
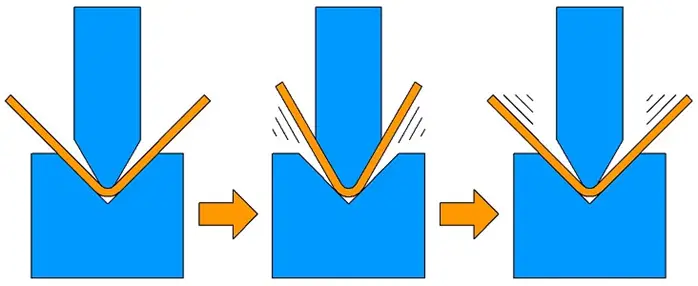
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Heb je je ooit afgevraagd wat kantpersmatrijzen zo fascinerend maakt? In deze boeiende blogpost duiken we in de ingewikkelde wereld van deze essentiële gereedschappen die de metaalverwerkende industrie vormgeven. Ontdek samen met ons de verschillende types, materialen en warmtebehandelingsprocessen die kantpersen hun opmerkelijke eigenschappen geven. Of je nu een doorgewinterde professional bent of een nieuwsgierige enthousiasteling, dit artikel zal je waardevolle inzichten geven en je waardering voor deze technische hoogstandjes verdiepen.

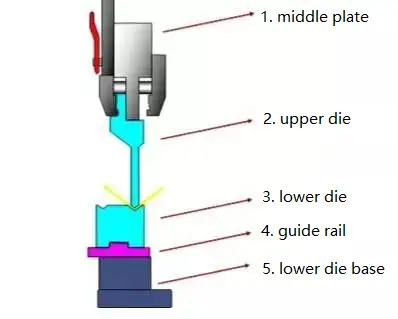
De kantpersmatrijs is een gereedschap dat door de kantpersmachine wordt gebruikt om plaatmetaal te vormen. Dit gereedschap bestaat uit verschillende onderdelen en de samenstelling van het gereedschap kan variëren.
De belangrijkste functie van de matrijs van de afkantpers is het veranderen van de fysieke toestand van het materiaal dat wordt gevormd, waardoor het onderdeel vorm krijgt.
Kantpersmatrijzen kunnen meestal worden onderverdeeld in verschillende onderdelen, waaronder de bovenmatrijs, ondermatrijs, geleiderail en ondermatrijsvoet. Deze matrijzen bieden een grote veelzijdigheid en er kunnen er veel van gemaakt worden.
PS: over het maken van kantpersmatrijzen zullen we het later hebben.
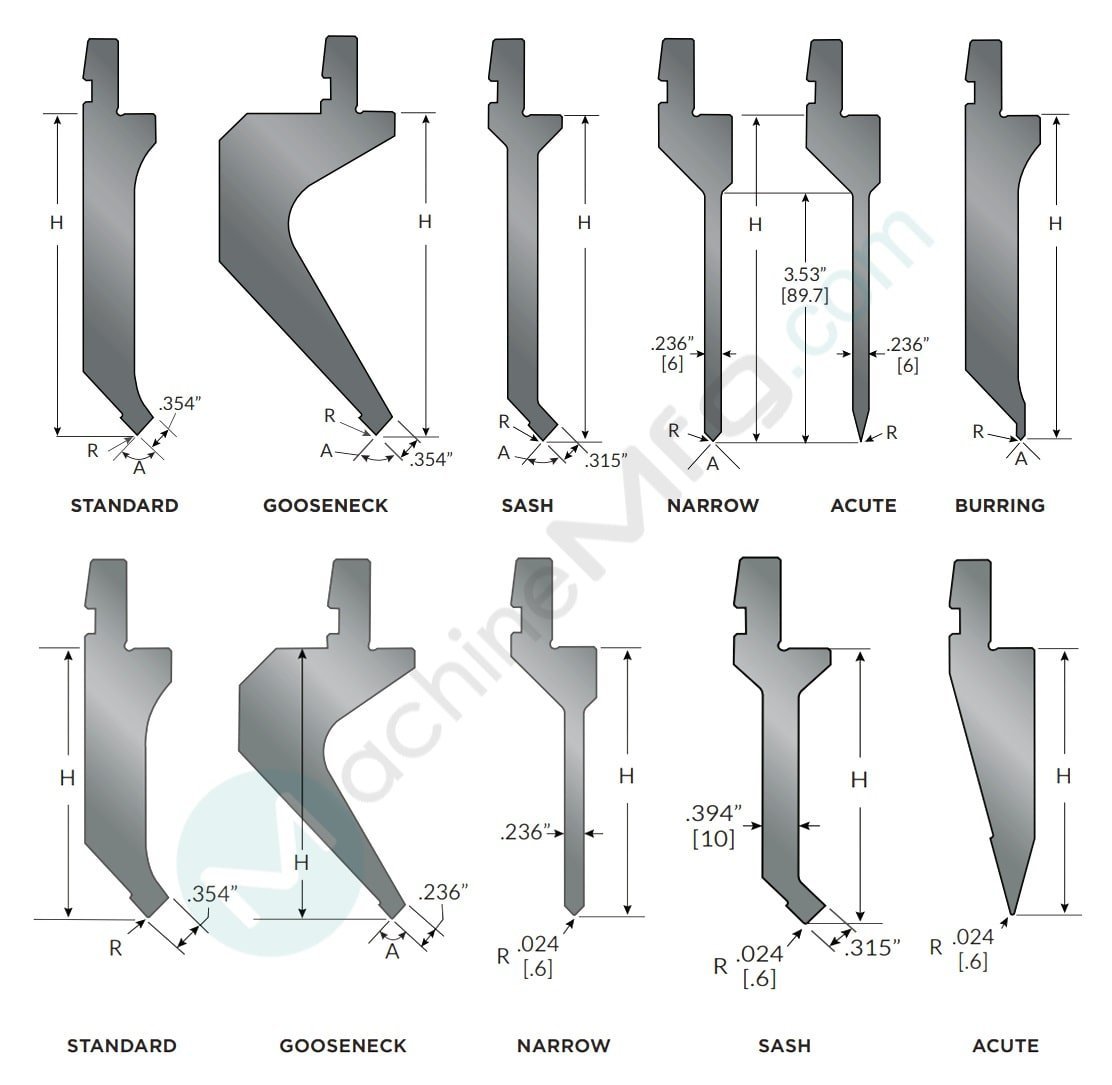
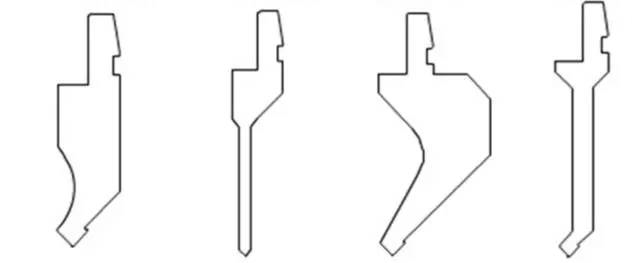
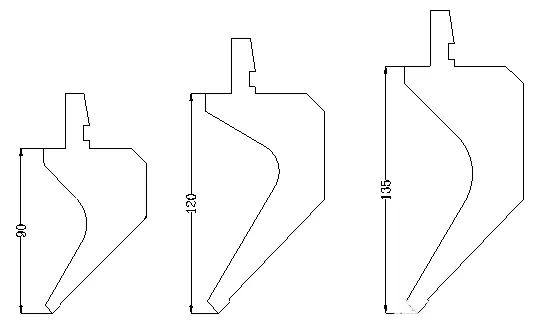
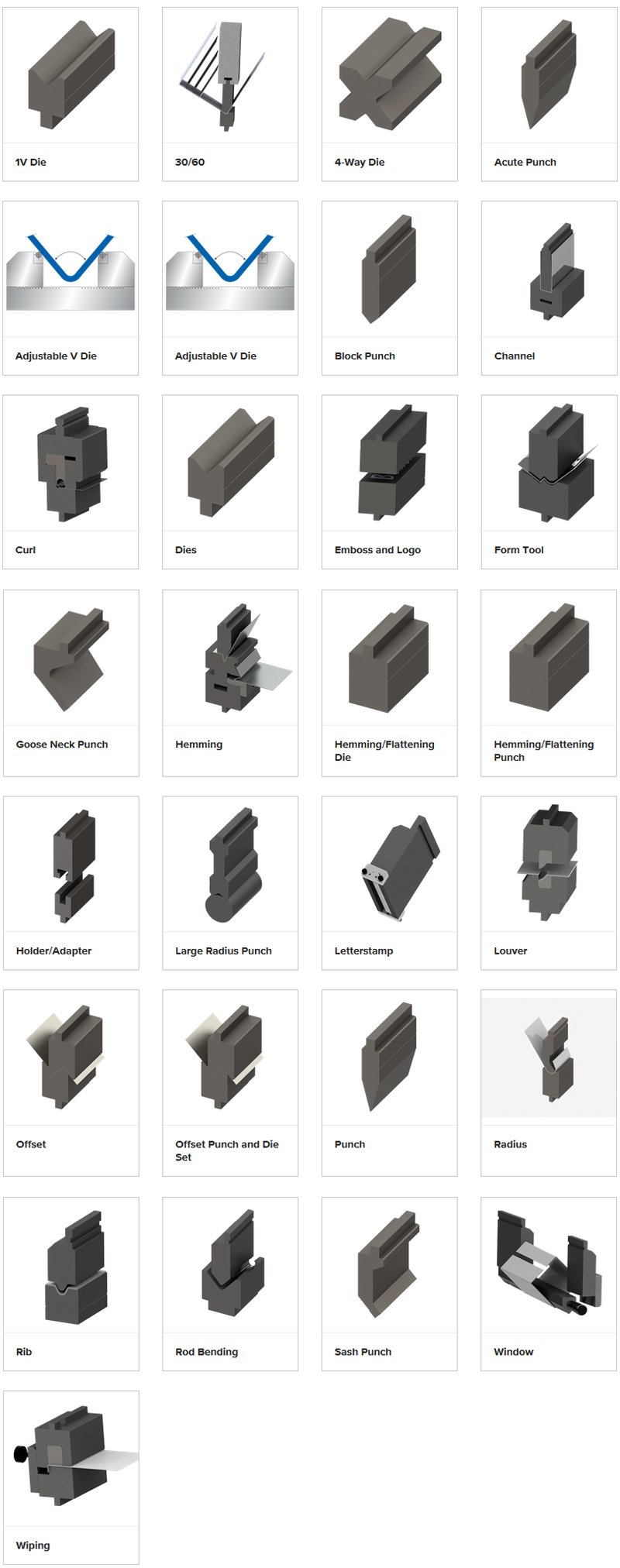
Om de levensduur van de matrijs te verlengen, worden de stempels en matrijzen van de kantpers waar mogelijk ontworpen met afgeronde hoeken. De meest gebruikte kantpersmatrijzen zijn:
Meestal moet de hoogte van de flensrand minstens drie keer de dikte van de plaat (t) zijn, of L ≥ 3t. Als de hoogte van de flensrand te laag is, wordt het moeilijk om deze te vormen, zelfs met een buigmatrijs.
Verder lezen:
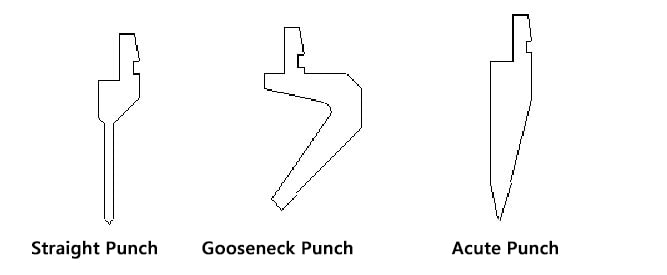
| Type pons | Voornaamste toepassing |
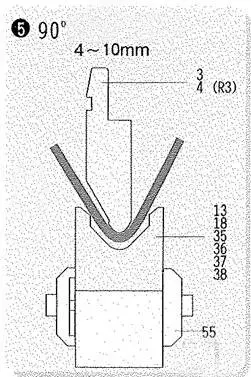
| Rechte Stoot | Gefabriceerde hoeken ≥90° |
| Ganzenhals Punch | Gefabriceerde hoeken ≥90° |
| Scherpe stoot | Gefabriceerde hoeken ≥30° |
Verder lezen:
| Type pons | Voornaamste toepassing |
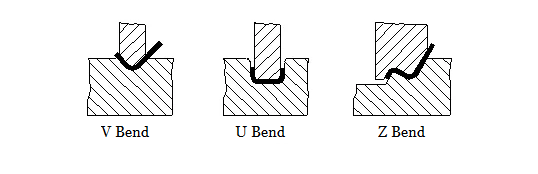
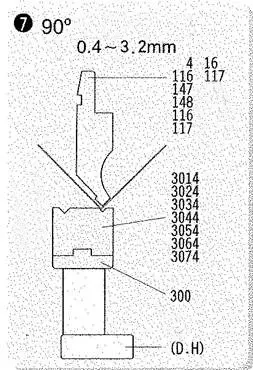
| Zing en sterf | 1. Terwijl V hoek = 88°(ref), in staat om hoeken ≥ 90° te buigen |
| Dubbele V Matrijs | 2. Terwijl V hoek = 30°(ref), in staat om hoeken ≥ 30° te buigen |

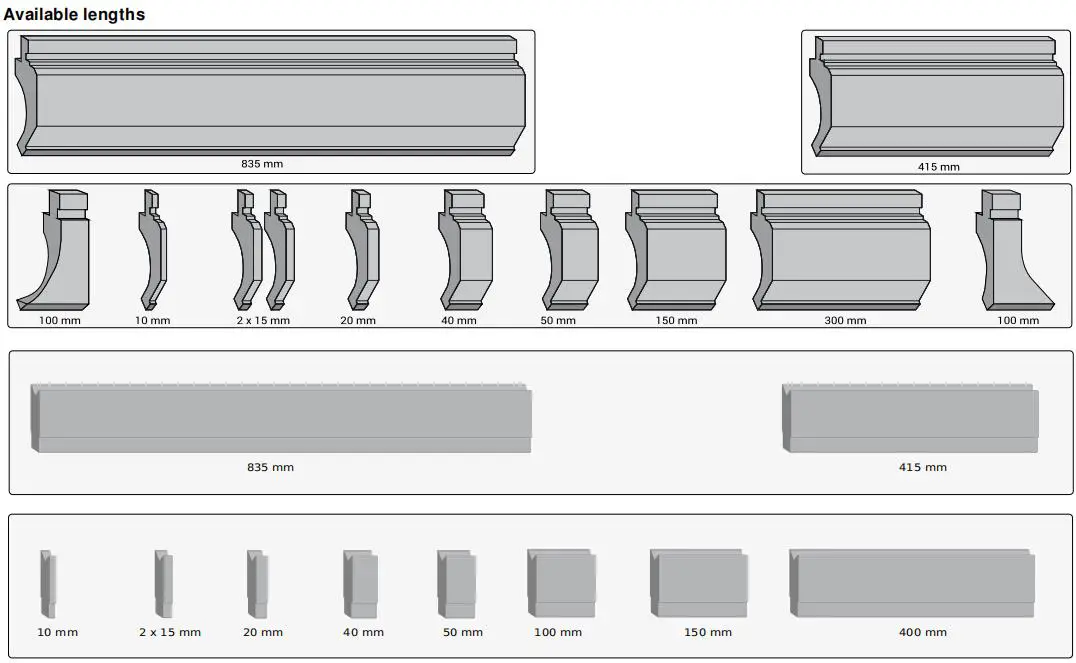
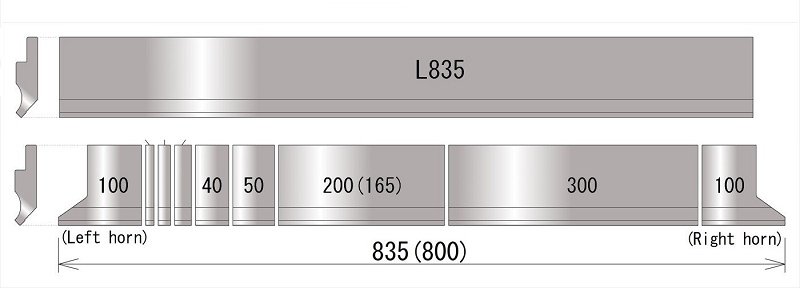
De standaardlengte van een pons- en matrijzenset voor kantpersen is 835 mm en kan worden onderverdeeld in verschillende maten om werkstukken van verschillende lengtes te kunnen buigen.
De maten zijn meestal 10 mm, 15 mm, 20 mm, 40 mm, 50 mm, 100 mm, 200 mm en 300 mm, in totaal maximaal 835 mm.
Waar zijn kantpersmatrijzen van gemaakt?
Er zijn verschillende materialen die gebruikt kunnen worden om kantpersgereedschap te maken, waaronder staal, gelegeerde materialen en polymeermaterialen.
Momenteel is staal het meest gebruikte materiaal voor de productie van kantpersgereedschap, inclusief T8 staal, T10 staal, 42CrMoen Cr12MoV.
42CrMo is een gelegeerd staal met een hoge sterkte dat het volgende heeft ondergaan afschrikken en temperen om een hoge sterkte en taaiheid te vertonen.
Het kan werken bij lage temperaturen tot -500°C en staat bekend om zijn hoge sterkte, taaiheid en slijtvastheid.
De meest gebruikte materialen voor kantpersmatrijzen kunnen worden onderverdeeld in acht categorieën.
1. Koolstof gereedschapsstaal
T8A en T10A koolstof gereedschapsstaal worden vaak gebruikt bij de productie van kantpersmatrijzen vanwege hun goede bewerkbaarheid en kosteneffectiviteit.
Deze materialen hebben echter een slechte hardbaarheid en rode hardheid en kunnen tijdens een warmtebehandeling sterk vervormen. Bovendien hebben ze een lage belastbaarheid.
2. Laag gelegeerd gereedschapsstaal
Door de juiste hoeveelheid legeringselementen van koolstofgereedschapsstaal wordt laaggelegeerd gereedschapsstaal geproduceerd, dat de neiging tot vervormen en barsten tijdens het afschrikken vermindert en de hardbaarheid en slijtvastheid van het staal verbetert.
Enkele veelgebruikte laaggelegeerde staalsoorten bij de productie van kantpersmatrijzen zijn CrWMn, 9Mn2V, 7CrSiMnMoV en 6CrNiSiMnMoV.
3. Gereedschapsstaal met hoog koolstof- en chroomgehalte
Gereedschapsstaal met een hoog koolstof- en chroomgehalte staat bekend om zijn goede hardbaarheid, taaiheid en slijtvastheid.
Het ondergaat minimale vervorming tijdens de warmtebehandeling, waardoor het een zeer slijtvast staal is met een draagvermogen dat alleen onderdoet voor dat van hogesnelheidsstaal.
Vanwege de aanzienlijke hardmetaalsegregatie is echter herhaaldelijk opboren en trekken (axiaal opboren en radiaal trekken) nodig om het heterogene karakter van de hardmetalen te verminderen en de prestaties te verbeteren.
Enkele veel voorkomende gereedschapsstalen met een hoog koolstof- en chroomgehalte zijn Cr12, Cr12MoV en Cr12MoV1.
4. Gereedschapsstaal met hoog koolstofgehalte en gemiddeld chroom
Gereedschapsstalen met een hoog koolstofgehalte en middelmatig chroomgehalte die gebruikt worden voor kantpersmatrijzen zijn onder andere Cr4W2MoV, Cr6W en Cr5MoV.
Deze materialen hebben een laag chroomgehalte, minder eutectische carbiden, een uniforme carbidedistributie, minimale vervorming tijdens warmtebehandeling, goede hardbaarheid en stabiele afmetingen.
Vergeleken met staal met een hoog koolstof- en chroomgehalte, dat aanzienlijke hardmetaalsegregatie kan vertonen, bieden deze materialen betere eigenschappen.
5. Snelstaal
Snelstaal wordt vaak gebruikt bij de productie van kantpersmatrijzen vanwege de hoge hardheid, slijtvastheid en druksterkte. Het heeft ook een hoog draagvermogen.
W18Cr4V, W6Mo5 en Cr4V2 met gereduceerd wolfraam, evenals 6W6Mo5 en Cr4v snelstaal ontwikkeld om de taaiheid te verbeteren, worden vaak gebruikt.
Om de hardmetaalverdeling te verbeteren, moet hogesnelheidsstaal ook worden gesmeed.
6. Basis staal
Basisstaal wordt geproduceerd door een kleine hoeveelheid andere elementen toe te voegen aan hogesnelheidsstaal en de koolstofgehalte om de eigenschappen ervan te verbeteren.
Dit resulteert in betere eigenschappen in vergelijking met snelstaal, zoals een hogere slijtvastheid en hardheid, en een betere kwaliteit. vermoeiingssterkte en taaiheid.
Het is een afkantpers matrijzenstaal met hoge sterkte en taaiheid, en het is kosteneffectiever dan hogesnelheidsstaal.
De meest gebruikte basismaterialen in kantpersmatrijzen zijn onder andere 6Cr4W3Mo2VNb, 7Cr7Mo2V2Si, 5Cr4Mo3SiMnVAL.
7. Gecementeerd carbide en staalgebonden gecementeerd hardmetaal
De hardheid en slijtvastheid van gecementeerd hardmetaal in matrijzenstaal voor kantpersen zijn het hoogst, maar de sterkte en taaiheid bij buigen zijn slecht.
Wolfraamkobalt wordt gebruikt als gecementeerd hardmetaal in kantpersmatrijzen.
Voor kantpersmatrijzen die een lage impact en een hoge slijtvastheid vereisen, kan gecementeerd hardmetaal met een laag kobaltgehalte worden gekozen. Voor matrijzen met een hoge impact kan gecementeerd hardmetaal met een hoog kobaltgehalte worden gebruikt.
Staalgebonden gecementeerd hardmetaal wordt gemaakt door poedermetallurgie, waarbij ijzerpoeder en een kleine hoeveelheid poeder van legeringselementen (zoals chroom, molybdeen, wolfraam of vanadium) als bindmiddel worden gebruikt. titanium carbide of wolfraamcarbide als harde fase.
De matrix van staalgebonden gecementeerd carbide is staal, wat een oplossing biedt voor de slechte taaiheid en moeilijke verwerking van gecementeerd carbide.
Dit materiaal kan worden gesneden, gelast, gesmeed en warmtebehandeld. Staalgebonden gecementeerd hardmetaal bevat veel carbiden en heeft een hardheid en slijtvastheid die lager is dan die van gecementeerd hardmetaal, maar nog steeds hoger dan die van andere staalsoorten.
Na het doven en ontlaten kan de hardheid 68-73 HRC bereiken.
Het materiaal dat wordt gebruikt voor het afkantpersgereedschap is een soort koud bewerkt matrijzenstaal en de belangrijkste prestatievereisten zijn sterkte, taaiheid en slijtvastheid.
Op dit moment heeft de ontwikkelingstrend in kantpersmatrijzenstaal twee hoofdrichtingen, beide gecentreerd rond hoge gelegeerd staal D2 (Cr12MoV).
(1) Het verbeteren van de taaiheid van matrijzen voor kantpersen omvat het verlagen van het koolstofgehalte en het gehalte aan legeringselementen en het verbeteren van de uniformiteit van de hardmetaalverdeling in staal. Voorbeelden van deze richting zijn 8CrMo2V2Si en Cr8Mo2SiV.
(2) Verbetering van de slijtvastheid van de matrijs van de afkantpers voor productie op hoge snelheid, geautomatiseerd en in grote volumes met gepoederd hogesnelheidsstaal. Een voorbeeld van deze richting is 320CrVMo13.
Om hun mechanische eigenschappen te verbeteren, ondergaan gereedschappen warmtebehandelingen zoals afschrikken en harden.
QUENCHING:
Dit is een warmtebehandeling die bestaat uit het verhitten en vervolgens afkoelen van staal om de intermale spanning van het materiaal te verminderen. Tijdens het verhittingsproces martensiet geproduceerd, dat een zeer harde structuur en hoge treksterkte heeft, maar een lage veerkracht.
Hierdoor kan het materiaal gemakkelijk breken; om dit probleem te voorkomen wordt het staal vervolgens ontlaten door gecontroleerd afkoelen. De koelsnelheid tijdens het ontlaten heeft een groot effect op de restspanning van het staal, want hoe langzamer de afkoelfase, hoe zwakker de restspanning.
Staalsoorten die deze behandeling kunnen ondergaan bevatten 0,4-0,6% koolstof en worden daarom aangeduid als gehard en getemperd staal.
VERHARDING:
Het doel van deze behandeling is om de hardheid van het materiaal te verhogen en het bestaat uit het verhitten van het staal tot een bepaalde temperatuur en het dan snel afkoelen.
De gebruikelijke methode die wordt gebruikt om de hardheid van gereedschap te meten is de Rockwell-hardheidstest die wordt uitgevoerd met de conische (HRC) of sferische (HRB) inkepingen.
Hierbij wordt de belasting op het instrument geleidelijk verhoogd. De hardheid wordt bepaald door de penetratiediepte van het indringlichaam in het stuk.
INDUCTIEHARDEN:
Dit is de meest voorkomende warmtebehandeling voor kantpersgereedschap, maar omdat het een oppervlaktebehandelingHet beïnvloedt alleen de externe laag van een gereedschap.
Dit type harding maakt gebruik van het principe van elektromagnetische inductie: door een geleidend materiaal (een spoel) in een sterk wisselend magnetisch veld te plaatsen, wordt het gereedschap verhit tot een hoge temperatuur en vervolgens snel afgekoeld door een stroom koelmiddel.
Inductieharden creëert zeer harde oppervlakken die bestand zijn tegen slijtage en vermoeiing zonder de taaiheid van de kern aan te tasten.
KERNVERHARDING:
Sommige afkantpersen gereedschapfabrikanten kernharding gebruiken om een consistente hardheid te verkrijgen voor het hele gereedschap, met lagere waarden voor het oppervlak, dat meestal onder slijtage lijdt.
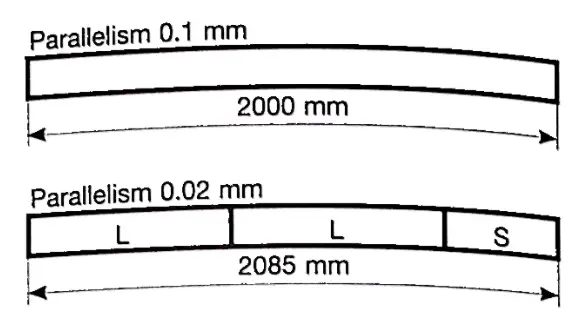
Vroeger werden kantpersgereedschappen geproduceerd uit één stuk dat even lang was als de kantpers of het te buigen profiel. Deze stalen gereedschappen werden geschaafd, omdat ze door het harden en slijpen vervormd zouden zijn vanwege hun lengte. Omdat de gereedschappen niet bewerkt konden worden, was hun nauwkeurigheid vrij laag, ongeveer 0,1 mm per meter.
Met de komst van nieuwe technologieën is de precisie van kantpersgereedschap aanzienlijk verbeterd. Vandaag de dag worden gereedschappen geproduceerd, gehard en bewerkt die een grotere precisie (0,0 mm per tol) kunnen garanderen en betere mechanische eigenschappen hebben dan voorheen. De lengte van kantpersgereedschap varieert afhankelijk van het type, Promecam gereedschap is bijvoorbeeld 835 mm lang.
Het is essentieel dat de gereedschappen de juiste maat hebben en perfect uitwisselbaar en uitgelijnd zijn om te profiteren van de moderne afkantpersen en om hoge kwaliteit en herhaalbaarheid te garanderen.
Dankzij de oppervlakteafwerking die slijpmachines produceren, kunnen moderne kantpersgereedschappen worden gemaakt met een radius in de matrijssnijkant en in de stempelpunt.
Dit maakt het mogelijk om gelijkmatig te buigen zonder het plaatmetaal te markeren en om het exacte contactpunt tussen het gereedschap en het plaatmetaal te kennen. Dit is essentiële informatie voor de pers CNC-systeem voor het automatisch instellen van de buigparameters voor maximale herhaalbaarheid.
Verschillende matrijzen moeten worden gebruikt om verschillende werkstukken te vervaardigen. Om de juiste kantpersmatrijs te kiezen, is het belangrijk om een grondige kennis te hebben van zowel de kantpers als de matrijs. remmachine en de fabricageparameters van de matrijs.
De parameters van de afkantpers zijn onder andere de slag, de werkcapaciteit, het daglicht (open hoogte) en het type middenplaat.
De parameters van de matrijs omvatten het type schacht van de bovenste matrijs (om overeen te komen met de middelste plaat) en de maximale buigkracht.
Afmetingen
De eigenschappen van het te buigen profiel en van de afkantpers zelf hebben een sterke invloed op de vorm van het gereedschap. Daarom zijn er verschillende vormen beschikbaar voor het uitvoeren van verschillende taken.
Vorm
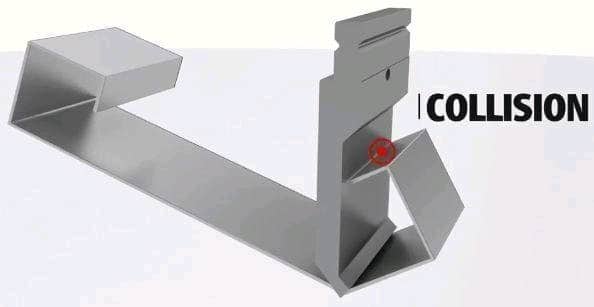
Het is belangrijk om de totale afmetingen van het plaatwerk tijdens het buigen te evalueren om botsingen te voorkomen en het werken op de afkantpers te vergemakkelijken. Er zijn bijvoorbeeld zwanenhalsstempels beschikbaar voor het buigen van U-kanalen en zuilstempels voor het maken van krappe tegenbochten.
Om het meest geschikte gereedschap te kiezen, is het een goed idee om elke buigfase rond het gereedschap te simuleren op een stuk grafiekpapier.
Een ander belangrijk aspect is dat de vorm van het gereedschap de capaciteit van het gereedschap beïnvloedt. Een zwanenhalspons kan bijvoorbeeld minder tonnen aan dan een rechte pons van hetzelfde gereedschapsstaal.
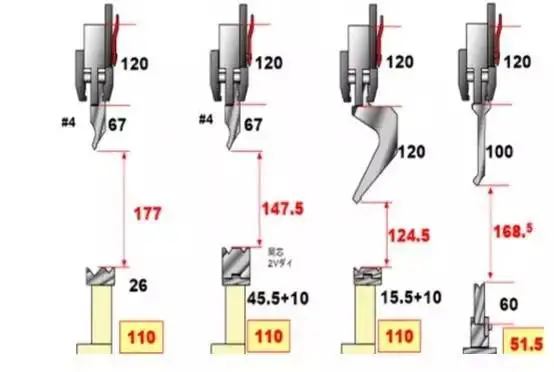
Slag (mm) = daglicht - middelste plaathoogte - bovenste matrijshoogte - onderste matrijshoogte - (onderste matrijshoogte - 0,5V + t)
t = plaatdikte (mm))
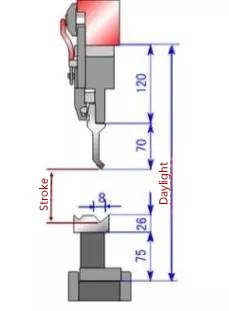
Gegeven: daglicht 370 mm, max. slag 100 mm
Bereik: slag = 370-120-70-75-(26-0,5*8+t) = (83-t)mm
Opmerking: 0,5V < slag < max. slag
Het is belangrijk om op te merken dat ondermallen er zijn in verschillende hoogtes, die worden gebruikt voor verschillende fabricagedoeleinden. Zie dit dus niet over het hoofd bij het kiezen van een basis voor een lagere matrijs.
Verder lezen:
Verschillende combinaties van gereedschappen en matrijzen kunnen verschillende gecombineerde hoogtes produceren voor verschillende productiedoeleinden van onderdelen.
Type bovenste matrijs
De schacht van de bovenmatrijs heeft drie types die passen bij de verschillende middenplaten.
Vorm bovenste matrijs
Standaard bovenmatrijs:
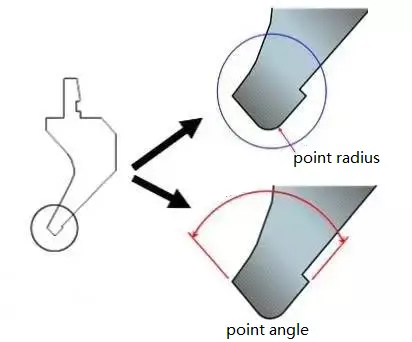
Bovenste matrijspunt straal & tophoek
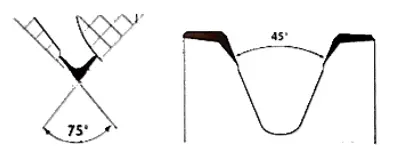
De radius van de ponspunt moet altijd kleiner zijn dan de interne radius die op het profiel geproduceerd moet worden. Als een te kleine radius wordt gebruikt, zal er duidelijk een markering zichtbaar zijn aan de binnenkant van het profiel.
De matrijsradius is het trefpunt tussen het bovenvlak van de matrijs en het schuine oppervlak van de matrijsvertanding. Hoe groter de radius, hoe minder wrijving er is tussen de matrijs en het plaatmetaal tijdens het buigen.

De gebruikelijke radius van de ponspunt is onder andere:
(1)0.2R (2)0.6R (3)0.8R (4)1.5R (5)3.0R
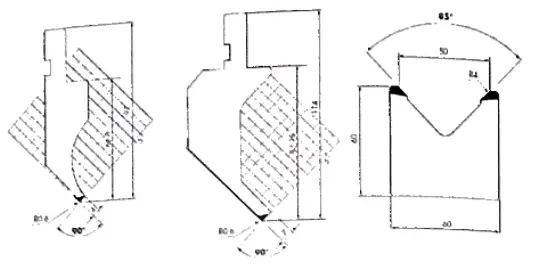
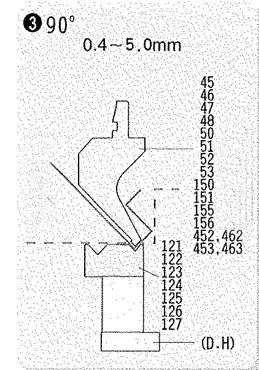
Bij het kiezen van de juiste afkantperspuntradius wordt een afkantperspuntradius van 0,6R aanbevolen voor plaatdiktes van minder dan 3 mm. De standaard hoeken van de bovenste matrijspunt zijn 90°, 88°, 86°, 60°, 45°, 30°, enz.
De tweevlakshoek van de matrijs moet kleiner zijn dan de fabricagehoek. Als bijvoorbeeld de buighoek 90° is, moet een matrijs met een tophoek van 88° worden gekozen.
Hoek:
Standaard gereedschappen hebben hoeken van 26° tot 90° en de keuze van de hoek hangt af van het profiel dat geproduceerd moet worden. Daarom moet een operator gereedschappen kiezen en monteren met een kleinere hoek dan de hoek die geproduceerd moet worden. springrug.
Als een operator bijvoorbeeld roestvast staal moet buigen onder een hoek van 90° met een terugvering van 5°, dan moet hij gereedschappen gebruiken met een hoek van 85° of minder. Zoals we in de volgende hoofdstukken zullen zien, beïnvloedt de keuze van het gereedschap het profiel en in het geval van de matrijzen ook de maximale matrijscapaciteit (hoe kleiner de hoek, hoe lager de capaciteit).
Verder lezen:
Type ondermatrijs
Typisch zijn er twee types lagere matrijzen: enkel V type en dubbel V type.
De matrijs van het enkele V-type heeft een breder toepassingsgebied in vergelijking met de matrijs van het dubbele V-type, en de aparte matrijs wordt vaker gebruikt dan de matrijs met volledige lengte. De keuze van de onderste matrijs hangt af van het specifieke fabricagedoel.
Onderste matrijs V breedte (matrijsopening), V groef hoek
Die vee (V) opening is erg belangrijk voor:
De matrijsbreedte is nuttig om de matrijsgrootte en mogelijke botsing met het plaatmetaal te controleren. Bij tegenbuigingen is de minimaal haalbare tegenbuiging de helft van de matrijsbreedte.
V groef kiezen en plaatdikte (T):
| T | 0.5-2.6 | 3-8 | 9-10 | ≥12 |
| V | 6×T | 8×T | 10×T | 12×T |
| Plaatdikte | ≤0.6 | 1.0 | 1.2 | 1.5 | 2.0 | 2.5 | 3.0 |
| Matrijs breedte | 4 | 6 | 8 | 10 | 12 | 16 | 18 |
Om in speciale gevallen een kleine V matrijs te kiezen voor het buigen, moet de spreiding van elke pons met 0,2 mm worden vergroot.
Verder lezen:
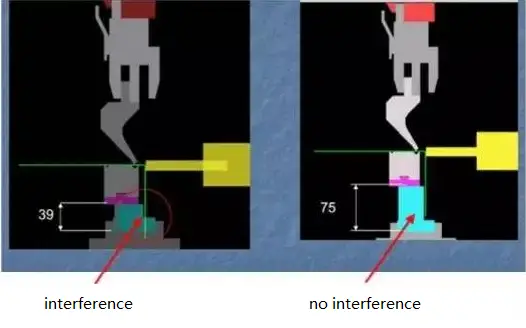
Werkhoogte
De werkhoogte van een gereedschap moet nauwkeurig berekend worden om botsingen tijdens buigbewerkingen te voorkomen. De werkhoogte van een stempel kan als volgt worden berekend:
Totale hoogte - hoogte tang;
terwijl de nuttige hoogte van de matrijs gelijk is aan de totale gereedschapshoogte.
Bij het kiezen van gereedschap is het belangrijk om te controleren of de slag van de afkantpers lang genoeg is en of het daglicht groter is dan de som van ponshoogte + matrijshoogte + plaatdikte.

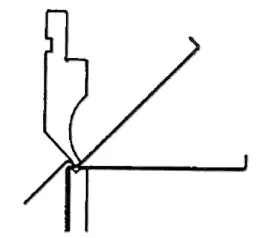
Normaal gesproken min. buigformaat:
- L-type: sleufbreedte/2 + plaatdikte
- Z-type: sleufbreedte/2 + plaatdikte * 2
Referentiewaarde:
| Plaatdikte | ≤0.6 | 1.0 | 1.2 | 1.5 | 2.0 | 2.5 | 3.0 |
| L-type | 4.0 | 4.5 | 5.0 | 6.0 | 8.0 | 10.5 | 12.0 |
| Z-type | 5.0 | 5.5 | 6.0 | 8.0 | 10.0 | 13.0 | 15.0 |
De fabrikant van kantpersmatrijzen is verantwoordelijk voor het produceren van stempels en matrijzen voor kantpersen.
Om kantpersmatrijzen te kopen, is de eenvoudigste methode om een offerte aan te vragen bij de fabrikant van de kantpers.
Meestal heeft de fabrikant van afkantpersen een samenwerkingsverband met de fabrikant van afkantpersen, wat betekent dat de fabrikant van afkantpersen een leverancier is voor de fabriek van afkantpersen.
Verder lezen:
De kosten van kantpersmatrijzen hangen meestal af van verschillende factoren, zoals de marktomstandigheden, de psychologie van de klant, de concurrentie en de status van de fabrikant.
De fabrikant van afkantpersen voert een uitgebreide analyse uit van deze factoren om de kosten van hun stempels en matrijzen te bepalen.
Ze kunnen beginnen met een basisprijs die wordt verhoogd met 10-30% om rekening te houden met de waardebepaling, maar over deze offerte kan worden onderhandeld en de prijs kan worden verlaagd op basis van de specifieke situatie. De uiteindelijke prijs wordt door beide partijen overeengekomen en vastgelegd in het contract.
Er moet worden opgemerkt dat de afgietprijs hoger of lager kan zijn dan de initiële waardering, die alleen de basisproductiekosten schat en geen rekening houdt met bijkomende kosten of winsten.
Het is belangrijk om te weten dat de initiële offerte voor de kantpersmatrijzen niet de definitieve prijs is en alleen dient als schatting voor de ontwikkelingskosten.
Nadat het product met succes is ontwikkeld en winst genereert, wordt de toegevoegde waarde van de matrijsvergoeding geëxtraheerd als compensatie en vormt zo de uiteindelijke matrijsprijs.
Deze prijs kan hoger zijn dan de oorspronkelijke schatting en een hoog rendement hebben, variërend van tientallen tot honderden keren de normale malprijs. Het is echter ook mogelijk dat het rendement nul is.
Het is belangrijk voor de fabrikant om kwaliteit, nauwkeurigheid en levensduur van de kantpersmatrijzen prioriteit te geven boven kosten. Het nastreven van lage prijzen mag niet ten koste gaan van de kwaliteit van het zeer technische product.
Het is de moeite waard om op te merken dat schimmelwaarderingen en -prijzen kunnen variëren tussen bedrijven, regio's en landen als gevolg van factoren zoals apparatuurtechnologie, personeelsconcepten en consumptieniveaus.
In meer ontwikkelde gebieden of grotere, technologisch geavanceerde ondernemingen kan de nadruk liggen op hoge kwaliteit en hoge prijzen, terwijl in gebieden met lagere consumptieniveaus of kleinere ondernemingen de geschatte schimmelprijzen lager kunnen liggen.
Het is ook de moeite waard om te vermelden dat schimmelprijzen in de loop der tijd kunnen veranderen en dat het onmiddellijke effect van schimmelprijzen slecht kan zijn.
Verschillende tijdsvereisten en productiecycli resulteren in verschillende matrijzenprijzen, met verschillende prijzen voor een paar matrijzen op verschillende tijdstippen en verschillende prijzen voor matrijzen met verschillende productiecycli.
Verder lezen:
Klik op onderstaande link om de catalogus met kantpersgereedschap te downloaden:
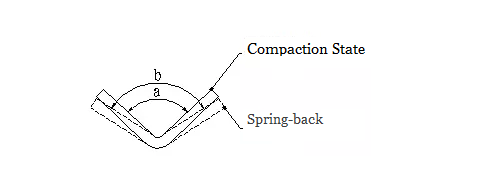
Terugveerhoek Δα=b-a
In de formule:
b-De werkelijke hoek van het werkstuk na terugvering
a-matrijzenhoek
Terugveerhoek voor enkele 90 o vrij buigen
| Staal | r/t | Plaatdikte t (mm) | ||
| <0.8 | 0.8-2 | >2 | ||
| Zacht staal | <1 | 4° | 2° | 0° |
| Messing | 1-5 | 5° | 3° | 1° |
| Aluminium, zink | >5 | 6° | 4° | 2° |
| Medium koolstofstaal σb=400-500MPa | <1 | 5° | 2° | 0° |
| Hard messing σb=350-400MPa | 1-5 | 6° | 3° | 1° |
| Hard brons σb=350-400MPa | >5 | 8° | 5° | 3° |
| Staal met hoog koolstofgehalte σb>550MPa | <1 | 7° | 4° | 2° |
| 1-5 | 9° | 5° | 3° | |
| >5 | 12° | 7° | 6° | |
De factoren die de veerkracht beïnvloeden en de maatregelen om de terugveren:
De terugveerhoek is evenredig met de rekgrens van het materiaal en omgekeerd evenredig met de elasticiteitsmodulus (E).
Om terugvering te verminderen voor plaatmetaal waarvoor hoge precisie vereist is, moet eerst laag koolstofstaal worden overwogen in plaats van hoog koolstofstaal of roestvast staal.
Hoe groter de relatieve buigradius (r/t), hoe kleiner de mate van vervorming en hoe groter de terugkaatshoek (Δα). Dit is een kritisch concept.
Wanneer materiaaleigenschappen toestaan, moet de kleine buigradius worden gekozen om de nauwkeurigheid te vergroten.
Het ontwerp van grote bogen moet tot een minimum worden beperkt, omdat ze een grotere negatieve impact hebben op de productie en de kwaliteitscontrole.

Verder lezen:
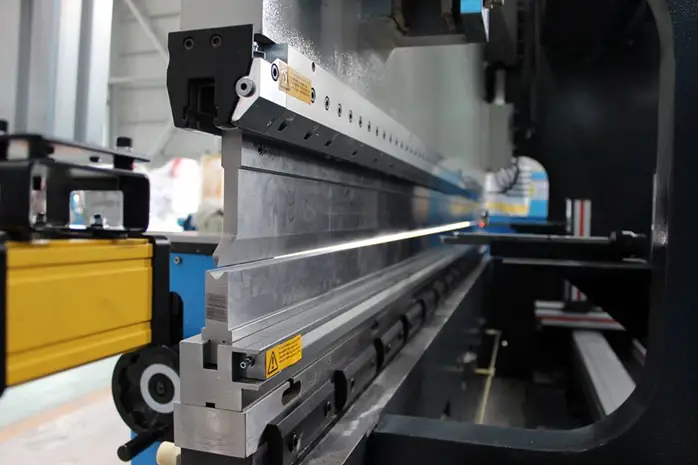
Een afkantpers is een smeedmachine vaak gebruikt in de metaalverwerkende industrie. Het gereedschap voor de kantpers bestaat uit verschillende onderdelen.
Het is absoluut noodzakelijk om de apparatuur voor installatie zorgvuldig te controleren en de instructies strikt op te volgen.
Geef daarnaast prioriteit aan veiligheid tijdens het installatie- en inbedrijfstellingsproces.
Welnu, wat zijn de voorzorgsmaatregelen tijdens de installatie en inbedrijfstelling van kantpersgereedschap?
Afstellen van de afkantpers
Voor de installatie is het belangrijk om de prestaties van de machine zorgvuldig af te stellen met geduld en aandacht voor detail.
Het is ook cruciaal om de machine te inspecteren op stof of ijzerresten en grondig te reinigen om toekomstige problemen te voorkomen.
Ram slaginstelling
Controleer voor de installatie de dikte van de matrijs en controleer of de verhouding tussen de bovenste en onderste matrijs correct is.
Gewoonlijk moet de matrijs worden uitgelijnd op het overgangspunt voor de slaglijn.
Aanpassing slagmodule
Dit is om de bovengrens van de slag correct in te stellen.
Zodra de machinemodule het hoogste niveau bereikt, activeert u de schakelaar en zet u de positie van de ram vast.
Het is ook aan te raden om de afdaling van de module te vertragen om de machine en de matrijzen beter te beschermen.
Gap aanpassing
Het belangrijkste doel is om de afstand tussen de bovenste en onderste module nauwkeurig te meten.
De precieze tussenruimte moet worden bepaald op basis van het materiaal dat gevouwen gaat worden.
Hoekaanpassing
De hoekinstelling is nauw verbonden met het product dat wordt vervaardigd. Typisch voor 90° buigmatrijzen moet de centrale hoek groter zijn dan de hoek tussen de twee zijkanten.
De spanning kan worden aangepast met de schroef.
Het is belangrijk om de juiste druk te garanderen door deze af te stellen volgens de drukmeter om schade aan de matrijs te voorkomen.
Voor degenen die misschien nieuwsgierig zijn naar hoe je kantpersmatrijzen instelt, hangt de methode grotendeels af van de rembekrachtiger wordt gebruikt.
Normaal gesproken worden alleen CNC-besturingen, zoals de Delem DA52's of DA66T besturingen kunnen de matrijzen instellen voor een afkantpers.
De uitlijning van de gereedschappen is essentieel om problemen tijdens het buigen te voorkomen.
De operator moet de gereedschappen monteren, de klemschroeven lichtjes aandraaien, de bovenbalk laten zakken tot de punt van de stempel de bodem van het vee bereikt, de bovenbalk in deze positie houden en dan de klemschroeven volledig aandraaien.
Als de gereedschappen niet uitgelijnd zijn, moet de operator hun positie veranderen. Als het probleem de gereedschappen volgt, waar ze ook geplaatst zijn, meet ze dan en vervang ze indien nodig; als het probleem in dezelfde positie blijft, controleer dan de tussenstukken.

Afhankelijk van het gekozen buigtype kan de operator gereedschappen met verschillende hoeken kiezen.
In dit geval moet hij goed opletten, want als de stempel en matrijs niet goed op elkaar aansluiten, kan het gereedschap breken of vervormen.
De regel die moet worden gevolgd is dat de operator altijd ponsen moet gebruiken met dezelfde of een kleinere hoek dan de matrijsassen.
Om het wisselen van gereedschap te vermijden, gebruiken operators soms stempels met een bredere hoek dan de matrijzen. Deze oplossing kan de matrijs vervormen of beschadigen; bovendien kan het plaatmetaal slecht gemarkeerd worden door de hoge druk die uitgeoefend wordt op het contactpunt tussen de pons en de matrijs.
Deze oplossing kan alleen worden gebruikt als uiterste zorgvuldigheid wordt betracht bij het instellen van de kantpersslag en alleen bij luchtbuighoeken groter dan 90°.
Gereedschapbreuk of -vervorming zijn veel voorkomende problemen wanneer gereedschap met te veel buigkracht wordt gebruikt.
Breuken zijn gemakkelijk te herkennen, maar vervorming is soms niet met het blote oog te zien, maar heeft toch invloed op de buigkwaliteit. Een vermindering in de hoogte van het gereedschap resulteert bijvoorbeeld in een bredere hoek in de bocht.
Veel CNC systemen berekenen de gereedschapscapaciteit automatisch en stoppen de afkantpers als de kracht wordt overschreden, maar andere systemen doen dat niet, zodat operators de maximaal te gebruiken kracht moeten berekenen.
Er moet ook rekening mee worden gehouden dat operators CNC-systemen kunnen omzeilen door onjuiste parameters in te voeren voor de gemonteerde gereedschappen, bijvoorbeeld door de lengte van het plaatmateriaal te vergroten. In dat geval bestaat het risico dat de gereedschappen ernstig beschadigd raken.
In andere gevallen berekent het CNC-systeem een belasting van slechts een paar ton, terwijl die in werkelijkheid veel hoger is, omdat het gewicht van de bovenbalk ook een kracht uitoefent.
Om deze reden, operators afkantpersen moet de maximale buigkracht van elk gereedschap kennen om de levensduur niet te verkorten, meestal 1 miljoen buigingen, en moet zich ervan bewust zijn dat de lengte van het gereedschap dat daadwerkelijk in contact komt met het plaatmetaal de belangrijkste factor is bij het berekenen van de maximale kracht.
Beschouw het volgende voorbeeld om dit concept te verduidelijken:
Zoals je kunt zien is de totale lengte van het gereedschap op de kantpers niet belangrijk, maar alleen het deel dat daadwerkelijk werkt!
Een eenvoudige regel kan helpen: een gereedschap met een maximale capaciteit van 600KN/m kan maximaal 6KN/cm dragen.
Zoals al eerder vermeld, moeten operators er altijd rekening mee houden dat een afkantpers, tenzij hij heel modern is, geneigd is het gewicht van het bovenste gedeelte (ongeveer 10% van de maximale kracht) te gebruiken als deel van de uitgeoefende kracht. als deel van de uitgeoefende kracht.
Deze factor bepaalt de minimale kracht van de afkantpers, die heel belangrijk is om te berekenen om risico's te vermijden bij het buigen van korte profielen.
Om de afkantpers, gereedschappen, tussenstukken of adapters in goede conditie te houden, mogen operators nooit meer dan de maximaal toegestane kracht per meter gebruiken.
Wanneer Promecam tussenschotten op de afkantpers worden gemonteerd, moet de operator de maximumlimiet van 1000 KN per meter in acht nemen en aangezien er 5 tussenschotten per meter worden gemonteerd, is het maximum 200 KN per stuk.
Daarom raden we aan om het gebruik van meer dan 200 KN te vermijden met korte ponssegmenten gemonteerd op één enkel tussenstuk; gebruik indien nodig langere ponsen gemonteerd op meer dan één tussenstuk.
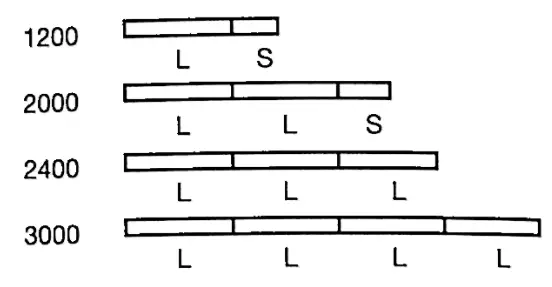
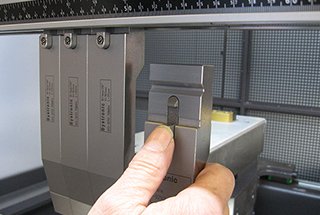
Om specifieke gereedschapslengtes samen te stellen voor specifieke profielen, zijn gereedschappen verkrijgbaar in verschillende maten. Een lang gereedschap kan bijvoorbeeld opgedeeld worden in kleinere segmenten met secties tot 10 mm lengte; de lengte en hoeveelheid van de segmenten hangt af van het gereedschapstype en de fabrikant.
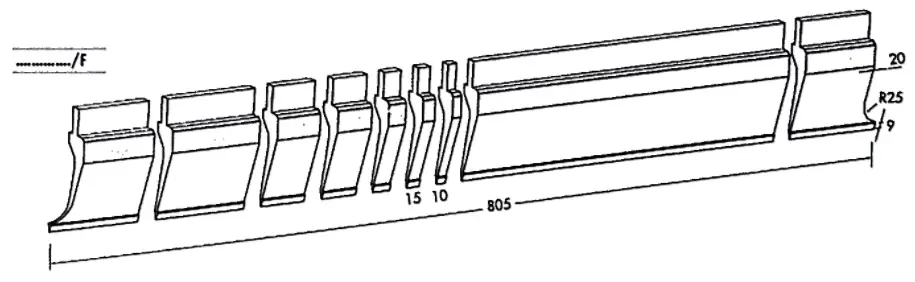
Gewoonlijk worden bij het snijden van een pons ook twee hoornstukken geproduceerd, één links en één rechts. Dit zijn gereedschappen met een punt die langer is dan de tang en ze zijn nuttig voor het buigen van stukken met afmetingen die anders botsingen zouden veroorzaken met het bovenste deel van de pons.
Gedeelde gereedschappen hebben dezelfde eigenschappen als de lange gereedschappen waar ze van afgeleid zijn, met uitzondering van de hoornstukken, die een lagere capaciteit hebben.
Gedeelde gereedschappen worden gebruikt als een specifieke lengte vereist is, zoals in het geval van dozen of voorwerpen waarvan de randen naar boven of naar beneden gebogen zijn en die daarom tegen de gereedschappen zouden botsen als ze niet de juiste lengte hadden.
Om gesegmenteerd gereedschap goed te monteren, moeten de kortste segmenten in de buurt van de klemschroef worden gemonteerd om ze op hun plaats te houden en te voorkomen dat ze naar beneden glijden.
Dit probleem wordt veroorzaakt door een vervorming in de klemmen en kan worden vermeden door een vulring tussen de pons tang en de klem te plaatsen.
Bovendien moeten de kortste segmenten tussen langere gereedschappen worden gemonteerd om te voorkomen dat ze tijdens het buigen verschuiven en er lege ruimten tussen ontstaan, wat de afmetingen en het uiterlijk van het profiel zou kunnen beïnvloeden.
Hydraulische bombeersystemen gemonteerd op de onderbalk kunnen de uitlijning van matrijzen met hoge doorsnede beïnvloeden, vooral in de vezelzone. Om dit probleem te voorkomen, moeten operators kortere matrijzen gebruiken of de cilinderdruk verminderen, waardoor de persarm minder vervormt.
De productienormen voor kantpersgereedschap zijn afhankelijk van het handhaven van nauwkeurigheid en precisie in de hoek. Als er geen rekening wordt gehouden met deze factoren, kan dit leiden tot ondermaatse productieresultaten.
(A) Factoren die de nauwkeurigheid beïnvloeden
(B) Factoren die de nauwkeurigheid van de hoek beïnvloeden
Hoe gebruik je kantpersgereedschap?
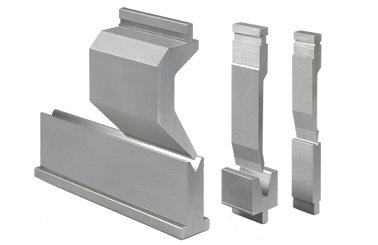
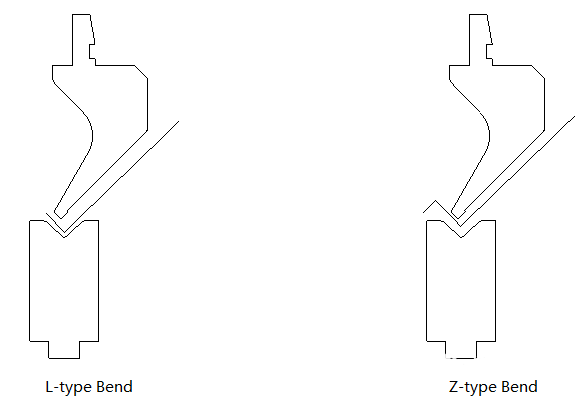
Gereedschap voor kantpersen omvat verschillende vormen, waaronder L-vormen, R-vormen, U-vormen en Z-vormen. De bovenste matrijs van de afkantpers bestaat uit verschillende stempelhoeken waaronder 90°, 88°, 45°, 30°, 20° en 15°.
De lagere matrijs, aan de andere kant, omvat opties zoals dual-V matrijzen en single-V matrijzen met verschillende slotbreedtes variërend van 4V tot 18V.
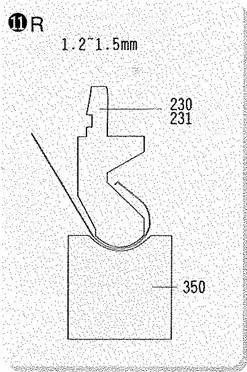
Daarnaast zijn er gespecialiseerde ondermallen zoals de R-ondermallen, scherpe hoek ondermallen en zomen/pletten.
Verder lezen:
Zowel de stempel als de matrijs zijn verkrijgbaar in aparte opties en opties met volledige lengte. De opties met gescheiden bovenmatrijs zijn verkrijgbaar in lengtes van 300 mm, 200 mm, 100 mm, 100 mm, 50 mm, 40 mm, 20 mm, 15 mm en 10 mm, met een gecombineerde lengte van 835 mm.
Op dezelfde manier zijn de opties voor gescheiden ondermatrijzen verkrijgbaar in lengtes van 400 mm, 200 mm, 100 mm, 50 mm, 40 mm, 20 mm, 15 mm en 10 mm, met een totale lengte van 835 mm.
De afkantpers buigen mallen zijn gemaakt van hoogwaardig staal dat een speciale warmtebehandeling heeft ondergaan, waardoor ze hard en duurzaam zijn en bestand zijn tegen hoge druk.
Elke mal heeft echter een limiet op de hoeveelheid druk die hij kan verdragen, uitgedrukt in ton/meter. Het is belangrijk om de juiste lengte van de mal te kiezen op basis van de maximale druk die de mal aankan.
② Om schade aan de matrijs te voorkomen, is het cruciaal om deze uit te lijnen met het originele punt met behulp van de 300 mm boven- en ondermallen.
De bovenste en onderste mal moeten dezelfde hoogte hebben en kunnen niet worden uitgelijnd met kleinere gedeelde mallen. De uitlijning moet ook gebaseerd zijn op de gereguleerde druk in de kantpersmachine.
③ De mallen kunnen alleen worden gebruikt in een kantpersmachine met dezelfde hoogte en kunnen niet worden gebruikt in machines met verschillende hoogtes.
④ Bij het bedienen van de kantpersgereedschappen is het belangrijk om de juiste bovenmatrijs en ondermatrijs te kiezen op basis van de hardheid, dikte en lengte van het plaatmateriaal.
De sleufbreedte van de onderste matrijs moet 5-6 keer de dikte van de metalen plaat zijn en moet langer zijn dan het plaatmetaal.
Hoe harder en dikker het plaatmateriaal, hoe breder de sleuf van de onderste matrijs moet zijn.
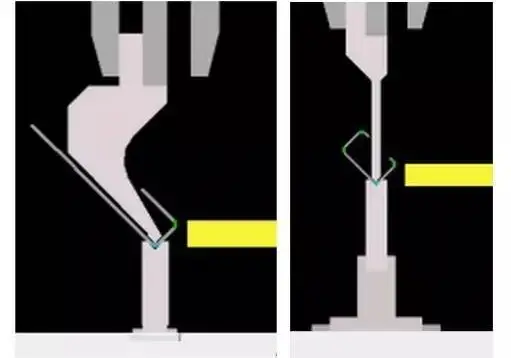
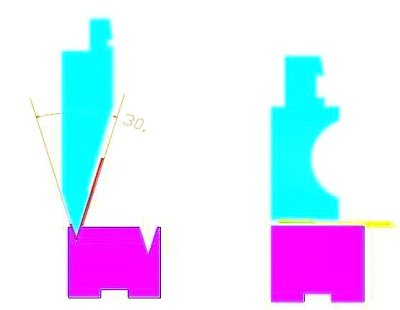
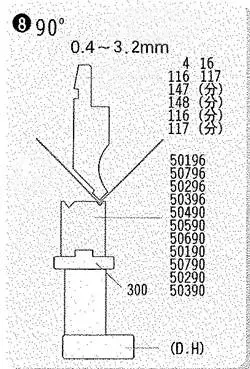
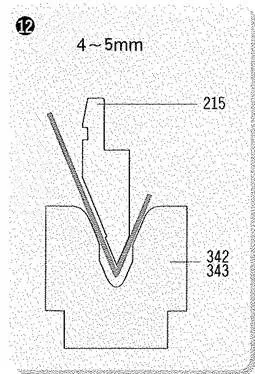
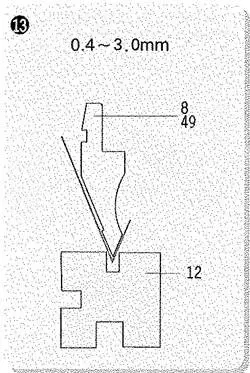
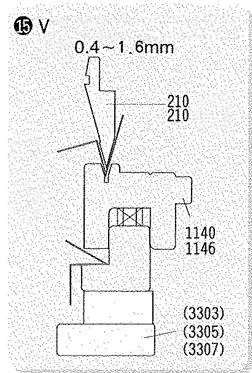
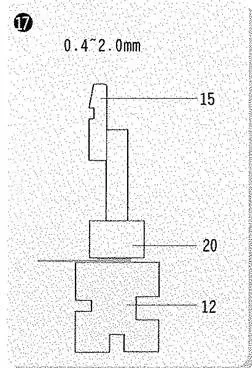
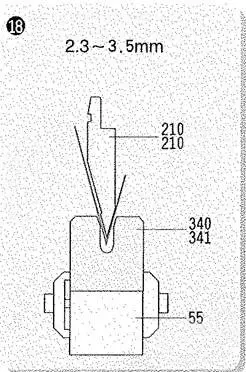
⑤ Bij het buigen in een scherpe hoek of een dode hoek moet een pons van 30° worden gebruikt. De scherpe hoek moet eerst gebogen worden, gevolgd door het afvlakken.
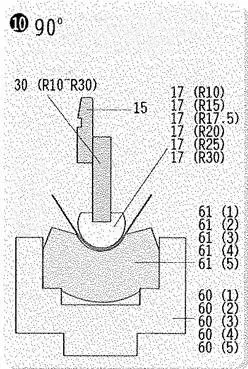
Als je een R-hoek buigt, moet je een R-pons en Rmatrijs kiezen.

⑥ Bij het buigen van lange stukken kun je het beste geen gesegmenteerde mallen gebruiken om inkepingen bij de verbindingspunten te voorkomen.
In plaats daarvan wordt aanbevolen om een V-matrijs met één sleuf te gebruiken, omdat de buitenhoek "R" van een V-matrijs met één sleuf groter is en daarom minder snel buiginkepingen zal veroorzaken.
⑦ Bij het kiezen van de bovenstempel is het belangrijk om rekening te houden met het type matrijs en de parameters en vervolgens de juiste stempel te bepalen op basis van de gewenste productvorm.
⑧ Het wordt niet aanbevolen om afkantpersen te gebruiken voor het buigen van harde of te dikke materialen zoals stalen staven of cilindrische producten.
Bestuurders van afkantpersen moeten oplettend en geconcentreerd werken.
Nadat de boven- en ondermatrijs van de afkantpers zijn uitgelijnd, is het belangrijk om ze stevig te vergrendelen om te voorkomen dat de stempel valt en letsel of schade aan de matrijs veroorzaakt.
Zorg ervoor dat u de druk geleidelijk opvoert tijdens de werking, zonder de aanbevolen druklimieten te overschrijden, en dat u het scherm controleert op eventuele veranderingen in de gegevens.
⑩ Na het gereedmaken van het kantpersgereedschap moeten de matrijzen teruggebracht worden naar de matrijzenkast of opslagruimte van de kantpers, gelabeld en op de juiste manier georganiseerd.
Regelmatig reinigen van de matrijzen om stof te verwijderen is noodzakelijk, en het aanbrengen van roestwerende olie kan roest helpen voorkomen en de precisie van het gereedschap behouden.

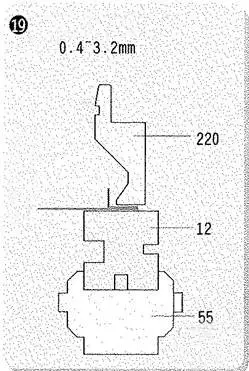
Voor U-buigen moet altijd een zwanenhalsmatrijs worden gebruikt, waarvan we momenteel drie maten hebben: klein, middelgroot en groot.
U-buigingsmaatbereik

Opmerking: A-maat is exclusief plaatdikte
Verder lezen:
De kast is handig om de kantpersstempels en matrijzen in op te bergen.









Verder lezen:
Zeer nauwkeurig kantpersgereedschap is een cruciaal onderdeel van de plaatbewerking systeem.
Er zijn echter aanzienlijke verschillen in de levensduur en precisie van buigmatrijzen tussen fabrikanten, door verschillen in apparatuur, materialen en technologie die gebruikt wordt tijdens het productieproces.
Om plaatverwerkers een leidraad te bieden bij het selecteren van buigmatrijzen, geeft deze analyse een korte uitleg over relevante aspecten van de productie van buigmatrijzen.
De plaatverwerkende industrie is een cruciaal onderdeel van de machinefabricage-industrie en buigen is een veelvoorkomend en essentieel proces in de plaatvervaardiging.
Om de kwaliteit en productie-efficiëntie van onderdelen te verbeteren, is het belangrijk om een hoogwaardige buigmatrijs te kiezen.
Wat is dan de sleutel tot een goede kwaliteit van de buigmatrijzen in het productieproces?
De status van gereedschap voor de afkantpers
Momenteel worden plaatbewerkers geconfronteerd met verschillende uitdagingen als het gaat om kantpersgereedschap:
(1) Er is een aanzienlijke discrepantie in vergelijking met buigmatrijzen gemaakt in Europa, met een ongelijke verdeling van matrijsmerken, onstabiele matrijskwaliteit en slechte precisie.
(2) De kosten voor het gebruik van geïmporteerde buigmatrijzen zijn hoog en de levertijd is lang.
(3) De communicatiekanalen met matrijsfabrikanten voor niet-standaard matrijzen zijn beperkt en de responstijden zijn traag.
(4) Het ontbreken van een gestandaardiseerde matrijzenindustrie betekent dat fabrikanten elkaars matrijzen niet kunnen gebruiken, waardoor plaatbewerkers beperkte opties hebben om buigapparatuur alleen bij fabrikanten van afkantpersen te kopen.
Materialen
Voor afkantpersen is het ideale materiaal 42CrMo van gerenommeerde staalbedrijven.
Dit materiaal heeft uitzonderlijke mechanische eigenschappen, waaronder hoge sterkte en hardbaarheid, uitstekende taaiheid, minimale vervorming tijdens afschrikken en hoge kruipsterkte en blijvende sterkte bij hoge temperaturen.
Hoewel er ook T7A- en T8A-materialen op de markt zijn, hebben deze een zachte gereedschapskern en zijn ze gevoeliger voor vervorming door de geringe diepte van de afschriklaag.
Sommige fabrikanten kiezen echter goedkopere materialen vanwege de kosten.
Warmtebehandeling
Het warmtebehandelingsproces is cruciaal voor het verkrijgen van een gekwalificeerde en uniforme hardheid voor de buigmatrijs.
De gewenste hardheid voor de buigmatrijs moet 47±2HRC zijn, wat betekent dat de hardheid op elke positie van de matrijs binnen het bereik van 45-49HRC moet liggen en dat de diepte van de hardheidslaag meer dan 10 mm moet zijn.
Het warmtebehandelingsproces kan als volgt worden beschreven:
Eerst wordt de hijsring na het ruw frezen op het eindvlak van de blanco mal gelast en vervolgens wordt hij in een verwarmingsoven geplaatst tot hij een temperatuur van 880℃ bereikt.
De mal wordt dan ontladen, afgekoeld in olie, gecontroleerd op vervorming, gecorrigeerd door middel van koude correctie, getemperd en getest op hardheid.
De tempereertijd varieert afhankelijk van de partij mallen. Na deze stappen heeft de onbewerkte mal zijn warmtebehandelingsproces ondergaan.
De bovenstaande stappen hebben verschillende belangrijke punten om rekening mee te houden:
Door de onregelmatige geometrie van de buigmatrijs gebeurt het koelen met verschillende snelheden, wat leidt tot aanzienlijke vervorming en gebrek aan controle.
Om vervorming van de mal effectief te minimaliseren, mogen alleen methoden voor zwevende verbranding en zwevende koeling worden gebruikt.
In het verwarmings- en koelproces wordt de hijsring eerst aan de buigmatrijs gelast voordat hij in de verwarmingsoven wordt geplaatst.
Als de mal echter te zwaar is, kunnen de hijsring en de mal breken bij een temperatuur van 880 °C.
Om ervoor te zorgen dat de matrijs de warmtebehandeling kan weerstaan, eist de fabriek van de buigmatrijs dat buigmatrijzen met kantpersen worden geproduceerd met een standaardlengte van 835 mm.
Als er defecten optreden tijdens het warmtebehandelingsproces, wordt de levensduur van de mal sterk verkort.
Nadat de mal uit de olieoven is gehaald, kan de onregelmatige vorm oncontroleerbare vervormingen veroorzaken.
Om dit probleem aan te pakken, moet elke matrijs gecontroleerd worden op vervorming en als de vervorming te groot is, moet de matrijs koud gecorrigeerd worden.
Sommige fabrikanten gebruiken verouderde methoden, zoals het branden met een vlammenpistool, om vervorming te corrigeren, wat kan leiden tot plaatselijke verweking en veiligheidsrisico's met zich meebrengt tijdens het gebruik.
Om een lange levensduur van de buigmatrijs te garanderen, is een strikte controle van het warmtebehandelingsproces noodzakelijk.
Als een roestvrij staalplaat met een dikte van 2,0 mm (inclusief 2,0 mm) of een koude plaat van minder dan 3,0 mm (inclusief 3,0 mm) wordt gebogen met behulp van een ondermatrijs met een V-opening van 6-8 keer de dikte, kan de R-hoek van de buigrand 2 miljoen buigingen weerstaan (berekend op basis van 200.000 buigingen per jaar gedurende 10 jaar) met een slijtage van de snijkant van minder dan 0,03 mm.
Hoewel lagere prijzen kosteneffectiever lijken, is het belangrijk om rekening te houden met het aantal toepassingen.
Alleen professionele warmtebehandelingstechnieken en hoogwaardige materialen kunnen de duurzaamheid van de buigmatrijs garanderen. Op de lange termijn zijn de lagere kosten het misschien niet waard.
Verder lezen:
Precisie CNC vormslijpen
Het materiaal van de matrijs en de warmtebehandeling die in de eerste twee punten zijn besproken, zijn voornamelijk gericht op de levensduur van de buigmatrijs.
De verwerkingsmethode van de snijkant en de V-groef zijn echter belangrijke processen om de precisie van de matrijs te garanderen.
Er zijn twee methoden beschikbaar: traditioneel slijpen en CNC-precisieslijpen.
Traditioneel slijpen is sterk afhankelijk van menselijke tussenkomst tijdens het hele proces, terwijl CNC slijpen volledig gecontroleerd wordt door apparatuur en de CNC besturing.
Dit verschil in consistentie en stabiliteit is een belangrijke factor die bijdraagt aan het ontbreken van een industriestandaard voor buigmatrijzen.
Elke fabrikant produceert matrijzen volgens zijn eigen specificaties, waardoor het voor plaatbewerkers moeilijk is om de beste matrijs voor hun behoeften te kiezen.
Als er een uniforme maatnorm zou zijn, zouden gebruikers meer vrijheid hebben bij het kiezen van een fabrikant.
De meest voorkomende lengtes kantpersen zijn 835 mm, 500 mm en 515 mm.
Hoewel nauwkeurigheid altijd een prioriteit moet zijn, kan een lichtgewicht matrijs de productie-efficiëntie verbeteren en de werkdruk van het productiepersoneel verlagen.
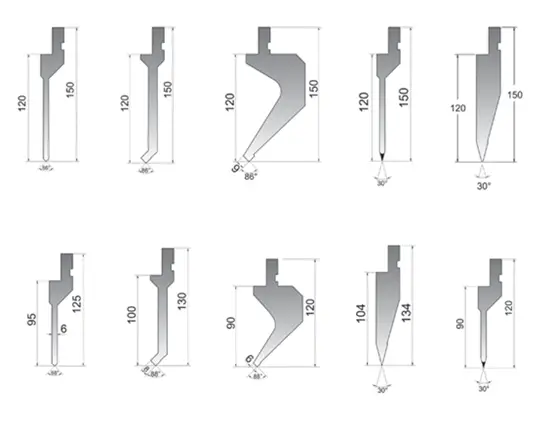
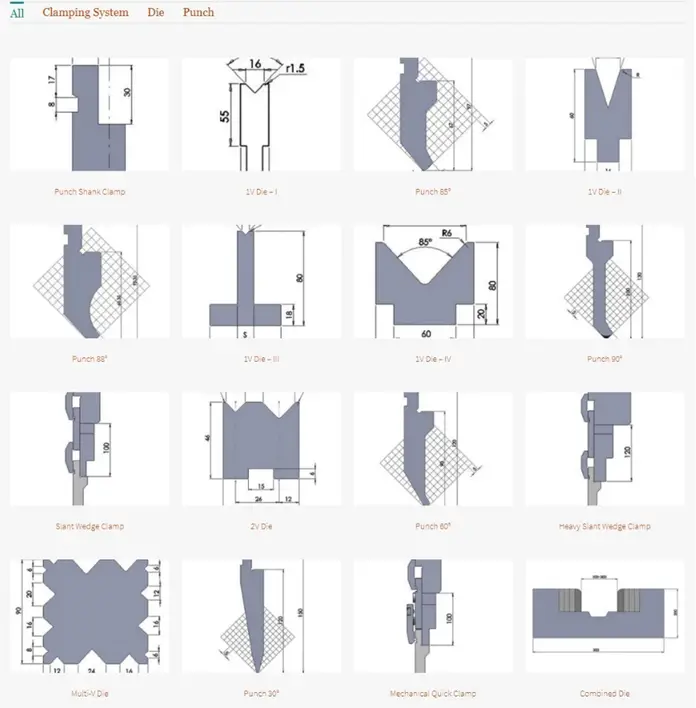
Fig.1 Veelgebruikte bovenstempel.

Fig.2 Verschillende V-sleufverhoudingen voor de onderste matrijs
Wanneer je een scherpe pons gebruikt, is het belangrijk om te letten op de openingshoek van zowel de bovenste als de onderste pons.
De hoek van de bovenste matrijs moet kleiner zijn dan of gelijk aan de openingshoek van de onderste matrijs, anders kan de onderste matrijs beschadigd raken en een potentieel gevaar vormen.
Herzien:
De werkspecificatie voor het gebruik van de vlakdrukmatrijs voor het buigen van het werkstuk in niet-vlakdruk toestand is als volgt: De standaard vlakdrukmatrijs heeft een lengte van 835 mm x 3 = 2505 mm, zoals getoond in afbeelding 1.

Figuur 1
1) Wanneer de buiglengte van het werkstuk L<835mm:
Verkeerde manier:
Plaats het werkstuk tussen de twee onderste matrijzen, zoals getoond in Figuur 2:

Figuur 2
De juiste aanpak:
Plaats het werkstuk in het midden van een gesegmenteerde ondermatrijs, zoals getoond in Afbeelding 3:

Figuur 3
2) Wanneer de buiglengte van het werkstuk 835≤L<1670mm is:
Verkeerde manier:
Plaats het werkstuk in het midden of aan de andere kant van de hele matrijs, zoals weergegeven in afbeelding 4 en 5.

Figuren 4

Figuren 5
De juiste aanpak:
Plaats het werkstuk in het midden van de twee onderste matrijzen, zoals getoond in Afbeelding 6:
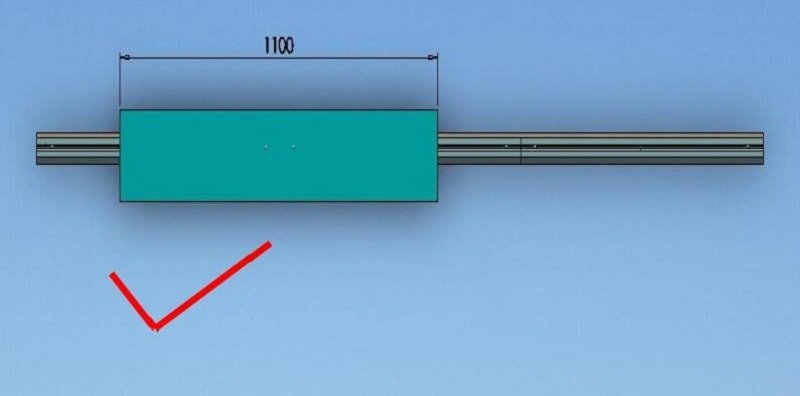
Figuur 6
3) Wanneer de buiglengte van het werkstuk 1670≤L≤2505mm
Verkeerde manier:
Plaats het werkstuk aan de andere kant van de volledige mal, zoals getoond in Figuur 7:

Figuur 7
De juiste aanpak:
Plaats het werkstuk in het midden van de mal, zoals getoond in Figuur 8:

Figuur 8
Opmerking:
Om de levensduur van de mal te verlengen, is het belangrijk om de juiste bedieningsinstructies te volgen zoals hierboven beschreven.
Verkeerd gebruik van de dichtdrukmatrijs kan leiden tot defecten aan de terughaalveer, breuk van de stelschroef van de geleider en zelfs schade aan de dichtdrukmatrijs zelf.
De buigmatrijs, als centraal onderdeel van de afkantpers, heeft een directe invloed op het uiterlijk, de nauwkeurigheid, de productiekosten, de efficiëntie, de kwaliteitsstabiliteit en de veiligheid van de operator tijdens het buigproces.
Voor onderdelen met stabiele bestelhoeveelheden en grote batches in de samplefase moet vooraf een analyse van de procesmogelijkheden worden uitgevoerd.
Complexe structuren vereisen verschillende matrijsstructuren en -vormen, wat leidt tot lange verwerkingstijden en een verstoring van het productieritme.
Om obstakels voor massaproductie uit de weg te ruimen, moeten structuren in een vroeg stadium worden gescreend en moeten mallen redelijk op elkaar worden afgestemd.
Onderdelen van klein formaat die moeilijk te controleren en te lokaliseren zijn, met verwerkingsrisico's en een lage efficiëntie in grote enkelvoudige batches, kunnen worden verbeterd door speciale vormmatrijzen op maat te maken in de afkantpers voor procesoptimalisatie.
De special aanpassen vormmatrijs in de afkantpers voor procesoptimalisatie biedt verschillende voordelen ten opzichte van de eerdere verwerking van harde matrijzen door persmachines.
De speciale vormmatrijs op de buigmachine is flexibeler in termen van matrijzenwissel, debugging en verwerking en heeft een hoger rendement op investering voor de matrijs.
Dit leidt tot een verbeterde productie-efficiëntie, een stabielere productkwaliteit en vermijdt effectief de veiligheidsrisico's die gepaard gaan met onderdelen van kleine afmetingen in de buigproces.
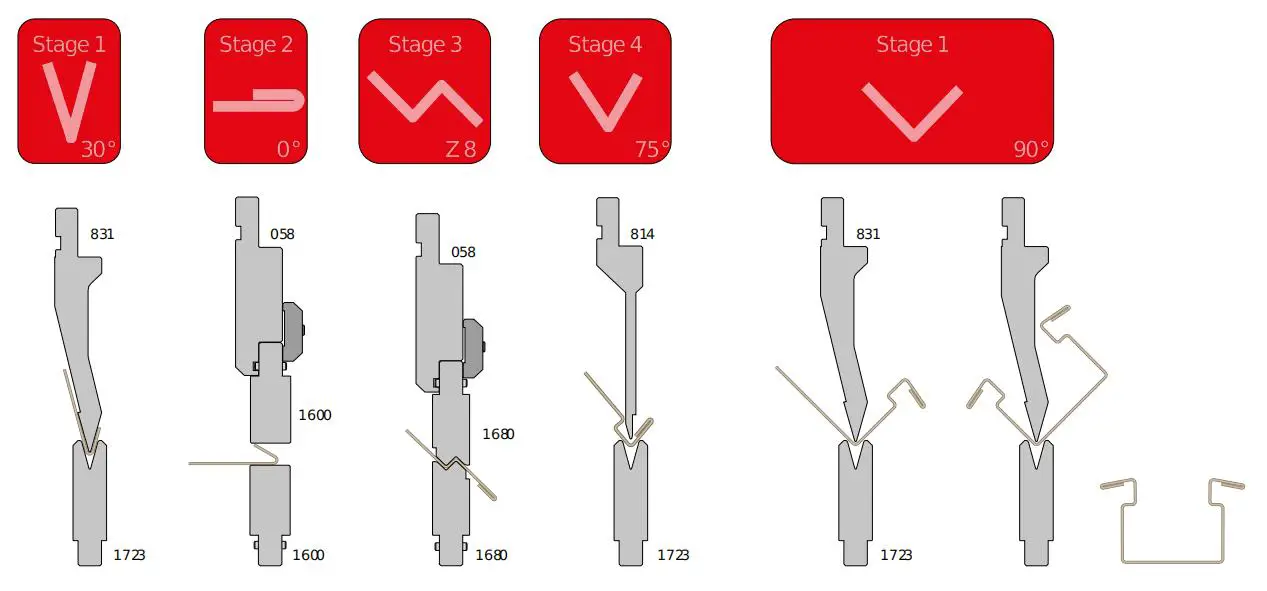
De volgende casestudies tonen de recente verbeteringen in de procesmogelijkheden van de werkplaats door het op maat maken van speciale vormmatrijzen in afkantpersen voor een efficiënte productie.
Geval 1
Aan het begin van het project zijn de normale enkele...Trap buigen werd gebruikt en voor het eindproduct waren drie vouwen nodig, zoals te zien is in figuur 1.

Fig. 1 Enkelvoudig buigen vóór verbetering
Door de kleine afmetingen van het werkstuk en de aanwezigheid van twee buigkanten is het contactgebied tussen het referentievlak en de achterpositionering beperkt, waardoor het een uitdaging is om het werkstuk stevig te positioneren.
Dit leidt tot een lage buigefficiëntie, problemen bij het handhaven van de buignauwkeurigheid en potentiële veiligheidsrisico's tijdens het verwerkingsproces. Het resultaat is dat er slechts 1000 stuks in één run worden geproduceerd.
Om het productieschema te halen, is het vaak nodig om meerdere afkantpersen tegelijk te bedienen.
Om het proces te verbeteren, werd een aangepaste vormmatrijs gemaakt op basis van het aantal herhalingsorders.
Als gevolg van de verbetering is het proces nu geschikt voor de gelijktijdige verwerking van 6 buigkanten en 2 producten, zoals getoond in Figuur 2.

Fig. 2 Eénstaps verwerking van aangepaste speciale vormmatrijs na verbetering
Het gebruik van de vormmatrijs garandeert de nauwkeurigheid van de onderdelen en verbetert de buigefficiëntie aanzienlijk. Het elimineert de risico's die gepaard gaan met het eenstaps buigproces van de originele kleine onderdelen.
Hierdoor is het niet langer nodig om de originele hoge-precisie opwaarts bewegende afkantpers te gebruiken.
In plaats daarvan kan de oudere naar beneden bewegende afkantpers worden gebruikt, wat helpt om de afkantpersen in de productielijn te verdelen en productiecapaciteit vrij te maken.
Geval 2
Zoals te zien is in Fig. 3, moet het werkstuk vier keer gebogen en gekanteld worden met strikte tolerantievereisten.
De centrum afstand en vlakheid van het eindproduct niet aan de normen voldoen, wat leidt tot een hoog percentage van de eerste afval van het monster.
Er is een aanzienlijk potentieel voor verbetering van zowel de productie-efficiëntie als de productkwaliteit.

Fig. 3 Buiging vóór verbetering
Vanwege de hoge eisen die worden gesteld aan het uiterlijk van het product, is het gebruik van microverbindingen na continu vouwen geen haalbare optie.
Om aan deze eisen te voldoen, werd een op maat gemaakte matrijs gemaakt voor omvormen in één stap.
Het resultaat is dat het proces nu vier eindproducten met in totaal 16 bochten in één cyclus kan voltooien, zoals weergegeven in afbeelding 4.

Fig. 4 Eénstaps omvormproces met aangepast speciaal omvormgereedschap na verbetering
Het gebruik van de op maat gemaakte vormmatrijs heeft geleid tot een zesvoudige toename in efficiëntie vergeleken met de vorige methode.
Deze aanpak zorgt ervoor dat het werkstuk voldoet aan de tolerantievereisten die op de tekening staan, terwijl de nauwkeurigheid en vlakheid behouden blijven, waardoor de productkwaliteit stabiel blijft.
Geval 3
Het buigoppervlak van het werkstuk dat is afgebeeld in Fig. 5 is slechts 8 mm breed en heeft een symmetrisch ontwerp. De twee afgeschuinde buigranden aan de wortel maken het echter gevoelig voor uitrekken en doorbuigen.
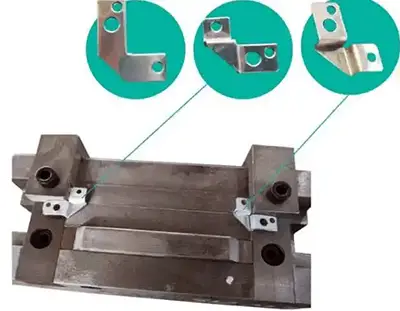
Fig. 5 Aangepaste speciale vormmatrijs voor verwerking
Aanvankelijk was het werkstuk door zijn kleine afmetingen moeilijk te hanteren en moesten de operators hun handschoenen uittrekken om het te positioneren.
Dit resulteerde in een lage productie-efficiëntie en vormde een ernstig veiligheidsrisico tijdens het productieproces.
Om deze problemen aan te pakken creëerde het projectteam een op maat gemaakte vormmatrijs om het proces te verbeteren.
De verbetering bestond uit het gebruik van haakse kanten voor de positionering, waardoor de gelijktijdige productie van 2 stukken (8 bochten) mogelijk werd.
Dit resulteerde in een verbeterde precisie en stabiliteit van de onderdelen, evenals een aanzienlijke verhoging van de productie-efficiëntie, waardoor potentiële veiligheidsrisico's in het verwerkingsproces werden geëlimineerd.
Geval 4
Boxproducten zijn in hoge mate aanpasbaar en verkrijgbaar in verschillende maten. Tijdens het buigproces moeten operators de voor- en achterkant vier keer buigen.
Om vervorming na het lassen tot een minimum te beperken, worden grote constructies vaak ontworpen als geïntegreerde structuren, wat leidt tot een hoge arbeidsintensiviteit voor werknemers.
Ondanks de hoge mate van maatwerk zijn de buigstructuur en de afmetingen consistent. Om deze uitdagingen het hoofd te bieden, werd een op maat gemaakte vormmatrijs gemaakt voor de verwerking.
Het oorspronkelijke buigproces van 12 stappen voor de doos werd vereenvoudigd tot 4 stappen, waarbij drie bochten in één stap werden gevormd.
Door het gebruik van de omvormmatrijs hoeft het hele proces niet meer gedraaid te worden, zoals te zien is in Figuur 6, waardoor de buigefficiëntie sterk verbetert.

Fig. 6 Het hele proces hoeft niet te worden omgegooid na verbetering
Door een roterend platform te gebruiken voor de verwerking, wordt de arbeidsintensiteit van operators effectief verminderd en wordt de nauwkeurigheid van het lassen gegarandeerd.
De uitvoering van de omvormmatrijs heeft bepaalde beperkingen waarmee rekening moet worden gehouden in combinatie met de buigstructuur van het product en duurzame orderondersteuning.
Om de productie te optimaliseren wordt het concept van snelle matrijswissel toegepast op veelvoorkomende structurele werkstukken.
Dit maakt snel sterven mogelijk klemmingDit vermindert de tijd die nodig is voor het vervangen van matrijzen en het opsporen van fouten, maximaliseert de operationele tijd en minimaliseert machinestilstand, afval door het omzetten van halffabricaten en andere activiteiten die geen toegevoegde waarde hebben.
Bij het bestellen van de matrijs tijdens de samplefase moeten ingenieurs dit concept in overweging nemen om mogelijke uitdagingen te vermijden, zoals herhaaldelijk laden en lossen, aanpassen van de matrijs, hanteren, opslag van halffabricaten en tolerantieproblemen die het gevolg kunnen zijn van opeenstapelende factoren tijdens de daadwerkelijke productie.
Om efficiënt te kunnen produceren kan het gebruik van concentrische mallen van gelijke hoogte voor het gelijktijdig opspannen van meerdere structuurmallen overwogen worden, zoals getoond in Figuur 7.

Fig. 7 Concentrische contourmatrijs
Gezien het stabiele ordervolume en de complexe structuur van de werkstukken vereenvoudigt de op maat gemaakte speciale contourmatrijs het oorspronkelijke stanswisselproces van vier stappen tot één stap om het eindproduct te voltooien.
Bovendien zijn er vier soorten matrijzenzoals scherpe hoek, afplatting, segmentdifferentiatie en rechte ponsen, zijn beschikbaar om het eindproduct in één stap te produceren, zoals getoond in Figuur 8.

Fig. 8 Speciale contourmatrijs
Het verbeteren van de buigefficiëntie is een langdurige, veelomvattende en voortdurende inspanning.
Door gebruik te maken van goedkope oplossingen, zoals buigvormen, is het mogelijk om de output te verdubbelen terwijl de input wordt gehalveerd, waardoor het potentieel van bestaande apparatuur wordt gemaximaliseerd.
De integratie van zeer efficiënte matrijzensets en ondersteunende software kan de output en efficiëntie van het buigproces aanzienlijk verbeteren.
Hieronder volgt een korte samenvatting om operators en productontwerpers te helpen bij het kiezen van de meest geschikte kantpersgereedschappen:
1. Keuze van buigtype en beoordeling van gereedschapshoek (buigingshoek - terugvering)
2. SSpecificatie van de matrijsbreedte (V = t × 8)
3. Controleer de minimale binnenrand (controleer de tekeningen en gebruik de buigliniaal met eventuele correctiefactoren)
4. Controleer de inwendige straal (controleer de tekeningen en gebruik de buigliniaal met eventuele correctiefactoren).
5. Controleer de vereiste kracht (KN/m × profiellengte).
6. Keuze van een dobbelsteen (V, α, vorm, capaciteit)
7. Keuze van een pons (punthoek<diehoek, capaciteit, vorm, pons R = interne R × 2/3)
8. Controle van de remkracht
9. Berekening van plaatontwikkeling met werkelijke radii geproduceerd door geselecteerd gereedschap
10. Definitie van de buigvolgorde
11. Controleer op mogelijke botsingen (kies indien nodig gereedschap met een andere vorm)
Als je overweegt om een of meerdere sets kantpersmatrijzen aan te schaffen, kun je vandaag nog contact met ons opnemen voor een GRATIS offerte.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











