
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Stel je voor dat je een afkantpers koopt en je realiseert je dat deze niet voldoet aan je behoeften - een dure vergissing! In deze gids worden de kritische principes en factoren uitgelegd waarmee u rekening moet houden bij de aankoop van een afkantpers. Van het begrijpen van de kwaliteit van de machine en de reputatie van het bedrijf tot het beoordelen van specifieke eisen zoals buigcapaciteit en materiaalsoort, het biedt praktische inzichten om u te helpen een weloverwogen beslissing te nemen. Door verder te lezen, zult u de kennis opdoen die nodig is om de juiste afkantpers te kiezen, zodat u verzekerd bent van efficiëntie en betrouwbaarheid in uw productieproces.

Als je overweegt een afkantpers aan te schaffen om de verwerkingscapaciteit van onderdelen te vergroten en de productie-efficiëntie te verbeteren, neem dan even de tijd om de volgende informatie zorgvuldig door te lezen.

Je weet dat veel mensen financieel geruïneerd worden door de aankoop van de verkeerde machine.
Ik creëer geen paniek. Dit soort situaties komt vaak voor. Met bijna 10 jaar in deze branche heb ik het uit de eerste hand zien gebeuren.
Als je echter de tijd neemt om grondig onderzoek te doen, zul je een duidelijk inzicht krijgen in het soort pers remmachine die je nodig hebt, de belangrijke factoren waarmee je rekening moet houden en hoe je de best mogelijke beslissing kunt nemen.

Voor bedrijven die een afkantpers willen kopen, bieden fabrikanten verschillende prijsopties met verschillende besturingen.
Het kan echter een uitdaging zijn om met alle factoren rekening te houden. Dus, welk type afkantpers moet je kiezen?
De beste aanpak is om je eigen behoeften te beoordelen en deze centraal te stellen in het selectieproces.
Waar moet je beginnen? De volgende koopgids voor afkantpersen kan je hierbij helpen.
Laten we er nu in duiken.
Misschien ken je de definitie van een kantpers al, maar ik wil toch nog even benadrukken wat het is.
Zie ook:
Veel mensen die voor het eerst een afkantpers kopen of de machine voor iemand anders kopen, hebben misschien niet veel kennis.

Kantpersen is een machine die gebruikt wordt om buigplaat metaal en bestaat uit een werkbank, ram, achteraanslag, oliecilinder, enz. Door een set eenvoudige ponsen en matrijzen te gebruiken, kan de metalen plaat kan worden gevormd in een specifieke geometrie. Om platen met verschillende diktes te buigen, moeten V-vormige groeven met verschillende openingen worden gekozen voor de onderste matrijs.
De vereiste buigkracht kan worden berekend met de formule buigkrachtgrafiek.
Zie ook:
Afkantpersen zijn veelzijdige apparaten die worden gebruikt om plaatmetaal te buigen met behulp van een set eenvoudige algemene pons en matrijs. Ze kunnen werkstukken buigen in verschillende vormen en andere processen uitvoeren zoals stempelen, ponsen, plooien en ondiep strekken. Deze machines worden veel gebruikt in verschillende industrieën, zoals elektrische apparaten, elektronica, containers, metalen constructies, instrumentatie, dagelijkse hardware, bouwmaterialen en andere.
Voor meer informatie over afkantpersen, inclusief hun samenstelling, gereedschap en buigkracht, kun je de volgende artikelen raadplegen:

In het internettijdperk kun je bij het zoeken naar een product veel fabrikanten tegenkomen die hun aanbod promoten, overdreven claims maken en hun concurrenten kleineren.
De meest betrouwbare indicator van de kwaliteit van een product is echter vaak het marktaandeel. In jouw branche kun je over het algemeen op basis van de ervaringen van gebruikers bepalen welke machine veel wordt gebruikt, gebruiksvriendelijk is en welke als een slechte keuze wordt beschouwd.
Feedback en reputatie van gebruikers zijn van cruciaal belang omdat zij uit de eerste hand inzicht geven en direct contact hebben met het product. Het negeren van hun mening is niet aan te raden.
Als je overweegt een product te kopen, is het belangrijk om rekening te houden met de reputatie van de fabrikant en de kwaliteit van hun after-sales service. In het internettijdperk kan het moeilijk zijn om feiten van marketingclaims te scheiden, maar het marktaandeel van een product in jouw branche kan je een goed idee geven van de populariteit en betrouwbaarheid ervan.
Het is ook belangrijk om te zoeken naar een regelmatig en gezond bedrijf met een duidelijke werkverdeling, omdat dit vaak aangeeft dat ze betrouwbaar zijn en een betrouwbare dienst na verkoop kunnen bieden. Om de grootte en kwaliteit van een bedrijf te beoordelen, is het aan te raden om de fabriek persoonlijk te bezoeken om het niveau van formaliteit en productieactiviteit te zien.

De twee eerder genoemde punten zijn algemene termen die niet specifiek met de machine te maken hebben. Nu wil ik het hebben over de kwaliteit van de machine.
Het kan moeilijk zijn om machines te vergelijken als je niet bekend bent met kantpersen.
Een factor om rekening mee te houden is het volume en het gewicht van de machine. Machines die groter en zwaarder zijn, zijn doorgaans sterker en van hogere kwaliteit dan lichtere machines, omdat het belangrijkste onderdeel van de machine staal is.
Een andere factor is nauwkeurigheid. Idealiter breng je je eigen bewerkte onderdelen mee naar de fabriek om de nauwkeurigheid van de machine te testen, maar dit is niet altijd mogelijk. De nauwkeurigheid van een machine wordt beïnvloed door de achteraanslagsterkte van de zijkolom en schimmel.
Als de achterste stopper nog wordt aangedreven door een ketting, wordt hij niet als nauwkeurig beschouwd. Aluminium balken zien er misschien mooi uit, maar ze kunnen vervormen na herhaalde botsingen.
Een derde factor is de schroef en geleiderail. Progressieve bedrijven gebruiken nu kogelomloopspindels en lineaire geleidingsrails.
Tot slot is de sterkte van de zijkolom gerelateerd aan de dikte van de gebruikte plaat.

Als we machines vergelijken met soldaten, dan zijn mallen als hun wapens. Als deze wapens niet van goede kwaliteit zijn, zal het moeilijk zijn om anderen te verslaan.
Hoe kunnen we de kwaliteit van een mal bepalen?
Een belangrijke factor is het materiaal. Momenteel, 42CrMo wordt beschouwd als een materiaal van topkwaliteit voor gereedschap voor kantpersen, en andere materialen zoals Cr6W2Si worden ook als goed beschouwd.
Gewone gebruikers kunnen de materialen pas onderscheiden nadat ze ze een bepaalde tijd gebruikt hebben.
Bovendien worden de meeste mallen onderworpen aan hoogfrequent afschrikken, waarbij de mesrand een warmtebehandeling ondergaat. Fabrieken van hoge kwaliteit gebruiken echter een warmtebehandeling voor het hele lichaam.
Een mal die een warmtebehandeling heeft ondergaan is te herkennen aan een gat in de mal, wat een duidelijke indicatie is van dit proces.
De productiekosten van een warmtebehandeling van het hele lichaam zijn aanzienlijk hoger dan die van een warmtebehandeling van de mesrand.
Zie ook:

Bij het kiezen van een afkantpers moet je rekening houden met de volgende vier principes:
Precisie in de werking van het mechanische systeem.
Het is duidelijk dat enige fysieke fout in de straal onvermijdelijk is, maar de vraag is hoeveel afwijking de gebruiker kan tolereren.
Voor eenvoudigere onderdelen kan een kleine onnauwkeurigheid acceptabel zijn, maar voor de meeste onderdelen is een hoge nauwkeurigheid vaak noodzakelijk, vooral als het gaat om verdere bewerking na het buigen.
De vereiste flexibiliteit van de machines.
Hoe diverser de onderdelen en hun variëteiten, hoe groter de behoefte aan flexibiliteit in de kantpersmachine.
Met andere woorden, om economische redenen moet de afkantpers zowel hard- als softwarematig eenvoudig te bedienen zijn.
Op deze manier kan de aanpassingstijd tot een minimum worden beperkt, zelfs als bestellingen vaak veranderen en zelden worden herhaald.
Het bepalen van de productiecapaciteit en de grootte van de afkantpers.
De afmetingen van het onderdeel, druk, buiglengteEr moet rekening worden gehouden met de slag en de hoogte van de constructie.
De potentiële koper moet zorgvuldig het eindgebruik van de machine, de mogelijke doorbuiging van de bekende machine en de buigradius van het onderdeel, naast andere factoren.

Afkantpersen en andere CNC apparatuur verschillen qua verwerkingsgebied en technologie. Als fabrikant moet je rekening houden met alle relevante factoren, zoals de toepassing, doorbuiging, buigradius van onderdelen, enz. voordat je besluit om een afkantpers aan te schaffen.

Als besluitvormer heb je de verantwoordelijkheid om de prestaties, het verwerkingsbereik, de functies en de precisie van een afkantpers te begrijpen.
Dit is geen triviale zaak, want een verkeerde beslissing kan leiden tot hogere productiekosten en kostendekking onmogelijk maken.
Daarom is het belangrijk om, voordat je een aankoopbeslissing neemt, zorgvuldig de volgende 7 factoren te overwegen die je kunnen helpen de juiste keuze te maken.

Het doel is om een afkantpers aan te schaffen die effectief jouw verwerkingstaken aankan, niet per se de afkantpers met de kortste werktafel en de kleinste tonnage.
Het is belangrijk om de soort staal platen, evenals hun maximale dikte en lengte.
Als je werkt met koolstofarm plaatstaal met een maximale dikte van 3 mm en een lengte van 2500 mm, dan is een luchtbuigkracht van 80 ton voldoende.
Voor meer informatie over het berekenen van de afkantpers buigen kracht, kun je dit artikel raadplegen.
Als je echter een hol blok aan de onderkant moet bewerken, moet je overwegen om een afkantpers aan te schaffen met een kracht van ongeveer 150 ton.
Als het plaatmateriaal koolstofarm staal is met een dikte van 6 mm en een lengte van 2500 mm, dan is een afkantpers van 100 ton geschikt.
Als u buigplaat metaal met een hol blok aan de onderkant (bodem), heb je een grote CNC kantbank nodig.
Voor plaatwerk met een lengte van 1250mm of korter kan een kleinere CNC kantpers geschikter zijn, zelfs als deze de helft kleiner is dan een grotere kantpers.
Dit kan je aankoopkosten aanzienlijk verlagen.
Het is belangrijk om te onthouden dat de lengte van het plaatwerk een van de belangrijkste factoren is bij het kiezen van de juiste kantpers.

Tijdens het buigproces, vooral bij het buigen van lange werkstukken, is doorbuiging onvermijdelijk voor de CNC kantpers.
Hoe langer het werkstuk, hoe groter de doorbuiging van de afkantpers.
Onder dezelfde belasting is de doorbuiging van een afkantpers die een plaat van 2500 mm verwerkt vier keer zo groot als die van een afkantpers die een plaat van 1250 mm verwerkt.
Met andere woorden, een kortere afkantpers met minder aanpassingen aan de pakking kan producten van hogere kwaliteit produceren.
Door de pakking minder aan te passen, wordt ook de voorbereidingstijd verkort.
Gelukkig zijn de meeste CNC hydraulische afkantpersen hebben al een hydraulische functie voor doorbuigingscompensatie tijdens het fabricageproces toegevoegd, waardoor de operator minder hoeft bij te stellen en de buignauwkeurigheid en productie-efficiëntie verbeteren.
Deze functie wordt geregeld door de CNC-systeem.
Via een magnetische servoklep wordt hydraulische olie naar een compensatiecilinder geleid, die de werktafel omhoog duwt.
Tegelijkertijd neemt de doorbuigingscompensatiekracht toe met de buigkracht van de afkantpers, waardoor doorbuiging effectief wordt gecompenseerd.
Mechanische doorbuigingscompensatie is ook een haalbare optie.

In vergelijking met koolstofarm staal moet de buigkracht die nodig is voor roestvast staal met ongeveer 50% worden verhoogd.
Voor zacht aluminium plaatstaal zal de vereiste buigkracht echter afnemen met 50%.
Standaard buigdrukparameters zijn verkrijgbaar bij fabrikanten van afkantpersen.
Het volgende gegevensblad toont de benodigde buigkracht voor 1000 mm plaatstaal van verschillende diktes en materialen.


Er is één snelle manier om de buigkracht te berekenen die je kantpers nodig heeft.
U kunt onze online buigkracht calculator afkantpers om de benodigde tonnage van de afkantpers te berekenen.
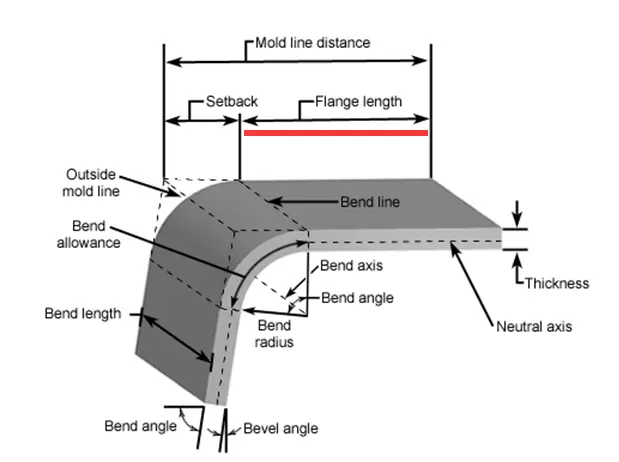
Bij het buigen van werkstukken is het belangrijk om rekening te houden met de buighoek straal ook.
De buigradius is 0,156 keer de V groef openingsmaat.
Tijdens de lucht buigprocesDe afmeting van de V-groefopening moet 8 keer groter zijn dan de dikte van de metalen plaat.
Als er bijvoorbeeld een afkantpers met een V-groefopening van 12 mm wordt gebruikt om een plaat van 1,5 mm met een laag koolstofgehalte te buigen, dan moet de buigradius 1,9 mm zijn.
Als de buigradius dichtbij of kleiner is dan de dikte van de metalen plaat, moet een onderstempel worden gebruikt.
De vereiste buigkracht zal in dit geval echter vier keer groter zijn dan bij luchtbuigen.
Bij luchtbuigen is het belangrijk om te letten op de speling tussen de stempel en de matrijs aan het einde van de slag, en op de veerkracht bij het buigen. buigplaat metaal onder een hoek van 90°.
Gewoonlijk resulteren luchtbuigmallen in een veerkrachthoek van minder dan 2 graden op een nieuwe afkantpers.
De buigradius is gelijk aan 0,156 maal de neerwaartse matrijsopening.
Voor gewone op- en neerwaartse buigingen moet de hoek van de bovenste pons dus 86°-90° zijn.
Onderaan de slag moet er een speling zijn die iets groter is dan de dikte van het plaatwerk.

De reden voor de verbeterde hoek van de stempel is het gebruik van grotere onderstempels met een buigtonnage die vier keer groter is dan bij luchtbuigstempels.
Dit helpt de veerkracht te verminderen binnen de opgegeven buigradius.
Coining is vergelijkbaar met luchtbuigen, met als enige verschil dat de voorkant van de pons wordt gedraaid tot de vereiste buigradius.
De veerkracht wordt ook verminderd omdat de ruimte tussen de pons en de matrijs onderaan de slag kleiner is dan de dikte van het plaatmetaal en er voldoende buigkracht is (10 keer groter dan luchtbuigen). De voorkant van de stempel komt in contact met het plaatmetaal.
Om een afkantpers met de laagste tonnage te kiezen, kun je het beste kiezen voor een afkantpers met een buigradius die groter is dan de dikte van het plaatwerk en kiezen voor luchtbuigen. Dit heeft geen invloed op de kwaliteit van het eindproduct en zorgt voor een lange levensduur van de afkantpers.

De keuze tussen een CNC afkantpers en een gewone NC-afkantpers hangt af van de nauwkeurigheidseisen.
Als een nauwkeurigheid van ±0,5 graden vereist is en niet kan worden veranderd, dan moet een CNC afkantpers worden overwogen. De herpositioneernauwkeurigheid van de ram kan worden geregeld tot ±0,01mm.
Voor zeer nauwkeurige eindproducten is een afkantpers met hoge nauwkeurigheid en goede prestaties nodig.
De herpositioneernauwkeurigheid van de ram van een NC-afkantpers is echter ongeveer ±0,5 mm en onder de juiste omstandigheden kan dit nog steeds resulteren in een afwijking van ±2 tot 3 graden.
Bovendien zijn CNC afkantpersen meestal uitgerust met een CNC besturing voor het snel installeren van ponsmachines en klemming. Als je veel kleine onderdelen moet verwerken, is dit een belangrijke overweging.

Gereedschap voor kantpersen worden gebruikt voor vormplaat metaal en hebben een directe invloed op de nauwkeurigheid van het buigproces.
Daarom is het belangrijk om de stempel en matrijs zorgvuldig te inspecteren.
Er zijn verschillende vormen gereedschap en er worden verschillende ponsen en matrijzen gebruikt voor verschillende onderdelen.
Om de gewenste vorm van de onderdelen te krijgen, worden de fysische eigenschappen van de materialen voornamelijk veranderd door gieten.
De matrijs van de kantpers is een gereedschap dat onder invloed van de buigkracht van de kantpers vormstukken omvormt tot onderdelen met een specifieke vorm en grootte.
Standaardpersmallen kunnen worden onderverdeeld in stempels en matrijzen voor stempelen van plaatmetaal en scheiding.
De vormmatrijs heeft een holte en de scheidingsmatrijs heeft een blad.
Matrijzen voor afkantpersen gebruiken meestal T8 of T10 staal, en sommige betere gereedschappen gebruiken 42CrMo materiaal, dat een hoge sterkte, hoge taaiheid en goede slijtvastheid vereist.
Koudwerk matrijzenstaal Cr12MoV is ook een goed materiaal.
42HMZ is een legering met hoge sterkte. gehard en getemperd Staal dat sterk en taai is en kan werken bij temperaturen onder 500 graden.
Het is belangrijk om de slijtage van elke matrijs te controleren door de lengte van de stempel van de voorkant tot de schouder en de lengte tussen de schouders van de matrijs te meten.
Voor conventionele mallen moet de afwijking per voet ongeveer ±0,001 inch zijn en mag de totale lengteafwijking niet groter zijn dan ±0,005 inch.
Voor fijnslijpgereedschap moet de nauwkeurigheid per voet ±0,0004 inch zijn en de totale nauwkeurigheid mag niet meer zijn dan ±0,002 inch.
Je kunt het beste fijnslijpgereedschap gebruiken voor CNC afkantpersen en conventioneel gereedschap voor handmatige en NC afkantpersen.
Op basis van verschillende behoeften en ontwikkelingsfasen zijn er verschillende soorten kantpersen, waaronder handmatige kantpersen en pneumatische kantpersen, mechanische pers remmen, hydraulische kantpersen, hybride kantpersen, servo-elektrische kantpersen en volledig elektrische kantpersen.
Er zijn veel verschillende soorten kantpersmatrijzen, waaronder standaard bovenponsen voor haaks buigen, scherpe ponsen, afvlakkingsponsen en -matrijzen, radiusponsen, zwanenhalsponsen, 1V ondermatrijzen, 2V ondermatrijzen, 3V ondermatrijzen, 4V ondermatrijzen, polyurethaan ondermatrijzen, hardrubberen ondermatrijzen, geleiders voor ondermatrijzen, ondermatrijzen, offsetmatrijzen, vormmatrijzen, zomenmatrijzen, buigmatrijs sets, markeringsvrije buigmatrijzen, enzovoort.
Daarnaast kunnen verschillende niet-standaard stempels en matrijzen worden ontworpen voor verschillende situaties.
Voor buigen tussen 90° en 180°.
Voordelen: Universeel voor dikke en dunne platen, duurzaam en veel gebruikt.
Gebruikt voor buigen tussen 20° en 180°.
Voordelen: Kan kleine hoeken en afmetingen buigen en de straal na het buigen is klein, aantrekkelijk en hoekig.
Voor buigen tussen 30° en 180°.
Voordelen: Gebruikt voor "U"-vormige producten die niet kunnen worden voltooid met standaard matrijzen en scherpe ponsen, met een breed scala aan toepassingen.
Wordt gebruikt om de rand om te zomen en is geschikt voor gebruik met de scherpe pons.
Buig het werkstuk eerst in een hoek van minder dan 45° met de scherpe pons en druk het dan in de omzoomrand met de vlakke matrijs.
Wordt voornamelijk gebruikt voor het eenmalig buigen van kleine Z-vormige werkstukken en is verkrijgbaar in zowel vaste als verstelbare uitvoeringen.
Inclusief radius pons en matrijs, deurframe vormmatrijsU-vormige vormmatrijs, lichtmastmatrijs, enz.
Typisch gebruikt voor het buigen van complexe producten met een verscheidenheid aan buighoeken en stijlen, dus de eenmalige buigvormmatrijs is ontworpen om de buignauwkeurigheid en efficiëntie te verbeteren.
Verwijst naar de ondermatrijs die wordt gebruikt om de CNC afkantpers te ondersteunen en bestaat uit een matrijshouder en een gesegmenteerde ondermatrijs.
Dezelfde kern betekent dat u bij gebruik van een willekeurige inkeping alleen hoeft over te schakelen naar de gespecificeerde inkeping zonder de posities van de stempel en matrijs opnieuw te centreren, wat het wisselen van matrijs gemakkelijk maakt en een hoge buignauwkeurigheid garandeert.
Bij gebruik van hydraulische bombering is de compensatiedruk gescheiden van de druk van het hele systeem. Dit betekent dat wanneer de compensatieklep werkt, de druk van het hele systeem gedeeltelijk afneemt. Bovendien kan hydraulische oliecontrole leiden tot olielekkage en vervuiling als de olieleiding breekt, de afdichtring van de compensatiecilinder veroudert of de verbinding los zit.
Mechanisch bomberen daarentegen gebruikt het numerieke besturingssysteem om automatisch de compensatiehoeveelheid te berekenen op basis van de dikte en lengte van het gebogen materiaal en de geselecteerde matrijs. De systeemmodule regelt vervolgens de positieve en negatieve rotatie van de compensatiemotor om de compensatievervorming aan te passen, die wordt teruggekoppeld via een potentiometer.
Het voordeel van mechanische bombering is dat de compensatievervorming niet verandert bij veranderingen in de drukhoudtijd van de ram en dat er geen stroom nodig is telkens als de ram in de vertragingsstand komt. Dit helpt energie te besparen in het hele systeem en elimineert het risico op olielekkage en vervuiling. Bovendien verlaagt het gebruik van een geïntegreerde werkbank de productiekosten.
In de volgende artikelen lees je er meer over:
Gesloten lus
Gesloten regelkring staat ook bekend als een feedbackregelsysteem. Dit systeem vergelijkt de werkelijke uitvoer van het systeem met de gewenste waarde en genereert een afwijkingssignaal dat vervolgens wordt gebruikt om de uitvoer te regelen en aan te passen zodat deze de gewenste waarde benadert.
Gesloten regelkringen zijn zeer nauwkeurig en reageren snel, omdat ze rekening houden met de werking van elk onderdeel van de bewerkingsmachine. In vergelijking met open-loop systemen hebben gesloten-loop systemen echter een complexere structuur en zijn ze duurder omdat er meerdere elementen bij betrokken zijn.
Open lus
Vergeleken met een gesloten regelkring geeft een open regelkring geen terugkoppeling over de huidige regelresultaten van het systeem. Het gevolg is dat de nauwkeurigheid van het buigproces in een open-loop afkantpers uitsluitend afhangt van de nauwkeurigheid van elk afzonderlijk onderdeel van de machine.
Het systeem is niet in staat om veranderingen in parameters tijdens het buigproces te controleren en te compenseren, wat leidt tot een lage nauwkeurigheid. Externe verstoringen kunnen ook veranderingen veroorzaken in de interne parameters van de machine, maar het open-loop ontwerp is eenvoudiger en stabieler, waardoor installatie en onderhoud eenvoudiger zijn.
Inpakken
Daarom hangt het van je specifieke budget en de vereisten voor het buigen van je werkstukken af of je voor open-loop of closed-loop moet kiezen. Het is echter belangrijk om in gedachten te houden dat als je kiest voor de closed-loop methode, je een bedrijf moet kiezen met sterke onderzoeks- en ontwikkelingsmogelijkheden.
Alleen dergelijke bedrijven kunnen ervoor zorgen dat de afkantpers echt gebruik maakt van de gesloten-lusfunctie en na verloop van tijd onaangetast blijft. Meestal zijn kleine bedrijven niet in staat om het closed-loop systeem op een afkantpers effectief te gebruiken.
In het volgende artikel wordt in detail uitgelegd wat het verschil is tussen een CNC afkantpers en een gewone afkantpers.
In het kort is het belangrijkste verschil de aanwezigheid van computerbesturing en automatische feedback. Dit resulteert in verschillen in verwerkingssnelheid, nauwkeurigheid en efficiëntie.
De factoren die van invloed zijn op de prijs van een CNC afkantpers zijn onder andere de tonnage van de afkantpers, de breedte van de behuizing, het merk van het onderdeel, het type matrijs, de kwaliteit van het product en de service.
De top tien afkantpersmerken in de wereld zijn de beste keuze. Je kunt kiezen op basis van je geografische locatie en de lokale reputatie van het merk.
Via de volgende links kun je meer te weten komen over de top tien merken kantpersen:
Elektrohydraulisch Servopers Rem
De hoofdcilinders aan beide zijden worden synchroon aangestuurd door hydraulische regelsystemen, zoals proportionele elektrohydraulische servokleppen en roosters, die onafhankelijk worden aangestuurd door de CNC. Nauwkeurige gegevens worden teruggekoppeld om de nauwkeurigheid van de rambediening te garanderen.
Koppelsynchrone afkantpers
Een torsieas wordt gebruikt om de linker en rechter zwenkstangen met elkaar te verbinden, waardoor een torsieas gedwongen synchronisatiemechanisme ontstaat dat de op- en neergaande beweging van de oliecilinders aan beide zijden gesynchroniseerd houdt.

Bij het kiezen van het CNC systeem voor een kantpersmachine zijn er verschillende populaire merken om te overwegen, zoals DelemCyblec en ESA. Veel kantpersfabrikanten gebruiken ook hun eigen in-house CNC systeem. Om meer te weten te komen over hoe je het juiste CNC systeem kiest voor jouw kantpersmachine, kun je de relevante artikelen raadplegen.
Als je de bovenstaande informatie zorgvuldig hebt gelezen, zou je nu een duidelijk beeld moeten hebben van de factoren waarmee je rekening moet houden bij de aanschaf van een goede kantbank. De volgende stap is om rechtstreeks met de fabrikant te communiceren, de fabrikant en hun producten grondig te begrijpen en een definitieve beslissing te nemen op basis van je budget.
Na vele jaren op dit gebied te hebben gewerkt, begrijp ik hoe belangrijk het is voor de eindgebruiker om een hoogwaardige kantbank aan te schaffen. "Goed" verwijst niet alleen naar kwaliteit, maar omvat ook een redelijke prijs en uitstekende after-sales service.
Ik heb veel gevallen gezien waarbij mensen afkantpersen kochten van kleine fabrieken zonder adequate service, om vervolgens zonder ondersteuning achter te blijven als er problemen ontstonden. Ik heb ook meegemaakt dat agenten een aanzienlijk bedrag verloren door de verkeerde leverancier te kiezen.
Om deze problemen te voorkomen, raad ik je sterk aan de tijd te nemen om je opties grondig te onderzoeken voordat je een definitieve beslissing neemt. Geloof me, de geïnvesteerde tijd zal het zeker waard zijn.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











