
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Heb je je ooit afgevraagd hoe je nauwkeurig kunt buigen bij metaalbewerking? Nauwkeurige kalibratie van de achteraanslag van de kantpers is cruciaal. Dit artikel geeft een gedetailleerde stap-voor-stap handleiding voor het controleren en afstellen van de uitlijning van de achteraanslagbalk, zowel verticaal als horizontaal, en het kalibreren van de vingers van de achteraanslagmeter. Beheers deze procedures om de nauwkeurigheid van je apparatuur te behouden en de efficiëntie van je werkplaats te verbeteren. Duik in de materie en leer de essentiële kalibratietechnieken die u tijd besparen en kostbare fouten voorkomen.
Als de afkantpers is uitgerust met een achteraanslag, moet deze mechanisch worden gekalibreerd op het middelpunt van de stempel en matrijs.
De achteraanslag is bij levering volledig gekalibreerd en kalibratie achteraf is alleen nodig in het onwaarschijnlijke geval dat de vingers of de achteraanslagbalk uit positie zijn gebracht.
Naast de mechanische kalibratie moet de achteraanslag gekalibreerd worden met de ETS software voordat een programma wordt uitgevoerd.
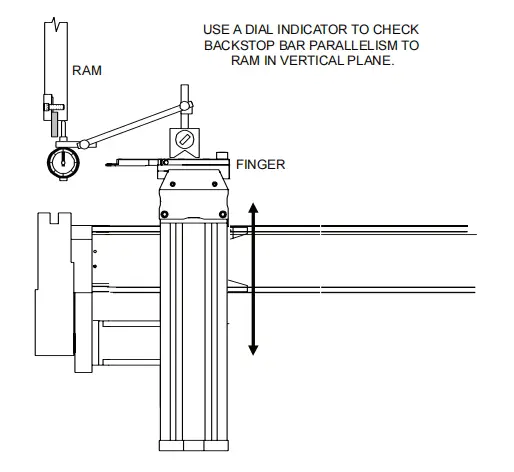
De volgende procedure kan worden gebruikt om de evenwijdigheid van de terugloopblokkering ten opzichte van de ram in het verticale vlak te testen:
1. Monteer een meetklok met magnetische basis op een van de vingers van de achteraanslag.
2. Breng de X- en R-as naar een positie waarbij de meetklok het bodemoppervlak van de ram vanaf de vinger kan weergeven.
3. Beweeg de vinger naar een uiteinde van de terugloopblokkering en stel de draaiknop in op nul.
4. Beweeg de vinger naar het andere uiteinde van de meetlat en let op de wijzerplaatindicator. Deze moet op nul blijven staan.
5. Enige kruining is toegestaan, maar de meetklok moet aan beide uiteinden nul aanwijzen. Kalibreer indien nodig de terugloopblokkering door de procedure in het volgende hoofdstuk te volgen.
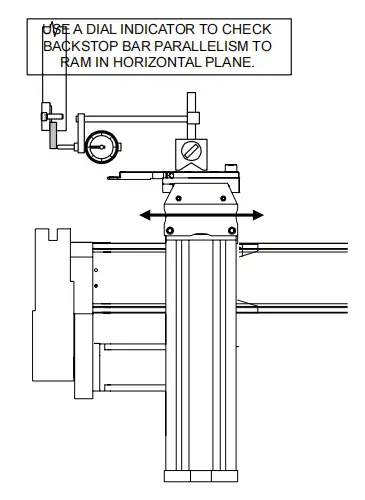
De volgende procedure kan worden gebruikt om de evenwijdigheid van de terugloopblokkering ten opzichte van de ram in het horizontale vlak te testen:
1. Monteer een meetklok met magnetische basis op een van de vingers van de achteraanslag.
2. Breng de X- en R-as naar een positie waarbij de meetklok het achteroppervlak van de ram vanaf de vinger kan weergeven.
3. Beweeg de vinger naar een uiteinde van de terugloopblokkering en stel de draaiknop in op nul.
4. Beweeg de vinger naar het andere uiteinde van de meetlat en let op de wijzerplaatindicator. Deze moet op nul blijven staan.
5. Kalibreer indien nodig de terugloopblokkering door de procedure in het volgende hoofdstuk te volgen.
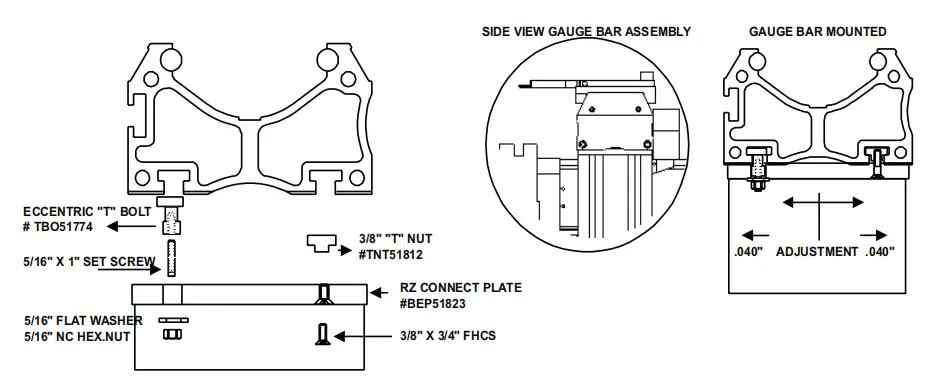
Bij de achteraanslag worden twee ijkmaten geleverd.
IJkmaatstaven zijn precisiebewerkte stalen blokken met een tolerantie van 04,000″+,001″ vanaf de V-inkeping tot het afgeschuinde uiteinde.
Elke ijkstaaf heeft een rubberen achterkant om schade te voorkomen als er te veel kracht wordt uitgeoefend bij het plaatsen van de stempel in de "V"-inkeping van de ijkstaaf.
OPMERKING
Voordat u een van de volgende mechanische kalibratieprocedures voor de achteraanslag uitvoert:
De vingers van de achteraanslag moeten gekalibreerd worden als ze niet parallel lopen met het gereedschap.
Als de terugloopstang uit positie is gestoten, moeten zowel de terugloopstang als de vingers gekalibreerd worden. Het is een goede gewoonte om de vingers elke keer opnieuw te kalibreren als het gereedschap wordt vervangen.
Deze procedure zorgt ervoor dat beide vingers zich op dezelfde afstand van de terugloopblokkering bevinden:
1. Stel de bedieningsmodus in op JOG en de besturingsmodus op HAND.
2. Voer "Calibrate Back Gauge" (Achteraanslag kalibreren) uit vanuit het hoofdmenu, of programmeer en verplaats de achteraanslag naar de X=04.000″ kalibratiepositie.
3. Plaats twee kalibratiestaafjes dwars op de matrijsopening, enkele centimeters uit elkaar en dicht bij het midden van de lengte van de stempel. Elke staaf moet zo geplaatst worden dat de rubberen basis op de matrijs ligt en het afgeschuinde uiteinde naar de achteraanslag wijst.
4. Gebruik de drukknoppen op de handpalm om de pers ram omlaag totdat de pons in elke ijkmaatstaaf zit
"V" inkeping, met slechts genoeg kracht om de rubberen achterkant licht te vervormen. Controleer of de ijkmaatstang goed vastzit door hem met de hand te proberen te bewegen.
5. Stel de slede verticaal af tot de vingers dezelfde hoogte hebben als de staven van de ijkmaat.
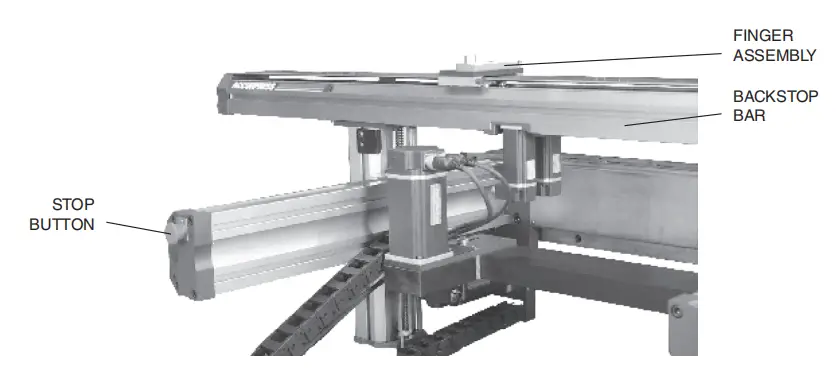
Mechanische afstelling van de achteraanslag gebeurt achter de afkantpers. Daarom moet om veiligheidsredenen de STOP-knop van de achteraanslag ingedrukt worden en in de vergrendelde stand blijven staan voordat er in het achteraanslaggebied wordt gewerkt.
Gebruik bij machines met een handmatig-R systeem het handwiel van de achteraanslagslede.
Voor machines met een Power-R-systeem moet de juiste positie worden geprogrammeerd.
6. Schuif een achteraanslagvinger naar het uiteinde van een ijkmaatstaaf. Draai bij een handmatig-Z systeem de slede los en schuif de vinger. Programmeer bij een Power-Z systeem de juiste positie.
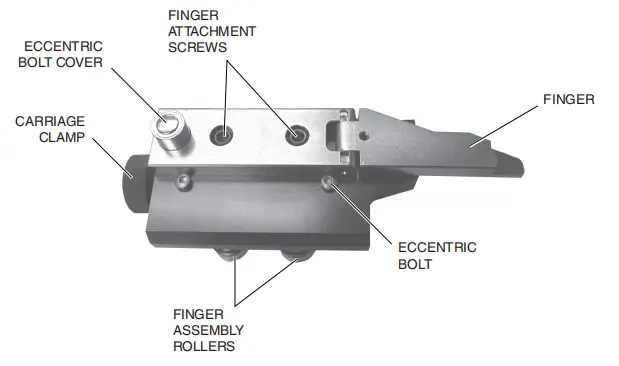
Stel de vinger in op de kalibratiepositie:
7. Beweeg de tweede achteraanslagvinger naar het uiteinde van de tweede ijkmaatstaaf en stel af zoals beschreven in stap 6.
8. Stel elke vinger zo af dat de contactdruk tussen de vinger en de peilstaven voor beide vingers gelijk is.
9. Wanneer de afstelling is voltooid, plaatst u de dop van de excentrische bout terug en draait u de twee schroeven vast.
10. Verwijder de staven van de kalibratiemeter en schakel de achteraanslag weer in door de stopknop van de achteraanslag 1/4 slag rechtsom te draaien.
Om de terugloopblokkering in het verticale vlak af te stellen, draait u eerst de stelschroef op de bovenplaat van de R-as los.
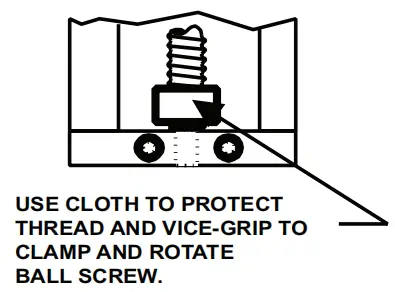
Plaats een doekje rond het laagste punt van de kogelomloopspil en leg een bankschroef over het doekje, waarbij u erop let dat u de kogelomloopspil niet vastpakt of beschadigt.
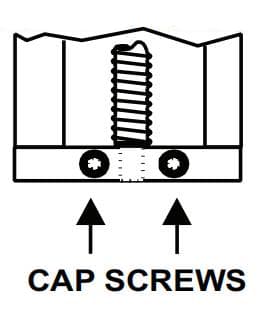
Draai de dopschroeven op de bodemplaat van de R-as los en draai de kogelomloopspil om de hoogte in te stellen.
Als de afstelling is voltooid, draai je de stelschroef en de dopschroeven vast. Verwijder de
tang en doek.
Afstelling terugloopstang R-as
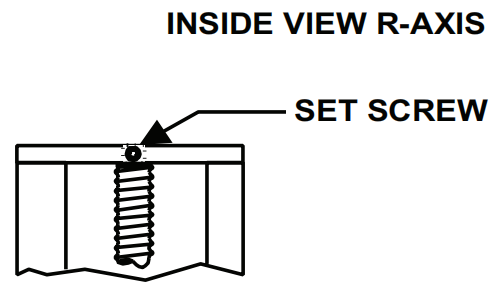
Draai de stelschroef (bovenplaat) los om de hoogte van de R-as aan te passen.
Plaats een doekje rond het laagste punt van de kogelomloopspil en leg een bankschroef over het doekje, net strak genoeg om de kogelomloopspil vast te pakken.
Draai de dopschroeven (bodemplaat) los en draai de kogelomloopspil om de hoogte in te stellen.
Als de afstelling voltooid is, draai je de stelschroef en de dopschroeven vast.
Verwijder de kabeltang en de doek.
Om de terugloopblokkering horizontaal af te stellen, draait u de T-moeren los en draait u de T-bouten totdat deze parallel lopen met de ram.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











