
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Heb je je ooit afgevraagd waarom je metalen bochten niet altijd perfect zijn? Het geheim zit hem in het bomberen van de kantpers, een techniek die zorgt voor precisie en kwaliteit bij metaalbewerking. In dit artikel lees je hoe verschillende bombeermethodes je buigresultaten kunnen veranderen en de nauwkeurigheid en consistentie kunnen verbeteren. Duik erin en ontdek de sleutel tot foutloos metaalwerk!

Het bomberen van kantpersen is misschien geen term die de meeste mensen kennen, maar het is een cruciaal proces dat de nauwkeurigheid en rechtheid van het buigwerkstuk bij metaalbewerking garandeert.
Wanneer een plaat metaal wordt gebogen met een afkantpers, wordt de vervormingskracht geconcentreerd in het midden, waardoor de ram en de werktafel samen met de boven- en ondermatrijs vervormen.
Dit kan leiden tot oneffenheden over de lengte van de matrijsrand, wat de kwaliteit van het buigwerkstuk beïnvloedt. Om deze vervorming tegen te gaan, worden er doorbuigcompensatievoorzieningen ontworpen, en het bomberen van de afkantpers is zo'n methode.
In dit proces wordt de mate van vervorming afgestemd op het werkelijke werk, waardoor de vervorming (bomberen) wordt gecompenseerd en de buigkwaliteit van het plaatmateriaal wordt verbeterd.
Het artikel onderzoekt drie soorten persen remboormethoden - geometrisch bombarderen, hydraulisch bombarderen en mechanisch bombarderen - en hun voor- en nadelen.
Hoewel elke methode zijn voordelen heeft, is het essentieel om te begrijpen welke methode het meest geschikt is voor verschillende soorten afkantpersen.
Als je meer wilt weten over het bomberen van kantpersen en hoe dit de nauwkeurigheid en kwaliteit van je metaalbewerkingswerk kan verbeteren, lees dan verder.
Het bomberen is een systeem dat de vervorming van de afkantpers compenseert
tijdens het buigen. De elastische structuur van de machine kan een buiging van 0,15 mm veroorzaken.
variatie op de Y-as in het midden van de ram in een 3m afkantpers.
Om deze vervorming te compenseren, creëert het bomberen een tegengestelde kracht, zodat de afkantpers tijdens het buigen dezelfde kracht uitoefent over de hele lengte van de afkantpers. metalen plaat. Op deze manier worden buigproblemen, zoals gebogen profielen, vermeden.

De afkantpers wordt op druk gebracht door twee werkcilinders aan beide uiteinden van de ram. Hierdoor wordt de vervormingskracht van het buigwerkstuk geconcentreerd in het midden. Daarom vervormen de ram en de werktafel samen met de boven- en ondermatrijs.

Hierdoor wordt het plaatmateriaal ongelijkmatig over de lengte van de matrijsrand, wat een directe invloed heeft op de nauwkeurigheid en de kwaliteit van de matrijs. rechtheid van het buigwerkstuk. Daarom is het noodzakelijk om overeenkomstige maatregelen te nemen om de doorbuiging als gevolg van de vervorming te verminderen of te elimineren.
De doorbuigingscompensator is ontworpen om deze vervorming tegen te gaan. Het is vooraf ingesteld om te vervormen in de richting tegengesteld aan de kracht-vervorming in de ram en de bovenste matrijs, of de werktafel en de onderste matrijs werktafel. De hoeveelheid vervorming moet overeenkomen met het werkelijke werk, zodat de vervorming wordt gecompenseerd.
Om de compensatie van de relatieve vervorming van de ram ten opzichte van de werktafel te realiseren, is de drukverdeling tussen de matrijzen gelijkmatiger en wordt de buigkwaliteit van het plaatmateriaal verbeterd.
Moderm kantpersen zijn soms uitgerust met automatische bombeersystemen, zoals tafels met wiggen die worden aangedreven door een motorreductor of tafels met hydraulische cilinders met sensoren die zijn aangesloten op de CNC (dit wordt actief bomberen genoemd). In dit geval controleren de sensoren drukveranderingen en compenseren ze onmiddellijk om de vervorming in stand te houden.
Het belangrijkste doel van bomberen bij afkantpersen is om flexibiliteit te bieden bij het verwerken van materiaalvariaties en te zorgen voor nauwkeurig en consistent buigen. Het helpt bij het handhaven van een gelijkmatige krachtverdeling over het bed en de ram tijdens het buigproces. Dit minimaliseert de fouten die kunnen ontstaan door doorbuiging en bevordert een betere algemene vorm.
Samengevat speelt bombering een cruciale rol bij het afkantpersen door:
Bomberingsmethoden kunnen variëren van handmatige aanpassingen met een inbussleutel of digitale uitlezing tot gemotoriseerde besturingssystemen, die verschillende niveaus van precisie en automatisering in het proces bieden. Het gebruik van een effectief bombeersysteem is essentieel voor operators afkantpersen om optimale buignauwkeurigheid, consistentie en efficiëntie in hun werk te bereiken.
Op dit moment zijn er hoofdzakelijk drie soorten kantpersbuigingen:
Over het algemeen, fabrikanten van afkantpersen gebruiken dit type bombeermethode niet. De werktafel is vast bol, wat betekent dat de werktafel tijdens de fabricage wordt bewerkt tot een boogvorm met een lichte bolling in het midden om de doorbuiging door het buigen te compenseren.
Om de juiste correctie voor de bovenste matrijs te maken, is het middelste deel van de matrijs licht gebogen. Dus wanneer de schuif naar boven buigt, is de rand van de bovenste matrijs in principe recht, waardoor elk buigpunt langs de buiglijn hetzelfde resultaat oplevert. buigkracht voor de plaat.
De voordelen van de geometrische compensatiemethode zijn lage kosten en eenvoudige productie, maar er zijn enkele nadelen. Het kan alleen de compensatie van vaste vervorming realiseren en heeft een kleine compensatieflexibiliteit. Bovendien moet de correctiehoeveelheid voor de boog van het compensatieblok nauwkeurig worden berekend.
De berekeningsmethode gebaseerd op de mechanica theorie en eindige elementen berekening heeft een bepaalde fout. Daarom kan deze bombeermethode weliswaar het doorbuigingscompensatie-effect bereiken, maar is ze erg moeilijk te realiseren.
Voornamelijk gebruikt op elektrohydraulische synchrone CNC afkantpersen, heeft hydraulische bombering de voorkeur omdat de compensatiehoeveelheid moet worden geregeld door de besturing, zoals DA52S, DA66T en andere.
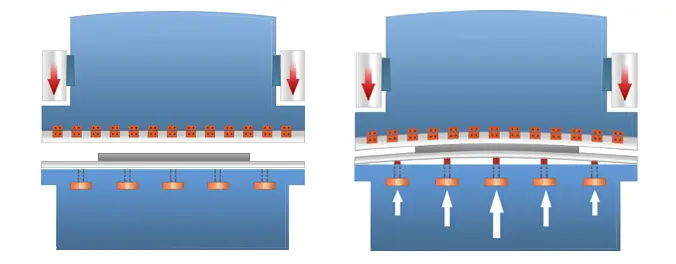
Hydraulisch bomberen wordt bereikt door twee hydraulische cilinders te installeren aan weerszijden van het frame van de afkantpers en nog eens twee hydraulische hulpcilinders in het midden van de machine. Tijdens het buigproces wordt de hulpcilinder gevuld met hydraulische olie en gaat naar beneden om een neerwaartse doorbuiging te genereren ter compensatie.
Een automatisch bombeersysteem wordt gevormd door de installatie van de hydraulische hulpcilinder in het onderste gedeelte van de werktafel, die een opwaartse kracht op de werktafel genereert tijdens het buigproces.
Het drukcompensatiesysteem bestaat uit verschillende kleine oliecilinders, een moederbord, een hulpplaat, een pennenas en een compensatiecilinder op de werktafel, met een proportionele overdrukklep die het drukcompensatiesysteem vormt. Tijdens het gebruik ondersteunt de hulpplaat de oliecilinder en de oliecilinder houdt het moederbord net genoeg omhoog om de vervorming van de ram en de werktafel te compenseren.
Het bolle apparaat wordt bestuurd door een numeriek besturingssysteem en de voorspanning kan worden bepaald op basis van de dikte van de plaat, de matrijsopening en de treksterkte van het materiaal bij het buigen van verschillende plaatmaterialen.
Hydraulische bombering heeft het voordeel dat het doorbuigingscompensatie realiseert voor continue variabele vervorming met een grote compensatieflexibiliteit. Het heeft echter ook enkele nadelen, zoals een complexe structuur en relatief hoge kosten.
De meest gebruikte bombeermethode voor de gewone kantpers is een goede compensatiemethode met lage kosten. In de praktijk is het erg handig en gemakkelijk voor operators.
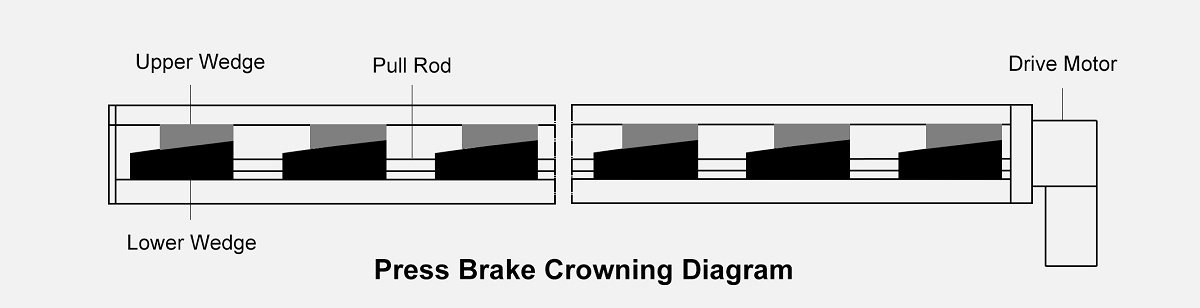
Mechanische bombering is een nieuwe doorbuigingscompensatiemethode die over het algemeen gebruik maakt van een driehoekige schuine wigstructuur. Het principe is dat er twee driehoekige wiggenblokken met een hoek van α worden gebruikt en dat de bovenste bewegende wig wordt gefixeerd in de X-richting en alleen in de Y-richting kan bewegen. Wanneer de wig de △x-afstand in de X-richting beweegt, beweegt de bovenste wig de H-afstand omhoog onder de kracht van de onderste wig.

Bij de bestaande mechanische compensatiestructuur worden twee bolsterplaten over de volledige lengte op de werktafel geplaatst. De bovenste en onderste platen zijn met elkaar verbonden door middel van een schijfveer en bouten. De bovenste en onderste platen bestaan uit een aantal schuine wiggen met verschillende hellingen. De motor drijft ze aan om relatief te bewegen en zo een ideale curve te vormen voor een reeks convexe posities.
Bij het bomberen wordt de vervorming van de kantpers tijdens het buigen gecompenseerd. Bombeersystemen zijn essentieel voor het handhaven van de nauwkeurigheid tijdens het werken met een afkantpers. Om het bombeersysteem in te stellen, moeten operators parameters zoals plaatdikte, lengte, matrijsopening en materiaaltreksterkte invoeren in het besturingssysteem van de machine. Door deze parameters te analyseren, bepaalt het besturingssysteem automatisch de werkelijke doorbuiging van de tafel en de ram, waardoor de vereiste voorspanning voor elke buiging wordt verkregen.
Er zijn drie gebruikelijke manieren om een kroonbevestiging uit te voeren:
Bij handmatige bombeermethoden moet de matrijs op het bed worden opgevuld of moeten de wiggen worden bijgesteld om de uitlijning te corrigeren en een optimale buignauwkeurigheid te behouden. Programmeerbare bombeersystemen daarentegen automatiseren dit proces en elimineren mogelijke fouten.

Het te vormen werkstuk moet op de afkantpers worden geplaatst en zorgvuldig worden uitgelijnd met de matrijs. Voordat het buigen plaatsvindt, is het van cruciaal belang om ervoor te zorgen dat het werkstuk goed gepositioneerd is en dat eventuele noodzakelijke aanpassingen aan het bombeersysteem zijn uitgevoerd.
Wanneer de afkantpers wordt geactiveerd, oefent de ram kracht uit op het werkstuk, waardoor het buigt. Het bombeersysteem speelt een cruciale rol bij het compenseren van vervormingen die tijdens dit proces kunnen optreden. Terwijl het werkstuk wordt gevormd, zorgt het bombeersysteem ervoor dat de buigkracht goed wordt verdeeld over de gehele lengte van het werkstuk, wat resulteert in nauwkeurige en consistente buigingen.
Samengevat bestaat het bombeerproces bij kantpersen uit het instellen van het bombeersysteem, het uitlijnen van het werkstuk en het vormen van het werkstuk met behulp van de ram van de kantpers. Het bereiken van nauwkeurige en consistente buigingen is sterk afhankelijk van een goed afgesteld en functionerend bombeersysteem dat elke vervorming tijdens het buigproces compenseert.
Wanneer de pers remmachine in bedrijf is, zal het vervorming veroorzaken, die voornamelijk wordt veroorzaakt door de uitoefening van kracht aan beide uiteinden van de machine. Deze kracht, gegenereerd tijdens het buigproces, veroorzaakt vervorming in de ram en de werktafel, wat resulteert in inconsistenties tussen de twee uiteinden van het werkstuk en de centrale hoek.
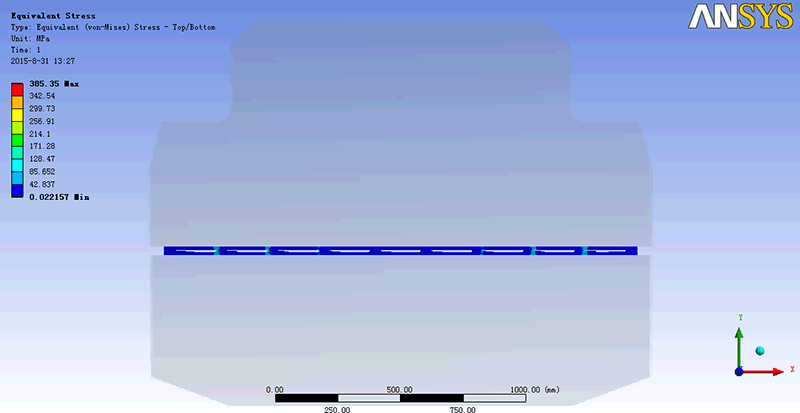
Om de afkantpers te analyseren wordt de eindige-elementenmethode veel gebruikt vanwege de snelheid en nauwkeurigheid.
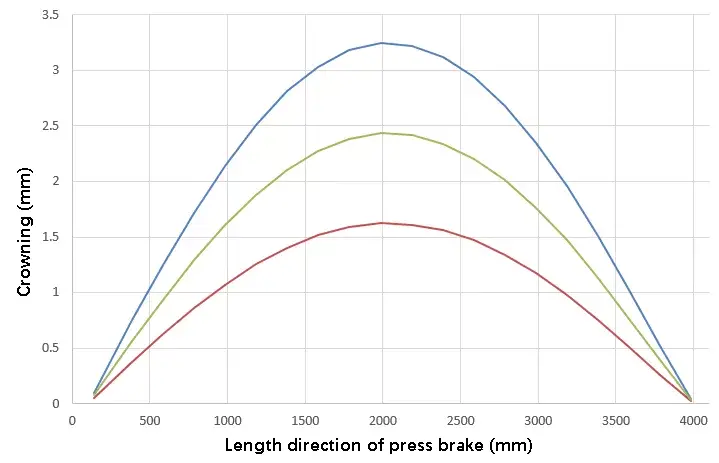
Convexe curve van 100 ton 3-meter afkantpers, verkregen met eindige-elementenmethode:

Er zijn verschillende methoden om vervorming door doorbuiging te compenseren:
De werktafel heeft een drielaags spalkontwerp, met compenserende oliecilinders verspreid over de structuur.
Wanneer het systeem druk uitoefent op de compensatiecilinders, duwt het de middelste spalk van de spalk met drie lagen omhoog, waardoor de vervorming wordt gecompenseerd.

Om de positie te controleren, wordt tijdens het buigen compensatie voorzien op het overeenkomstige punt om de elastische doorbuigingsvervorming van de machine tegen te gaan.
Mechanische compensatie wordt bereikt door een groep wiggen met hellende vlakken, die voor omgekeerde compensatie kunnen zorgen.

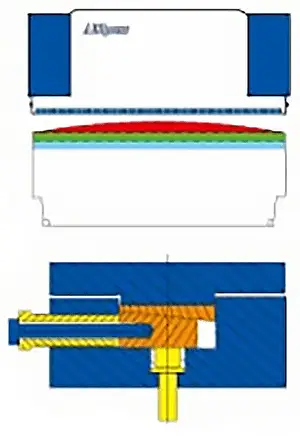
Voor buigbelasting, pre-convexe toestand

Nadat het buigen is belast, wordt de werkelijke compensatietoestand gewijzigd
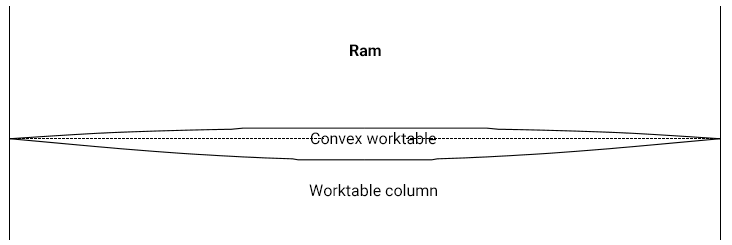
Animatie van laadsimulatie van de convexe werktafel
Rijmodus
Bij het buigen van werkstukken zijn er twee sleutelfactoren die de nauwkeurigheid bepalen:
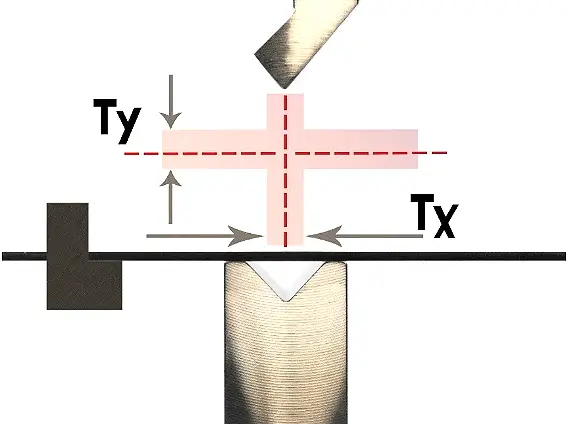
Fig. 1 Tx- en Ty-schema
Hoe groter de diepte van de bovenste matrijs van de afkantpers in de onderste matrijshoe kleiner de buighoek.
Op basis van figuur 2 kan worden berekend dat bij het buigen van een 2 mm koolstof staalplaat tot 135° met de V12 ondermatrijs, kan een afwijking in hoogterichting van 0,045 mm resulteren in een hoekafwijking van 1,5°.

Fig. 2 Invloed van hoogteafwijking op hoekafwijking
Verder lezen:
Wanneer een werkstuk wordt gebogen met een afkantpers, kunnen de bovenste en onderste liggers doorbuigen en vervormen als gevolg van hun structurele eigenschappen en de buigkracht toegepast, zoals geïllustreerd in Figuur 3.

Fig. 3 Doorbuiging en vervormingsdiagram van bovenste en onderste liggers
Momenteel is er een inconsistentie in de diepte van de bovenste matrijs die de opening van de onderste matrijs binnengaat langs de volledige lengterichting van het werkstuk. Deze inconsistentie kan een te grote afwijking van de buighoek van het werkstuk over de gehele lengte.
Deze inconsistentie resulteert meestal in een werkstuk met een grote middenhoek en kleinere hoeken aan beide uiteinden, zoals weergegeven in Fig. 4.

Fig. 4 Schematisch diagram van buighoek
Om ervoor te zorgen dat de buighoek over de hele lengte van het werkstuk constant blijft, moet er daarom een bombeersysteem in de afkantpers worden ingebouwd.
Zoals hierboven vermeld, wanneer de afkantpers het werkstuk buigt, ondergaan de bovenste en onderste balken door hun structurele eigenschappen vervorming onder de buigkracht. Dit kan leiden tot een te grote afwijking van de buighoek van het werkstuk in de lengterichting.
Het bombeersysteem kan de doorbuiging van de kantpers echter effectief compenseren. Door het bombeersysteem op de boven- of onderbalk te gebruiken, kan de consistentie van de buighoek over de hele lengte van het werkstuk worden gegarandeerd.
Het bombeersysteem is onderverdeeld in twee categorieën:
Het hydraulische bombeersysteem werkt volgens het principe van het inbedden van meerdere hydraulische cilinders in de onderbalk van de afkantpers. Elke hydraulische cilinder kan afzonderlijk worden aangestuurd, waardoor de onderbalk een bepaalde bolling vormt, zoals geïllustreerd in Figuur 1.
Theoretisch verhoogt het gebruik van meer hydraulische cilinders het aantal compensatiepunten, wat resulteert in een hogere compensatienauwkeurigheid.
Hydraulische bombering is een discrete compensatiemethode die is ingebouwd.
Om een compensatie-effect met hoge resolutie en een hoge buignauwkeurigheid te bereiken, moeten het aantal hydraulische cilinders en hun hydraulische regelsysteem aan hogere eisen voldoen, wat resulteert in een complexere algehele structuur en een hogere kostprijs van de afkantpers.
Het is niet mogelijk om het hydraulische bombeersysteem achteraf aan te brengen op een bestaande kantpers van een klant.
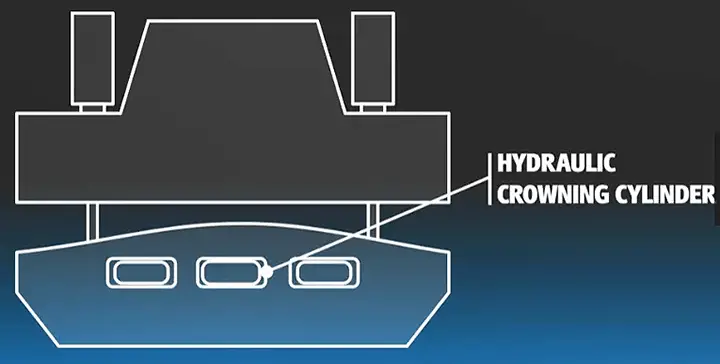
Fig. 1 Schematisch diagram van het hydraulische bombeersysteem
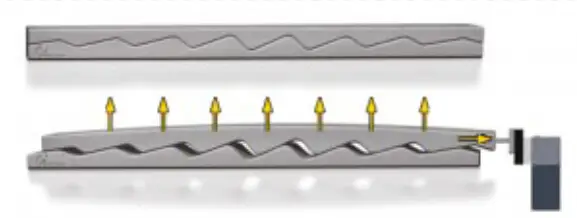
Het mechanische bombeersysteem maakt gebruik van de vulmethode om de onderbalk/ondermatrijs te compenseren. Het belangrijkste principe is het genereren van verschillende compensatiecurven door middel van de onderlinge beweging van een paar doorbuigingscompensatiewiggen, zoals getoond in afbeelding 2.

Fig. 2 Schematisch diagram van mechanisch bombeersysteem
Er zijn veel soorten mechanische bombeersystemen op de markt.
Laten we het voorbeeld nemen van Wila's mechanische compensatiewerkbank. Deze valt onder de categorie externe, relatief continue compensatie. Dit systeem kan direct op de onderbalk van de kantpers worden geïnstalleerd en is geschikt voor zowel nieuwe als oude kantpersen.
De compensatiecurves van dit systeem kunnen continu worden aangepast voor verschillende toepassingen, zoals getoond in Fig. 3.
Verder lezen:
De lengte van een plaatbocht heeft een grote invloed op de buignauwkeurigheid. Hoe langer het plaatmetaal, hoe groter de benodigde buigkracht, wat leidt tot grotere hellingen in de apparatuur en vervormingen van de ram, waardoor nauwkeurigheid moeilijker te garanderen is. Deze buignauwkeurigheid, inclusief de totale buiglengte, wordt "rechte lijn nauwkeurigheid" genoemd.
Als er geen effectieve maatregelen worden genomen, kan een inconsistente hoeveelheid holle matrijs die de volledige lengterichting van de buigende bovenmatrijs binnendringt, ervoor zorgen dat het buiggedeelte een "bootbelleffect" krijgt. Om dit probleem aan te pakken, werd een eindige-elementensimulatiemethode gebruikt om de kracht en vervorming van de ram te analyseren. De doorbuigingscompensatiecurve werd geëxtraheerd en aangepast en gecombineerd met empirische gegevens om een nieuwe mechanische doorbuigingscompensatievoorziening te ontwerpen en te vervaardigen.
De lineaire nauwkeurigheid van afkantpersen met grote afmetingen kan worden verbeterd door gebruik te maken van een aandrijfmotor of handmatige afstelling om doorbuiging in de gehele lengte of een deel daarvan te compenseren.
Modelleren
De afkantpers De ram is gemaakt van stalen platen met verschillende vormen. Tijdens het modelleren wordt alleen rekening gehouden met de hoofdstructuur van de ram, terwijl details die weinig invloed hebben op de resultaten worden genegeerd. De afmetingen van de hoofdromp zijn 8000 mm x 2500 mm x 120 mm.
De elasticiteitsmodulus is ingesteld op 2 x 105 MPa, Poisson's ratio 0,27 en dichtheid 7,8 x 103 kg/m3. Gezien de structurele kenmerken van de ram, werd voor de analyse een solid95 element met 20 knooppunten gekozen.
Dit element kan zich aanpassen aan gebogen grensmodellen en nauwkeurig de elastische vervorming van de ram analyseren, omdat het een willekeurige 3D oriëntatie heeft.
(1) Constraints
In de praktijk is de ram altijd in beweging. Om echter een statische analyse van de ram uit te voeren, is het nodig om de beperkingen van de ram te vereenvoudigen en te benaderen. Hiertoe worden symmetrische beperkingen opgelegd aan de knooppunten die zich op het middelste symmetrievlak van de ram bevinden.
De ram wordt vastgezet door de geleiderail op het frame te verbinden met de achterkant, waar een volledige beperking wordt toegepast. Dit zorgt ervoor dat de ram tijdens de analyse in een vaste positie blijft.
(2) Lwegconditie
De oppervlaktebelasting wordt toegepast op het contactgebied tussen de onderkant van de hydraulische cilinder en het ramblok. Aangezien de verticale vervorming van het ramblok klein is in vergelijking met de totale lengte, wordt deze beschouwd als een kleine elastische vervorming. Daarom wordt in het model een uniforme belasting toegepast op het spanningsoppervlak aan de onderkant van het ramblok.
Om ervoor te zorgen dat de kracht gelijkmatig wordt overgebracht van het ramblok naar de bovenste matrijs, is de onderkant van het ramblok verbonden met de bovenste matrijs door middel van een verbindingsblok. Dit zorgt ervoor dat de belasting gelijkmatig wordt verdeeld en geen onevenwichtigheden in het systeem veroorzaakt.
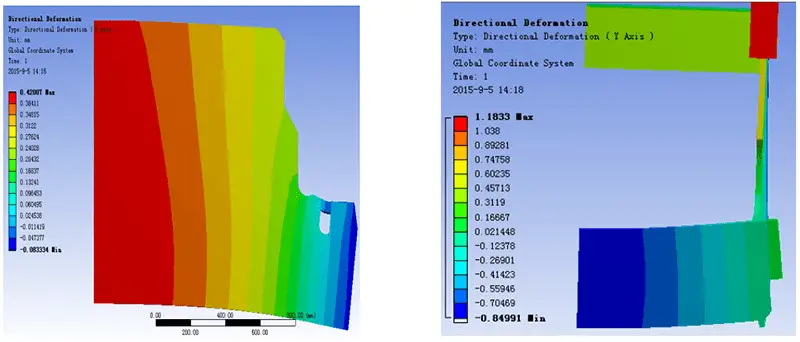
Extractie en analyse van simulatieresultaten
Het verplaatsingsdiagram van het ramblok onder belasting wordt getoond in figuur 1. Het pad is ingesteld in ANSYS voor resultaatverwerking en de vervorming afbuigingscurve van het spanningsoppervlak aan de onderkant van de ram geëxtraheerd en getoond in Figuur 2.
Zoals te zien is in de figuur, verschijnt de maximale verplaatsing in het midden van de ram en neemt deze geleidelijk af naar beide zijden in een parabolische vorm. Tegelijkertijd is de vervormingsverplaatsing op elke positie langs de buiglengte richting kan worden verkregen, wat gegevens oplevert voor het ontwerpen van wiggen met verschillende arrayhoeken om de afbuigingscurve te vormen.

De analyse toont aan dat wanneer een pers remmachine wordt belast, produceert het spanningsoppervlak op de ram een parabolische vervorming door zijn eigen structuur, wat resulteert in inconsistente buighoeken van het werkstuk over de volledige lengte. Bovendien is er lokale slijtage op de buigmatrijs beïnvloedt ook de rechtheid van het gebogen werkstuk.
Momenteel zijn er twee veelgebruikte methoden om dit probleem aan te pakken. De eerste methode is het installeren van een hydraulische bovenste cilinder op een geschikte positie op de bovenste ram of onderste werktafel van de buigmachine en regelt de uitwerphoogte van elke bovenste cilinder om de vervorming te compenseren. De tweede methode is het gebruik van een mechanisch compensatiemechanisme voor doorbuiging op de onderste werktafel, dat de vervorming compenseert door de wiggen onder verschillende hoeken te verstellen.
De hydraulische bovenste cilinder methode is eenvoudig te bedienen en voldoet aan de algemene nauwkeurigheidseisen van buigproductie. Voor grote en zeer nauwkeurige buigonderdelen wordt echter voornamelijk de mechanische doorbuigingscompensatiemethode gebruikt.
De traditionele methode voor mechanisch bomberen bestaat uit het handmatig aanpassen van het compensatieblok of het toevoegen van een pakking op versleten plekken, wat tijdrovend, arbeidsintensief en niet erg efficiënt is, waardoor het moeilijk is om de nauwkeurigheid te garanderen.
Meer geavanceerde afkantpersen hebben daarentegen automatische of halfautomatische compensatiemechanismen voor doorbuiging, zoals de veelgebruikte wigcompensatie en trekstangcompensatie. Het wigtype apparaat kan consistente hoeken garanderen en de buignauwkeurigheid verbeteren, maar het vereist veel handwerk en is niet erg efficiënt. De trekstangcompensatie daarentegen compenseert gemakkelijk doorbuiging over de hele lengte, maar lost het probleem van plaatselijke slijtage niet op.
Figuur 3 (a) en (b) tonen twee soorten doorbuigingscompensatoren.

Fig. 3 Gemeenschappelijk mechanisch compensatieapparaat voor doorbuiging
Om het probleem van plaatselijke slijtage aan te pakken, ontwierp ons matrijzenbedrijf een vierdelig compensatiesysteem voor wigdoorbuiging. Dit apparaat compenseert niet alleen automatisch de volledige doorbuiging van het werkstuk, maar kan ook handmatig worden aangepast om plaatselijke slijtage van de matrijs te compenseren.
Figuur 4 is een tweedimensionale doorsnede van het apparaat en het werkingsprincipe wordt als volgt beschreven:

Fig. 4 Vierdelig wigcompensatieapparaat voor doorbuiging
(1) Op de basis is in de lengterichting (d.w.z. in de lengterichting) een rechthoekige groef aangebracht. In deze groef zijn oneven groepen wigmechanismen gelijkmatig over de lengterichting verdeeld. Elke groep bestaat uit twee paar van vier wiggen, d.w.z. wig I, wig II, wig III en wig IV, gestapeld van onder naar boven.
(2) In elke groep wiggen vormt het onderste paar, wig I en wig II, een lokaal verstelmechanisme. De hellende vlakken van elk paar zijn overeenkomstig op elkaar afgestemd en in een dwarsrichting geplaatst.
Schroefgaten worden aangebracht in het midden van de voor- en achterwand van de basis, overeenkomstig het grote uiteinde van wig I. Stelbouten worden geïnstalleerd aan de buitenkant van de basiswand en steken elk in de basis om verbinding te maken met wig I.
Voor plaatselijke compensatie kan de bout handmatig worden versteld om wig I naar voren en naar achteren (dwars) te bewegen, waardoor de bovenste afdekplaat wordt versteld en de werktafel op en neer beweegt.
(3) Het bovenste paar, wig III en wig IV, vormt een integraal verstelmechanisme. Ze zijn in de lengterichting van elke groep geplaatst en vormen een integraal verstelsysteem met schuine wiggen.
Elk paar wiggen III is afgestemd op het hellingsvlak van wiggen IV, waarbij de grootste hellingshoek zich in het midden van de rechthoekige groef op de basis bevindt. De helling neemt geleidelijk af naar de linker- en rechterkant van de groef. Wanneer de wiggen III gelijkmatig bewegen in de lengterichting, is de middenlift aanzienlijk, waardoor een kromme wordt gevormd die de doorbuiging aanpast op basis van de beweging van de wiggen. Dit zorgt voor de algehele doorbuigingscompensatie.
De korte as van elke wig IV is symmetrisch aangebracht op de voor- en achterste zijwanden. Op het bovenste deel van de voor- en achterwanden van de rechthoekige groef van de basis is een verticale inkeping aangebracht die overeenkomt met de korte as. De korte as van elke wig IV glijdt in elke inkepingsgroef, waardoor alleen opwaartse en neerwaartse beweging mogelijk is en het hefeffect van wig IV wordt gegarandeerd.
(4) Schroefgaten in de lengterichting worden aangebracht op wig III aan de rechterkant, terwijl doorgaande gaten in de lengterichting met dezelfde hartlijn als de schroefgaten worden aangebracht op de andere wig III. Tussen elk paar naast elkaar geplaatste wiggen III wordt een holle afstandshuls geplaatst. In elke wig III en holle afstandshuls wordt een trekstang geïnstalleerd. Het rechteruiteinde van de trekstang wordt aan het rechteruiteinde in de Wedge III geschroefd. Aan het rechteruiteinde van het schroefgat van de Wedge III wordt een stelschroef geïnstalleerd en aan het uiteinde van de stelschroef wordt een motor geïnstalleerd om de motor te starten, waardoor een automatische algehele doorbuigingscompensatie kan worden bereikt.
Figuur 5 toont een apparaat met een lengte van 8 meter voor compensatie van de doorbuiging van een vierdelige wig met dubbele trekstang.

Fig. 5 8m apparaat voor compensatie van doorbuiging met dubbele stutwig
Inpakken
In dit artikel wordt de kleine elastische vervorming van de ram in een afkantpers gesimuleerd en geanalyseerd, en worden de vervormingsgegevens van het spanningsoppervlak aan de onderkant van de ram geëxtraheerd.
Op basis van de ervaringsgegevens is een vierdelig compensatieapparaat voor wigdoorbuiging ontworpen. Het past niet alleen automatisch de algehele doorbuigingscompensatie van de bewerkte onderdelen aan, maar maakt ook handmatige aanpassing van de plaatselijke slijtagecompensatie mogelijk.
Het apparaat heeft een goed ontworpen structuur, is handig en betrouwbaar in gebruik, verbetert de kwaliteit en productie-efficiëntie van plaatmetaal buigonderdelen en biedt een nieuwe oplossing voor grote precisie buigcompensatie.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











