Problemen met de afkantpers (74 foutcodes): Buigproblemen & oplossingen
Heb je ooit te maken gehad met buigproblemen met je kantpers? Als ervaren werktuigbouwkundig ingenieur heb ik al heel wat problemen gezien die zich kunnen voordoen tijdens het buigproces. In deze blogpost gaan we dieper in op de meest voorkomende buigproblemen met de afkantpers en verkennen we praktische oplossingen om je te helpen bij het oplossen van problemen en het optimaliseren van je buigactiviteiten. Of je nu een doorgewinterde operator bent of nieuw op dit gebied, dit artikel zal je waardevolle inzichten geven om je kantpersprestaties te verbeteren.
Al het personeel dat enig onderdeel van de afkantpers onderhoudt, moet veilige werkpraktijken volgen:
Zorg ervoor dat al het andere personeel uit de buurt blijft van het matrijzengebied (werkpunt) terwijl de afkantpers wordt onderhouden.
Volg de procedures voor machinevergrendeling in de fabriek om te voorkomen dat de afkantpers in werking treedt tijdens onderhoud of probleemoplossing.
Plaats waarschuwingsborden voor het onderhoud van apparatuur.
Gebruik de juiste persoonlijke beschermingsmiddelen zoals vereist door de regelgeving.
Onderhoudspersoneel kan basisdiagnosegereedschap nodig hebben, zoals een elektrische multimeter voor het beoordelen van elektrische besturingsproblemen en een drukmeter voor het beoordelen van hydraulische problemen.
Onderhoudspersoneel dat handmatige overrides op de hydraulische richtkleppen gebruikt, moet uiterst voorzichtig te werk gaan om persoonlijk letsel of schade aan de matrijzen, eindschakelaars of hydraulische cilinders door overtravel te voorkomen.
1. Aandrijfmotor hydraulische pomp start niet
Oorzaak
Oplossing
De uitschakelaar van de elektrische voeding van de winkel staat op OFF.
Zet de uitschakelaar op ON.
Schakel de schakelaars van de elektrische voeding UIT.
Zet de uitschakelaar op ON.
Losse draadverbindingen in de bedrading van het besturingscircuit.
Controleer de continuïteit van de elektrische bedrading met behulp van een multimeter en het regelschema. Repareer indien nodig.
Zekering FU1 van het besturingscircuit is doorgebrand.
Controleer op mogelijke oorzaak. Verhelp de oorzaak en vervang de zekering.
Controleer de elektrische bedrading met een multimeter en het regelschema. Repareer indien nodig.
De hoofdschakelaar van de rem is UIT.
2. De aandrijfmotor van de hydraulische pomp draait, maar de ram van de pers werkt nietcyclus
Oorzaak
Oplossing
Rambesturing is uitgeschakeld.) Het lampje (RAM ACTIVE) knippert.
De bedieningsinstelling is niet de gebruikte modus. (Het hand- of voetlicht knippert.)
Wijzig de besturingsmodus naar de gewenste instelling.
Operationele CNC systeeminterface is incompatibel met bestaande elektrische besturing.
Selecteer de kalibratie-, run- of controlemodus van derden.
Ram (Y-as) is niet gekalibreerd.
De kalibratie-, run- en controlemodus van derden zijn niet geselecteerd.
Achteraanslag (X-as) is niet gekalibreerd.
Kalibreer de achteraanslag.
De ETS systeemparameterconfiguratie is onjuist.
Neem contact op met de dealer/fabrikant van het CNC-systeem.
Raadpleeg de fabrieksservice voor procedures om de systeemconfiguratie opnieuw in te stellen.
Hydraulische ontlastklep zit vast in open positie.
De draairichting van de motor is onjuist.
Losse aansluiting/kapotte draad in kabel van bedieningspaneel of defecte elektrische contactblokken.
Controleer de elektrische continuïteit van de voetschakelaar naar de elektromagneten OMLAAG. Repareer indien nodig.
Controleer de fasevolgorde bij de aansluiting van de hoofdvoedingsspanning op de uitschakelaar. Controleer of de volgorde:1-2-3 (rood-zwart-wit))。
Defecte eindschakelaar ram omlaag of losse/kapotte elektrische verbinding.
Probeer de pers ram omlaag met behulp van de bedieningselementen voor handmatige overname van de hydraulische klep. Als de ram niet beweegt, verwijder dan de ontlastklepcassette en controleer de O-ringen en schuifspoelen op defecten of verstoppingen.
De hydraulische overdrukklep zit vast in de positie OPEN.
Losse aansluiting/kapotte draad in kabel van bedieningspaneel of defecte elektrische contactblokken.
3. Druk ram zal cyclus naar beneden alleen in langzame snelheid
Oorzaak
Oplossing
De positie voor snelheidsverandering is niet goed ingesteld.
De optimale instelling voor snelheidsverandering is bij het ponscontact van het te vormen onderdeel.
Hoogvolumeklep OMLAAG magneet is defect.
Controleer de elektrische continuïteit naar en op het magneetventiel. Repareer indien nodig.
4. Ram aarzelt/stopt bij snelheidswisselpunt of onderdeelcontactpunt
Oorzaak
Oplossing
De overdrukklep handhaaft de vooraf ingestelde overdrukinstelling niet.
De ram van de pers valt sneller dan het systeem olie kan leveren aan de hydraulische cilinders.
De overdrukklep handhaaft de vooraf ingestelde overdrukinstelling niet.
Verwijder het hogedrukontlastingspatroon van het verdeelblok en controleer de O-ringen op beschadiging. Controleer de middelste schuifspoel om de werking van de klep te controleren. Reinig met oplosmiddel en perslucht om eventuele vreemde deeltjes te verwijderen. Installeer en test de klep opnieuw.
5. Druk op ram om niet terug te keren naar de programmalimiet.
Oorzaak
Oplossing
De besturingsmodus is ingesteld op JOG.
Controleer de elektrische continuïteit van het bedieningspaneel tot aan de elektromagneten omhoog. Repareer indien nodig.
Losse aansluiting/kapotte draad in kabel van bedieningspaneel of defect elektrisch contactblok.
Controleer de elektrische continuïteit van het bedieningspaneel tot aan de elektromagneten omhoog. Repareer indien nodig.
De ram-omhoog-schakelaar zit vast of is beschadigd in de geactiveerde stand.
Controleer de mechanische werking en elektrische continuïteit van de eindschakelaar. Repareer indien nodig.
6. De ram stopt niet bij het buigpunt
Oorzaak
Oplossing
Storing hydraulische richtingsklep.
Activeer de overrides handmatig om de mechanische werking van de stuurventielen te controleren. Controleer of de stuurspoel of de centreerveren van de klepspoel niet geblokkeerd zijn.
De instelling van het buigpunt van het programma is onjuist.
Controleer het tonnagedisplay en pas aan voor een hoger tonnage.
Overmatige excentrische belasting veroorzaakt activering van de torsieveiligheidseindschakelaar.
Verplaats het te vormen onderdeel dichter naar het midden op het persbed.
Controleer het buigpunt van het programma om te zien of de ram van de pers de vastgelegde positie bereikt.
Verplaats het te vormen onderdeel dichter naar het midden op het persbed.
De tonnagecontrole is te laag ingesteld om de bocht te voltooien.
De positie-instelling voor langzame snelheidsverandering is onjuist.
8. Het tonnagedisplay van de pers toont een volle tonnage, maar de pers werkt nietom de bocht te voltooien
Oorzaak
Oplossing
Onderdelen materiaaleigenschappen niet compatibel zijn met de configuratie van de afkantpers en de matrijs.
De materiaaleigenschappen van het onderdeel zijn niet compatibel met de configuratie van de afkantpers en de matrijs.
9. De achteraanslag gaat niet verder naar de volgende stap in de flenslengte
Oorzaak
Oplossing
Controleer of de stappen van het achteraanslagprogramma overeenkomen met de functievereisten.
Verifieer of wijzig de stapmaat van het achteraanslagprogramma.
De positie van de achteraanslag per stap is niet geprogrammeerd.
De positie van de achteraanslag per stap is niet geprogrammeerd.
De STOP-knop is vastgezet op OFF.
Zet de STOP-knop op de achteraanslag terug op ON (1/4 draai rechtsom)。
10. Hydraulisch systeem is oververhit
Oorzaak
Oplossing
Test het debiet en de druk van de pomp in een hydraulisch servicecentrum. Als dit niet mogelijk is, kan het hogedrukpatroon "P2" worden verwijderd en onderzocht op mechanische schade en slijtage. Vervang het patroon of de complete pomp, indien nodig.
Test het debiet en de druk van de pomp bij een hydraulisch servicecentrum. Als dit niet mogelijk is, kan het hogedrukpatroon "P2" worden verwijderd en worden onderzocht op mechanische schade en slijtage. Vervang het patroon of de complete pomp, indien nodig.
Zorg ervoor dat het snelheidswisselpunt van de afkantpers zich boven het te vormen materiaal bevindt en dat de tonnage-indicator binnen de nominale tonnage registreert.
De operator probeert voortdurend onderdelen te vormen boven de capaciteit van de afkantpers.
De overdrukklep van het hydraulische systeem ontlast voortijdig.
Het koppelingselement tussen de elektromotor en de hydraulische pomp is versleten of kapot.
Verwijder het hogedrukontlastingspatroon van het spruitstukblok en controleer de O-ringen op beschadiging. Druk op de middelste schuifspoel om te controleren of de klep goed werkt. Reinig met oplosmiddel en perslucht om eventuele vreemde deeltjes te verwijderen. Installeer de klep opnieuw en test hem.
Hogedrukpompcartridge is defect of versleten, waardoor debiet en druk verloren gaan.
Verwijder het hogedrukontlastingspatroon van het spruitstukblok en controleer de O-ringen op beschadiging. Druk op de middelste schuifspoel om te controleren of de klep goed werkt. Reinig met oplosmiddel en perslucht om eventuele vreemde deeltjes te verwijderen. Installeer de klep opnieuw en test hem.
Inspecteer en vervang indien nodig.
11. Hydraulische pomp maakt lawaai
Oorzaak
Oplossing
Het peil van de hydraulische vloeistof is laag.
Controleer het vloeistofpeil wanneer de ram van de pers omhoog staat. Voeg indien nodig vloeistof toe totdat dit zichtbaar is op de kijkglasmeter.
Het zuigfilter van de pompinlaat is verstopt of verstopt.
Controleer de toestand van de vloeistof. Vervang indien nodig de hydraulische zeef, de vloeistof en het hydraulische filter.
Hydraulische inlaatleidingen of verbindingen zitten los, waardoor de pomp lucht binnenkrijgt.
Controleer de asafdichting op slijtage of schade. Indien nodig vervangen.
Controleer de leidingaansluitingen, de O-ring bij de pomp naar de inlaatflens en draai de bouten van de inlaatflens vast.
Controleer de asafdichting op slijtage of schade. Indien nodig vervangen.
12. Bedrijfsmodi schakelen niet over naar de volgende instelling
Oorzaak
Oplossing
EDIT-keuzeschakelaar staat op LOCK.
Controleer de schriftelijke werkprocedure en pas de bedrijfsmodus aan op naleving.
13. CNC-meetapparatuur werkt niet / niet goed
Oorzaak
Oplossing
Onjuiste CNC meetinterface
Controleer de documentatie van de interface en de installatie.Neem contact op met de fabrieksservice om de vereisten voor de interface van de afkantpers te bevestigen.
14. De hoofdmotor van de afkantpers kan niet worden gestart
Oorzaken:
Het startcircuit van de hoofdmotor kan defect raken door verschillende factoren, zoals het niet loslaten van de noodstopknop, losse kabelverbindingen of afwezigheid van 24V stuurstroom.
Bovendien kunnen componenten die verband houden met het startsysteem van de hoofdmotor, zoals thermische relais, stroomonderbrekers en wisselstroommagneetschakelaars, defect raken of beschadigd raken, wat leidt tot een storing in het startcircuit.
Stroomproblemen;
Oplossingen:
Controleer of de noodstop de hoofdmotor start het circuit niet is vrijgegeven, losse bedrading, 24V stuurstroom;
Om de oorzaak van de storing in het startcircuit van de hoofdmotor vast te stellen, is het nodig om de componenten van het startcircuit te controleren op overbelastingsbeveiliging. Indien aanwezig, is het belangrijk om de redenen voor de overbelasting te analyseren en te controleren of de componenten beschadigd zijn.
Controleer of de driefasenstroom normaal is;
15. De ram van de afkantpers kan niet snel omlaag
Oorzaken:
De ramrail is te strak afgesteld;
De as van de achteraanslag is niet op zijn plaats;
De ram staat niet in het bovenste dode punt;
Footswitch-signalen komen de module niet binnen;
De storing van de proportionele servoklep;
Oplossingen:
Controleer of de ramrail geschikt is;
Om het probleem op te lossen, is het nodig om te controleren of er een cursor is voor de werkelijke positie van de X-as op de controller, of om te controleren of de programmeerwaarde van de achteraanslag en de werkelijke waarde overeenkomen in de handmatige interface.
Op de controller moet de status van de Y-as ingesteld zijn op "1". Als deze is ingesteld op "6", moeten de werkelijke coördinaten van de Y-as worden gecontroleerd. De waarde moet kleiner zijn dan het verschil tussen de Y-as en de terugkeerpositie.
Controleer aan de hand van het elektrische schema of de ingangssignalen van de voetschakelaar normaal zijn;
Controleer of de feedback van de proportionele servoklep normaal is;
16. De ram van de afkantpers kan niet buigen of de buigsnelheid is erg laag
Oorzaken:
De ram bevindt zich niet op het snelheidsconversiepunt;
De set parameters voor buigen met de Y-as is niet goed;
De druk is niet voldoende, zoals programmering, parameterinstellingen van bewerkingsmachines, hydraulisch;
Oplossingen:
Controleer of de status van de Y-as van "2" naar "3" gaat, de werkelijke waarde van de Y-as moet groter zijn dan de waarde van het snelheidsconversiepunt;
Pas een deel van de parameters voor het buigen van de Y-as opnieuw aan;
Om het probleem verder te diagnosticeren, is het belangrijk om te controleren of de programmering niet correct is, of de parameterinstellingen verkeerd zijn, of dat er hydraulische problemen zijn. Hiervoor kun je een manometer en multimeter gebruiken om de hoofddruk en het signaal van de proportionele drukklep te meten. Controleer vervolgens of de proportionele drukklep en de hoofdklep vastzitten, controleer het filter en de olie en controleer tot slot de pomp en de koppeling.
17. De ram kan niet terugkeren tijdens de buigproces
Oorzaken:
Kan niet terugkeren zonder belasting, misschien een probleem met de parameter of een hydraulische storing;
Kan niet terugkeren tijdens het buigen, de hoek van het werkstuk voldoet niet aan de ingestelde waarde;
Kan niet terugkeren tijdens het buigen, de hoek van het werkstuk heeft de ingestelde waarde overschreden;
Oplossingen:
Om de problemen met de Y-as op te lossen, is het belangrijk om de parameters van de Y-as en de buigparameters te debuggen op basis van de werkelijke omstandigheden. Als de versterking te klein is, kan de ram niet goed of helemaal niet buigen en als de versterking te groot is, kan de ram schudden. De parameters moeten worden aangepast zodat de ram niet trilt of een iets hogere versterking heeft.
Daarnaast moeten de biasinstellingen voor de linker- en rechterklep mogelijk worden aangepast tijdens de diagnoseprocedure. Als de Y-as te klein is, kan deze mogelijk zijn positie niet bereiken en als deze te groot is, kan deze mogelijk niet lossen. Bij een hydraulische storing moet de hoofddruk worden gecontroleerd en moet worden nagegaan of het PVventiel S5 in de stroomstand is geplaatst.
Het is mogelijk dat de versterking van de Y-asparameter te klein is ingesteld. Een andere mogelijkheid is dat de druk niet voldoende is en dat de reden voor het drukgebrek moet worden geanalyseerd. Dit kan te wijten zijn aan programmering of hydraulische factoren.
De programmeerfactoren zijn onder andere matrijsselectie, plaatdikte, materiaal, werkstuklengte, buigmethode, enz. Anderzijds zijn er hydraulische factoren zoals lekkage van de hydraulische pomp, vervuiling of beschadiging van het proportionele drukventiel, een verstopt filter of vervuilde olie.
Voornamelijk de programmering en bediening, controleer het programma en het werkstuk;
18. De ram beweegt niet goed
Oorzaken:
De dichtheid van de ramrail is niet geschikt;
Ram borgmoer los;
De machineparameters moeten worden aangepast;
De versterking en de nulpunten op de versterker van de proportionele servoklep moeten worden aangepast;
De druk van de tegendrukklep is mogelijk onjuist of niet in balans tussen beide zijden. Als de tegendruk te klein is ingesteld, kan de ram tijdens het gebruik langzaam zakken en schudden. Een onbalans in de tegendruk tussen de twee zijden kan ertoe leiden dat de ram tijdens het gebruik gaat draaien.
Oplossingen:
Pas de speling van de geleider opnieuw aan;
Als de borgmoer en schroef te los zitten, moeten ze worden vervangen;
Als er een referentiecurve is, moet deze worden aangepast aan de hand van de referentiecurve;
Alleen BOSCH, REXROTH ventielen kunnen worden afgesteld, maar moeten voorzichtig zijn;
Gebruik drukmeters om de druk van de tegendrukklep aan te passen en zorg dat de twee kanten consistent zijn;
19. De hoofdmotor stopt automatisch, hittelais, stroomonderbrekerbeveiliging
Oorzaken:
De proportionele drukklep, de hoofdklep zat vast, de machine stond onder druk;
De filterplug is geblokkeerd, de olie beweegt niet soepel, de pompdruk is hoog;
Het gebruik van olie is te lang vervuild geweest;
Slechte oliekwaliteit;
Stroomonderbrekers, thermische opvolgingsproblemen, slagen er niet in de nominale stroom te bereiken;
Het falen van de drukuitgang gecontroleerd door het systeem, en stuur het verkeerde signaal, zodat de proportionele drukklep werkte de hele tijd;
Oplossingen:
Het proportionele drukventiel en het hoofdventiel reinigen;
Vervang het filter en controleer de vervuilingsgraad van de olie;
I3, vervang dan onmiddellijk het oliefilter;
Vervangen door de aanbevolen olie;
Vervang de stroomonderbreker, de oververhittingsschakelaar;
Controleer de systeemuitvoer;
20. Het hydraulische ventiel zit vast
Oorzaken:
Het gebruik van olie is te lang vervuild geweest;
Slechte kwaliteit van de olie;
De rubberen huid bij de mond van de olietank veroudert;
Oplossingen:
Vervang olie op tijd;
Vervang de aanbevolen olie;
Vervang de oliebestendige rubberen plaat;
21. Daling van de cilinder van de afkantpers
Oorzaken:
Tegendrukklep, de hefklep is vuil of beschadigd;
De tegendruk is klein;
Glyd schootbelasting, slijtage;
Cilinderbinnenwand beschadigd;
Als de ram stopt op een willekeurige positie en langzaam daalt, als 5 minuten naar beneden minder dan 0,50 mm, dan is het normaal, dit fenomeen wordt voornamelijk veroorzaakt door hydraulische olie-eigenschappen;
De tegendruk aan beide zijden is inconsistent, de tegendrukinstelling kan hoog zijn;
Oplossingen:
Stel de tegendruk af op de opgegeven waarde om de consistentie te behouden;
23. De ram wacht te lang op het snelheidsovergangspunt
Oorzaken:
De aanzuigpoort van de tank lekt;
Falen van de vulklep, zoals een slechte installatie die leidt tot het vastzitten van de klepkern, of een te lage veerspanning;
De set parameters voor de Y-as is niet goed;
Oplossingen:
Controleer de afdichting van de rubberen plaat en breng hier de afdekking weer aan;
Controleer de installatie van de vulklep, controleer de werking van de klepkern en controleer de veerspanning;
Pas de parameters van de Y-as aan;
24. De lengte en buighoeken van het werkstuk veranderen te veel
Oorzaken:
De parameterinstelling van de traagheid van de machine is niet juist;
plaatmateriaal;
Oplossingen:
Pas de traagheidsparameters van de machine opnieuw aan;
Controleer het plaatmateriaal;
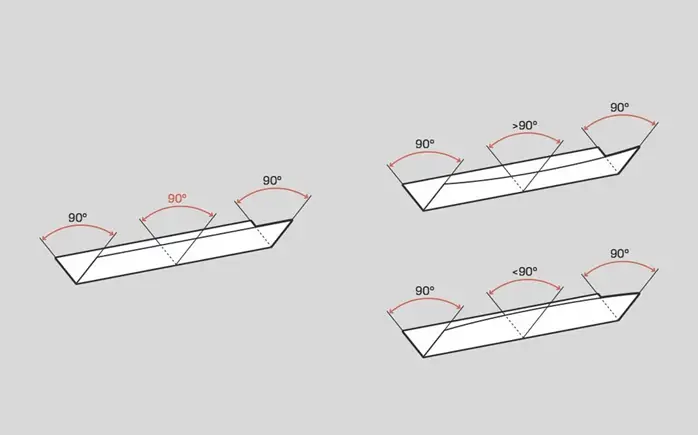
25. Wanneer het werkstuk in meerdere richtingen buigt, heeft de grootte van de cumulatieve fout te grote fouten
Oorzaken:
Het werkstuk heeft te veel buigstappen, wat resulteert in een grote accumulatiefout;
Onredelijke buigopdracht;
Oplossingen:
Stel de nauwkeurigheid van elke bocht nauwkeurig af, zodat de hoek zo ver mogelijk in het negatieve verschil valt en de grootte zo nauwkeurig mogelijk is;
Pas indien mogelijk de buigvolgorde aan;
26. De automatisch berekende druk van de rembekrachtiger groter is dan de impedantie van de matrijs
Oorzaken:
De selectie van onderste matrijs tijdens de programmeermodus is onredelijk;
De reeks schimmelimpedanties is niet correct;
De programmeerbuigmethode is verkeerd gekozen;
De constante machineparameters worden gewijzigd, zoals materiaalparameters en eenheidsselectie;
Oplossingen:
Moet de gereedschap voor afkantpersen volgens de relatie tussen de plaatdikte en V sleufbreedte van de onderste matrijs;
De juiste set schimmelimpedantie;
Controleer het programma;
Controleer de constante parameters van de gereedschapsmachine;
27. Bij het programmeren van grote cirkelbogen wordt berekend dat het systeem traag of dood is
Oorzaken:
De geprogrammeerde waarde van de X-waarde overschrijdt de maximumwaarde van de X-as in de parameter;
Oplossingen:
Controleer het programma;
28. De temperatuur van de hydraulische olie van de afkantpers is te hoog
Oorzaken:
Hydraulische storingen, zoals een verstopt filter, olievervuiling, verslechtering, enz;
Lange werkdagen onder hoge druk;
Oplossingen:
Controleer het filter, de olie en vervang deze indien nodig;
Controleer de redenen voor lange uren werk onder hoge druk, is het de werkelijke behoeften of zijn er andere redenen;
29. De hoeken van het gefabriceerde werkstuk zijn niet nauwkeurig
Oorzaken:
Als de fout erg groot is, kan er sprake zijn van een programmeerfout, een losgeraakte ramverbinding of een fout in de roosterliniaal;
Als kleine fout, kunt u de parameters in de controller, na het amendement stabiel kan werken, dan is het normaal;
Onstabiele hoek, vaak verandering, kan worden veroorzaakt door de ram los, rooster liniaal falen, metalen materialen;
Oplossingen:
Om het probleem op te lossen, is het belangrijk om de werkprocedures door te nemen en te controleren of de matrijs, het materiaal, de dikte, de werkstuklengte en de buigmodus in de procedures overeenkomen met de werkelijke bewerking. Daarnaast is het belangrijk om te controleren of de ramverbinding goed vastzit en of de roosterverbinding stevig is.
Kleine fouten tijdens de bewerking kunnen worden veroorzaakt door verschillende factoren, zoals verschillen tussen de geprogrammeerde materiaaldikte en de werkelijk gebruikte dikte, materiaaluniformiteit, matrijsslijtage en operator-gerelateerde redenen.
Om de oorzaak van het probleem vast te stellen, moet de nauwkeurigheid van de herpositionering van de Y-as gecontroleerd worden. Controleer daarnaast of de ramverbinding en de roosterverbinding normaal zijn. Als deze normaal zijn, kan het probleem veroorzaakt worden door het plaatmateriaal.
30. De gefabriceerde werkstukgrootte is niet nauwkeurig
Oorzaken:
Frequente veranderingen in de grootte van instabiliteit kunnen worden veroorzaakt door factoren zoals de voeding van de kantpersmachine, de servoaandrijving, de servomotorencoder en bijbehorende kabels, systemen, de mechanische verbinding van de schroef en de distributieriem (wiel).
Stabiele afwijkingen in grootte worden meestal veroorzaakt door het parallellisme en rechtheid van de achteraanslagbalk en het parallellisme en de verticale graad van de achteraanslag.
Als de buighoek groter is dan 90 graden, kan de positioneerafstand bij positionering met behulp van de buigrand klein zijn.
Oplossingen:
Het is belangrijk om de nauwkeurigheid van de herhaalde positionering van de achteraanslagas te controleren, die over het algemeen minder dan 0,02 mm moet zijn. Als er een significante afwijking is, moeten de mogelijke factoren worden geïdentificeerd en aangepakt. Als het probleem wordt veroorzaakt door de servoaandrijving, de encoder van de servomotor of de besturing, kunt u het beste de hulp inroepen van de fabrikant afkantpers.
Om het probleem op te lossen, is het belangrijk om eerst het parallellisme en de rechtheid van de balk te controleren en vervolgens het parallellisme en de verticale graad van de achteraanslag.
Als u de buigrand gebruikt voor het positioneren, wordt aanbevolen om ervoor te zorgen dat de buighoek niet groter is dan 90 graden.
31. Het werkstuk vervormt in de buigpositie na het buigen
Oorzaken:
De oorzaak van de vervorming is voornamelijk te wijten aan de hoge buigsnelheid, waardoor de hand de buigvervorming van het werkstuk niet kan bijhouden.
Oplossingen:
Om dit probleem op te lossen, is het nodig om de buigsnelheid te verlagen en ervoor te zorgen dat de handen samen met het werkstuk bewegen.
32. De buighoek van het lange werkstuk is niet consistent
Oorzaken:
Het probleem kan worden veroorzaakt door inconsistenties in de materiaaldikte, waarbij de ene kant dik is en de andere kant dun.
Het probleem kan worden veroorzaakt door een inconsistente hoogte van de pons, waarbij het ene uiteinde hoger is dan het andere.
Het probleem kan worden veroorzaakt door een ongelijk middenblok.
Oplossingen:
Geef feedback aan de Lasersnijden afdeling en zorg ervoor dat de juiste aandacht wordt besteed aan de selectie van materialen. Daarnaast vervang je de pons van de afkantpers en stel je het middenblok bij als dat nodig is.
33. Soms wordt het werkstuk vervormd tijdens Z-buigen
Oorzaken:
Tijdens het buigproces komt de achterkant van het werkstuk omhoog langs de kromming en maakt contact met de achterste vinger, waardoor deze vast komt te zitten. Hierdoor wordt het werkstuk vervormd na het buigproces.
Oplossingen:
Gebruik de terugtrekfunctie van de rugstopper.
34. De rand van het vierkante gat in het midden van de plaatmetaal ligt erg dicht bij de buiglijn, waardoor het werkstuk niet volledig gebogen kan worden.
Oorzaken:
De afstand van de rand van het werkstuk tot de buiglijn is minder dan de helft van de grootte van de V-opening in de matrijs, waardoor hij niet kan worden gebogen.
Oplossingen:
Slijp het materiaal tot de buiglijn.
Druk eerst op de buiglijn en buig hem dan.
35. Er zit een gat op het werkstuk en het zit heel dicht bij de buiglijn. Het gat zal vervormen als het rechtstreeks wordt gebogen.
Oplossingen:
Druk eerst op de lijn en buig dan.
Knip een regel uit bij de buigpositie met een lasersnijder om het trekken van materiaal te vermijden.
Als de productie uit kleine series bestaat en een goede afwerking vereist, is het aan te raden om een lasersnijmachine te gebruiken voor het maken van gaten en het buigen. Voltooi ten slotte het hele uitzetproces.
36. De kleine buiggrootte maakt het moeilijk om de pons te positioneren en de pons wordt gemakkelijk op de achterste vinger gedrukt.
Oorzaken:
De grootte van de buiging ligt binnen het bereik van de afstand van de middellijn van de V-vormige opening in de matrijs tot de rand van het werkstuk, waardoor deze moeilijk te positioneren is als de matrijs in zijn normale oriëntatie wordt geïnstalleerd. Als de matrijs in omgekeerde richting wordt geïnstalleerd, drukt de pons tegen de achterste vinger.
Oplossingen:
Om de stempel te vermijden, installeer je de matrijs in omgekeerde richting en plaats je een pakking voor de achterste stop, waardoor deze terugloopt.
Als de maat van het andere uiteinde nauwkeurig is, is het mogelijk om op die locatie te positioneren. Het is belangrijk om de matrijs in omgekeerde positie te installeren.
37. De buigflens is niet recht en de maat is instabiel
Oorzaken:
Tijdens het ontwerpproces werd geen rekening gehouden met perslijnen en voorbuigen.
De perskracht is onvoldoende.
De hoekige slijtage op de convexe en concave matrijzen is asymmetrisch of de buigkracht is ongelijk.
Bij buigen met elastische druk en positioneren met gaten kan de buitenkant van de elleboog worden aangetrokken door wrijving tussen het holle matrijsoppervlak en het buitenoppervlak van de onderdelen, waardoor de positioneergaten vervormen.
Oplossingen:
Kies voor vormbuigen
Verhoog de druk van de uitwerpplaat
Om het glijden van de onderdelen tijdens het buigen te voorkomen, kun je wat harde plekken of korrels toevoegen aan de uitwerpplaat om de wrijvingskracht te vergroten.
41. Het gebogen oppervlak is dunner geperst
Oorzaken:
De ronde hoek van de holle matrijs is te klein
De ruimte tussen de convexe en concave matrijzen is te klein
Oplossingen:
De straal van de holle matrijs vergroten
Corrigeer de spleet tussen convexe en concave matrijzen
42. De kopse kant van het werkstuk is bol of ongelijk
Oorzaken:
Tijdens het buigen wordt het buitenoppervlak van het materiaal in een cirkelvormige richting getrokken, waardoor krimpvervorming ontstaat, terwijl het binnenoppervlak in een cirkelvormige richting wordt gedrukt, waardoor rekvervorming ontstaat. Hierdoor bolt het buig-eindoppervlak op in de buigrichting.
Oplossingen:
De stempel moet in de laatste fase van het stempelen onder voldoende druk staan
Maak de holle matrijsradius overeenkomstig de buitenhoek van de onderdelen
Extra procesverbetering
43. De onderkant van het holle stuk is ongelijk
Oorzaken:
Het materiaal zelf is ongelijk
Het contactoppervlak tussen de bovenplaat en het materiaal is klein of de uitwerpkracht van het materiaal is onvoldoende.
Geen uitwerpmechanisme nodig in de holle matrijs
Oplossingen:
Egaliseermateriaal
Pas de uitwerpinrichting aan om de uitwerpkracht te vergroten
Uitwerpapparaat of kalibratie toevoegen
Vervormingsprocedure toevoegen
44. Asdislocatie van twee gaten tegenover elkaar na buigen
Oorzaken:
Het materiaal kaatst terug en verandert de buighoek zodat de middellijn niet goed uitgelijnd is.
Oplossingen:
Kalibratieprocedure toevoegen
verbeteren buigmatrijs structuur om de materiaalweerstand te verminderen
45. De nauwkeurigheid van de positie van het gat kan niet worden gegarandeerd na het buigen
Kalibratieprocedure toevoegen of buigen verbeteren stansvormen structuur
Techniekmethoden wijzigen of techniekpositioneringsproces toevoegen
46. De gebogen lijn is niet evenwijdig aan het middelpunt van de twee gaten
Oorzaken:
Als de buighoogte kleiner is dan de minimale buiglimiethoogte, zal het buiggedeelte uitzetten.
Oplossingen:
Verhoog de hoogte van de buigdelen
Verbeter de buigtechniek
47. Het gebogen deel heeft een buiging in de breedterichting
Oorzaken:
Torsie en doorbuiging ontstaan door de inconsistentie van de trekdiepte en krimp in de breedterichting van het onderdeel.
Oplossingen:
Verhoog de buigdruk
Kalibratieprocedure toevoegen
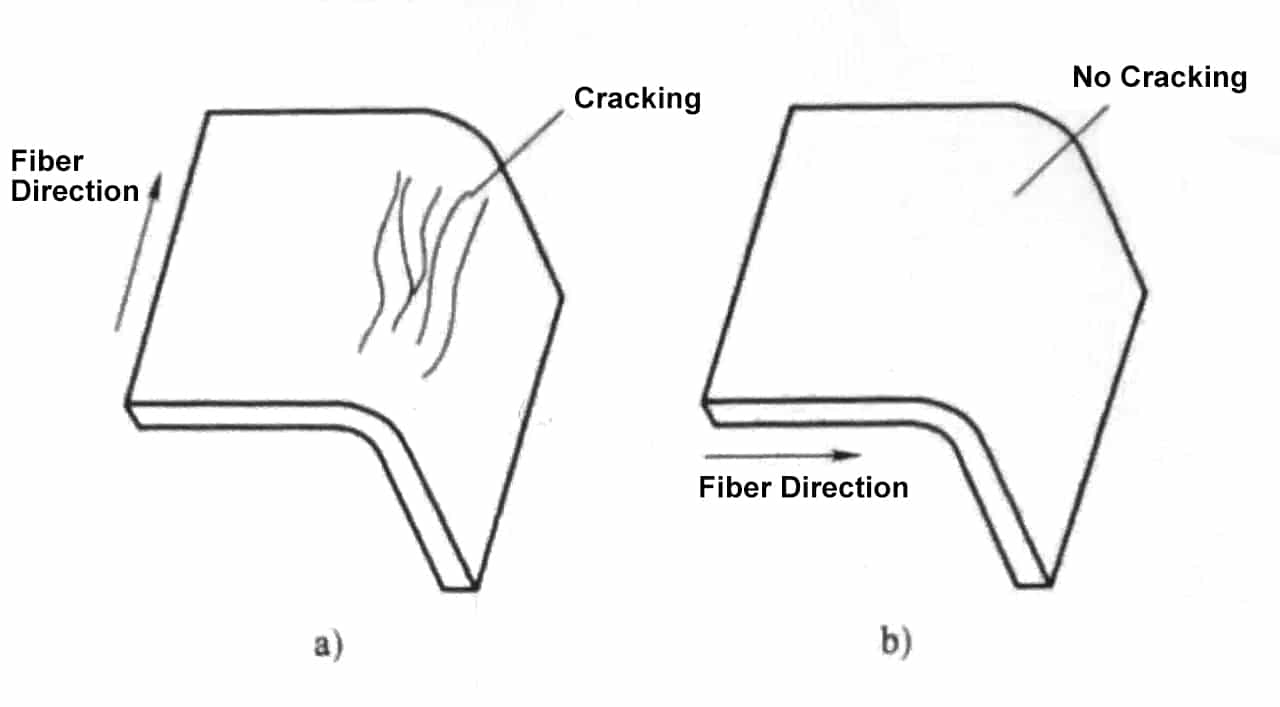
Zorg ervoor dat de korrelrichting van het materiaal en de buigrichting een bepaalde hoek hebben
48. De delen met inkeping buigen naar beneden
Oorzaken:
De inkeping opent de twee rechte randen naar links en rechts, waardoor een doorbuiging aan de onderkant van het stuk ontstaat.
Oplossingen:
Componentenstructuur verbeteren
De hoeveelheid technologische Buigtoelage wordt verhoogd bij de incisie om de incisie te verbinden en vervolgens afgesneden na het buigen
49. Het werkstuk vervormd na het buigen
Oorzaken:
De vervorming is voornamelijk te wijten aan de snelheid van de buigmachine, en de hand hield de snelheid van de machine niet bij.
Oplossingen:
Verlaag de snelheid van de buigmachine, het handbediende werkstuk heeft dezelfde snelheid als de bediening van de machine.
50. Voor het langere werkstuk is er een grote hoek en een kleine hoek aan twee uiteinden
Oorzaken:
De materiaaldikte is inconsistent, de ene kant dik, de andere kant dun.
Schimmelslijtage ongelijk, verschillende hoogte aan beide uiteinden.
Het middelste blok is niet in balans, niet op hetzelfde niveau.
Oplossingen:
Feedback naar de laser of NCT, laat het letten op de materiaalselectie.
De stempel vervangen
Pas het middelste blok aan.
51. Bij het buigen van de Z-vorm door de CNC-buigmachine zullen sommige onderdelen vervormd worden
Oorzaken:
Dit komt voornamelijk doordat het werkstuk omhoog buigt, de achterste stop raakt en wordt samengedrukt, wat tot vervorming leidt.
Oplossingen:
Trek de achteraanslag terug.
52. Buigformaat is klein, slechte positionering, de mal is gemakkelijk om de achteraanslag te drukken
Oorzaken:
De onderste matrijs kan niet gepositioneerd worden tijdens de afstand van de V middellijn tot de rand van de matrijs.
Oplossingen:
Installeer de mal op een andere manier. Voeg één pakking toe (niet meer dan 3t) vóór de achteraanslag, zodat de achteraanslag de bovenste mal kan ontwijken.
Als het andere uiteinde maat ≧ 3 kan ook het andere uiteinde verblijf en installeer de onderste mal op een andere manier rond.
53. Een te grote spleet tussen de ram en de geleiderail maakt een abnormaal geluid.
Oorzaken:
Dit soort defecten is te wijten aan het lange gebruik van rails, een grotere spleet door slijtage.
Oplossingen:
Het is noodzakelijk om de mate van slijtage van de geleideplaat te controleren, om te bepalen of de geleideplaat moet worden vervangen, afhankelijk van de mate van slijtage, en om de spleet opnieuw af te stellen om aan de vereisten te voldoen.
54. Storing in de overbrenging van de achteraanslag.
Oorzaken:
De achteroverbrenging gaat kapot omdat de aandrijfas loskomt van de distributieriem van de distributieriemschijf of omdat de riem slipt.
Oplossingen:
Voor deze storing moeten de ketting en de distributieriem opnieuw worden gemonteerd en moet vervolgens het elektrische gedeelte worden gecontroleerd.
55. Te grote parallelle uitlijning tussen de dwarsbalkgeleiderail van de achteraanslag en de middellijn van de mal.
Oplossingen:
Zo'n storing moet de "X"-as vrijgeven synchrone riemStel de riem opnieuw af op de parallelliteitstolerantie en installeer de synchrone riem opnieuw.
56. Cilinder- en ramverbinding raken los, waardoor de buighoek niet nauwkeurig is of de machine het referentiepunt niet kan vinden.
Oplossingen:
Bij dit type fout moeten de vastgedraaide ram en de moer van de cilinderaansluiting opnieuw worden gecontroleerd.
Controleer of de magneetspoel van de proportionele overdrukklep onder spanning staat. Of de spanning van de elektromagnetische spoel voldoet aan de vereisten. Controleer om bovenstaande redenen de relevante elektrische onderdelen.
Controleer of de cartridgeklep vastzit of de hoofdspoel vastzit en of het vochtgat verstopt zit. Als dit de reden is, verwijder dan de ontlastklep en maak deze schoon.
driefasige vermogensfasemodulatie, wat leidt tot motoromkering.
58. Ram draait van snel naar langzaam, pauzeert te lang.
Oplossingen:
Controleer of het olieoppervlak van de tank te laag is en of de vulmond niet overstroomd is. Bij snel vooruit rijden vult de cilinderkamer zich met vloeistof en lucht, wat leidt tot onvoldoende vulling. Om bovenstaande redenen kan de tankolie worden toegevoegd aan de vultank 5 mm boven de vulmond totdat deze volledig is gevuld.
Controleer of de snelle voorwaartse snelheid te hoog is, waardoor het beeld onvoldoende wordt gevuld. Om de hierboven beschreven redenen kunt u de snelle voorwaartse snelheid verlagen door de systeemparameters aan te passen.
Controleer of de vulklep volledig open is als dat komt door olievervuiling, zodat de klepspoelactiviteit niet flexibel is en vastzit, wat leidt tot onvoldoende olievulling. Maak de vulklep schoon en installeer deze opnieuw, zodat de spoel flexibel is.
59. Ram keert normaal terug, vooruitspoelen normaal, handmatig kan niet vertragen, buigen zwak.
Oplossingen:
Controleer of de omkeerklep, die het oliecircuit regelt, goed werkt. Als dat zo is, zorgt dat ervoor dat de vulklep niet gesloten is, zodat de bovenste kamer en de aangesloten tankvulpoort geen druk kunnen opbouwen. De reden waarom de klep niet goed werkt, is dat er geen spanning op staat of dat hij vastzit.
Controleer of de vulklep vastzit, zo ja, maak de vulklep dan schoon en installeer deze opnieuw, zodat de spoel soepel blijft.
60. De terugloopsnelheid van de ram is te laag.
Oorzaken:
De storing zoals een hoge retourdruk komt voornamelijk doordat de vulklep niet open is. Dit fenomeen is juist in tegenspraak met de logica van de bovenstaande storing 3.
Oplossingen:
Dit kan worden afgehandeld door te verwijzen naar de oplossing van de storing 3.
61. Na het starten van de pomp van de CNC-buigmachine, schakelt de laagspanningsuitschakeling.
Oplossingen:
De volgende controles zijn vereist voor dergelijke fouten:
Controleer het fenomeen van ontbrekende voeding.
Controleer of het hogedrukfilter verstopt is, waardoor de stroom van de pompmotor te groot is.
Controleer of de laagspanningsschakelaar te klein is ingesteld.
62. Na het starten van de CNC afkantpersenHet referentiepunt kan niet worden gevonden tijdens de terugkeer.
Oplossingen:
De verbindingsdelen van de leeskop van de liniaal kunnen losraken, waardoor de leeskop tijdens de retourslag niet op één lijn staat met het referentiepunt op de liniaal. In dit geval heeft de cilinder zijn slag overschreden en werkt de pomp onder overbelasting. Om dit probleem op te lossen, drukt u op de rode stopknop op de CNC-systeem om het referentiepunt te stoppen. Sluit de connector weer aan om de tralie liniaal te fixeren, schakel over naar handmatige modus en laat de ram handmatig zakken totdat deze uitgelijnd is met de onderste matrijs. Ga dan terug naar het referentiepunt en corrigeer het probleem.
Als de bediener de afkantpers na de laatste bewerking niet op de juiste manier heeft uitgeschakeld en de ram niet in het bovenste dode punt heeft gestopt voordat hij de machine uitschakelt, moet de machine worden uitgeschakeld. CNC afkantpersDe ram kan zich tijdens de volgende start in de overlappingspositie van de bovenste en onderste matrijs bevinden. Hierdoor kan het systeem het referentiepunt niet vinden tijdens de referentiepuntbewerking.
Om dit probleem op te lossen, schakelt u het systeem in handmatige modus en stelt u de ram handmatig in op de overlappingspositie van de bovenste en onderste matrijs. Schakel vervolgens over naar halfautomatische of automatische modus en stel het referentiepunt opnieuw in.
63. Voor DNC60 of DNC600 CNC buigmachine, het CNC systeem niet weergegeven, grijs-wit programmeertoets indicatorlampje knippert.
Oorzaken:
Deze storing wordt meestal veroorzaakt doordat de operator van de besturing ongebruikte productprogramma's niet onmiddellijk en grondig wist tijdens het productprogrammeerproces en in plaats daarvan direct het programma van het vorige product wijzigt.
Herhaaldelijk voorkomen van dit gedrag kan ertoe leiden dat het buffergeheugen van het systeem vol raakt met programma's, waardoor het systeemprogramma niet goed meer werkt.
Oplossingen:
Om het probleem op te lossen, koppelt u eerst de stroomtoevoer naar de hoofdmotor los. Druk vervolgens tegelijkertijd op de toetsen "+ +" en "- -" op het toetsenbord. Schakel ten slotte de stroom weer in om het systeem terug te brengen naar de oorspronkelijke staat.
Wis vervolgens het project door "1" in te voeren om het item aan te geven dat moet worden gewist. Druk na het invoeren van het wachtwoord "817" op de entertoets om te bevestigen. Op het scherm verschijnt een melding dat de bewerking is uitgevoerd. Op dit punt zijn de noodzakelijke stappen voor het wissen van het project voltooid.
64. De "telling is niet nauwkeurig" van de liniaal van de CNC-buigmachine veroorzaakt een buighoekfout.
Oorzaken:
Deze storing is voornamelijk het gevolg van de cumulatieve toename van fouten in de herpositioneringsnauwkeurigheid in de assen "Y1" en "Y2", wat leidt tot een toename van de hoekfout van het werkstuk na het buigen. Deze toename van de hoekfout bouwt voort op eerdere fouten en wordt voornamelijk veroorzaakt doordat het feedbacksignaal van de roostergeleider pulsen verliest.
Oplossingen:
Om dit probleem op te lossen, verwijdert u de roosterliniaal en reinigt u deze grondig. Neem maatregelen om stof en trillingen te verminderen. Ontwerp de roosterliniaal opnieuw en installeer deze opnieuw om een redelijk installatieniveau te garanderen. Als de liniaal beschadigd is, moet deze teruggestuurd worden naar de fabrikant voor reparatie of vervanging.
65. Nadat het product is geprogrammeerd, wordt de veilige afstand gealarmeerd voor de achteraanslag "X"-as en "R"-as.
Oorzaken:
Dit type storing treedt voornamelijk op omdat de instellingen voor de veilige afstand tussen de bovenste en onderste matrijs en de limietposities voor de X- en R-as in strijd zijn met de geprogrammeerde posities. Om de veiligheid te garanderen, zal het systeem een alarm afgeven en de werking verhinderen als deze instellingen onjuist zijn.
Oplossingen:
Om het probleem op te lossen, herprogrammeert u het product of wijzigt u de productparameters of matrijsinstellingen zodat ze voldoen aan de vereisten. Hierdoor wordt het alarm opgeheven en kan het product weer worden gebruikt.
66. Achteraanslag X-as en R-as, er treedt een fout op in de aandrijfmotor
Oplossingen:
Om dit type storing te verhelpen, opent u eerst het elektrische kastje van de CNC buigen machine. Controleer de alarmcode op het display van de bestuurder en bepaal de oorzaak van het alarm aan de hand van de gebruikershandleiding en de alarmcode.
Twee veelvoorkomende alarmen zijn:
Alarm 16, dat wijst op een overbelasting van de aandrijfmotor. Controleer de flexibiliteit, weerstand en mechanische limiet van de X-as en Y-as aandrijvingen. Los indien nodig mechanische problemen op.
Alarm 22 voor een alarm van het encoderterugkoppelingssignaal. Dit kan worden veroorzaakt door slecht contact op de "verbinding", los solderen of loskoppelen, of signaalstoring. Controleer elk probleem een voor een.
67. Y1, Y2 locatie computerbeeldscherm komt niet overeen met de werkelijke locatie.
Oorzaken:
Dit type storing is voornamelijk te wijten aan veranderingen in het oorspronkelijke referentiepunt van de NC-buigmachine zijn niet nauwkeurig.
Oplossingen:
Het referentiepunt opnieuw initialiseren.
68. De positionering van de X- en R-asbesturing komt niet overeen met de werkelijke positionering.
Oorzaken:
Dit type storing wordt veroorzaakt door een verandering in de positie van de X-as en de R-as terwijl de machine is uitgeschakeld. De computer onthoudt de locatie van voor het uitschakelen, wat leidt tot een discrepantie tussen de werkelijke en de geregistreerde posities van de X-as en de R-as.
Oplossingen:
De positie van de X-as R-as moet opnieuw worden geïnitialiseerd.
69. De positieafwijking van de Y1-as en Y2-as overschrijdt de toegestane synchronisatieafwijkingsafstand, de ram kan niet op en neer bewegen.
Oorzaken:
Dit type storing treedt op wanneer de ram niet tussen de bovenste en onderste matrijs is geplaatst op het moment van uitschakelen, waardoor de stempel valt. Hierdoor overschrijden de werkelijke posities van de Y1- en Y2-assen hun limieten.
Om het probleem op te lossen, moet je de actuele posities van de assen Y1 en Y2 aanpassen. De besturing moet de huidige positiewaarde weergeven. Zodra de aanpassing is gemaakt, kan de afkantpers normaal worden bediend.
Oplossingen:
Om het probleem op te lossen, verhoogt u de gegevens in de controller van de CNC pers remmachine 5 mm lager dan de oorspronkelijke waarde. Schakel vervolgens over naar de handmatige modus en laat de ram handmatig zakken. Het systeem zal de positie automatisch corrigeren en terugkeren naar de normale werking.
70. Ongelijke hoek aan elk uiteinde van gevormd onderdeel
Oorzaak
Oplossing
Variatie in metaaldikte.
Compenseer de ram parallel om eventuele variaties te compenseren.
Controleer de materiaaldikte aan beide uiteinden van het onderdeel. Stel de ram parallel om te compenseren voor verschillen in materiaaldikte.
Verstel de ram parallel om eventuele gereedschapafwijkingen te compenseren.
71. Inconsistentie in gevormde onderdelen
Oorzaak
Oplossing
De ram van de pers, het bed en de gereedschappen zijn beschermd tegen roest.
Verwijder de matrijzenset, reinig alle onderdelen met oplosmiddel, zet ze weer in elkaar en stel ze opnieuw af.
Gereedschap ligt niet plat op persbedkap
Controleer de speling met voelermaten. Shim tussen persbed en gereedschap, of mechanisch rechtzetten indien nodig.
Het gereedschap is versleten.
Controleer de speling met voelermaten. Shim tussen persbed en gereedschap, of mechanisch rechtzetten indien nodig.
72. Elk gevormd onderdeel heeft een consistente hoek van einde tot einde,maar er is inconsistentie van deel tot deel
Oorzaak
Oplossing
Press ram is vrije val
Controleer de afstelling van de persstoters.
Demonteer en inspecteer op beschadigde of versleten landingen, spoelen, veren of verontreinigingen.
Demonteer en controleer op beschadigde of versleten spoelen, spoelen, veren of verontreinigingen.
73. Elk gevormd onderdeel vertoont een inconsistente hoek van eind tot eind
Lokaliseer en raadpleeg, indien los, de fabrieksservice voordat u de kabels opnieuw aandraait.
Klemschroeven van de drijfstang zitten los.
Lokaliseer en raadpleeg, indien los, de fabrieksservice voordat u de kabels opnieuw aandraait.
Het onderste bollager van de drijfstang is versleten of beschadigd.
Het onderste bollager van de drijfstang is versleten of beschadigd.
74. Onder buigen in het midden van het gevormde deel
Oorzaak
Oplossing
Bewerk de vormoppervlakken van de gereedschappen opnieuw. Gebruik plaatselijke opvulmethoden om versleten gebieden te compenseren.
Bewerk de vervormingsoppervlakken van het persbed en de ram opnieuw. Gebruik plaatselijke opvulmethoden om versleten gebieden te compenseren.
Het persbed en de ram zijn in het midden versleten door het continu vormen van kleine onderdelen op één locatie.
Het persbed en de ram zijn in het midden versleten door het continu vormen van kleine onderdelen op één locatie.
Vergeet niet: sharing is caring! : )
Deel
Facebook
Twitter
LinkedIn
Reddit
VK
E-mail
Afdrukken
Auteur
Shane
Oprichter van MachineMFG
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Heb je je ooit afgevraagd wat die getallen op plaatmetaal betekenen? In dit artikel duiken we in de wereld van de plaatmeters en leggen we dit essentiële aspect van metaalbewerking uit....
De keuze tussen een elektrische en hydraulische afkantpers kan de efficiëntie en kosten van uw bedrijf aanzienlijk beïnvloeden. Elektrische afkantpersen bieden superieure energiebesparingen, milieuvoordelen en...
Benieuwd naar de mogelijkheden van lasersnijden? In deze uitgebreide gids duiken we in de wereld van lasersnijsnelheden en -diktes voor verschillende metalen. Onze deskundige...
Heb je je ooit afgevraagd over de verborgen wereld van Z-purlin? In dit boeiende artikel leidt onze deskundige werktuigbouwkundig ingenieur je door de fijne kneepjes van het berekenen van Z-purlin gewicht. Ontdek hoe...
Heb je je ooit afgevraagd wat de verborgen wereld is van H-balken? In dit boeiende artikel ontrafelen we de mysteries achter deze essentiële constructiecomponenten. Onze deskundige werktuigbouwkundige...
Heb je je ooit afgevraagd wat het gewicht is van die geruite stalen platen die je elke dag ziet? In deze blogpost duiken we in de fascinerende wereld van geruite staalplaten....
Heb je moeite met het ontwerpen van nauwkeurige plaatwerkonderdelen? Ontdek de geheimen van de K-factor, een cruciaal concept in plaatbewerking. In dit artikel demystificeert onze expert...
Heb je je ooit afgevraagd hoe je de perfecte I-balk selecteert voor je bouw- of productieproject? In deze blogpost zal onze deskundige werktuigbouwkundig ingenieur je door het proces...
I. Voordelen van koperkernkabels ten opzichte van aluminiumkernkabels: 1. Lage weerstand: De weerstand van kabels met een aluminium kern is ongeveer 1,68 keer hoger dan die van kabels met een koperen kern....
Het kiezen van de juiste veiligheidsklep is cruciaal om de veiligheid en efficiëntie van druksystemen te garanderen. Deze gids leidt je door de belangrijkste factoren waarmee je rekening moet houden, zoals temperatuur,...
Waarom schakelen veiligheidskleppen voortijdig uit, waardoor potentiële gevaren in uw systeem ontstaan? Dit artikel gaat in op veelvoorkomende problemen en oplossingen voor veiligheidsventielstoringen en biedt inzicht in instellingen, mechanische...