
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Stel je een machine voor die metaal met precisie en efficiëntie vormt en ruwe platen omvormt tot ingewikkelde componenten. Dit artikel onderzoekt de afkantpers, een essentieel gereedschap in de metaalbewerking, en onthult hoe het hydraulische systeem zorgt voor foutloos buigen. Leer hoe deze technologie de productkwaliteit verbetert en de productieproductiviteit verhoogt.

De afkantpers is een veelgebruikte buigmachine die hydraulische efficiëntie heeft bereikt. Als kritisch apparaat voor plaatbewerking is het onvervangbaar en speelt het een beslissende rol in het bepalen van productkwaliteit, verwerkingsefficiëntie en precisie.
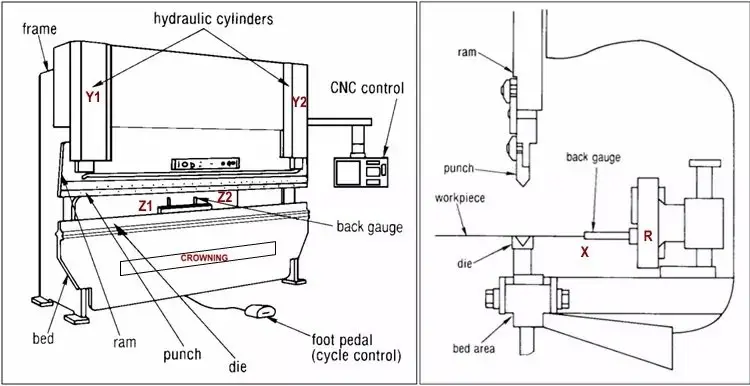
Doorgaans is de afkantpers een bovenzuigerpersmachine die bestaat uit verschillende onderdelen, waaronder een frame, schuifblok, hydraulisch systeem, voorlaadrek, achteraanslag, matrijs en elektrisch systeem, zoals afgebeeld in Figuur 1.

Het hydraulische systeem van een kantpers werkt door verticale neerwaartse druk te vormen met behulp van twee parallel werkende hydraulische cilinders. Deze druk drijft de matrijs op de buigbalk aan, waardoor het buigen kan worden voltooid. buigproces.
Het hydraulische besturingssysteem, dat fungeert als het "brein" van de afkantpers, is verantwoordelijk voor het regelen van de gesynchroniseerde werking van het buigproces en de positionering van de hydraulische cilinders tijdens volledige belasting van de afkantpersmachine.
In dit artikel zullen we de werking van de pers onderzoeken hydraulisch remsysteem.
Voor elke buigbeweging omvat het typische buigproces van de bovenste buigbalk:
De motor draait in de richting die wordt aangegeven door de pijl van de pomp, met de wijzers van de klok mee, waardoor de axiale plunjerpomp wordt aangedreven. De olie wordt vervolgens afgevoerd door de pijpleiding en in de klepplaat en elektromagnetische overloopklep voordat deze terugkeert naar de tank. Wanneer klep nummer 19 gesloten is, wordt de olie in de onderste holte van cilinder nummer 20 in een vaste positie gehouden.

De snelle neerwaartse beweging van de kantpers wordt gegenereerd door de buigbalk, het eigengewicht van de accessoires en de druk van de olie. Tijdens dit proces heeft de hydraulische cilinder geen stangholte door de vulklep en de tegendruk die door de stangholte wordt geproduceerd, zorgt ervoor dat de olievloeistof snel terugstroomt.
De snelle voorwaartse beweging begint bij het bovenste dode punt en na een korte periode van vertraging vertraagt de ram op een specifieke afstand van het midden van de ram. buigplaat. De daalsnelheid van de ram wordt geregeld door klep nummer 18 en de snelle daling wordt geïnitieerd door de werking van de elektromagneten nr. 9 YV1, nr. 24 YV6, nr. 13 YV4 en nr. 17 YV5.
De olie in de onderste kamer van cilinder 20 komt de tank binnen via kleppen 19, 18 en 17, terwijl de olie in de bovenste kamer van dezelfde cilinder wordt ingespoten via klep 21. Wanneer de ram de eindschakelaar bereikt, beginnen elektromagneten nr. 9 YV1, nr. 8 YV2, nr. 11 YV3, nr. 13 YV4 en nr. 24 YV6 te werken, waardoor de ram overgaat op zijn werksnelheid.
Als de ram niet synchroon loopt, zal klep nummer 15 dit automatisch corrigeren. De valpositie van het schuifblok wordt beperkt door het mechanische blok in de cilinder.

De buigfase begint met de drukopbouw van de niet-bar holte.
De buigsnelheid wordt beperkt door de hoeveelheid olie die door de oliepomp wordt toegevoerd. Aan de andere kant kan de snelheid worden aangepast door de richtklep van de proportionele klep.
Tegelijkertijd regelt de richtingsklep ook de synchrone werking van de buigbalk en de positionering van het onderste dode punt.
De buigkracht wordt begrensd door de proportionele overdrukklep om de druk van de pomp te beperken.
De corresponderende waarden voor snelheid, synchronisatie, positionering en druk zijn allemaal afkomstig van de CNC.
De pedaalschakelaar of -knop regelt de werktijd van de elektromagneet, waaronder No.9 YV1Nr.8 YV2Nr.11 YV3Nr.13 YV4 en nr. 24 YV6die de schuifafstand realiseert wanneer het schuifblok valt.
De snelheid van het zakken van de schuif wordt geregeld door klep 16.
De ram wordt bediend door No.11 YV3 en nr. 24 YV6.
De lengte van de werktijd van dezelfde elektromagneet kan de bewegende afstand van de ram realiseren.
De drukontlasting van de no-bar cavity begint wanneer het de bodem van het dode punt bereikt, of na een korte wachttijd, waardoor het materiaal voldoende tijd krijgt om zich te vormen en de maatnauwkeurigheid van de onderdelen verbetert. Het vasthouden en ontlasten van de druk wordt uitgevoerd door de proportionele richtklep, die wordt geregeld door de numerieke besturing.
In een poging om de verwerkingsefficiëntie te verbeteren, moet de tijd die nodig is voor drukontlasting geminimaliseerd worden. Om echter te voorkomen dat het ontlasten gevolgen heeft voor het hele systeem, moet de ontlaadtijd zo veel mogelijk worden verlengd. Met andere woorden, de drukontlastingscurve moet zo vloeiend mogelijk zijn, zodat steile dalingen worden vermeden.
De optimalisatie van het hele proces wordt bereikt door het gebruik van de proportionele richtklep.

De pompstroom en de hydraulische cilinder hebben een drukgebied in de barholte, wat bepalend is voor de maximale retoursnelheid, die meestal dicht bij de snelste snelheid ligt. Het retourproces vereist een synchrone werking, beginnend met de drukverlaging van de barholte en eindigend bij het bovenste dode punt.
Op het moment van terugkeer is het noodzakelijk om de druk van elektromagneet nr. 8 YV2 gedurende 2 seconden te resetten, waarna de elektromagneten nr. 11 YV3 en nr. 24 YV6 beginnen te werken en het glijblok begint terug te keren met een constante snelheid.
Klep nr. 6 en nr. 11, respectievelijk het hogedrukoverstroomventiel en het elektromagnetische overstroomventiel, zijn primair verantwoordelijk voor het handhaven van het nominale vermogen van de afkantpers. Ondertussen regelt klep nr. 14 de retourkracht van de machine om schade door overbelasting te voorkomen.
De druk in het hydraulische systeem kan worden gecontroleerd via manometer nr. 7. De stikstofdruk in accumulator nr. 10 regelt voornamelijk de druk die nodig is voor de werking van kleppen nr. 19 en nr. 21.
Elke slag van de afkantpers is onderverdeeld in drie werkomstandigheden, namelijk:
Er zijn drie specifieke punten die de begin- en eindpositie van elke werkconditie bepalen, namelijk:
Dienovereenkomstig beweegt de ram met drie snelheden, namelijk:
In een cyclus van een afkantpers beweegt de ram vanaf het bovenste dode punt tot het snelheidswisselpunt snel omlaag bij onbelaste snelheid.
Vanaf het snelheidswisselpunt tot aan het onderste dode punt beweegt de ram omlaag met de werksnelheid, en het buigen van het werkstuk wordt tijdens deze fase voltooid.
Van het onderste dode punt naar het bovenste dode punt beweegt de ram omhoog met de retoursnelheid, waardoor één cyclus van de machine voltooid is.
De drie snelheden en de posities van de drie specifieke punten kunnen worden aangepast via het numerieke besturingssysteem.
Voor een elektrohydraulische synchrone CNC afkantpersmachine is er een bepaald punt dat bekend staat als de klemming punt, dat overeenkomt met het bovenste oppervlak van de plaat op de onderste matrijs. Het werkstuk wordt gebogen vanaf dit punt, dat automatisch wordt berekend door het numerieke besturingssysteem.
De hydraulische transmissie Het gebruikte medium is hydraulische olie en de kwaliteit ervan heeft een directe invloed op de prestaties en levensduur van de machine. Met name de elektrohydraulische synchrone CNC Afkantpers De machine is uitgerust met een proportioneel servoventiel, waardoor de eisen voor de hydraulische olie strenger zijn dan bij andere buigmachines.
Gebruikers wordt geadviseerd om de hydraulische olie ten minste eenmaal per jaar te filteren.

De Torsion Shaft Forced Synchronization Control Technology wordt gebruikt bij de bediening van de ram van een buigmachine.
De synchrone as bevindt zich op het linker- en rechterpaneel van het frame en is via een drijfstang verbonden met de ram.
Als tijdens het gebruik het ene uiteinde van de ram sneller beweegt, drijft de ram de zwenkarm van de synchrone as aan om deze door de verbindingsstang te verdraaien. De stijfheid van de synchrone as genereert een omgekeerde kracht die de snelheid van de ram vermindert, zodat de rammen (Y1, Y2) synchroon lopen en parallel blijven aan de werktafel.
De nauwkeurige positionering van de ram wordt bereikt door de Rigid Positioning Control Technology van het ingebouwde mechanische blok. Er zijn mechanische stops in de linker en rechter oliecilinders, die de neerwaartse beweging van de zuigerstang stoppen nadat deze in contact komt met het vasthoudvlak van de mechanische stop, waardoor de eindslagpositie van de oliecilinder wordt geregeld.
De mechanische aanslagen van de linker en rechter oliecilinders worden synchroon ingesteld via de verbindingsstang om de relatieve parallelle stand van de rammen (Y1, Y2) ten opzichte van de werktafel te regelen.
De afkantpers maakt gebruik van twee oliecilinders om de ram op en neer te bewegen, waardoor de afkantpers wordt voltooid. buigproces. De synchronisatie van de twee cilinders en de nauwkeurige positionering van het onderste dode punt zijn cruciaal.
De Electro-Hydraulic Servo CNC Press Brake Machine regelt nauwkeurig de synchronisatie van de twee oliecilinders en de nauwkeurige positionering van het onderste dode punt door de CNC-systeem. Dit resulteert in een soepele beweging van de ram en een nauwkeurige positionering op het onderste dode punt.
De positie van de ram wordt in real-time gedetecteerd door linialen die aan beide zijden van de machine zijn geïnstalleerd en teruggekoppeld naar het CNC-systeem. Het numerieke besturingssysteem vergelijkt de feedbackgegevens van de twee linialen en past de proportionele servoklep in de synchrone klepgroepen aan, waarbij de openingsgrootte van de klep en de olie-inlaat van de oliecilinder worden geregeld om de werking van de ram binnen een aanvaardbaar foutbereik te houden. Dit zorgt ervoor dat de rammen (Y1, Y2) synchroon lopen en een parallelle toestand met de werktafel behouden.
Het numerieke besturingssysteem vergelijkt ook de feedbackgegevens van de liniaal met het onderste dode punt dat door het systeem is ingesteld om te bevestigen dat het onderste dode punt is bereikt.
De afkantpers maakt gebruik van een volledig elektrohydraulisch systeem met gesloten lus. servobesturing technologie voor de synchrone besturing, waarbij het positiesignaal van de ram door de linialen aan beide zijden wordt teruggekoppeld naar het numerieke besturingssysteem. Het numerieke besturingssysteem regelt vervolgens de openingsgrootte van de synchroonklep en past de olie-inlaat van de oliecilinder aan, zodat de rammen (Y1, Y2) synchroon lopen en parallel blijven aan de werktafel.

Synchroon schema van elektro hydraulische synchrone CNC hydraulische pers remmachine
Als er aan beide zijden van de ram een positioneringsfout optreedt, stuurt het numerieke besturingssysteem correctie-instructies naar de twee synchrone kleppen om de parallelle stand van de ram ten opzichte van de werktafel te handhaven.
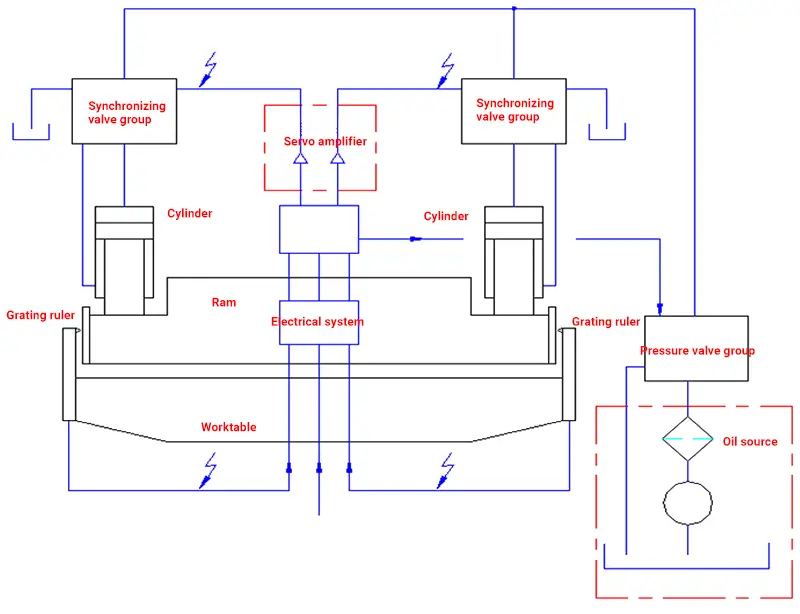
Het diagram toont de onderdelen van het synchrone systeem van de afkantpers, dat voornamelijk bestaat uit hydraulische oliebesturing en elektrische signaaloverdracht.
De drukolie wordt geregeld door de twee synchrone klepgroepen en gaat de twee oliecilinders in om de gesynchroniseerde beweging van de ram aan te drijven. De positie van de rambeweging wordt in real-time gedetecteerd door linialen aan beide zijden en teruggekoppeld naar het CNC-systeem.
Het CNC-systeem analyseert en berekent de gegevens en bestuurt de twee synchrone klepgroepen via de servoversterker. Het feedbacksignaal van de spoelpositie van de proportionele servoklep wordt ook ontvangen en geanalyseerd, waardoor een dynamische gesloten regelkring ontstaat.
Tijdens de beweging van de ram stelt het numerieke besturingssysteem de parameters in volgens het programma, met behulp van de liniaal en het feedbacksignaal van de spoelpositie van de proportionele servoklep om de synchrone klepgroep dynamisch te besturen en een gesynchroniseerde werking en nauwkeurige positionering van het onderste dode punt te bereiken.
Daarom bestaat het synchrone besturingssysteem van de elektro-hydraulische synchrone CNC afkantpersmachine voornamelijk uit het CNC systeem, een liniaal en een proportionele klep.

Zoals hierboven getoond, is het buigprincipe van de elektro-hydraulische synchrone afkantpers vergelijkbaar met dat van een gewone afkantpers, die de volgende functies heeft buighoek door de persdiepte van de plaat in de onderste matrijsmonding aan te passen via de bovenste pons, of door het werkstuk in dezelfde hoek als de matrijs te drukken.
Het enige verschil is de besturingsmodus van de ram, die wordt bestuurd door het numerieke besturingssysteem via de elektrohydraulische proportionele klep en de feedback van de traliemeetlat. Dit vormt een volledig gesloten digitale regelmodus voor de buigdiepte.
Het verschil tussen twee soorten synchrone modus van kantpersmachine
De standaard afkantpers vertrouwt op de torsiebuis om ervoor te zorgen dat de ram synchroon beweegt, terwijl de synchronisatie van de elektro-hydraulische afkantpers wordt bereikt door de balans in het hydraulische oliecircuit.
Het is vermeldenswaard dat de torsieas kantpers werkt met open-loop regeling, terwijl de elektro-hydraulische kantpers werkt met gesloten-loop regeling.
Elektrohydraulisch synchroon afkantpers machine heeft de volgende duidelijke voordelen

Het volledig gesloten besturingssysteem in de elektrohydraulische afkantpers maakt continue bewaking en regeling van de cilinderslag mogelijk. Zodra de cilinder begint te kantelen, geeft het systeem onmiddellijk opdrachten op basis van de aflezingen van de weegschalen aan weerszijden van de cilinder, die de proportionele kleppen aanzetten tot aanpassingen om de cilinders synchroon te houden.
In de elektrohydraulische afkantpers is het mogelijk om één cilinder op volle belasting te laten werken, terwijl de andere op nuldruk werkt in een toestand van drukontlasting.
Bovendien kan de ram dankzij het elektrohydraulische synchronisatiesysteem onder verschillende hoeken worden gekanteld, waardoor het mogelijk wordt om werkstukken onder verschillende hoeken te buigen, wat niet mogelijk is met traditionele afkantpersen.
De druk in het elektrohydraulische synchrone systeem wordt in elke bedrijfsomstandigheid automatisch geregeld door de proportionele drukklep op basis van de systeemparameters.
Dit systeem kan ook soepel overschakelen van een hoge naar een lage snelheid, de hydraulische impact verminderen en de stabiliteit van het systeem verbeteren.
De nauwkeurige regeling van de cilinderpositie in de elektrohydraulische afkantpers maakt het mogelijk om dezelfde matrijs onder verschillende hoeken te buigen, waardoor het een zeer flexibel machinegereedschap is.
Bovendien vermindert de automatische besturing van het hele proces fouten veroorzaakt door menselijke factoren en kan elke werkconditie worden aangepast en gecorrigeerd via CNC-parameters.
Concluderend kan worden gesteld dat de elektrohydraulische afkantpers de productie-efficiëntie verbetert, de nauwkeurigheid van de onderdelen verhoogt en de machine verandert in een gereedschap dat werkt voor de operator.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











