
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Boogbuigbewerking van plaatmetaal: boogbewerking kan worden onderverdeeld in bewerking met gewoon gereedschap of bewerking met booggereedschap (radiusstempel en afrondstempel). 1. Boogbuigen met standaard pons Het proces van boogbuigen omvat de volgende stappen: 1. Selecteer een 0,2R gewone pons en matrijs die voldoet aan de matrijsselectiestandaard. 2. [...]
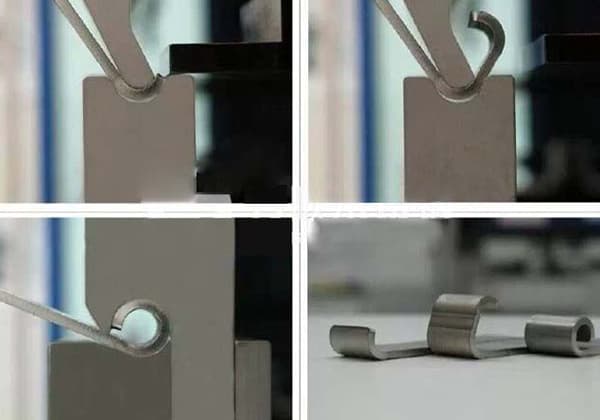
Boogbuigen van plaatmetaal: Boogbewerking kan worden onderverdeeld in gewoon gereedschap of booggereedschap (radiusstempel en afrondstempel).
Het proces van boogbuigen omvat de volgende stappen:
1. Selecteer een 0,2R gewone pons en matrijs die voldoet aan de matrijsselectienorm.
2. Bereken de lengte van de boog.
3. Bepaal het aantal bochten dat nodig is om de boog te voltooien door de booglengte te delen door de materiaaldikte.
4. Bereken de buighoek voor elke bocht door de booghoek te delen door het aantal bochten.
5. Voer het buigproces uit.
Omdat de boog buigproces wordt voltooid door meerdere of zelfs tientallen keren te buigen, wordt het bereik van de buigboog beperkt door het gereedschap.
Algemene verwerkingsomvang:
1) 90 graden cirkelboog: cirkelboog vormen die groter is dan R12;
2) Cirkelboog boven 120 graden: kan alle R cirkelbogen verwerken die groter zijn dan de gereedschapslimiet.
De keuze van het gereedschap hangt af van de verwerkingsmethode.
De breedte van de V-groef wordt bijvoorbeeld bepaald door de diepte van de bocht.
Gerelateerde lectuur: Buigdiepte calculator voor de afkantpers
De cirkelboog R-hoek wordt gevormd op basis van de inherente R-hoek van het gereedschap.
Bij het selecteren van de matrijs, als de buigradius kleiner is dan R12, moet een bovenste en een onderste matrijs worden geselecteerd. onderste matrijs met verwerkingsspecificaties kunnen worden geselecteerd voor een enkele bocht.
Aangezien de R-pons een standaardmatrijs is, is de R-specificatie ervan beperkt, waardoor de grootte van de verwerkte boogspecificatie ook beperkt is.
Als de gewenste buigradius niet binnen de standaard matrijsspecificatie valt, kan deze verhoogd worden door materiaal toe te voegen rond de R matrijs.
Als de buigradius groter is dan R12, moet deze gevormd worden door meerdere buigingen, met dezelfde verwerkingsomstandigheden als bij het standaard ponsboogbuigen.
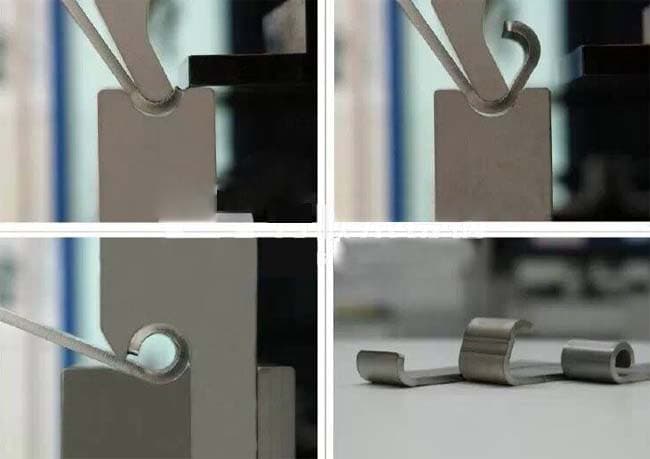
Boogbuigen met een radiusstempel heeft het voordeel dat het een gladde en aantrekkelijke buiging produceert, waardoor het geschikt is voor producten met strenge uiterlijke eisen.

1)Bij het buigen van een boog met een radiuspons is het belangrijk om eerst de matrijs te kiezen op basis van de matrijsselectienorm. Echter, bij het verwerken van een 90-graden boog, is de plaatmetaal onderdelen kunnen terugkaatsen en voorkomen dat de 90-gradenboog aan de vereisten voldoet. In dat geval is handmatige tussenkomst nodig om de juiste hoek te garanderen. Om dit probleem te vermijden, verdient een 88 graden ondermatrijs de voorkeur bij het verwerken van een cirkelboog van 90 graden.
2)Tijdens de boogverwerking is het noodzakelijk om een detectieopstelling te gebruiken om de grootte van het verwerkte uiterlijk te garanderen.
3) De proceshoekboog wordt meestal verwerkt met een verwisselbare matrijs of met de hand.
4) Om de breedtenorm van de V-groef van de onderste matrijs te bepalen, gebruik je een R matrijs (ronde staaf en boogpons) om de boog te vouwen.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











