
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Heb je je ooit afgevraagd hoe een eenvoudige plaat metaal verandert in complexe vormen? Deze blogpost duikt in de fascinerende wereld van kantpersen en buigmatrijzen. Ontdek de soorten bovenstempels en hun unieke toepassingen, en leer hoe ze nauwkeurige buigingen mogelijk maken. Maak je klaar om de geheimen achter het buigen van metaal te ontdekken!

Korte introductie:
Buigen is het proces waarbij een plaat wordt gebogen met behulp van een afkantpers en een buigmatrijs.
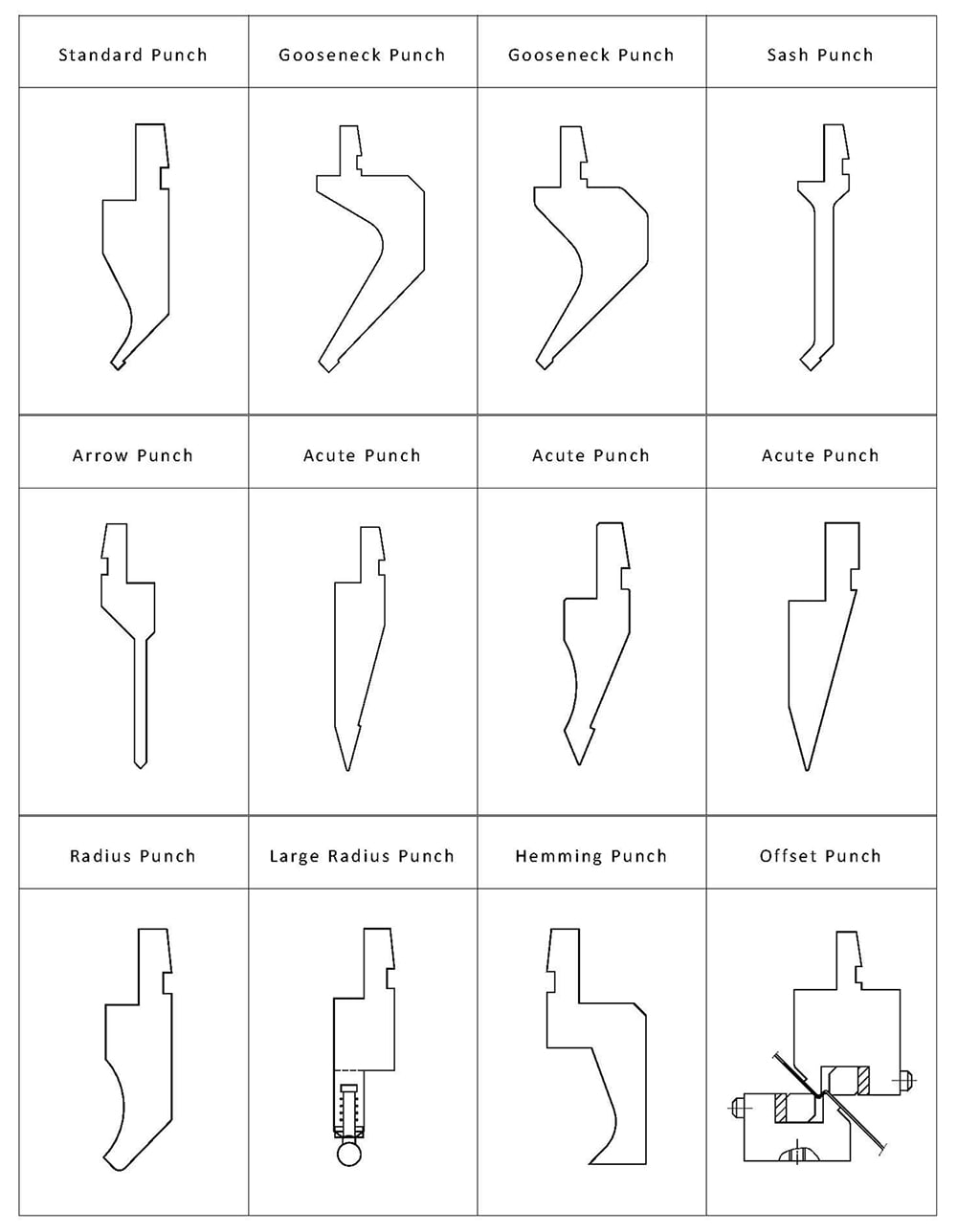
Buigmatrijzen, ook wel kantpersstempels of bladen genoemd, zijn onderverdeeld in bovenstempels en ondermatrijzen.
De top punch wordt ook wel een klapmes genoemd.
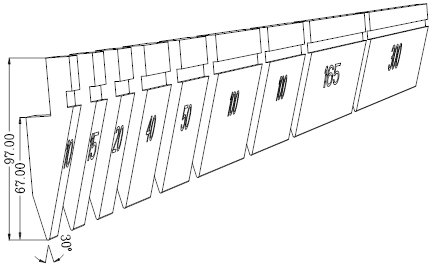
De specifieke indeling van de bovenste en onderste matrijs wordt getoond in Figuur 1.
Een gedeelde lengte: 10,15,20,40,50,100 (rechter hoorn),100 (linker hoorn),200,300;
B splitlengte: 10,15,20,40,50,100(rechter hoorn),100(linker hoorn),165,300;
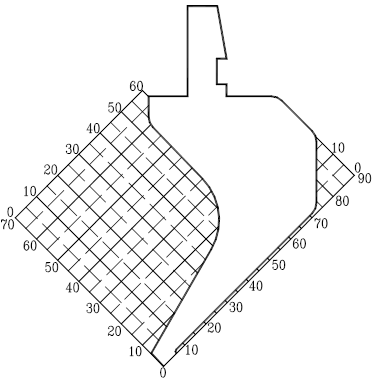
01) Standaard zwanenhals
| Drukbestendige waarde (volledige lengte) | 20TON/M | Materiaal | 42CrMo | Warmtebehandeling | HRC47±2 |
| Drukbestendige waarde (gescheiden) | 11TON/M | Tip Straal | 0.2R | ||
Coordinaat grafiek(1:1):
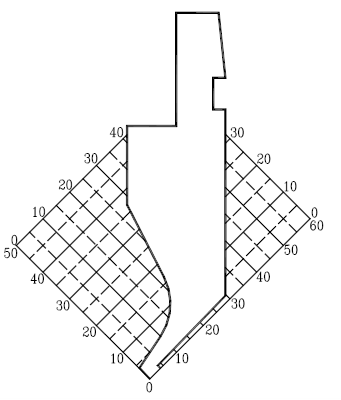
Verwerkingseigenschappen:
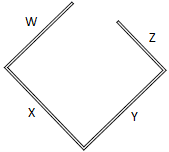
1. De toepassing van de standaard pons bij het buigen is voornamelijk het vermijden van de W-richting en de buigdiagram is als volgt:

2. X-richting: wanneer Xmin>4mm, kan het worden gebogen (wanneer de grootte in de W-richting is vereist)
3. Y-richting: wanneer 0<Y<30mm, kan de Z-richting niet worden vermeden. Wanneer Y≧30mm, Z=Y-300
Gesplitste grafiek: B splitsing

 Hoorn
Hoorn
02) Zwanenhals
| Drukbestendige waarde (volledige lengte) | 50TON/M | Materiaal | 42CrMo | Warmtebehandeling | HRC47±2 |
| Drukbestendige waarde (gescheiden) | 45TON/M | Tip Straal | 0.2R | ||
Coordinaat grafiek(1:2)

Verwerkingseigenschappen:
1. De toepassing van de zwanenhalsstempel bij het buigen is voornamelijk het vermijden van de W-richting en de buigdiagram is als volgt:

2. X-richting: wanneer Xmin>9mm, kan het worden gebogen (wanneer de grootte in de W-richting vereist is)
3. Y-richting: wanneer 0<Y<85mm, kan de Z-richting niet worden vermeden. Wanneer Y-85mm, Z=Y-85
Gesplitste grafiek: A gesplitst

 Hoorn
Hoorn
03) Zwanenhals
| Drukbestendige waarde (volledige lengte) | 50TON/M | Materiaal | 42CrMo | Warmtebehandeling | HRC47±2 |
| Drukbestendige waarde (gescheiden) | 30TON/M | Tip Straal | 0.2R | ||
Coordinaat grafiek (0.8:1)
Verwerkingseigenschappen:
1. De toepassing van de zwanenhalsstempel bij het buigen is voornamelijk het vermijden van de W-richting, en het buigdiagram ziet er als volgt uit:

2. X-richting: wanneer Xmin>6mm, kan het worden gebogen (wanneer de grootte in de W-richting is vereist)
3. Y-richting: Wanneer 0<Y<75mm, kan de Z-richting niet worden vermeden. Wanneer Y≧75mm, Z=Y-75
Gesplitste grafiek: A gesplitst

 Hoorn
Hoorn
01) Sash Punch
| Drukbestendige waarde (volledige lengte) | 30TON/M | Materiaal | 42CrMo | Warmtebehandeling | HRC47±2 |
| Drukbestendige waarde (gescheiden) | 15TON/M | Tip Straal | 0.2R | ||
Coördinatengrafiek (0,8:1)
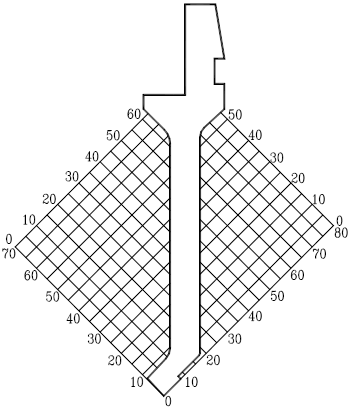
Verwerkingseigenschappen:
Geschikt voor het buigen van symmetrische producten. Zowel de voorste als achterste richtingen kunnen worden vermeden.
Wanneer Xmin>10mm, kunnen W en X richting in verhouding toenemen.
Wanneer 0<Y<20mm, Z=0.
Wanneer Y>20mm, kunnen Y- en Z-richtingen proportioneel toenemen.
De buigbare lengte in de W-richting is groter dan de buigbare lengte in de Z-richting.
Gesplitste grafiek: B splitsing

 Hoorn
Hoorn
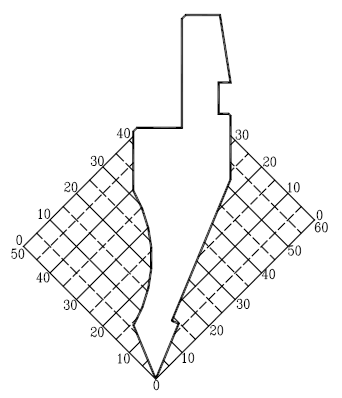
02) Pijlstoot
| Drukbestendige waarde (volledige lengte) | 50TON/M | Materiaal | 42CrMo | Warmtebehandeling | HRC47±2 |
| Drukbestendige waarde (gescheiden) | 12TON/M | Tip Straal | 0.2R | ||
Coördinatengrafiek (0,8:1)
Verwerkingseigenschappen:
1. Geschikt voor het buigen van symmetrische producten, zowel de voorste als de achterste richting kunnen worden vermeden en de buigopening kan zo klein zijn als 6 mm.
2. Wanneer X<50mm, Y<50mm, kunnen W en X richting in verhouding toenemen.
Gesplitste grafiek: Een splitsing
![]()
![]() Hoorn
Hoorn
03) Scherpe stoot
| Drukbestendige waarde (volledige lengte) | 100TON/M | Materiaal | AM87 | Warmtebehandeling | HRC47±2 |
| Drukbestendige waarde (gescheiden) | 20TON/M | Tip Straal | 0.65R | ||
Coördinatengrafiek (0,8:1)

Verwerkingseigenschappen:
1. Het toepassingsgebied ligt tussen 30 ° en 180 °.
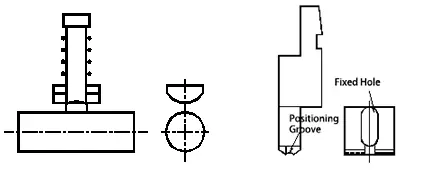
2. Gebruik een kleine hoek van de punt van het gereedschap om het tapgat en andere te vermijden werkstukken te ontwijken.

3. Het wordt gebruikt voor diep buigen en de insteekdiepte is geschikt voor buighoek zoals weergegeven in de volgende afbeelding:

Gesplitste grafiek: B splitsing

 Hoorn
Hoorn
04) Scherpe stoot
| Drukbestendige waarde (volledige lengte) | 60TON/M | Materiaal | AM87 | Warmtebehandeling | HRC47±2 | |
| Drukbestendige waarde (gescheiden) | 30TON/M | Tip Straal | 0.37R | |||
Coördinatengrafiek (1:1)
Verwerkingseigenschappen:
1. Geschikt voor hoeken tussen 45° en 180°

2. Gebruik een kleine hoek van de punt van het gereedschap om het tapgat en andere te vermijden werkstukken te ontwijken.

Gesplitste grafiek:Een splitsing

 Hoorn
Hoorn
05) Scherpe stoot
| Drukbestendige waarde (volledige lengte) | 100TON/M | Materiaal | AM87 | Warmtebehandeling | HRC47±2 |
| Drukbestendige waarde (gescheiden) | 30TON/M | Tip Straal | 0.52R | ||
Coördinatengrafiek (1:1)

Verwerkingseigenschappen:
1. Het toepassingsgebied ligt tussen 30 ° en 180 °.
2. Gebruik een kleine hoek van de punt van het gereedschap om het tapgat te vermijden

3. Voor diepbuigen is de insteekdiepte van toepassing op de buighoek zoals hieronder aangegeven

Gesplitste grafiek: B splitsing
 Hoorn
Hoorn
01) Straal Stoot
| Drukbestendige waarde (volledige lengte) | 45TON/M | Materiaal | 42CrMo | Warmtebehandeling | HRC47±2 |
| Drukbestendige waarde (gescheiden) | 45TON/M | Tip Straal | 1.5R,3.0R | ||
Coördinatengrafiek (1:1)

Verwerkingseigenschappen:
1. R straal is 1,5,3,0
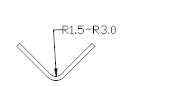
2. Radiusponsen worden vaak gebruikt als bochten voor de bovenkap
3. Soms gebruikt voor het vormen van het werkstuk met een kleine hoek.
Gesplitste grafiek: Een gesplitste


02) Grote straal Punch
| Drukbestendige waarde (volledige lengte) | 45TON/M | Materiaal | 42CrMo | Warmtebehandeling | HRC47±2 |
| Drukbestendige waarde (gescheiden) | 45TON/M | Tip Straal | 3.0R,4.0R5.0R,6.0R,8.0R,10.0R | ||
Grafiek (1:1)

Verwerkingseigenschappen:
1. Deze pons met grote radius wordt voornamelijk gebruikt voor het buigen van de binnenste booghoek van R, en de straal van de booghoek is R3~R10.
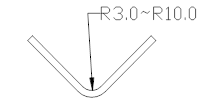
2. De radiusstempel wordt gekoppeld aan de overeenkomstige V groef
Combinatie grafiek:
01) Randenponsen
| Drukbestendige waarde (volledige lengte) | 100TON/M | Materiaal | 42CrMo | Warmtebehandeling | HRC47±2 |
| Drukbestendige waarde (gescheiden) | Tip Straal |
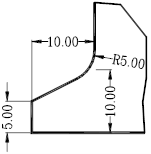
Grafiek (1:1)
Verwerkingseigenschappen:
1. De figuur toont de vorm van het product na het buigen en platdrukken. Alle vergelijkbare vormen kunnen worden gebogen. Het moet worden gebruikt met boven- en ondermallen van 30°.

2. Kan ook worden gebruikt voor persen, klinken, vormen, enz.
Gesplitste grafiek:

02) Offset Punch
| Drukbestendige waarde (volledige lengte) | / | Materiaal | 42CrMo | Warmtebehandeling | HRC47±2 |
| Drukbestendige waarde (gescheiden) | / | Tip Straal | / | ||
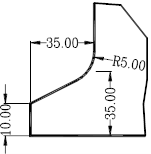
Grafiek (1:1)

Verwerkingseigenschappen:
1. Gebruikt voor Z buigen die niet kan worden gevouwen door gewone afkantpers sterft.
H=1~10mm

2. De vorm van het buigproduct is zoals in de figuur rechtsboven, meestal genoemd Z buigen of offset.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











