
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Heb je je ooit afgevraagd hoe een afkantpers metalen platen met precisie buigt? In dit artikel onderzoeken we de wetenschap achter het berekenen van de indringdiepte van de stempel in de matrijs. Leer hoe factoren zoals buighoek, plaatdikte en matrijsopening het proces beïnvloeden. Aan het einde begrijp je de belangrijkste elementen die zorgen voor nauwkeurige en consistente buigingen.
Hoe bereken je de buigdiepte (of de indringdiepte van de stempel in de matrijs) op een afkantpers met een gegeven buighoek, gemeten hoek, plaatdikte en matrijsopening?
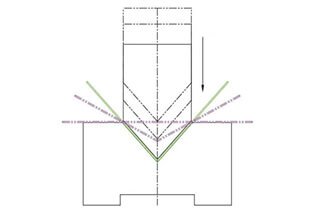
De indringdiepte van de pons in de matrijs van de afkantpers wordt berekend en geregeld wanneer de plaat onder een bepaalde hoek wordt gebogen door luchtbuigen op de afkantpers.
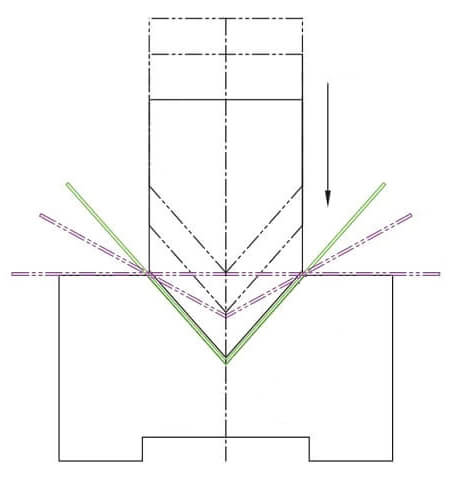
Dit is om de positioneringswaarde van de ram te regelen wanneer deze op en neer beweegt.
De bovenste matrijs die op de ram is gemonteerd, buigt de plaat naar een bepaalde positie precies op de som van de bepaalde instelhoek en de terugkaatshoek. Op deze manier kan het werkstuk terugveren naar de ingestelde hoek nadat de ram is teruggekeerd.
Bij het buigen zijn er echter veel factoren die invloed hebben op de buighoek van het plaatmateriaal. De gemeten hoek van de eerste bocht komt vaak niet overeen met de ingestelde hoek en moet worden gecorrigeerd. Op dit punt moet de hoekfout worden omgezet in de waarde voor de dieptecorrectie.
Om dit te bereiken moet de formule voor de buigdiepte van de ram voor luchtbuigen en de formule voor het corrigeren van de diepte van de ram in geval van een hoekfout worden gebruikt. Deze formules zijn vereenvoudigd tot een praktische formule die op de productielocatie kan worden toegepast.
Voor je gemak hebben we een online calculator gemaakt, waarvan we hopen dat hij nuttig voor je is.
Opmerkingen:

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











