
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Stelt u zich eens voor hoe u een vlakke plaat metaal met precisie en efficiëntie kunt omvormen tot een complexe kromming. Rolbuigmachines, die van cruciaal belang zijn in industrieën zoals scheepsbouw en luchtvaart, bereiken dit door middel van geavanceerde technologieën, waaronder CNC-besturing. Dit artikel verkent de evolutie en huidige mogelijkheden van deze machines in China, waarbij de nadruk wordt gelegd op de vooruitgang die het mogelijk maakt om zeer sterke, nauwkeurig gevormde metalen onderdelen te maken. Lezers krijgen inzicht in hoe moderne rolbuigmachines de productie-efficiëntie en productkwaliteit verbeteren en de grenzen verleggen van wat mogelijk is in metaalomvorming.

De plaatrolbuigmachine is een van de acht belangrijkste producten van smeedmachines en valt onder de categorie buigcorrectiemachines.
De rolbuigmachine is een metaalvormmachine die het driepuntscirkelprincipe gebruikt om metalen platen te vormen. De beweging en rotatie van de werkrol, waarvan de assen parallel zijn aan elkaar, resulteren in het continu elastoplastisch buigen van de plaat, wat leidt tot het creëren van een vooraf bepaalde vorm en een nauwkeurig werkstuk.
De werkrol dient als belangrijkste werkcomponent en zet mechanische en hydraulische energie om in kinetische energie om de positieverandering en rotatie te vergemakkelijken. Dit maakt het gemakkelijk om metaalplaten te buigen en te walsen tot gebogen of cilindrische onderdelen met één of meerdere krommingen in koude, middelmatige of warme toestand.
Door de vorm van de rol aan te passen of een kegelwikkelapparaat toe te voegen, kan de materiaalstroom worden beperkt en de bewegingssnelheid van verschillende onderdelen in hetzelfde werkstuk worden gewijzigd. Hierdoor kunnen boog- of cilinderonderdelen met enkele of meervoudige kromming worden gemaakt, zoals ellipsen, vierkanten en asymmetrische vormen.
Twee methoden, persbuigen en buigen, kan worden gebruikt om plaatmetaal te buigen in eenvoudige of boogvormen met enkele of meervoudige krommingen. Persbuigen wordt uitgevoerd op een hydraulische pers of afkantpers met behulp van een matrijs, hoofdzakelijk steunend op dwars plastisch buigen. Het buigproces is een punt-voor-punt of discontinu proces.
Vergeleken met buigen met een pers, rollen buigen heeft de volgende voordelen:
Dientengevolge, wordt de Plaatrol Buigmachine wijd gebruikt in diverse industrieën zoals boiler productie, scheepsbouw, aardolie, chemische, hydraulische, en metaalstructuur.
In China is de ontwikkeling van rolbuigmachines geëvolueerd van mechanisch naar hydraulisch en nu naar CNC-technologie. De hydraulische en automatische besturingstechnologie van rolbuigmachines is de afgelopen jaren sterk verbeterd.
In de jaren '90 ontwikkelden numeriek bestuurde plaatbuigmachines zich snel in China en werden ze voortdurend verbeterd en steeds volwassener. De overgang van automatisering met één machine naar flexibele productiecellen is ook voltooid.
Efficiënte, nauwkeurige en massaproductie is essentieel voor de moderne industriële beschaving. Het ontwikkelen van zeer efficiënte, zeer nauwkeurige, veilige, milieuvriendelijke, geautomatiseerde, flexibele en intelligente apparatuur voor buigcorrectie is cruciaal voor het verbeteren van het niveau van de Chinese apparatuurindustrie, het voldoen aan de behoeften van de concurrentie tussen bedrijven en het vergroten van de economische voordelen.
De vraag naar plaatbuigmachines stijgt door de ontwikkeling van verschillende industrieën, zoals ruimtevaart, militaire wapens, auto's, locomotieven en rollend materieel, instrumenten en meters, scheepsbouw, chemische industrie, drukvaten, metallurgie, technische machines en metalen onderdelen. Ook de vraag naar precisie van walsplaten neemt toe.
De scheepsbouwindustrie in China stelt hogere eisen aan de functionaliteit, betrouwbaarheid, veiligheid en automatisering van gewone en maritieme buigmachines met wikkelsamengestelde functies vanwege de snelle groei van de productie-industrie.
De elektriciteitsindustrie, die steenkool, waterkracht, kernenergie en windenergie omvat die worden gestimuleerd door het nationale beleid voor schone energie, heeft grote sets buigmachines nodig voor pijpleidingen en kolomtorens.
De trend naar grootschalige drukvaten met hoge parameters wordt steeds duidelijker in industrieën zoals offshore olie, aardgas, petrochemie en kolenchemie. Grootschalige walsen van platen machines, die dikke platen met een hoge sterkte kunnen vormen, zijn van cruciaal belang voor de productie van hydrogenatiereactoren van duizend ton, reactoren voor het vloeibaar maken van steenkool van tweeduizend ton en bolvormige aardgastanks van 10.000 kubieke meter.
In de toekomst zullen de eisen voor energie-efficiëntie, materiaalbesparing en minder snijden steeds hoger worden. Het gebruik van plaatbuigmachines als procesapparatuur kan de efficiëntie naar schatting 10 tot 40 keer verhogen en meer dan 60% aan materialen besparen.
Uit de gegevens blijkt dat 70% van de staalproductie vervormd moet worden en 2/3 van het staal in de metaalvorming industrie verwerkt moet worden. Voor elke 10.000 ton plaat-, buis- en profielbewerking is één pijpenbuiger, één rolbuigmachine en één profielrolbuigmachine nodig.
In de afgelopen jaren is de rolbuigmachine-industrie in China aanzienlijk gegroeid en zijn de productiemogelijkheden verbeterd. Dit heeft een aanzienlijke invloed gehad op de verbetering van het niveau van de machinebouw en de bevordering van het industrialisatieproces in China.
1) Hoofdtypes en eigenschappen van plaatbroodje buigmachine
Plaatbuigmachines kunnen op basis van verschillende factoren worden ingedeeld in verschillende categorieën:
Tabel 1 toont de belangrijkste types plaatbuigmachines op basis van hun aantal werkrollen, rolopstelling, positieverstelmethoden, enz. De gebruikelijke types buigmachines met drie rollen zijn onder andere:
Andere veel voorkomende soorten plaatbuigmachines zijn:
2) Ontwikkelingsgeschiedenis en huidige situatie van plaatbuigmachine
De gespecialiseerde productie van plaatbuigmachines in China begon in het begin van de jaren 1970 met de ontwikkeling van een symmetrische driewalsenbuigmachine met mechanische transmissie. Hoewel de machine een eenvoudige structuur had, kon hij de plaatuiteinden niet voorbuigen, wat resulteerde in een lage productie-efficiëntie en hogere arbeids- en materiaalkosten.
Eind jaren 1970 ontwikkelde Changzhi Iron and Steel (Group) Forging Machinery met succes een plaatbuigmachine met vier rollen en mechanische overbrenging die beide plaatuiteinden kon voorbuigen. Deze machine had echter een grote structuur, een hoog materiaalverbruik en een lange productiecyclus.
Halverwege de jaren tachtig introduceerde de fabriek de volledig hydraulische vierrollenbuigmachine en de drierollenbuigmachine met hydraulische niveauverstelling. Deze machines bogen niet alleen de plaatmetaal maar ook het voltooien van de cilindervorming na het lassen, wat leidt tot een 2-3-voudige verbetering van de werkefficiëntie in vergelijking met het oorspronkelijke model.
Eind jaren 1980 kwamen PC- en NC-gestuurde buigmachines met drie of vier rollen op de Chinese markt. Deze machines hadden de functies van automatisch nivelleren van de werkrol en synchroon heffen van de werkrol in schuine stand, met synchrone precisie tussen de werkrollen geregeld binnen ±0,2 mm.
In het begin van de jaren 90 ontwikkelde Changzhi Forging de boog naar beneden type plaatbuigmachine met drie rollen en de boog plaatbuigmachine met vier rollen. Deze machines konden de plaat voorbuigen en rollen in één laad- en losproces en hadden een redelijke buigkracht, een licht gewicht en een compacte structuur. De gebogen plaatbuigmachine met vier rollen was vooral geschikt voor het walsen van cilinders met een kleine diameter, met een minimale cilinderdiameter van 1,1-1,2 keer de diameter van de bovenste rol.
Halverwege de jaren negentig paste Changzhi Forging de hoofdaandrijftechnologie met vier motoren toe en paste deze toe op de horizontale neerwaartse regelstructuur voor grootschalige buigmachines met drie rollen. De eerste grootschalige CDW11XNC -140×4000 horizontale neerwaartse type driewalsenbuigmachine werd ontwikkeld voor het Drieklovenproject en in 2002 produceerde de fabriek de CDW11XNC -160/250×4000 horizontale neerwaartse type driewalsenbuigmachine voor de Nanjing Chemical Machinery Factory.

Fig. 1 CDW11XNC-140×4000 horizontale neerwaartse buigmachine met drie rollen
Op dit moment is China in staat om de grootste horizontale plaatbuigmachine met drie rollen te produceren. Deze machine kan koude platen met een dikte tot 250 mm en warmgewalste platen met een dikte tot 400 mm walsen. De maximale breedte van de plaat die kan worden verwerkt is 3000 mm tot 4500 mm en de druk van de bovenste en onderste rollen kan 40000 kN tot 60000 kN bereiken.
De belangrijkste binnenlandse fabrikanten van grootschalige horizontale neerwaartse buigmachines met drie rollen zijn Changzhi Forging, Hubei Ezhong en Tai'an Hualu. Figuur 2 toont de CDW11XNC -40×8000 horizontale neerwaartse type buigmachine met drie rollen.

Afb. 2 CDW11XCNC-40×8000 horizontale neerwaartse buigmachine met drie rollen
De machine kan platen walsen met een maximale dikte van 40 mm, een maximale breedte van 8000 mm, een treksterkte van 240 MPa en een minimale haspeldiameter bij volle belasting van ø2500 mm, met een minimale haspeldiameter van ø900 mm.
De machine compenseert de doorbuiging van de bovenste wals door middel van een wigmechanisme, aangedreven door een motor, reductor en schroef, dat de doorbuiging van de onderste wals aanpast.
Het NC-systeem kan automatisch programma's berekenen en genereren op basis van parameters zoals plaatdikte, breedte, trommeldiameter, rekgrens en meer, waardoor automatische besturing mogelijk is.
Voor het walsen van extra lange, dunne platen (waarbij de verhouding tussen dikte en breedte klein is) heeft Changzhi Forging een nieuw type symmetrische of horizontaal neerwaartse buigmachine met drie rollen ontwikkeld, met een steunwals en een dwarsbalk op de bovenste wals (zoals getoond in Fig. 3).
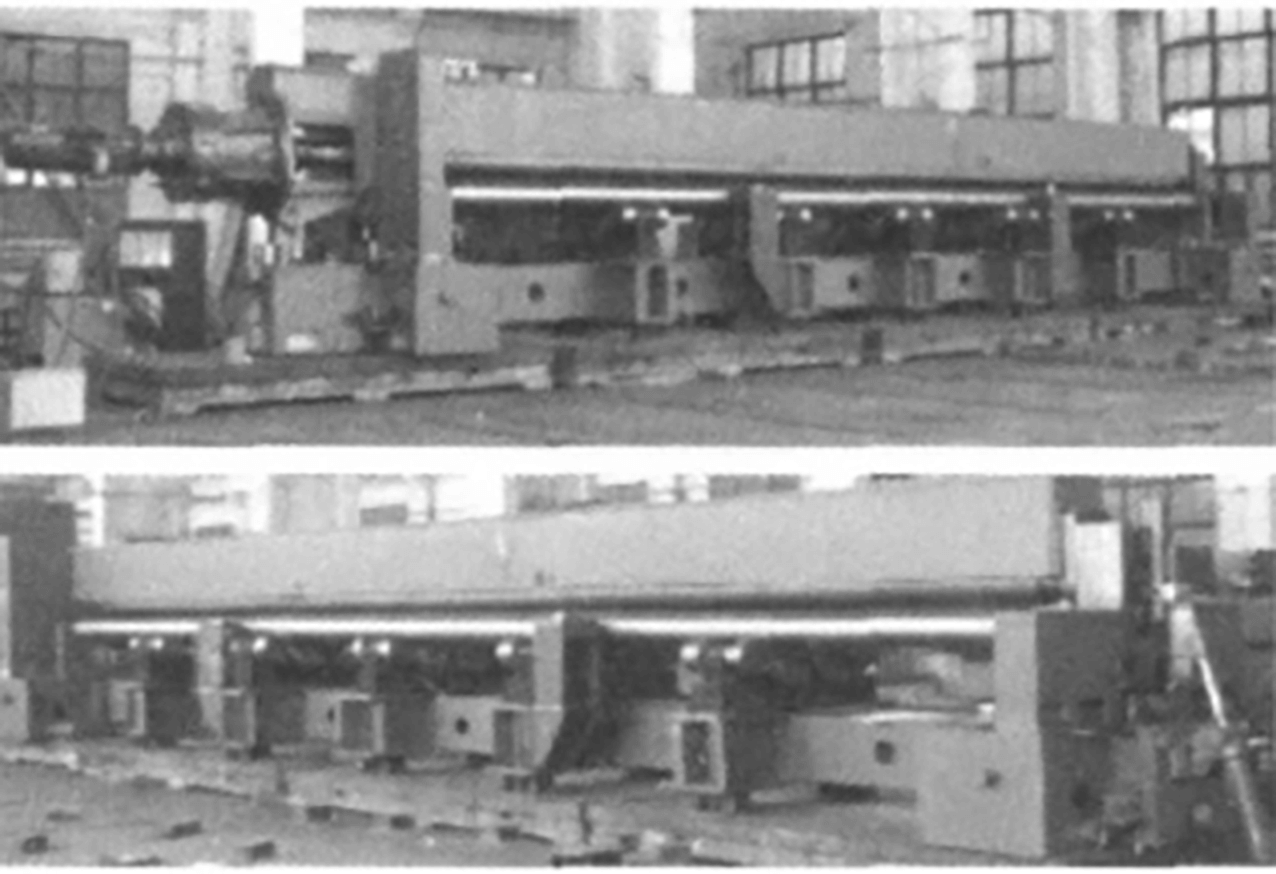
Fig. 3 CDW11XCNC-8×9500 horizontale neerwaartse buigmachine met drie rollen
De machine wordt voornamelijk aangedreven door drie rollen met een kantelend lagerhuis, waarmee gesloten cilindrische onderdelen gewalst kunnen worden. Ze beschikt ook over computerbesturing, waardoor ze bijzonder geschikt is voor het walsen van dunwandige, lange cilindrische onderdelen met meerdere krommingen.
De driewalsenbuigmachine met een bovenrol van het kruistype (bovenrol van het universele type) werd voor het eerst met succes geproduceerd door de First Heavy Machinery Factory aan het begin van de jaren 1980. Tegen het einde van de jaren 1980 begonnen bedrijven zoals Nantong Hengli Heavy Industry de machine professioneel te produceren.
De machine hoeft alleen de bovenste rol te verstellen om platen te walsen en voor te buigen. De onderste wals is vast, wat gebruiksgemak biedt voor het walsen van materiaal en platen. De grote machinestructuur kan echter een uitdaging vormen, waardoor de machine beter geschikt is voor het walsen van platen met een dikte van minder dan 80 tot 100 mm.
De mariene plaatbuigmachine werd voor het eerst geproduceerd door de First Heavy Machinery Factory en Changzhi Forging. Aanvankelijk had de machine een symmetrische structuur met specificaties als W11TNC-20×8000 en W11TNC-25×9000. Toen de scheepsbouwproductie in China snel groeide en de scheepsbouwindustrie van zwak naar sterk verschoof, ontwikkelde de maritieme buigmachine zich naast de symmetrische structuur tot een horizontaal neerwaarts type.
Deze machine kan gebogen en conische werkstukken walsen en voorbuigen, en kan stalen platen buigen met behulp van een buigmatrijs. Het functioneert als een wals- en buigmachine. De technologie voor doorbuigingscompensatie voor de bovenste en onderste werkrollen, de bidirectionele onafhankelijke aandrijftechnologie van de werkrol en de numerieke besturingstechnologie voor buigen en buigproces parameters hebben een wereldklasse niveau bereikt.
Op dit moment is de maximale neerwaartse druk van de bovenste rol van de binnenlandse buigmachine voor maritieme platen 22000 kN. De breedte van de gewalste of gebogen platen kan meer dan 21000 mm bedragen en voldoet aan de behoeften van de scheepsbouwindustrie.
Figuren 4 en 5 tonen respectievelijk de Changzhi Forging CDW11TNC-32×13500 mariene driewalsenbuigmachine en de CDW11TXNC-22000kN×16000 mm mariene horizontale neerwaartse driewalsenbuigmachine. Belangrijke binnenlandse mariene fabrikanten van buigmachines zijn Changzhi Forging, Tai'an Hualu en Nantong Hengli.

Fig. 4 CDW11TNC-32×13500 maritieme buigmachine met drie rollen

Fig. 5 CDW1ITXNC-2000kN×16000mm gesloten type (Marine) horizontale neerwaartse buigmachine met drie rollen
De verticale rol is een buigmachine met drie of vier rollen, waarbij de as loodrecht op het horizontale vlak staat. Het meest gebruikte type is de verticale symmetrische buigmachine met drie rollen.
Changzhi Iron and Steel (Group) Forging heeft apparatuur geproduceerd zoals CDW11TNC-36×1000 en 12×2000 voor verschillende industrieën, waaronder de aardolie- en chemische industrie.
De First Heavy Machine Factory introduceerde technologie van de Hugh Smith Company uit het Verenigd Koninkrijk en ontwierp en produceerde een serie verticale buigmachines met een enkele hoofdwals. Ze hebben een 30000kN x 3600mm verticale buigmachine geproduceerd.
Vergeleken met horizontale buigmachines hebben verticale buigmachines het voordeel dat ze licht zijn, minder vloerruimte innemen en minder energie verbruiken, waardoor ze minder arbeidsintensief zijn, vooral bij het warmwalsen.
De buigmachine met twee rollen heeft een stijve stalen rol als bovenrol en een elastische rol met een stalen rolkern omwikkeld met elastische coating als onderrol.
Rotary shaping met gebruik van elastische media (RSEM) is een geavanceerde methode voor buigen van plaatstaal delen met een elastisch medium.
Momenteel beschikken bedrijven zoals Changzhi Forging en anderen over de technologie om deze producten te ontwerpen en te maken, en de School of Mechanical and Electrical Engineering van de Nanjing University of Aeronautics and Astronautics heeft er ook een ontwikkeld.
Figuur 6 toont de buigmachine met twee rollen geproduceerd door Changzhi Forging. De bovenste rol is een elastische rol gemaakt van een stalen rolkern met een elastische coating, terwijl de onderste rol een stijve stalen rol is. De machine heeft een onderafvoerstructuur.
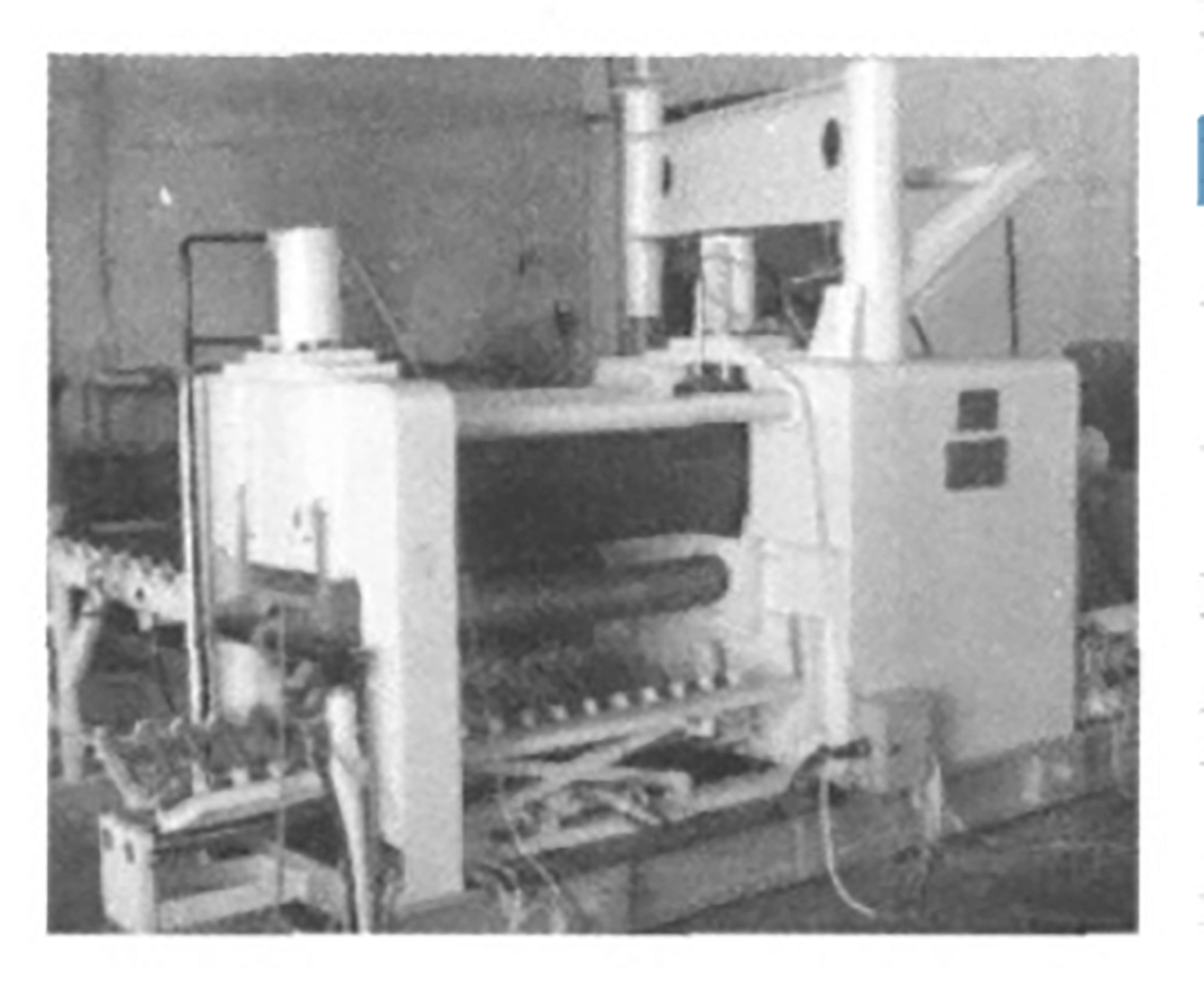
Fig. 6 Overzichtstekening van een plaatbuigmachine met twee rollen
De buigmachine met twee rollen werd uitgevonden door Kauffman uit de Verenigde Staten. Sindsdien hebben landen als Groot-Brittannië, Japan, Frankrijk, Italië en Rusland de technologie ook onder de knie gekregen en hooggeautomatiseerde buigmachines geproduceerd. CNC-machine gereedschappen. Deze machines worden gebruikt om diverse dunwandige onderdelen te maken in industrieën zoals de luchtvaart, chemie en civiele producten. De onderdelen omvatten cilindrische en conische schalen, pijpschalen, speciaal gevormde dunwandige delen, dunwandige delen met verschillende eenheden en verstijfde of gegolfde plaatdelen (zie figuur 7).
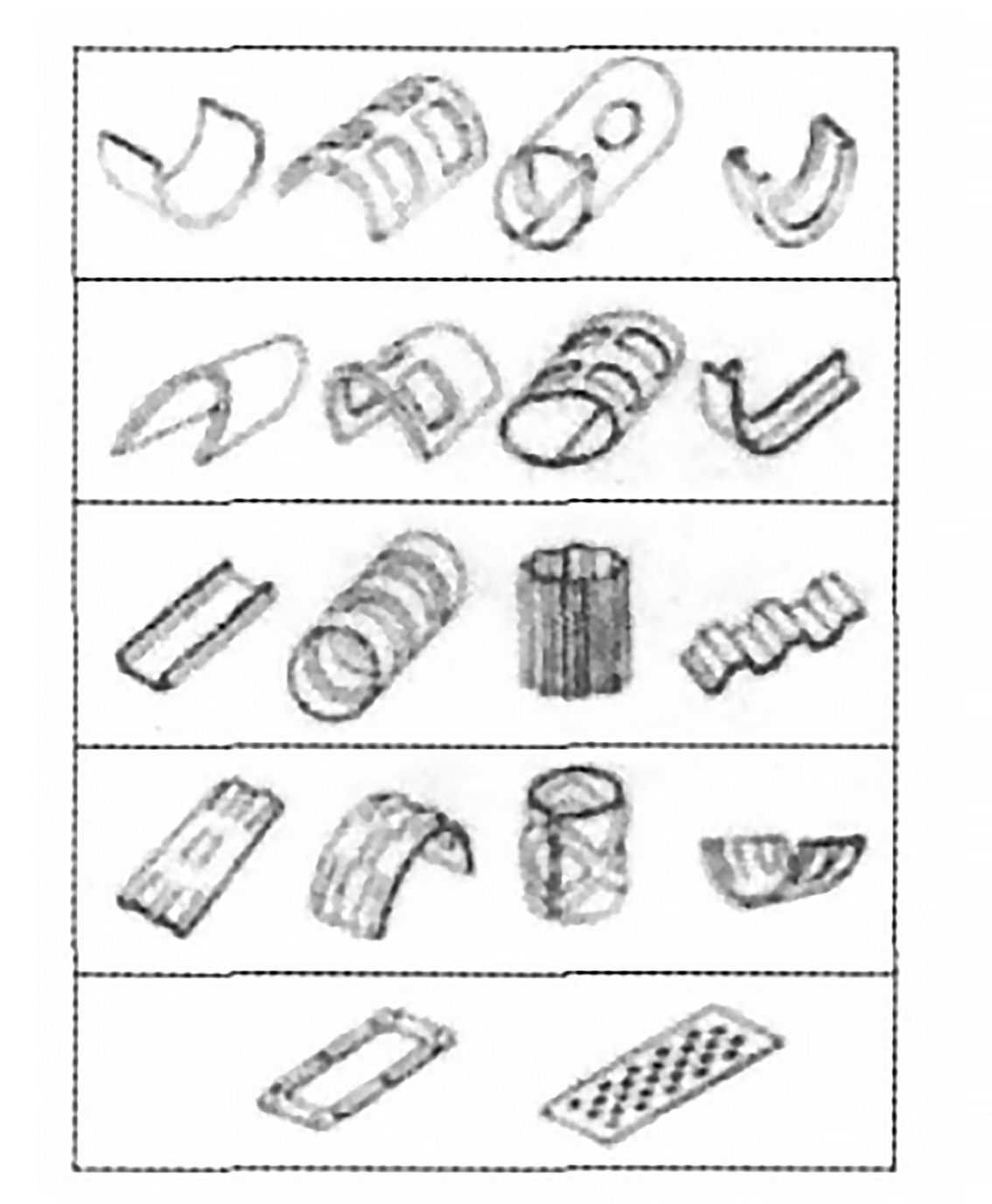
Fig. 7 Dunwandige onderdelen vervaardigd met RESM-technologie
Vergeleken met buigtechnologieën met drie of vier rollen heeft het RESM-proces een aantal opvallende kenmerken en voordelen:
Er zijn echter ook enkele nadelen waar je rekening mee moet houden:
Concluderend kan gesteld worden dat de RESM-technologie een breed scala aan potentiële toepassingen heeft. Naarmate China's chemische industrie en industrieën zoals ketels en drukvaten zich verder ontwikkelen, groeit de vraag naar buigmachines voor dikke en sterke platen met numerieke besturing. Ondertussen stimuleert de ontwikkeling van de olietankwagen- en olietankindustrie de behoefte aan kleine buigmachines die dunne platen, superlange types, meerdere krommingen en numerieke controle kunnen verwerken. De toekomst van buigtechnologie omvat ook de ontwikkeling van flexibele buigeenheden, met CNC-buigmachines als middelpunt.
3) Automatische besturing van plaatrolmachine
De mechanische buigmachine gebruikt meestal een sterke stroomregeling, terwijl de hydraulische plaatbuigmachine een NC-besturing (numerieke besturing) gebruikt. Het NC-besturingssysteem wordt voornamelijk gebruikt voor het synchroniseren van de positiebesturing van oliecilinders aan beide uiteinden van de werkrol op een statische en dynamische manier.
In het walsproces wordt de controle voornamelijk uitgevoerd door de operator op basis van zijn ervaring. De walsmachine met numerieke besturing maakt echter automatische besturing mogelijk en biedt een hoge walsprecisie, efficiëntie en bedieningsgemak. De machine is geschikt voor zowel het walsen van batches als het walsen van kleine batches uit één stuk.
Op dit moment zijn verschillende buigmachines, zoals het horizontale neerwaartse type, het gebogen neerwaartse type, de bovenste, kruislings beweegbare buigmachine met drie rollen, de buigmachine met twee rollen, de gewone en boogvormige buigmachine met vier rollen, de maritieme buigmachine, enzovoort, uitgerust met CNC-functies.
Het kernonderdeel van deze machines is een industriële computergestuurde PLC, die niet alleen de linker en rechter oliecilinders van de werkwals dynamisch en statisch synchroniseert, maar ook automatisch procesparameters berekent en optimaliseert, zoals walstijden, reductiehoeveelheid per keer, horizontale beweging van de onderste wals, aanvoersnelheid van plaatmateriaal, theoretische omvormradius, belasting op elke wals en minimale resterende rechte rand tijdens het voorbuigen. Deze optimalisatie is gebaseerd op parameters zoals de dikte, breedte, diameter van de wals en de vloeigrens.
De opstelling van de bovenste en onderste rollen van de driewalsenbuigmachine is echter versprongen, waardoor het moeilijk is om de aanvoersnelheid van plaatmetaal te controleren en echte numerieke besturing dus niet mogelijk is. De buigmachine met vier rollen en de buigmachine met twee rollen daarentegen kunnen de aanvoersnelheid van plaatmetaal nauwkeurig regelen, waardoor een echte CNC-besturing mogelijk is.
Changzhi Forging heeft met succes ontwikkeld een CNC buigmachine met vier rollen, die de binnenlandse leemte opvult en vergelijkbaar is met de producten van geavanceerde fabrikanten van buigmachines voor platen over de hele wereld.
De bovenste rol van een NC (numeriek bestuurde) buigmachine met vier rollen is de belangrijkste aandrijfrol, aangedreven door een gelijkstroommotor. De snelheids- en positieterugkoppeling wordt geregeld via een gesloten lussysteem, bestaande uit een gelijkstroomtoerentalregelaar, gelijkstroommotor en foto-elektrische encoder, voor een nauwkeurige regeling van de plaattoevoer.
De onderste rol en de rollen aan beide zijden worden aangedreven door hydraulische cilinders voor opwaartse en neerwaartse beweging. De PLC (Programmable Logic Controller) vergelijkt het ingangssignaal (Ur) met het feedbacksignaal (Up) dat wordt verzameld door de verplaatsingssensor en past het ingangssignaal (△U) dienovereenkomstig aan. Dit ingangssignaal wordt vervolgens omgezet in digitale/analoge (D/A) vorm en gebruikt om het hydraulische systeem aan te sturen, zodat de positie van de onderste rol en de twee rollen nauwkeurig wordt geregeld.
Het besturingssysteem van de CNC-buigmachine met vier rollen bestaat uit de volgende hardware: een digitale gelijkstroomtoerentalregelaar uit de Eurotherm 590-serie, een PLC Omron C200HX, een mens-machine interface met aanraakscherm Mitsubishi A970GOT, een verplaatsingssensor met hoge precisie en een beeldscherm dat via standaard RS232-communicatie is verbonden met de CPU C200HX.
Op basis van parameters zoals dikte, breedte, diameter, vloeigrens en terugveringscorrectiecoëfficiënt kan de numeriek bestuurde vierrollenbuigmachine automatisch procesparameters berekenen en optimaliseren, waaronder walstijden, de verplaatsing van de onderste rol en zijwaartse rolDe machine kan ook automatisch worden bestuurd, zoals de aanvoersnelheid van de plaat, de theoretische omvormradius, de belasting op elke rol, de helling van de bovenste rol en de minimale overblijvende rechte rand tijdens het voorbuigen. De machine kan ook automatisch worden bestuurd.
Nauwkeurige regeling van de plaataanvoersnelheid en de positie van de zijwals en onderwals maakt echt CNC walsen mogelijk. De machine kan 100 programma's opslaan en heeft de mogelijkheid om programma's te bewerken en op te roepen, evenals functies zoals foutzelfdiagnose, alarm, statusbewaking en uitschakelgeheugen.
4) Flexibele verwerkingseenheid voor spoelen
De Coil Flexible Processing Unit is meestal uitgerust met een numeriek bestuurde walsmachine en diverse andere apparatuur, waaronder een voorbehandelingssysteem voor het voorste deel van de plaat en een afgiftesysteem voor het achterste deel van het eindproduct.
De eenheid wordt bestuurd door een besturingssysteem dat kan bestaan uit één of meerdere computers, en vormt zo een geautomatiseerd verwerkingssysteem voor de spoelplaat.
De integratie van informatie- en materiaalstromen in de CNC buigen machinesysteem maakt efficiënte en geautomatiseerde verwerking van kleine batches mogelijk.
Hierdoor biedt deze unit een hoge precisie, efficiëntie en flexibiliteit, waardoor het een ideaal productiesysteem is.
Figuren 8 en 9 tonen de lay-out van de Flexibele Plaatbuigeenheid, die bestaat uit een CNC-buigmachine, een plaatopslagtafel, een laadmanipulator, een laadtafel, een beugelinrichting en een ontlaadinrichting.
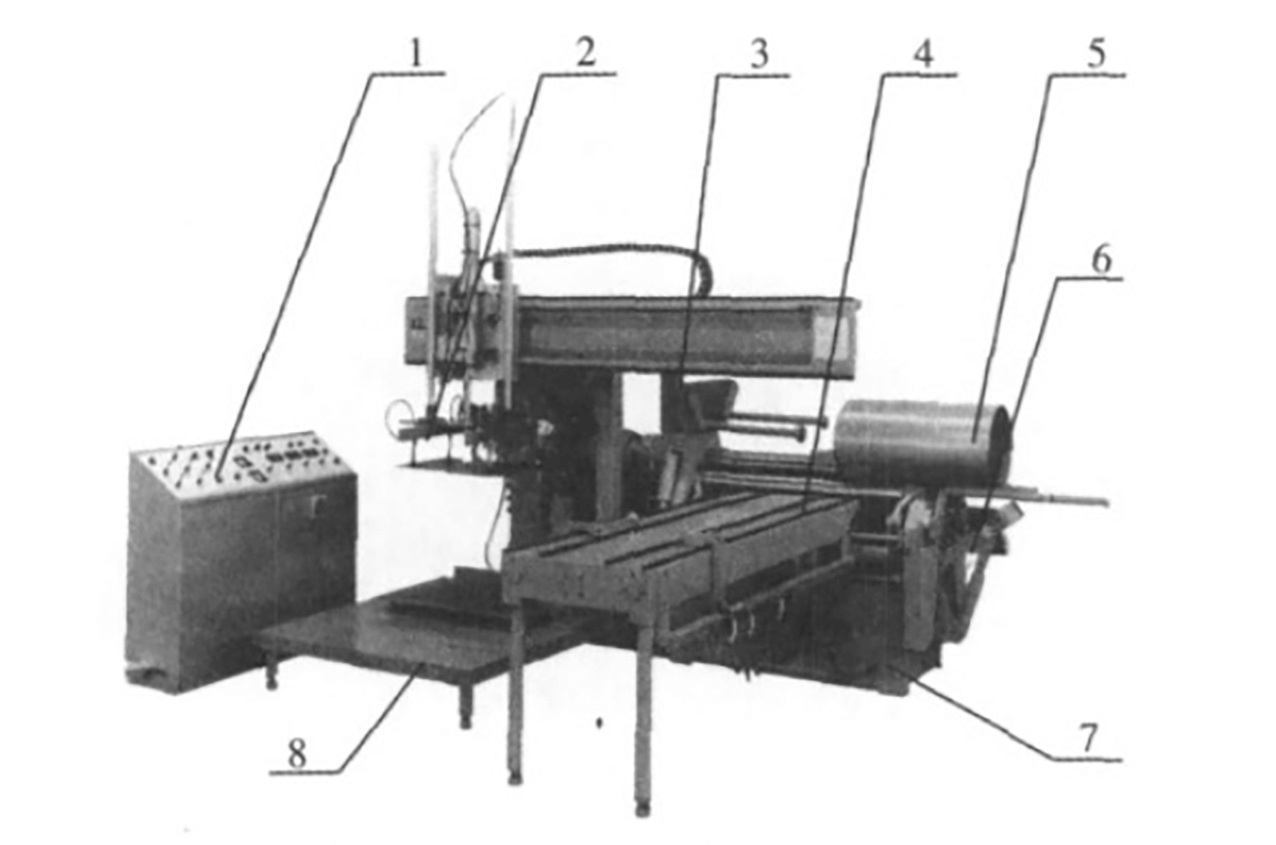
Fig. 8 Layout I van flexibele verwerkingseenheid met spoel
1. Elektrische kast 2. Laadmanipulator 3. Steunapparaat
4. Laadtafel 5. Werkstuk 6. Losapparaat
7. Hoofdmotor van buigmachine 8. Platform voor het stapelen van vellen
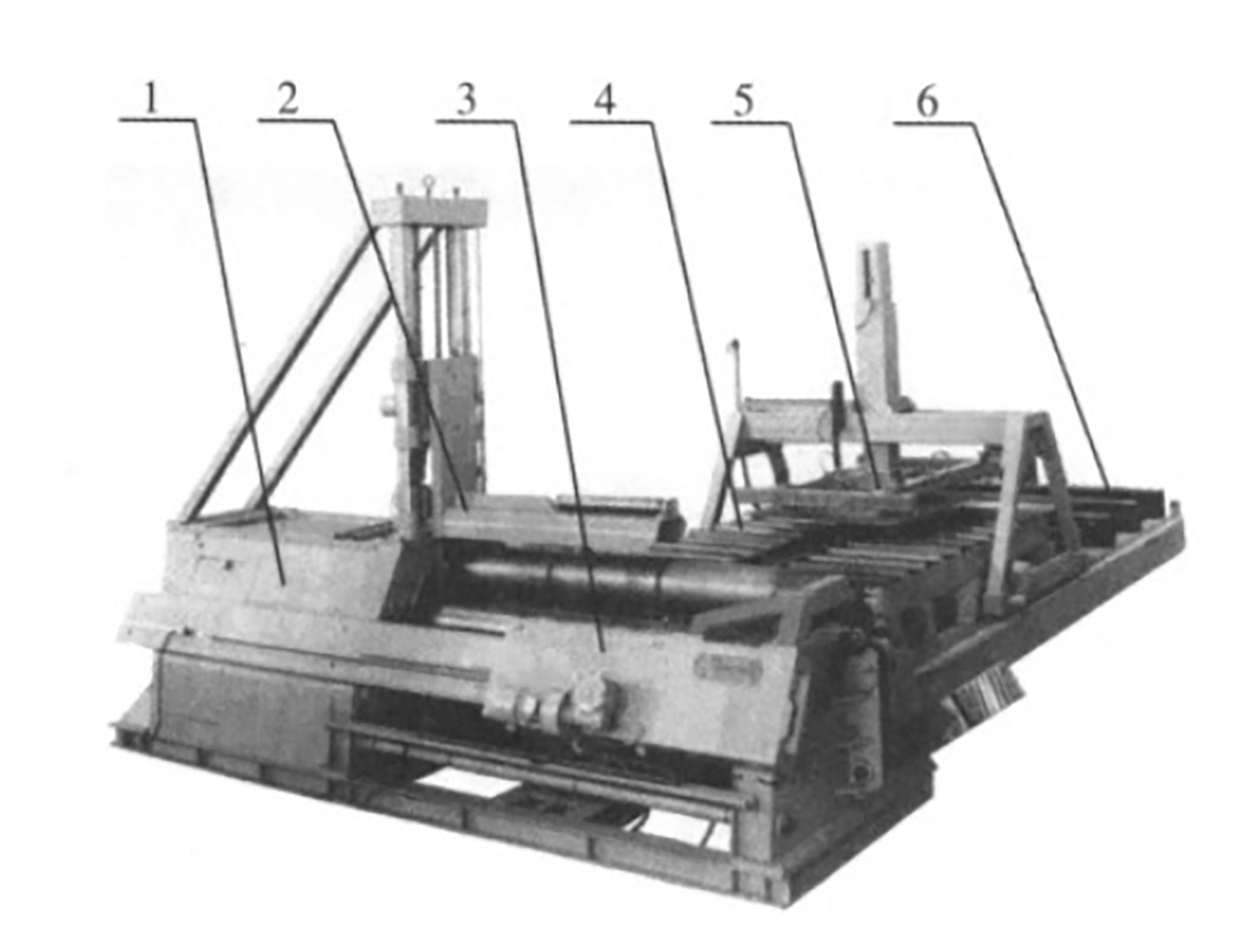
Fig. 9 Lay-out II van flexibele verwerkingseenheid met spoel
1. Hoofdmotor van buigmachine 2. Steunapparaat 3. Losapparaat
4. Tafel met invoerrollen 5. Laadmanipulator 6. Platform voor het stapelen van platen
Tijdens het walsproces neemt de laadmanipulator het plaatmateriaal van de plaatopslagtafel en plaatst het op de laadwerktafel. De manipulator lijnt de plaat vervolgens uit en stuurt hem naar de plaatbuigmachine.
Terwijl het walsproces verdergaat, zet de manipulator het werkstuk vast op basis van zijn vorm, dikte en diameter. Hij bevestigt het werkstuk van binnenuit of aan beide zijden en ondersteunt het met de kromming van het werkstuk totdat de gewenste vorm is gevormd.
Zodra het walsproces is voltooid, laat de hoofdmachine het lagerhuis los en duwt de ontlaadmanipulator het werkstuk naar buiten. De ontlaadmanipulator pakt het werkstuk vervolgens op en transporteert het naar de tafel voor eindproducten. Tot slot keren de hoofdmachine en de manipulatoren terug naar hun oorspronkelijke posities, klaar voor het volgende te walsen werkstuk.
Sommige flexibele verwerkingseenheden voor spoelen kunnen ook worden uitgerust met extra faciliteiten, zoals plaatcentreren, cilindrische inspectie en lassen.
De toonaangevende fabrikanten van geavanceerde walsmachines zijn HAEUSLER in Zwitserland, SCHAFER in Duitsland, PROMAU DAVI MG, SER-TOM en BODRINI in Italië, ROUNDO in Zweden, KURI-MOTO in Japan en HUGH SMITH in Groot-Brittannië.
HAUSLER's vierrols plaatbuigmachine in Zwitserland is de meest gerenommeerde, met een maximale specificatie van 78000 kN, een plaatdikte van 250 mm en een plaatbreedte van 4000 mm, waarbij slechts 1,28 keer de plaatdikte overblijft als rechte rand.
Bij sommige bedrijven, zoals het Duitse Schafer, het Italiaanse Davi, het Italiaanse MG, het Italiaanse FAC-CIN, het Italiaanse SERTOM en het Italiaanse BODRINI, is de horizontale neerwaartse buigmachine met drie rollen gebruikelijk en ideaal voor het walsen van dikke en extra zware platen.
In Japan is KURIMOTO's type met een kruisende bovenrol (universeel type met bovenrol) het meest gangbaar, en de Britse HUGH SMITH's en Italiaanse FACCIN's grootschalige marineschepen. plaatwalsmachines een hoog technologisch niveau hebben.
De gebogen buigmachines met drie walsen en vier walsen van de Italiaanse PROMAU DAVI en MG komen het meest voor, met een maximale dikte van 140 mm voor de gebogen buigmachine met drie walsen.
De CNC-boogbuigmachine met vier rollen van DAVI heeft een volledig hydraulische aandrijving en de rollen aan beide zijden hebben een boogbeweging. Het raakpunt tussen de zijwals en de bovenwals ligt dichter bij de middellijn van de bovenwals en de kleinste roldiameter kan 1,1 keer die van de bovenwals bereiken.
De resterende rechte zijden zijn kort, met bijna geen wrijvingsweerstand tussen de mechanismen. De hydraulische planetaire aandrijving is rechtstreeks gekoppeld aan de asuiteinden van de bovenste rol en de onderste rol, wat zorgt voor een hoge overdrachtsefficiëntie en een kleine voetafdruk. De lagers zijn onderhoudsvrij en hoeven niet gesmeerd te worden. De machine heeft automatische lineaire snelheidscompensatie om ervoor te zorgen dat de snelheden van de bovenste en onderste wals tijdens het walsen overeenkomen.
CNC besturing is beschikbaar, en rollende werkstukken met enkele en meervoudige krommingsradius kunnen automatisch berekend en geprogrammeerd worden. Het programma kan worden gewijzigd en opgeslagen, en netwerkbesturing is aanwezig. De machine heeft een 3D animatie functie voor real-time weergave en is uitgerust met REAL AUTO-CAD (CAD/CAM).
Naar schatting heeft China de grootste productie van buigmachines ter wereld, maar het algemene concurrentievermogen in de sector is niet sterk. De belangrijkste redenen hiervoor zijn:
Na tientallen jaren van groei heeft de Chinese buigmachine-industrie een goed gestructureerde productiecluster en een efficiënte industriële keten opgebouwd. Hierdoor kan de industrie beter voldoen aan de behoeften van de binnenlandse apparatuurindustrie en het industrialisatieproces stimuleren.
Om de Chinese industrie voor de productie van buigmachines verder te versterken, is het belangrijk dat de industrie profiteert van het nationale industriële revitaliseringsplan. Dit houdt in dat de aanpassing van productstructuurHet transformeren en upgraden van bedrijven, het opnemen van geavanceerde technologie uit het buitenland, het verbeteren van het vermogen tot onafhankelijke innovatie en het vergroten van het bereik van de industrie.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











