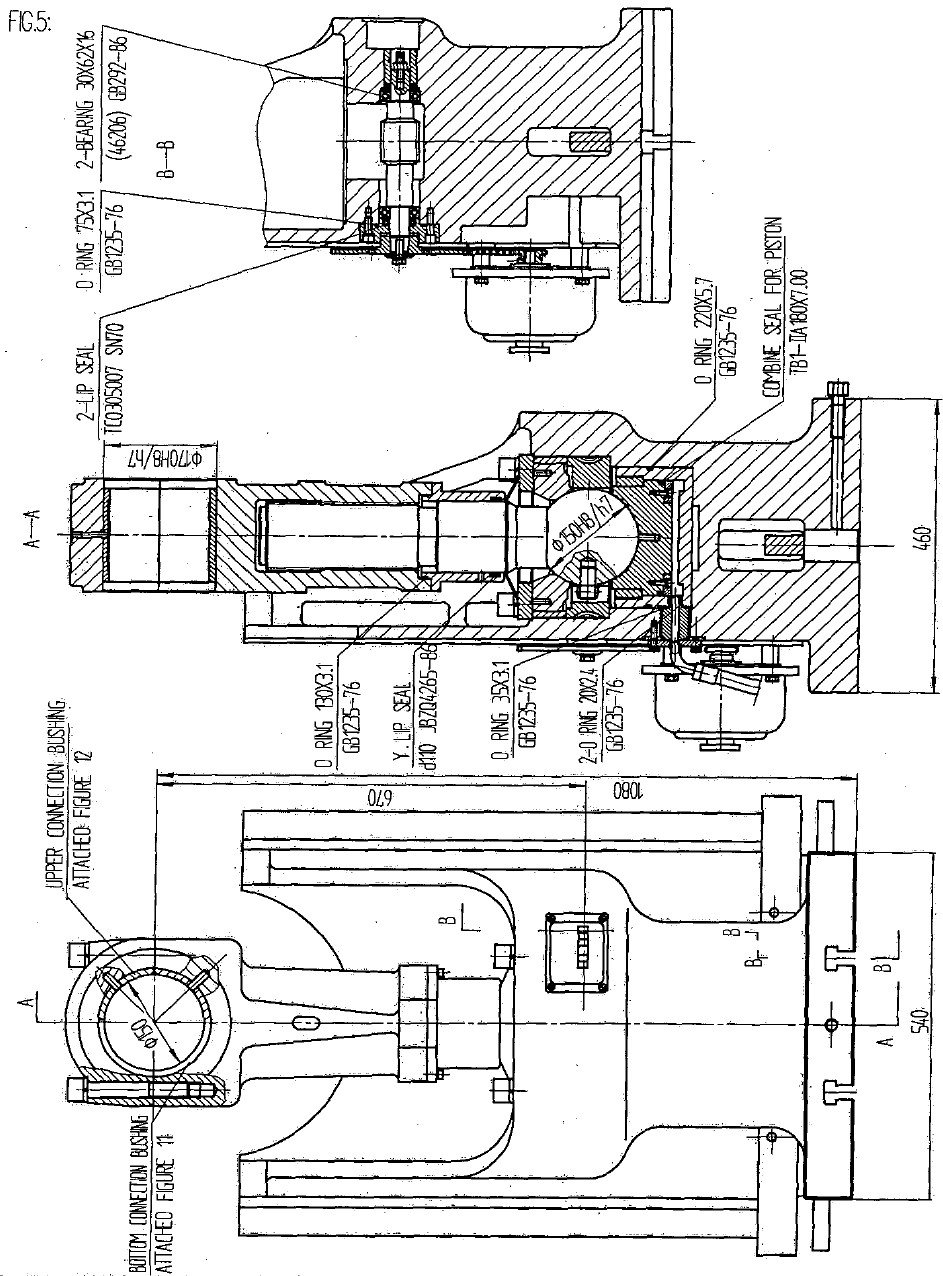
Dia (Afbeelding 5)
De slede is een kritisch onderdeel van de pers en de precisie ervan heeft een directe invloed op de precisie van de pers.
Deze JH21 ponsmachine heeft vierkante zeskantige lange pennen die voor een goede precisie en stabiliteit zorgen.
De verbindingsstang en kogelkopschroef zijn onderdelen die roterende beweging omzetten in heen en weer bewegende beweging.
Het onderste uiteinde van de balhoofdschroef komt in contact met de kogelzitting, waarin de hydraulische overbelastingsbeschermer zit.
Bij overbelasting zal de beschermer snel de olie in het hydraulische matrijskussen vrijlaten, een elektrisch signaal afgeven en de pers onmiddellijk doen stoppen, zodat de veiligheid van de matrijs en de pers gegarandeerd is.
Zodra het probleem is opgelost en de slede terugkeert naar het bovenste dode punt, bouwt het hydraulische matrijzenkussen automatisch de druk weer op, waardoor de ponsmachine weer kan werken.
Gebruikers kunnen de matrijshoogte aanpassen. Raadpleeg voor instructies de relevante elektrische onderdelen in de servicehandleiding.
Er zitten vulringen in de verbindingsstang en de dop. Na verloop van tijd kan de speling tussen de krukas en de bussen toenemen.
Gebruikers kunnen vulringen verwijderen om de speling tussen de krukas en de bussen aan te passen. (Normale speling: 0,08-0,13 mm)
4.1 Afstelling speling tussen slede en steunen
De afstand tussen de slede en de spindels moet goed zijn voor een soepele en betrouwbare werking van de slede. Volg indien nodig onderstaande stappen om de afstand goed af te stellen:
(1) Draai de schroeven op de steunen en de stelschroeven aan de rechterkant van het frame los.
(2) Stel de linker zijpen af en draai de schroef vast.
(3) Stel de rechter zijlatten af en bepaal of er vulringen moeten worden toegevoegd of verwijderd op basis van de speling.
Draai na het afstellen de schroeven aan de voorkant en de stelschroeven aan de rechterkant vast.
(4) De speling tussen de slede en de spieën moet 0,03 tot 0,05 mm zijn, maar de totale toelaatbare waarde van de speling tussen het voorste en achterste contactoppervlak moet 0,04 tot 0,08 mm zijn.
Meestal is de speling tussen de boven- en onderkant groter. De meting is nauwkeurig als de diepte van de diktemeter meer dan 30 mm is.
Opmerking: De 0,03 mm-meter moet erin zitten, de 0,05 mm-meter niet.
(5) Controleer na de afstelling de speling van elk onderdeel en stel opnieuw af indien nodig.
4.2 Slide Knockout Device
De uitschakelkracht is 5% van de nominale druk.
4.2.1 Structuur van glij-uitrusting
(1) Het bestaat uit de uitklopstang, de uitklopzitting en de uitklopstaaf.
(2) De uitklopstang bevindt zich boven de middellijn van de slede en kruist de slede.
(3) Als de slede omhoog gaat, raakt de uitklopstang de uitklopstang, waardoor de geponste onderdelen worden uitgeworpen.
4.2.2 Bediening en afstelling van uitklinkapparatuur voor geleiders
(1) Draai de bevestigingsschroef van de uitklopstang los en stel de uitklopstang in op de juiste positie. Merk op dat de uitklopstangen aan de linker- en rechterkant op dezelfde hoogte moeten staan.
(2) Draai na het afstellen de bevestigingsschroeven vast.
(3) De aanraking van de dwarsstang en de schuif kan lawaai veroorzaken bij gebruik van de uitklopstang.
4.2.3 Opmerking
Wanneer de matrijs wordt vervangen, moet de uitklopstang in de hoogste stand worden gezet voordat de slede in hoogte wordt versteld om te voorkomen dat de uitklopstang wordt geraakt tijdens het verstellen van de matrijshoogte.
Stel de positie van de uitklopstang zo af dat het materiaal wordt ingedrukt wanneer de slede dicht bij het bovenste dode punt komt.
Laat de uitklopstang echter niet de onderkant van de uitklopgleuf raken om ongelukken te voorkomen.
4.3 Teller
De teller, die in het elektrische paneel is geïnstalleerd, wordt gebruikt om het cumulatieve aantal slagen bij te houden en weer te geven.
De teller telt 1 elke keer dat de glijbaan op en neer beweegt.
Als een reset nodig is, druk dan op de resetknop.
De teller kan worden gebruikt om de productieoutput te berekenen.
4.3.1 Paneel van teller
4.3.2 Bedieningsmethode
(1) Zet de schakelaar op OFF en de teller werkt niet.
(2) Zet de schakelaar op ON en de teller werkt.
Opmerking:
Bij het resetten van de teller moet de slede in het bovenste dode punt gestopt worden. Als de teller wordt gereset terwijl de ponsmachine nog in werking is, kan dit de teller beschadigen.
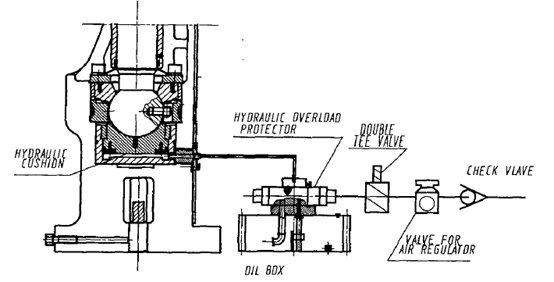
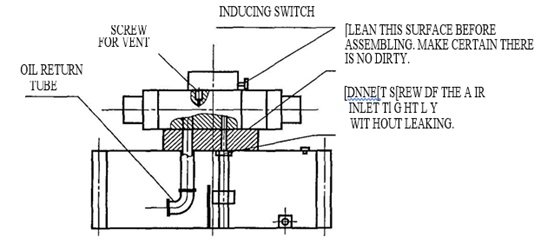
Hydraulische overbelastingsbeveiliging
De hydraulische overbelastingsbeschermer kan automatisch de oliedruk van de hydraulische cilinder van de glijbaan detecteren. Als de druk onvoldoende is, kan hij snel druk leveren om de normale werking in stand te houden. In geval van overbelasting door verkeerd ponsen of ongelijke plaatdikte tijdens het proces, kan de beschermer onmiddellijk ontladen om de accessoires en matrijs te beschermen tegen schade. De hydraulische overbelastingsbeschermer bestaat uit een cilinder onder druk, een overdrukventiel en een inductieve schakelaar.
5.1 Voorbereiding voor het gebruik van de hydraulische overbelastingsbeschermer
Controleer het oliepeil en zorg ervoor dat er voldoende olie in de luchtpomp zit. Als het oliepeil laag is, draait u de schroef van de gietpoort los en voegt u anti-oxiderende beitsolie (ISO VG-32) of een andere hydraulische olie met vergelijkbare prestaties toe.
Controleer of de luchtmeter normaal is.
Als de schuif in het bovenste dode punt stopt, druk dan op de resetknop en de luchtpomp begint te werken. Na ongeveer 1 minuut bereikt de oliedruk de opgegeven waarde en stopt de luchtpomp.
Als de schuif niet in het bovenste dode punt stopt, volg dan de volgende procedures:
① Stel de bedieningsmodus in op "INCH" slag.
② Gebruik de bedieningsknop om de slede tot stilstand te brengen in het bovenste dode punt. (Let op de werkhoogte van de matrijs voor de veiligheid als deze geïnstalleerd is)
③ Zodra de schuif het bovenste dode punt bereikt, druk je op de resetknop en begint de luchtpomp van de overbelastingsbeschermer te werken. Na ongeveer 1 minuut bereikt de druk de gespecificeerde waarde, stopt de luchtpomp automatisch en gaat het indicatorlampje voor overbelasting uit.
④ De ponsmachine kan nu worden gebruikt in enkelvoudige of continue werking.
⑤ De voorbereiding voor gebruik is nu voltooid.
(6) Luchtverwijdering van oliedrukkussen in de hydraulische overbelastingsbeschermer
Als er lucht in het oliedrukkussen zit, werkt de hydraulische overbelastingsbeveiliging mogelijk niet goed en draait de luchtpomp continu.
Om de lucht te elimineren:
① Stop de slede in het bovenste dode punt.
② Schakel voor de veiligheid de hoofdmotor uit. Wacht tot het vliegwiel volledig tot stilstand is gekomen. Draai vervolgens met een zeskantsleutel de schroef van de olieafvoeropening op de hydraulische overbelastingsbeschermer los, zodat de olie eruit kan stromen.
③ Als de olie er gebroken of borrelend uitloopt, duidt dit op de aanwezigheid van lucht.
Zodra de olie niet meer op een gebroken of borrelende manier naar buiten stroomt, draait u de schroef van de olieafvoeropening vast. Controleer of er gas lekt uit de verbinding tussen de pomp en het eindvlak van de oliebak en zorg ervoor dat de olieleidingen niet lekken.
Als de ponsmachine overbelast raakt, gaat het overbelastingslampje branden.
Bedien het volgens stap (5) van de procedure.
5.2 Onderhoud van de overbelastingsbeschermer
(1) Controleer regelmatig op gaslekken in de slang die op de veiligheidsklep is aangesloten.
(2) Reinig het oliefilter regelmatig.
(3) Controleer regelmatig of de bouten van het verbindingsdeel goed vastzitten.
(4) Controleer regelmatig het oliepeil in de bak.
(5) Controleer regelmatig de werking van de elektromagnetische klep.
5.3 Veel voorkomende storingen en probleemoplossing van hydraulische overbelastingsbeschermers
NEE.
Faalstatus
Bron van mislukking
Oplossing
1
De pneumatische oliepomp werkt niet
1. Storing in de luchtbron
1. Eliminatie
2. Luchtlekkage in pneumatische buis
2. Wijzig
3. Elektromagnetische klepstoring
3. Onderhouden, controleren en veranderen
2
De pneumatische oliepomp werkt onophoudelijk voor een lange tijd
1. Lucht in het systeem
1. Luchtafvoer
2. Olielekkage in het verbindingssysteem van de externe buis
2. Onderhoud
3. Poort van veiligheidsafsluiter is geblokkeerd
3. Demonteren, controleren en reinigen
3
De pneumatische oliepomp werkt maar kan geen druk opbouwen
1. Afdichtingsring van zuigerstang van pneumatische oliepomp is beschadigd
1. Vervang de afdichtingsring
2. Hogedrukafdichtingsring van pneumatische oliepomp is beschadigd
2. Vervang de afdichtingsring
4
De pneumatische oliepomp werkt niet na het opladen van lucht, maar uitlaatlucht uit de poort
1. Ventielkern van pneumatische oliepomp is geblokkeerd
1. Repareren
2. Ventielkern van pneumatische oliepomp is geblokkeerd door fecaliën
2. Demonteren, controleren en reinigen
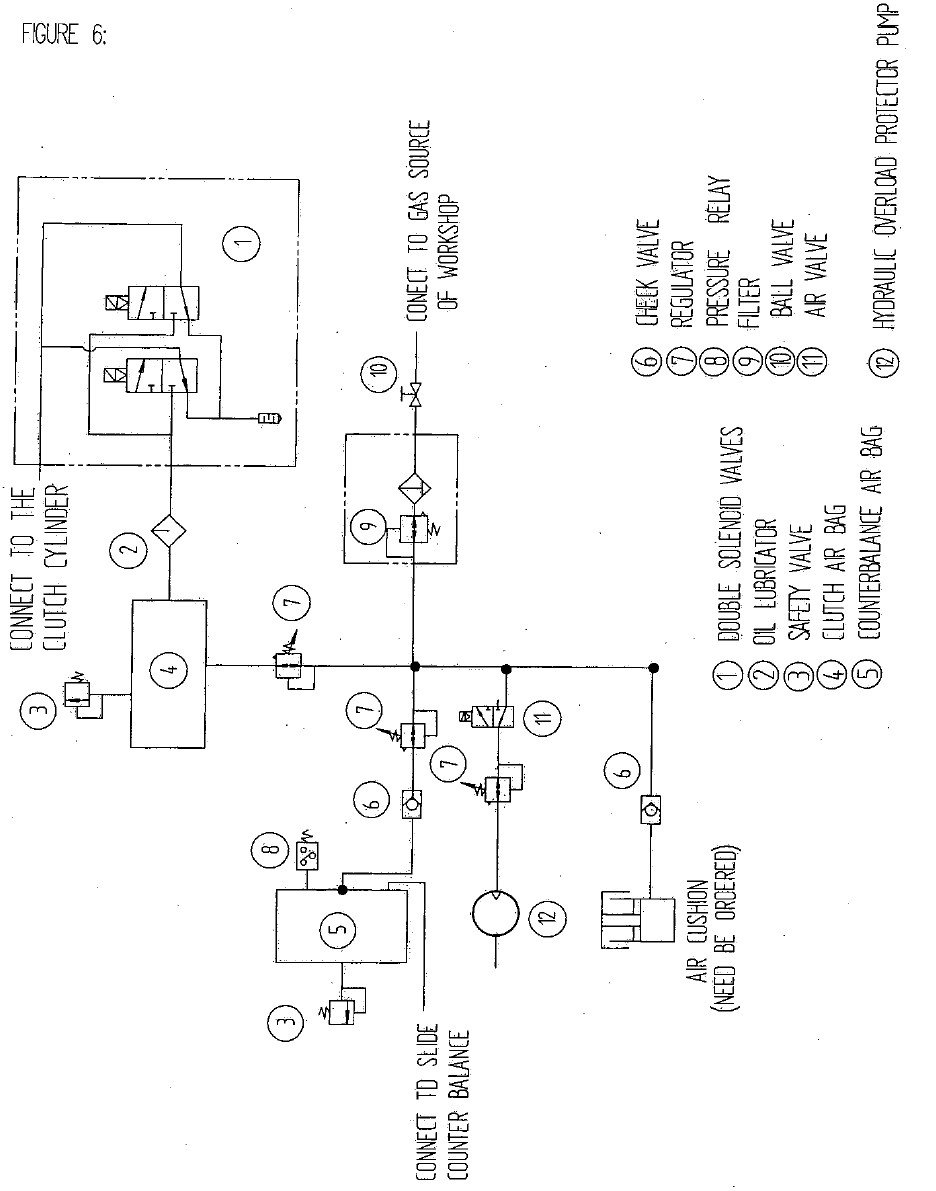
V. Pneumatisch systeem (Afbeelding 6)
De magneetklep is de belangrijkste uitvoeringscomponent en heeft een zelfcontrolefunctie. Als één ventiel niet goed werkt, laat het andere ventiel lucht ontsnappen, waardoor de koppeling ontkoppelt en de slede stopt. De druk van de luchtbron moet tussen 0,55 en 0,6 MPa liggen en het is belangrijk om deze op de gespecificeerde waarde in te stellen. Het smeertoestel moet een bepaald oliepeil hebben en het gasfilter en het luchtreservoir moeten regelmatig worden ontdaan van water en verontreinigingen.
Luchtverbruik van pers en compressor
Koppelingsluchtverbruik JH21-80: 0,18 m3/min. Het wordt aanbevolen om een compressor van 0,3 m3/min te kiezen voor een enkele pers.
Opgelet:
(1) Bij het toevoegen van olie aan het smeertoestel moet de luchtdruk in de pijpleiding worden weggelaten om ongelukken te voorkomen.
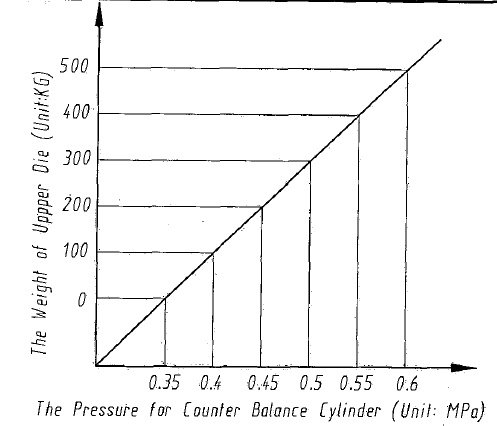
(2) De druk van de tegendrukcilinder en het gewicht van de bovenste matrijs kunnen worden ingesteld volgens de volgende figuur. De maximaal toelaatbare werkdruk van de tegendrukcilinder is 0,8 MPa.
(3) Het elektrische relais vergrendelt het elektrische circuit. Als de druk te laag is, werkt het circuit niet. Het drukrelais is afgesteld voordat het vanuit de fabriek werd verzonden; het mag niet willekeurig worden afgesteld.
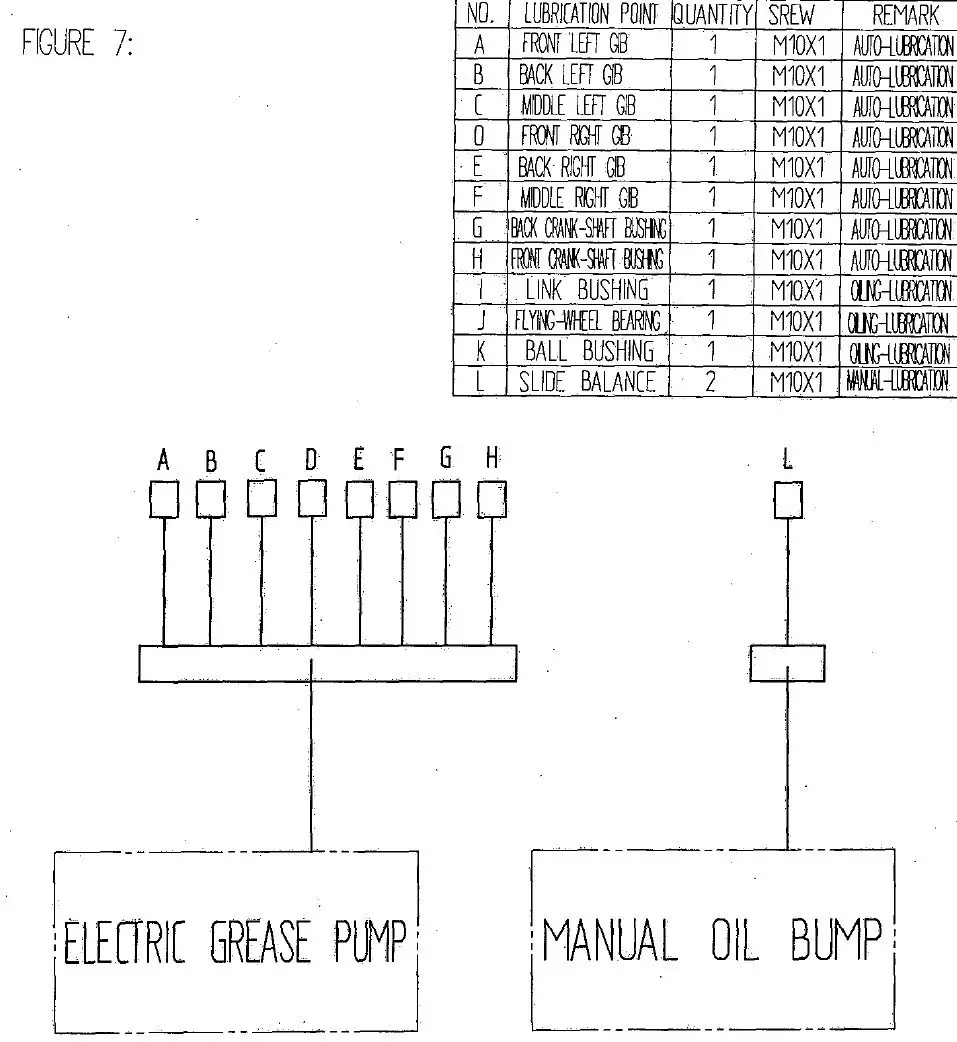
VI. Smering (Afbeelding 7)
Smeersystemen
De ponsmachine heeft zowel een intermitterend automatisch smeersysteem als handmatige oliesmering. De olie wordt naar alle smeerpunten gedistribueerd via een oliebevorderende verdeler. Specifieke onderdelen zoals het rollager van het vliegwiel, de roterende koppeling en het luchtkussen worden gesmeerd met een oliepistool.
Het belang van smering
Smering is van vitaal belang voor de krukaspers omdat deze:
Vermindert slijtage van onderdelen
Verlengt de levensduur van de machine
Zorgt voor precisie in werkzaamheden
Vermindert energieverbruik
Verlaagt onderhoudskosten
Alle onderdelen die ten opzichte van elkaar bewegen, moeten worden gesmeerd, behalve de wrijvingsoppervlakken van de frictiekoppeling en de rem.
Smering controleren
Tijdens het gebruik van de pers is het van cruciaal belang om het smeringseffect in de gaten te houden om verstopping van de olieroute te voorkomen en oververhitting en schade aan de hoofdbus, drijfstanglager en glijarmen te voorkomen. De temperatuur mag niet hoger zijn dan +70°C en niet lager dan -35°C. Als de temperatuur stijgt, moet de ponsmachine onmiddellijk worden stopgezet. Bovendien mag de temperatuur van de hoofdmotor niet hoger zijn dan +60°C (gemeten op de motorkap).
Onderhoudsschema voor smering
Versnellingsbakolie:
Vervang de smeerolie in de tandwielkast na de eerste 3 maanden (ongeveer 750 uur) gebruik.
Vervang de olie vervolgens elke 6 maanden (ongeveer 1500 uur).
Reinig de tandwielkast elke 6 maanden.
Vliegwiellager en aandrijfaslager:
Deze lagers zijn ingesloten en moeten voor montage met vet worden gevuld.
Vul het smeervet (lithiumvet 3#) elke 2 maanden bij.
Controleer het vet elke 6 maanden.
Zorg er bij het vullen van het vet voor dat 60-70% van de ruimte tussen het vliegwiel en het lager gevuld is.
Tegengewichtcilinder:
Gebruikt zowel luchtsmering als smering met handpistoololie.
Voeg 100 ml 20# olie toe aan de kogelomloopspil en kogelzitting voor het testen na de installatie.
Vul het smeertoestel met 20#-olie en controleer dit wekelijks.
Smering tijdens bedrijf
Eerste opstart:
Zet de hoofdmotor aan en wacht 5 minuten tot de smeerpomp begint te werken voordat je de pers gebruikt.
Onbelaste periodes:
Als de pers 24 uur niet is gebruikt, laat dan de hoofdmotor 10 minuten draaien voordat de productie wordt gestart.
Smeeroliereservoir
Controleer het smeeroliereservoir dagelijks en vul bij indien nodig.
Tijdens de eerste installatieperiode is er meer olie nodig en deze moet onmiddellijk worden bijgevuld.
Handmatig smeren
Zorg ervoor dat de stroom is uitgeschakeld als u handmatig smeert.
Olie vervangen
Maak bij het vervangen van olie de binnenkant van het oliereservoir en de slangen grondig schoon.
Smeertabel
Volg de smeerinstructies die op de pers zijn aangegeven om goed onderhoud en een goede werking te garanderen.
NEE.
Smeerpunt
Merk en type smeerolie
Smeermodus
1
Drijfstangbus
00# Kalkvet
Aandrijfsmering
2
Voorste hoofdbus
00# Kalkvet
Aandrijfsmering
3
Terug Hoofdbus
00# Kalkvet
Aandrijfsmering
4
Gib (6 punten)
00# Kalkvet
Aandrijfsmering
5
Aansluitdraad
CKC150 Versnellingsbakolie
Handmatige smering Oliepistool
6
Kogelomloopspindel
CKC150 Versnellingsbakolie
Olie vullen smering
7
Versnellingsbak
CKC150 Versnellingsbakolie
Dompelsmering
8
Balancer
HL150 smeerolie
Handmatige smering Oliepomp
9
Handmatige oliepomp
HL150 smeerolie
10
Vetpomp
00# Kalkvet
Elektrische smering
11
Luchtkussen Smeerpunten
2# Lithium vet
Handmatige smering Oliepistool
12
Vliegwiellager
2# Lithium vet
Handmatige smering Oliepistool
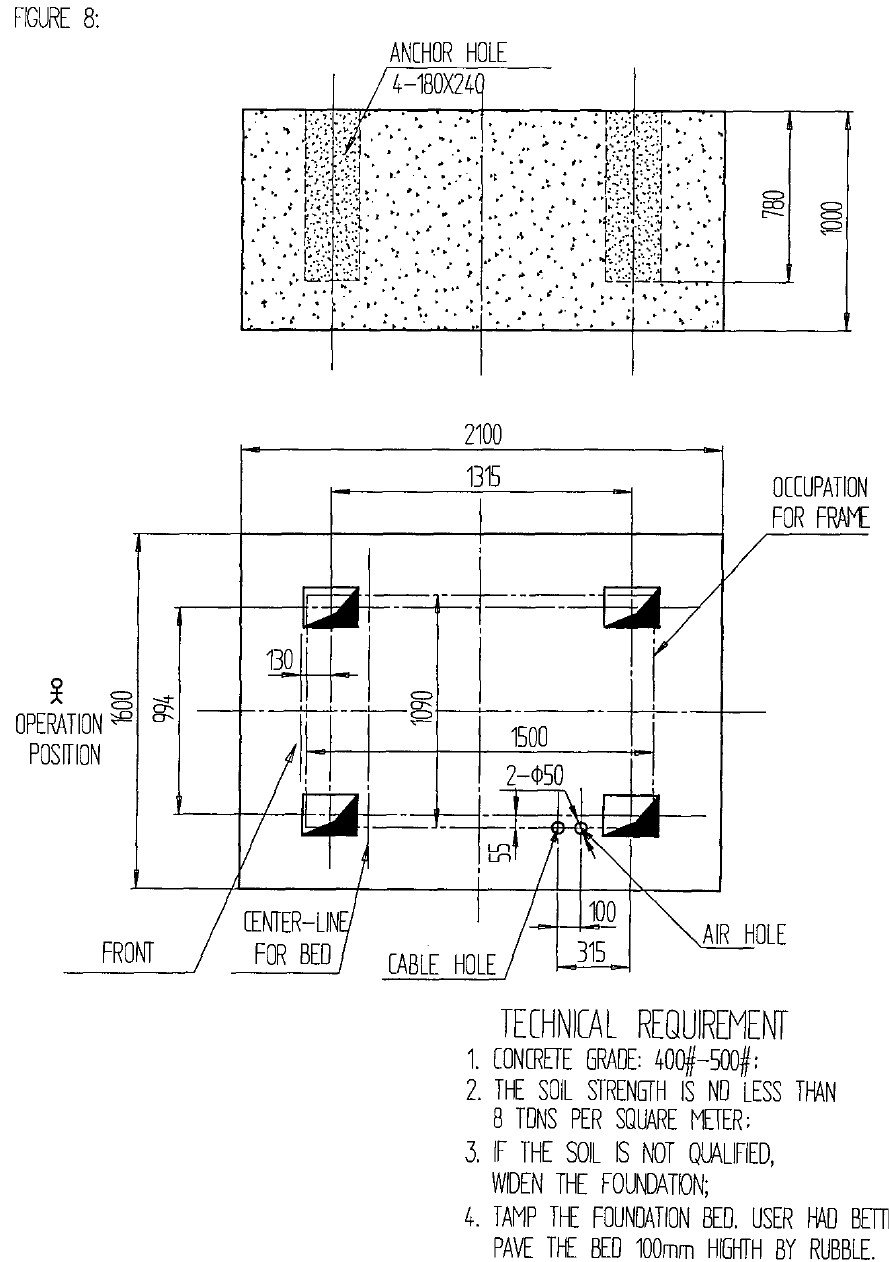
VII. Fundatieplan (Afbeelding 8)
Voorbereiding voor de bouw
Opgraving:
Graaf het terrein af volgens de specificaties van het funderingsplan.
Grondversterking:
Als de grond zacht is, moeten er heipalen worden geslagen om de grond te verstevigen. Zorg ervoor dat de gronddruk niet minder is dan 8 ton/m².
Puin plaatsen:
Plaats puin op de bodem van de uitgraving tot een hoogte tussen 100 mm en 200 mm om een stabiele basis te creëren.
Beton storten:
Laat bij het storten van beton gaten in de basis voor ankerbouten en andere noodzakelijke installaties.
Beton voorbereiden en installeren
Beton voorbereiden:
Bereid het betonmengsel voor volgens de specificaties van het funderingsplan.
Beton uitharden:
Laat het beton na het storten drogen en goed uitharden. Verwijder na uitharding alle houten vormen of platen die tijdens het storten zijn gebruikt.
Installatie van ponsmachine
Montage:
Installeer de ponsmachine door de persmachine, de ankerbouten en de horizontale afstelplaat in de daarvoor bestemde put te monteren.
Horizontale aanpassing:
Stel de ponsmachine horizontaal waterpas.
Ankerbout Putvulling:
Zodra de ponsmachine goed is afgesteld, vult u de ankerboutgaten met beton.
Definitieve uitharding en reparaties:
Laat het beton drogen en uitharden. Voer na uitharding de nodige reparaties uit om ervoor te zorgen dat de fundering stabiel en veilig is.
Extra overwegingen
Voorbereiding voetplaat:
Klanten moeten de voetplaat rond de ponsmachine voorbereiden met geschikte materialen om stabiliteit en veiligheid te garanderen.
Schokbestendig:
Als schokbestendigheid nodig is, voeg dan een laag fijn zandsteen van ongeveer 150 mm breed toe rond de fundering om trillingen te absorberen en de impact op de omringende structuur te verminderen.
VIII. Installatie en testen
De persstructuur begrijpen
Voordat er aanpassingen aan de pers worden gemaakt, is het cruciaal om de structuur ervan grondig te begrijpen. Dit zorgt voor een juiste hantering en instelling, waardoor het risico op fouten en schade tot een minimum wordt beperkt.
Installatie van de pers
Voorbereiding voor de fundering:
Bereid de fundering voor volgens het funderingsplan.
Als de grond zacht is, versterk deze dan goed met ijzeren wapening.
Eerste plaatsing:
Als de pers eenmaal in de fabriek is aangekomen, plaats hem dan enkele dagen in een droge ruimte.
Controleer de elektromotor en transformator voordat u met het installatieproces begint.
Schoonmaken:
De ponsmachine is tijdens het transport gecoat met roestwerende olie. Veeg deze af voor installatie.
Besteed speciale aandacht aan het reinigen van de olie van de oppervlakken van de spindels en wrijvingsoppervlakken.
Niveaumeting:
Meet de waterpas van de pers met een precisiewaterpas.
Bevestig de funderingsbouten alleen als het niveau voldoet aan de vereiste norm (0,3/1000 mm).
Zorg ervoor dat de bolster vastzit voordat je de waterpas meet.
Bolster Installatie:
Als gebruikers ervoor kiezen om de bolster zelf te installeren, zorg er dan voor dat de interface tussen de bolster en de werktafel schoon is en vrij van vuil zoals papier, metaalresten, meters, sluitringen en vuil.
Installatie van de motor
Inspectie en reiniging:
Pak de verpakking uit en controleer op beschadigde accessoires.
Maak de motor, riemschijf, vliegwielgroef en beugel schoon. Voorkom dat er vloeistof op de elektromotor komt.
Reinig de V-snaar met een doek en niet met een reinigingsmiddel.
De motor monteren:
Monteer de motor in zijn gewrichtspositie, maar draai de schroeven niet helemaal vast.
Ondersteun het gewicht van de motor met een strop voordat je de schroeven vastdraait.
Uitlijning:
Lijn de referentielijn van de groef van de riemschijf en de groef van het vliegwiel uit.
Plaats de motor op de juiste manier om schade aan de riemgroef en het motorlager te voorkomen.
Draai de schroeven van de motorbeugel vast na het uitlijnen.
Riemspanning:
Verplaats de motor naar het vliegwiel en zorg ervoor dat de V-snaar geen overmatige spanning heeft wanneer deze in het blok wordt geplaatst.
De riemspanning moet ongeveer 10 mm zijn als je er met de duim op drukt.
Horizontale aanpassing
Versterk Niveau:
Zorg ervoor dat de schroeven vastzitten voordat je gaat meten.
Maak de bolster schoon en plaats een nauwkeurigheidsniveaumeter op de voorkant, het midden en de achterkant van de bolster.
Gebruik vulringen om de vlakheid van het frame aan te passen.
Vulplaten:
Zorg ervoor dat de vulringen groot genoeg zijn om het gewicht gelijkmatig over de interface te verdelen.
Controleer de waterpas na een maand en stel bij indien nodig.
Voer elke zes maanden controles uit om de prestaties van de pers op peil te houden.
Installatie van luchtpijpleiding
Aansluiting:
Sluit de luchtleiding aan op de achterkant van de pers.
Zorg ervoor dat de vereiste luchtdruk 0,6 MPa is.
De afstand van de luchtbron tot de pers mag niet meer dan 5 meter zijn.
De diameter van de pijpleiding mag niet kleiner zijn dan 1 inch.
Verwijder stof en vuil van het kanaal voordat u het aansluit.
Testen
Precisiecontrole:
Controleer na de installatie de nauwkeurigheid volgens het certificaat.
Pas de nauwkeurigheid indien nodig aan als gevolg van schokken en trillingen tijdens het transport.
Eerste reiniging:
Reinig vet en vuil, vooral van de oppervlakken van de spieën en frictiezones.
Bedieningsprocedure:
Selecteer de juiste bedieningsprocedure op basis van de werkvereisten.
Bereid het benodigde gereedschap voor.
Matrijs Installatie:
Gebruik een inch slag en beweeg de schuif geleidelijk naar het onderste dode punt.
Zorg ervoor dat de matrijzen niet tegen elkaar botsen en pas de hoogte handmatig aan.
Start de enkele of continue slag niet voordat de aanpassingen zijn voltooid.
Knockout Bar Aanpassing:
Pas de positie van de uitklopstang aan voor het uitwerpen van onderdelen nadat de sledeslag is gestopt (in de buurt van het bovenste dode punt).
Zorg ervoor dat de uitklopstang de onderkant van de groef van de uitklopstang niet raakt tijdens de beweging.
Definitieve aanpassingen:
Gebruik een inch slag en ga stap voor stap vooruit.
Voer enkelvoudige en continue slagen alleen uit als niets de goede werking van de pers in de weg staat.
Luchtdruk
De luchtdruk van de ponsmachine moet tussen 0,55-0,60 MPa liggen.
De maximale druk van de veiligheidsklep moet 1 MPa zijn.
IX. Voorbereiding van de operatie
Hardloopvoorbereiding
Zet de hoofdregelkast aan:
Zet de luchtschakelaar in de hoofdregelkast in de stand ON.
Controleer of de ponsmachine goed werkt.
Zet de hoofdregelkast vast:
Sluit de deur van de hoofdbesturingskast.
Waarschuwing: Om veiligheidsredenen is het verboden om de deur van de hoofdbesturingskast te openen terwijl de pers in werking is.
Werking Voorbereiding
Inschakelen:
Zet de schakelaar op het bedieningspaneel aan. De voedingsindicator (AC110V lus) moet oplichten.
Verificatie noodstop:
Controleer of de knop "Noodstop" niet is ingeschakeld.
Drukcontrole:
Als de druk niet binnen het normale bereik valt, gaat de indicator uit en schakelt de ponsmachine over naar de noodstopstatus.
Corrigeer de luchtdruk tot de juiste waarde en gebruik de pers totdat de indicator oplicht.
De hoofdmotor starten en stoppen
De hoofdmotor starten:
Druk op de Start-knop:
De hoofdmotor start en de hoofdmotorindicator licht op.
Opmerking: De hoofdmotor draait alleen als de modusschakelaar in de stand "OFF" staat.
De hoofdmotor stoppen:
Druk op de motorstopknop:
De hoofdmotor stopt met draaien en de indicator gaat uit.
Scenario's voor automatisch stoppen:
De hoofdmotor stopt automatisch in de volgende scenario's:
Doorgebrande luszekering:
Als de luszekering in de hoofdmotor doorbrandt.
Thermische relaisbescherming:
Als het thermische relais in de beveiligingsmodus staat.
X. Dagelijkse controle
Eerste controle
De bolster schoonmaken: Zorg ervoor dat de bolster schoon is en vrij van voorwerpen. Dit is cruciaal om storingen tijdens het gebruik te voorkomen.
Het vliegwiel aandrijven: Gebruik de sperstang om het vliegwiel handmatig aan te drijven en controleer de soepele werking.
Specificaties voedingskabel: Controleer of de specificaties van de voedingskabel voldoen aan de vereisten van de machine voor een veilige en efficiënte werking.
Controle na het openen van de luchtklep
Luchtdruk: De luchtdruk van de koppeling moet binnen het gespecificeerde bereik van 0,55-0,6 MPa liggen. Dit zorgt voor een goede werking van het koppelingsmechanisme.
Luchtlekken: Controleer of er geen luchtlekken in het systeem zitten. Dit houdt in dat de koppelingscilinder en de rotatorverbinding moeten worden gecontroleerd op tekenen van luchtlekkage.
Controleren na inschakelen
Voedingsindicatoren: Zet de schakelaar op ON. De stroom- en drukindicatoren moeten oplichten om aan te geven dat het systeem van stroom en druk wordt voorzien.
Modusselectie: Zet de modusselectieschakelaar in de stand "inch slag". Druk de bedieningsknop "twee handen" in en laat hem los om de werking van het magneetventiel te controleren. Zorg ervoor dat er lucht vrijkomt en dat de koppeling soepel en zonder interferentie beweegt.
Controle na het starten van de hoofdmotor
Werking hoofdmotor: Druk op de startknop. De hoofdmotor moet draaien en de indicator moet oplichten.
Rotatie vliegwiel: Controleer of de draairichting van het vliegwiel overeenkomt met de richting die op de pers is aangegeven.
Vliegwielsnelheid: Controleer de start- en acceleratiesnelheid van het vliegwiel. Het geluid van de slippende V-riem moet normaal zijn, wat duidt op een goede spanning en uitlijning.
Lopende controle
Inch slagbediening: Controleer tijdens de inch-slagmodus of de pers soepel werkt zonder abnormale geluiden of zwaarte. Houd tijdens deze controle de tweehandenbedieningsknop ingedrukt.
Enkele en continue slag:
Enkele slag: De pers mag niet continu draaien wanneer de bedieningsknop wordt ingedrukt. De stoppositie moet tussen +5° en -10° van het bovenste dode punt liggen, zonder afwijking.
Continue slag: De beweging moet normaal zijn. Druk op de noodstopknop om te controleren of de koppeling ontkoppelt en de noodstopknop vergrendelt. De stoppositie moet ook tussen +5° en -10° van het bovenste dode punt liggen. Als de noodstopknop wordt ingedrukt, stopt de stempel onmiddellijk.
Controle bij het afstellen van de slede
Schuifregelaar: Zet de schuifafstellingsschakelaar op ON om bediening tijdens het afstellen te verbieden.
Aanpassing matrijshoogte: Pas de hoogte van de matrijs aan. Stop de motorafstelling wanneer de slede de boven- en ondergrenzen bereikt.
Indicator matrijshoogte: Controleer of de matrijshoogte-indicator overeenkomt met de werkelijke waarde om nauwkeurige aanpassingen te garanderen.
XI. Onderhoud en veiligheid
Om ervoor te zorgen dat een ponsmachine veilig en efficiënt werkt, moeten de onderhouds- en veiligheidsprocedures strikt worden nageleefd. De volgende richtlijnen moeten nauwgezet worden gevolgd om de integriteit van de apparatuur en de veiligheid van de operators te behouden:
Operationele procedures
Koppeling:
Schakel de koppeling pas in nadat de motor is gestart en zijn volledige werksnelheid heeft bereikt. Dit zorgt voor een soepele werking en voorkomt overmatige belasting van de mechanische onderdelen.
Aarding van apparatuur:
Zorg altijd voor een goede aarding van de apparatuur. Controleer regelmatig of de aardverbindingen goed vastzitten en correct werken. Dit is cruciaal om elektrische gevaren te voorkomen.
Energiebeheer:
Schakel de stroom altijd uit als de operator de pers verlaat. Dit voorkomt onbedoelde activering en vermindert het risico op letsel of schade aan de apparatuur.
Belastingbeheer:
Zorg ervoor dat de werkbelasting van de pers binnen het gespecificeerde veilige bereik ligt. Overbelasting van de pers kan leiden tot mechanische storingen en ernstige veiligheidsrisico's met zich meebrengen.
Veiligheidsvoorzieningen en voorzorgsmaatregelen
Montage veiligheidsapparaat:
Gebruik de ponsmachine niet als de veiligheidsvoorzieningen niet goed gemonteerd zijn. Veiligheidsvoorzieningen zijn essentieel om operators te beschermen tegen letsel.
Materiaalverwerking:
Het gelijktijdig ponsen van meerdere vellen is ten strengste verboden. Dit kan schade veroorzaken aan de pers en de kwaliteit van het werkstuk in gevaar brengen.
Inspectie en onderhoud
Onregelmatige werking:
Als de slede vrij valt of onregelmatig slaat met geluid, stop de ponsmachine dan onmiddellijk. Inspecteer de machine om eventuele problemen op te sporen en te verhelpen voordat u de werkzaamheden hervat.
Inspectie luchtpijpleidingen:
Controleer de luchtleiding regelmatig op lekken. Als een lek wordt ontdekt, repareer het dan voordat de ponsmachine in gebruik wordt genomen. Luchtlekken kunnen de prestaties van pneumatische componenten beïnvloeden en leiden tot inefficiënt gebruik.
Persoonlijke veiligheidsmaatregelen
Plaatsing lichaam:
Plaats voor uw eigen veiligheid nooit lichaamsdelen in het gevaarlijke gebied van de matrijs. Dit gebied is zeer gevaarlijk en kan ernstig letsel veroorzaken.
Onderhoud in gevaarlijke gebieden:
Werk of voer geen onderhoud uit in het gevaarlijke gebied zonder de juiste veiligheidsmaatregelen te nemen. Dit omvat het spanningsloos maken van de machine en het gebruik van lockout/tagout-procedures.
Optionele veiligheidsfuncties
Foto-elektrische beveiliging:
De pers is uitgerust met aansluitpunten voor een foto-elektrische beveiliging, een optionele veiligheidsvoorziening. Het installeren van een foto-elektrische beveiliging kan de veiligheid verhogen door de aanwezigheid van voorwerpen of lichaamsdelen in de gevarenzone te detecteren en de pers automatisch te stoppen.
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Heb je je ooit afgevraagd wat het geheim is achter het produceren van gestanste onderdelen van hoge kwaliteit? In deze blogpost duiken we in de cruciale rol die de vrijloop van stempels en matrijzen speelt in...
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Stel je voor dat je hand vast komt te zitten in de krachtige kaken van een machine - een nachtmerrie voor elke operator van een ponsmachine. Dit artikel beschrijft 12 cruciale veiligheidsmaatregelen voor het gebruik...
Waarom is het kiezen van de juiste ponsaanvoer cruciaal voor je productieproces? In dit artikel bespreken we drie hoofdtypen: luchtaanvoerapparaten, rolaanvoerapparaten en NC-servoaanvoerapparaten. U leert...
Heb je je ooit afgevraagd hoe moderne productie zo precies en efficiënt kan zijn? Een veelzijdige machine die moeiteloos metaal snijdt, perst, knipt en buigt. In dit artikel...
Stel je voor dat je eenvoudige metalen platen met gemak en efficiëntie kunt omvormen tot complexe, precieze onderdelen. Dat is de magie van een ponsmachine. In dit artikel onderzoeken we hoe deze machines energie besparen,...
Heb je je ooit afgevraagd waarom je CNC revolverponsmachine plots niet meer efficiënt werkt? Het onderhouden en oplossen van problemen met deze machines kan een hele uitdaging zijn. In dit artikel duiken we in de...
Nieuwsgierig naar CNC revolverstansmachines? In deze blogpost duiken we in de fascinerende wereld van deze veelzijdige machines. Als ervaren werktuigbouwkundig ingenieur leg ik uit hoe CNC-revolverponsmachines...
Heb je je ooit afgevraagd hoe precisieonderdelen worden gemaakt? Fine blanking is een baanbrekende technologie die onderdelen van hoge kwaliteit produceert met een ongeëvenaarde nauwkeurigheid en snelheid. In deze blogpost duiken we...














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}