
Tonnage calculator voor kantpers (online en gratis)
Liefhebbers van metaalbewerking opgelet! Ben je het zat om te gissen naar de juiste tonnage voor je kantpers? Zoek dan niet verder! In deze blogpost duiken we in de wereld van...
Heb je je ooit afgevraagd hoe een vlakke plaat metaal wordt omgevormd tot een complexe vorm? Kantpersen zijn de onbezongen helden van de productiewereld, die metaal buigen en vormen met een ongelooflijke precisie. In dit artikel duiken we in de fascinerende wereld van de afkantpersen en verkennen we hun geschiedenis, types en belangrijkste onderdelen. Bereid je voor om te ontdekken hoe deze krachtige machines een revolutie teweeg hebben gebracht in de metaalbewerkingsindustrie!

Een afkantpers is een geavanceerd machinegereedschap dat voornamelijk wordt gebruikt voor het zeer nauwkeurig buigen van plaatmateriaal. Dit veelzijdige apparaat vormt vooraf bepaalde bochten door het werkstuk tussen een bijpassende stempel en matrijs te klemmen, waardoor nauwkeurige en herhaalbare fabricageresultaten worden geleverd voor verschillende industrieën, waaronder de auto-industrie, luchtvaart en bouw.
Afkantpersen werken met hydraulische, mechanische of servo-elektrische krachtsystemen en oefenen gecontroleerde kracht uit om vlakke metalen platen om te vormen tot complexe driedimensionale vormen. Het buigproces bestaat uit het positioneren van het werkstuk op de onderste matrijs en vervolgens het laten zakken van de bovenste pons om de gewenste buighoek te creëren. Moderne afkantpersen zijn vaak uitgerust met CNC-technologie (Computer Numerical Control), wat programmeerbare buigbewerkingen en een hogere productiviteit mogelijk maakt.
Kantpersen bieden een breed scala aan buigmogelijkheden, van eenvoudige 90-graden buigingen tot complexe meerassige vervormingen. Ze kunnen verschillende materialen aan, waaronder zacht staal, roestvrij staal, aluminium en zelfs speciale legeringen, met diktes die variëren van dunne platen tot dikke platen. De capaciteit van de machine wordt meestal gemeten in tonnage, wat de maximale kracht aangeeft die de machine kan uitoefenen tijdens het buigen.
Is een kantpers en een afkantpers hetzelfde? De termen "kantpers" en "afkantpers" zijn inderdaad synoniemen en worden door elkaar gebruikt binnen de metaalverwerkende industrie. Beide verwijzen naar dezelfde machine die ontworpen is voor precisie buig- en vormbewerkingen van metaal. Deze taalkundige gelijkwaardigheid onderstreept de fundamentele rol van de apparatuur in plaatbewerkingsprocessen.
Wie meer wil weten over kantpersen, inclusief hun historische ontwikkeling, technologische vooruitgang en de etymologie van de term, kan terecht in het gedetailleerde artikel waarnaar hieronder wordt verwezen. Deze bron biedt een waardevol inzicht in de evolutie van de kantperstechnologie en de grote invloed ervan op de moderne fabricagepraktijken.
Deze video kan je helpen om het proces van buigen van plaatstaal onderdelen met een afkantpers.
Verder lezen:
Afkantpersen zijn onmisbare machines in de metaalbewerkingsindustrie, die het mogelijk maken om plaatmetaal nauwkeurig te buigen en te vormen om een breed scala aan constructies en onderdelen te maken. Deze veelzijdige gereedschappen worden ingedeeld in drie hoofdcategorieën: mechanische, hydraulische en elektrische afkantpersen. Elk type biedt verschillende voordelen en operationele kenmerken, waardoor het cruciaal is om de nuances te begrijpen bij het selecteren van de optimale afkantpers voor specifieke productievereisten.
Mechanische pers remmen maken gebruik van een door een vliegwiel aangedreven systeem om het buigen aan te drijven. Het vliegwiel, dat van energie wordt voorzien door een elektromotor, slaat kinetische energie op die vervolgens via een koppelingsmechanisme wordt overgebracht om de ram van de pers aan te drijven. Dit ontwerp biedt een kosteneffectieve oplossing voor metaalomvormen, vooral geschikt voor kleinere productiewerkplaatsen of bedrijven met een beperkt budget.
De eenvoud van het mechanische systeem draagt bij aan lagere initiële kosten en minder onderhoud in vergelijking met hydraulische of elektrische alternatieven. Mechanische afkantpersen blinken uit in de productie van grote volumes eenvoudige bochten, waar hun consistente slag en snelle cycli de productiviteit kunnen verhogen.
De vaste aard van het mechanische stangenstelsel brengt echter bepaalde beperkingen met zich mee. De precisieregeling van de rampositie en buigkracht is over het algemeen minder verfijnd dan bij hydraulische of elektrische systemen. Dit kan van invloed zijn op de nauwkeurigheid van complexe buigingen of bij het werken met veeleisende materialen die een nauwkeurige krachtmodulatie vereisen.
Voordelen:
Nadelen:
Hoewel mechanische afkantpersen misschien niet zo veelzijdig zijn als hydraulische of elektrische systemen, blijven ze een haalbare optie voor specifieke toepassingen. Door hun kosteneffectiviteit en betrouwbaarheid bij grote volumes en eenvoudige buigopdrachten zijn ze altijd aanwezig in metaalbewerkingswerkplaatsen.
Hydraulische pers remmen maken gebruik van een geavanceerd hydraulisch systeem om de plunjer aan te drijven, waardoor de druk en krachtverdeling tijdens het buigproces aanzienlijk worden verbeterd. Dit versterkte vermogen, meestal variërend van 20 tot 2000 ton, maakt preciezer buigen en superieure controle mogelijk in vergelijking met mechanische tegenhangers. Het hydraulische systeem maakt een traploze slagregeling mogelijk, waardoor operators complexe buighoeken kunnen bereiken met een opmerkelijke nauwkeurigheid, vaak binnen ±0,1 graden.
Deze machines blinken uit in aanpassingsvermogen en zijn gemakkelijk geschikt voor verschillende metaaldiktes en legeringssamenstellingen via programmeerbare drukinstellingen. Moderne hydraulische afkantpersen zijn vaak uitgerust met CNC-systemen, die automatische meerassige achteraanslagpositionering en real-time buighoekbewaking mogelijk maken. Deze integratie resulteert in een uitzonderlijke herhaalbaarheid en de mogelijkheid om ingewikkelde, meerstaps buigbewerkingen uit te voeren met soepele, gecontroleerde bewegingen.
Hoewel hydraulische afkantpersen over het algemeen een hogere initiële investering vereisen, rechtvaardigen hun veelzijdigheid en prestaties vaak de kosten in hoogvolume of precisiekritische toepassingen. Ze worden vooral gewaardeerd in industrieën zoals lucht- en ruimtevaart, automobielindustrie en aangepaste fabricage, waar materiaalvariabiliteit en complexe onderdeelgeometrieën gebruikelijk zijn.
Voordelen:
Nadelen:

Elektrische afkantpersen maken gebruik van geavanceerde servo-elektrische aandrijfsystemen om de beweging van de ram te regelen, waardoor snelle, nauwkeurige en energiezuinige buigbewerkingen mogelijk zijn. Deze ultramoderne machines maken gebruik van closed-loop regelsystemen met kogelomloopspindel of riemaandrijving, die een superieure positioneringsnauwkeurigheid en herhaalbaarheid bieden in vergelijking met hydraulische of mechanische alternatieven. De servomotoren bieden dynamische krachtregeling tijdens de hele buigcyclus, waardoor complexe productgeometrieën en adaptieve buigstrategieën mogelijk zijn.
De belangrijkste voordelen van elektrische afkantpersen zijn
Elektrische kantpersen hebben echter ook enkele beperkingen:
Bij het kiezen van een afkantpers voor jouw werkplaats moet je rekening houden met factoren zoals typische onderdeelgeometrieën, materiaaldiktes, productievolume en energiekosten. Elektrische afkantpersen blinken uit in toepassingen die een hoge precisie, frequente gereedschapswissels en gevarieerde batchgroottes vereisen. Ze zijn bijzonder geschikt voor dunne tot middelzware materialen en complexe vormbewerkingen in industrieën zoals lucht- en ruimtevaart, medische apparatuur en precisie plaatbewerking.
Voor werkplaatsen die voornamelijk met zware materialen werken of die een extreem hoge tonnage vereisen, kunnen hydraulische afkantpersen nog steeds de voorkeur genieten. De voortdurende vooruitgang in de elektrische aandrijftechnologie blijft echter de mogelijkheden en het toepassingsgebied van elektrische afkantpersen uitbreiden, waardoor ze een steeds veelzijdigere en efficiëntere optie worden voor moderne metaalvormprocessen.
Frame en bed
Het frame en bed vormen de kritieke basis van een afkantpers, gemaakt van hoogwaardig gelegeerd staal om extreme krachten tijdens buigbewerkingen te weerstaan. Het bed, meestal gemaakt met een precisiegeslepen oppervlak, biedt een stabiel horizontaal platform voor het plaatsen van werkstukken. Het frame, ontworpen met finite element analysis (FEA) voor een optimale spanningsverdeling, ondersteunt de ram, het hydraulische systeem en de hulpcomponenten met behoud van stijfheid om de buignauwkeurigheid te garanderen.
Rammen en sterven
De ram en matrijs zijn de belangrijkste functionele elementen van een afkantpers. De ram, aangedreven door hydraulische of servo-elektrische systemen, oefent nauwkeurig gecontroleerde kracht uit op het werkstuk. Moderne rammen zijn uitgerust met geavanceerde positieterugkoppelingssystemen voor nauwkeurigheid op microniveau. De matrijs, een verwisselbare gereedschapcomponent, bepaalt het buigprofiel. De belangrijkste matrijstypes zijn:
Geavanceerde matrijsmaterialen zoals hogesnelheidsstaal (HSS) of hardmetalen varianten bieden een langere levensduur en precisie in productieomgevingen met hoge volumes.
Achteraanslag
Het achteraanslagsysteem is cruciaal voor de maatnauwkeurigheid bij buigbewerkingen. Het bestaat uit CNC-gestuurde vingers die het werkstuk nauwkeurig positioneren ten opzichte van de buiglijn. Moderne achteraanslagsystemen hebben:
Deze geavanceerde functies zorgen voor consistente buigresultaten bij diverse materiaalsoorten en -diktes.
Besturingselementen
Besturingssystemen voor afkantpersen zijn sterk geëvolueerd, van eenvoudige handmatige interfaces tot geavanceerde CNC-systemen met Industrie 4.0-mogelijkheden. De allernieuwste besturingsfuncties omvatten:
Deze geavanceerde besturing zorgt voor nauwkeurige, herhaalbare buigresultaten terwijl de efficiëntie van de machine wordt geoptimaliseerd en de insteltijden worden verkort.
Veiligheidsfuncties
Moderne afkantpersen zijn uitgerust met uitgebreide veiligheidssystemen om operators te beschermen en de productiviteit op peil te houden. De belangrijkste veiligheidsfuncties zijn:
Daarnaast hebben veel afkantpersen nu augmented reality (AR) interfaces voor begeleiding van de operator en diagnosemogelijkheden op afstand voor verbeterd onderhoud en ondersteuning.
Dit geïntegreerde systeem van geavanceerde componenten en intelligente functies zorgt ervoor dat moderne afkantpersen superieure buigprecisie, operationele efficiëntie en veiligheid op de werkplek leveren bij metaalproductieprocessen.
Gerelateerde lectuur: Onderdelen en functies van de afkantpers die u moet weten
Hoeveel soorten kantpersen zijn er?
Er zijn verschillende soorten afkantpersen, maar de meest gebruikte zijn naar beneden bewegende hydraulische afkantpersen en CNC afkantpersen, afhankelijk van de gebruikte classificatiemethode.

Laten we er meer over leren aan de hand van de volgende classificatiemethoden:
Afkantpersen kunnen op basis van hun krachtopwekkingsmechanisme worden onderverdeeld in vier hoofdtypen: Mechanische, Pneumatische, Hydraulische en Servo-elektrische afkantpersen.
(1) Mechanische afkantpers
Mechanische afkantpersen maken gebruik van een krukmechanisme dat wordt aangedreven door een vliegwiel om de verticale beweging van de ram te genereren. Dit systeem werkt razendsnel en is geschikt voor de productie van grote volumes eenvoudige onderdelen. Het heeft echter een beperkte flexibiliteit in slaginstelling en krachtregeling.
(2) Pneumatische afkantpers
Pneumatische afkantpersen maken gebruik van perslucht om de ram in beweging te zetten. Deze machines worden meestal gebruikt voor lichte toepassingen, met snelle cyclustijden en een schone werking. Hoewel ze een consistente kracht leveren tijdens de slag, is hun buigcapaciteit over het algemeen beperkt in vergelijking met andere types.
Hydraulische afkantpersen gebruiken gesynchroniseerde hydraulische cilinders om de ram te bewegen. Dit systeem biedt een superieure krachtregeling, waardoor dikke materialen en complexe vormen nauwkeurig kunnen worden gebogen. Hydraulische remmen bieden flexibiliteit in slaglengte en snelheidsaanpassing, waardoor ze veelzijdig inzetbaar zijn voor diverse buigbewerkingen.
(4) Servo-elektrische afkantpers
Servo-elektrische afkantpersen maken gebruik van een servomotor om een kogelomloopspil of riemmechanisme aan te drijven, waardoor kracht wordt uitgeoefend om de ram verticaal te bewegen. Deze machines bieden een hoge precisie, energiezuinigheid en snelle acceleratie/vertraging. Ze blinken uit in toepassingen die precieze controle en herhaalbaarheid vereisen, zoals de productie van kleine series complexe onderdelen.
Vóór de jaren 1950 domineerden mechanische afkantpersen de wereldmarkt. Het landschap is echter aanzienlijk veranderd door de vooruitgang in hydraulische technologie en de integratie van computergestuurde numerieke besturingen (CNC). Vandaag de dag zijn hydraulische afkantpersen wereldwijd de meest gebruikte optie, die een evenwicht bieden van veelzijdigheid, kracht en precisie voor een breed scala aan metaalvormtoepassingen. De markt kent ook een groeiend gebruik van servo-elektrische modellen, vooral in industrieën die hoge precisie en energie-efficiëntie vereisen.
Vanuit een ander perspectief kunnen kantpersen worden onderverdeeld in drie hoofdtypen: Handmatige kantpersen, Hydraulische kantpersen en CNC kantpersen.
(1) Handmatige afkantpers

Handmatige kantpersen, ook bekend als plaatpersen, zijn het meest eenvoudige en traditionele type kantpersen. Ze vereisen handmatige aanpassing van de buigafmetingen en -hoeken tijdens het gebruik.
De belangrijkste onderdelen van een handmatige afkantpers zijn onder andere:
Het bedienen van een handmatige afkantpers vereist meer vaardigheid en aandacht dan andere typen. De operator moet de buigparameters zorgvuldig instellen en controleren voordat hij met de massaproductie begint. Na het voltooien van een batch moeten de buigafmetingen en -hoeken opnieuw worden ingesteld voor volgende productieruns.
(2) Hydraulische afkantpers

Hydraulische kantpersen maken gebruik van hydraulische principes om een aanzienlijke kracht te genereren voor materiaalmanipulatie. Deze machines bieden verschillende voordelen ten opzichte van mechanische kantpersen:
De belangrijkste onderdelen van een hydraulische afkantpers zijn onder andere:
(3) CNC afkantpers

CNC (Computer Numerical Control) afkantpersen vormen de meest geavanceerde categorie en bieden een hoge precisie, efficiëntie en automatisering. De belangrijkste kenmerken zijn:
Belangrijke onderdelen van een CNC afkantpers:
Geavanceerde eigenschappen van moderne CNC kantpersen:
CNC kantpersen verhogen de productiviteit aanzienlijk door het buigproces te automatiseren, de tussenkomst van de operator te verminderen en een hoge nauwkeurigheid te behouden bij grote productieruns. De integratie van geavanceerde besturingssystemen en hoogwaardige componenten van gerenommeerde fabrikanten zorgt voor uitzonderlijke prestaties en betrouwbaarheid in plaatbewerking.
Op basis van synchronisatie kunnen hydraulische afkantpersen worden onderverdeeld in drie hoofdtypen, die elk hun eigen voordelen bieden op het gebied van precisie, controle en efficiëntie:
1. Torsie Synchro Pers
Dit type maakt gebruik van een torsiestangsysteem om de synchronisatie tussen de ram en het bed te behouden. De torsiestang verbindt beide zijden van de machine mechanisch, waardoor parallelle bewegingen en een consistente verdeling van de buigkracht gegarandeerd zijn. Dit ontwerp is bijzonder effectief voor langere machines en aanbiedingen:
2. Elektrohydraulische synchroonpers
Dankzij geavanceerde elektronische besturingen en hydraulische precisiesystemen biedt dit type superieure synchronisatie en aanpasbaarheid. De belangrijkste kenmerken zijn:
3. Hybride afkantpers
Hybride afkantpersen combineren de beste aspecten van hydraulische en elektrische systemen:
Elk type synchronisatiesysteem heeft zijn eigen voordelen en de keuze hangt af van factoren zoals vereiste precisie, productievolume, energiezuinigheid en specifieke toepassingseisen. Moderne CNC systemen breiden de mogelijkheden van deze machines verder uit door adaptief buigen, real-time procesbewaking en integratie met Industrie 4.0 technologieën mogelijk te maken.
Hydraulische afkantpersen kunnen worden ingedeeld op basis van hun primaire bewegingsrichting tijdens het buigen:
1. Opschuivende afkantpers:
In deze configuratie blijft de onderste balk (bed) stationair terwijl de bovenste balk (ram) omhoog beweegt om de buigbeweging uit te voeren. Het werkstuk wordt op de onderste matrijs geplaatst en de bovenste matrijs, bevestigd aan de ram, beweegt omhoog om de buiging uit te voeren. Dit ontwerp biedt verschillende voordelen:
2. Neergaande afkantpers:
Dit type heeft een vaste bovenbalk terwijl de onderbalk omhoog beweegt om het buigproces uit te voeren. Het werkstuk wordt op de bewegende ondermatrijs geplaatst, die omhoog beweegt om de stationaire bovenmatrijs te ontmoeten. De belangrijkste voordelen zijn:
De keuze tussen opwaarts of neerwaarts werkende afkantpersen hangt af van factoren zoals:
Moderne ontwerpen van hydraulische afkantpersen kunnen ook hybride systemen bevatten die elementen van zowel op- als neergaande bewegingen combineren om de prestaties voor specifieke toepassingen te optimaliseren.
Verder lezen:
Hoe werkt een hydraulische afkantpers?
Een hydraulische afkantpers maakt gebruik van de gesynchroniseerde beweging van de stempel en matrijs, die respectievelijk op de bovenste en onderste werktafel gemonteerd zijn, om nauwkeurig plaatwerk te buigen via een geavanceerd hydraulisch transmissiesysteem.
Een uitgebreidere uitleg:
Moderne hydraulische afkantpersen integreren geavanceerde numerieke besturingstechnologie (CNC), servosystemen en zeer nauwkeurige hydrauliek om nauwkeurige en herhaalbare buigbewerkingen te garanderen.
De kernfunctie van de machine draait om het gecontroleerd in- en uitschuiven van de linker en rechter hydraulische cilinders. Deze beweging wordt georkestreerd door het CNC-systeem, dat de werking van proportionele kleppen regelt om de ram (bovenbalk) zeer nauwkeurig verticaal te laten bewegen.
Om synchrone rambeweging te bereiken, maakt het systeem gebruik van een gesloten regelmechanisme. Dit omvat real-time terugkoppeling van lineaire encoders of roosterschalen met hoge resolutie, gecombineerd met nauwkeurige debietregeling via servogestuurde proportionele kleppen. Het CNC-systeem past de hydraulische stroming continu aan om het parallellisme te behouden en de gewenste buighoek te bereiken.
De human-machine interface (HMI) van het CNC systeem biedt een gebruiksvriendelijk touchscreen scherm voor het programmeren, bewaken en simuleren van het buigproces. Met deze interface kunnen operators complexe productgeometrieën invoeren, de buigvolgorde visualiseren en indien nodig real-time aanpassingen maken.
Elke hydraulische cilinder is uitgerust met een onafhankelijk regelcircuit, met een speciale servoklep en een vulklep. Deze configuratie maakt micro-afstellingen van de rampositie mogelijk, waardoor een optimale drukverdeling over het werkstuk wordt gegarandeerd en elke doorbuiging in de machinestructuur wordt gecompenseerd.
De CNC besturing genereert digitale signalen die via servokleppen met hoge respons worden omgezet in analoge hydraulische opdrachten. Deze kleppen moduleren de oliestroom met uitzonderlijke nauwkeurigheid, waardoor de positie, snelheid en toegepaste kracht van de ram tijdens de hele buigcyclus nauwkeurig kunnen worden geregeld.
Geavanceerde afkantpersen beschikken ook over adaptieve buigtechnologie. Door continu de buighoek in real-time te controleren met behulp van sensoren of vision systemen, kan de machine automatisch de rampositie aanpassen om te compenseren voor materiaalterugvering, variaties in plaatdikte of veranderingen in materiaaleigenschappen.
Dit geavanceerde besturingssysteem stelt de afkantpers in staat om complexe buigingen met meerdere hoeken te maken in één enkele bewerking, wat de productiviteit en de kwaliteit van de producten aanzienlijk verhoogt. Bovendien maakt het de integratie mogelijk van geautomatiseerde functies zoals dynamische bombering (automatische aanpassing van de onderbalk om doorbuiging te compenseren) en automatische gereedschapswisselsystemen, waardoor het buigproces verder wordt gestroomlijnd.
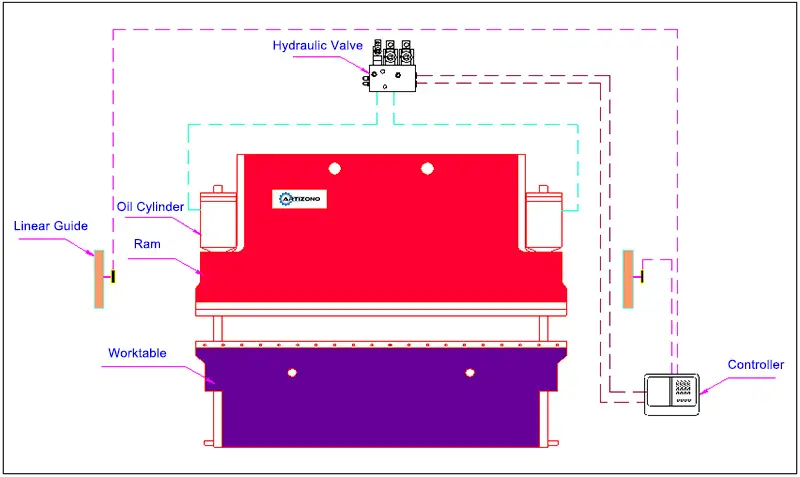
Diagram van het werkingsprincipe van de hydraulische persrem
Verder lezen:
Voordelen van afkantpersen
(1) Veelzijdigheid voor kleine batches en diverse producties:
De afkantpers biedt een uitzonderlijke flexibiliteit met een enkele pons- en matrijzenset, waardoor een breed scala aan materialen en onderdelen geproduceerd kan worden. Deze veelzijdigheid maakt hem ideaal voor de productie van kleine series en het efficiënt verwerken van diverse productlijnen.
(2) Kosteneffectieve en duurzame buigmatrijzen:
Kantpersmatrijzen zijn opmerkelijk kosteneffectief: elke set kost meestal maar een paar duizend yuan. Door het eenvoudige productieproces zijn er geen iteratieve proeven nodig, waardoor de initiële gereedschapskosten lager zijn. Bovendien verlaagt de lange levensduur van deze matrijzen, vaak meer dan 10 jaar, de totale eigendomskosten en de kosten voor het vervangen van gereedschap aanzienlijk.
(3) De mogelijkheid om complexe "S" en "U" vormige onderdelen te produceren:
Terwijl stempelprocessen moeite hebben met U-vormige onderdelen vanwege materiaalterugvering en problemen met het passen van de ponsmatrijs, blinkt de afkantpers uit op dit gebied. Door gebruik te maken van meervoudige buigbewerkingen kunnen complexe "S" en "U" vormen nauwkeurig gevormd worden, waardoor de beperkingen van traditionele stansmethodes overwonnen worden.
(4) Optimaal voor prototypes van nieuwe producten:
Het aanpassingsvermogen van de afkantpers maakt het mogelijk om onderdelen met verschillende vormen, afmetingen en hoeken te produceren met een enkele set gereedschappen. Deze eigenschap is van onschatbare waarde voor prototyping en kleinschalige productieruns van nieuwe producten, zodat er geen dure speciale gereedschappen nodig zijn tijdens de ontwikkelingsfase.
(5) Nauwkeurig vormen van veelhoekige vormen met meerdere bochten:
Geavanceerde afkantpersen kunnen ingewikkelde onderdelen met meerdere buigingen en verschillende randhoogtes produceren door de materiaalpositionering en buighoeken nauwkeurig te regelen. Hierdoor kunnen complexe veelhoekige vormen gemaakt worden met een hoge nauwkeurigheid en herhaalbaarheid.
(6) Doorbuigingscompensatie voor lange werkstukken:
Bij het buigen van lange werkstukken resulteren traditionele methoden vaak in inconsistente hoeken tussen het midden en de randen als gevolg van de doorbuiging van de balk. Moderne afkantpersen zijn uitgerust met geavanceerde systemen voor doorbuigingscompensatie die de buighoek automatisch aanpassen langs de lengte van het werkstuk. Deze functie zorgt voor rechte, uniforme buigingen, vermindert handmatige aanpassingen en verbetert de kwaliteit en efficiëntie van de productie van lange werkstukken aanzienlijk.
Nadelen van kantpersen
(1) Materiaaldiktebeperkingen:
Hoewel afkantpersen een breed scala aan materiaaldiktes aankunnen, zijn er praktische grenzen waarmee rekening moet worden gehouden. In het algemeen kunnen materialen tot een dikte van 50 mm effectief worden gebogen, maar dikkere materialen vereisen een aanzienlijke buigkracht. De meeste industriële afkantpersen hebben een capaciteit van 80 tot 400 ton, wat onvoldoende kan zijn voor extreem dikke materialen of legeringen met een hoge sterkte.
(2) Kans op materiaalbreuk:
Het buigproces kan spanningsconcentraties veroorzaken aan randen en hoeken, vooral in materialen met reeds bestaande bramen of oxidelagen. Deze spanningsconcentraties kunnen leiden tot scheuren of breuken tijdens het vormen, waardoor de productkwaliteit in gevaar kan komen en het uitvalpercentage kan toenemen. De juiste voorbereiding van het materiaal en de juiste gereedschapsselectie zijn cruciaal om dit risico te beperken.
(3) Uitdagingen voor indrukkingen op het oppervlak:
Inklemming is een veelvoorkomend kwaliteitsprobleem bij kantpersen. Het selecteren van ongeschikte buigmatrijzen of het gebruik van ongeschikte matrijzensets kan leiden tot onvermijdelijke oppervlaktesporen. In gevallen waar de oppervlakteafwerking kritisch is, kan extra nabewerking zoals slijpen nodig zijn. Dit verhoogt niet alleen de productietijd en -kosten, maar vereist ook een zorgvuldige controle van de uiteindelijke dikte van het onderdeel om de maatnauwkeurigheid te garanderen.
(4) Slippen van het materiaal tijdens het vormen:
Bepaalde materialen, vooral die met onregelmatige vormen of lage wrijvingscoëfficiënten, kunnen tijdens het buigproces gaan schuiven. Terwijl vierkante materialen over het algemeen stabiel blijven, kunnen onregelmatige werkstukken verschuiven, wat kan resulteren in buigingen die niet aan de specificaties voldoen. Dit probleem vereist zorgvuldige opspanning en mogelijk het gebruik van speciaal antislipgereedschap om consistente resultaten van hoge kwaliteit te garanderen.
Verder lezen:

Voorbereiding: Voordat de afkantpers wordt gebruikt, moet er een uitgebreide inspectie voor gebruik worden uitgevoerd. Controleer of alle veiligheidssystemen, inclusief lichtschermen en noodstops, functioneren. Controleer of het hydraulische systeem lekvrij is en de optimale druk heeft. Verzamel alle benodigde materialen, gereedschappen en persoonlijke beschermingsmiddelen (PPE). Inspecteer de machine op tekenen van slijtage of schade, met name op de ram, het bed en de oppervlakken van het gereedschap.
Set-up: Stel het achteraanslagsysteem nauwkeurig af om precieze buiglocaties te verkrijgen. Selecteer en installeer de juiste combinatie van bovenstempel en onderstempel op basis van de materiaaldikte en de gewenste buigradius. Stel de slaglengte en snelheid van de ram in volgens de vereisten van het werkstuk. Programmeer het CNC-besturingssysteem met de juiste buigvolgorde en parameters, indien van toepassing.
Materiaal plaatsen: Plaats de metalen plaat op de onderste matrijs en zorg ervoor dat deze gelijk ligt met de vingers van de achteraanslag. Gebruik voor grote of onhandelbare stukken hulpmiddelen om de operator niet te belasten. Lijn de buiglijn precies uit met de middellijn van de V-opening van de matrijs. Gebruik voor complexe onderdelen buigmarkeringen of laserprojectiesystemen om een nauwkeurige positionering te garanderen.
Buigen: Start de buigcyclus, waarbij een gecontroleerde en constante druk wordt uitgeoefend. Bewaak het verloop van de buighoek met behulp van digitale hoekmeetsystemen of hoektellers voor real-time aanpassingen. Houd bij luchtbuigen rekening met materiaalterugvering door iets te veel te buigen. Zorg bij onderbuigingen voor volledig contact tussen de pons- en matrijsoppervlakken voor consistente resultaten.
Eindinspectie: Verwijder het gebogen onderdeel voorzichtig en vermijd oppervlaktekrassen of vervorming. Voer een grondige kwaliteitscontrole uit, inclusief controle van de buighoek met behulp van precisiemeetinstrumenten. Beoordeel het onderdeel op maatnauwkeurigheid, buigconsistentie over de hele lengte en afwezigheid van defecten zoals barsten of overmatige verdunning bij de buigradius. Voer voor kritieke onderdelen niet-destructieve tests uit om de interne structurele integriteit te garanderen.
Draag de juiste persoonlijke beschermingsmiddelen (PPE): Gebruik altijd een veiligheidsbril met zijkapjes, snijbestendige handschoenen, veiligheidsschoenen met stalen neuzen en gehoorbescherming. Overweeg bij werkzaamheden met veel lawaai dubbele gehoorbescherming (oordoppen en oorbeschermers).
Zorg voor een schone en georganiseerde werkruimte: Houd het gebied rond de kantpers vrij van rommel, gemorste olie en overbodig gereedschap. Implementeer een 5S-systeem (Sort, Set in order, Shine, Standardize, Sustain) voor een optimale organisatie en veiligheid.
Omzeil of manipuleer nooit veiligheidsvoorzieningen: Kantpersen zijn uitgerust met cruciale veiligheidsmechanismen zoals lichtschermen, tweehandenbediening, voetpedalen met beschermplaten en noodstopknoppen. Test deze voorzieningen regelmatig en meld storingen onmiddellijk. Het uitschakelen van veiligheidsvoorzieningen is ten strengste verboden en kan leiden tot ernstig letsel.
Wees alert op knelpunten en kreukelzones: Identificeer en markeer alle potentiële gevarenzones. Houd handen, vingers en ledematen uit de buurt van de matrijsruimte, ram en achteraanslag tijdens het gebruik. Gebruik waar mogelijk mechanische aanvoerapparaten of goed ontworpen handgereedschap voor de manipulatie van kleine onderdelen.
Een uitgebreid onderhoudsprogramma implementeren: Voer dagelijkse visuele inspecties uit en volg een preventief onderhoudsschema volgens de richtlijnen van de fabrikant. Besteed speciale aandacht aan hydraulische systemen, elektrische componenten en mechanische verbindingen. Documenteer alle onderhoudsactiviteiten en pak eventuele onregelmatigheden direct aan.
Zorg voor de juiste training en certificering: Laat alleen getraind en bevoegd personeel de afkantpers bedienen. Implementeer een gestructureerd trainingsprogramma voor machinebediening, veiligheidsprocedures en noodprotocollen. Beoordeel regelmatig de vaardigheden van de bediener en zorg voor opfriscursussen.
De juiste materiaalhanteringstechnieken gebruiken: Gebruik mechanische hefapparatuur voor zware of lastige werkstukken. Als handmatige hantering nodig is, gebruik dan de juiste tiltechnieken en til grotere onderdelen in teamverband op. Overweeg een ergonomisch ontwerp van de werkplek om vermoeidheid en overbelasting bij de operator te verminderen.
Voer lockout/tagout-procedures uit: Volg vóór elk onderhoud of verandering van matrijs de juiste lockout/tagout-procedures om alle energiebronnen te isoleren. Dit omvat elektrische, hydraulische, pneumatische en potentiële energie in veren of tegengewichten.
Materiaalkeuze
Het selecteren van het optimale materiaal voor kantpersbewerkingen is cruciaal voor het bereiken van de gewenste resultaten. Houd rekening met belangrijke materiaaleigenschappen zoals vloeigrens, treksterkte en rek, aangezien deze een directe invloed hebben op vervormbaarheid en terugvering. Evalueer de K-factor en buigtoeslag van het materiaal om buigverminderingen nauwkeurig te berekenen. Het is cruciaal om de materiaalspecificaties af te stemmen op de tonnagecapaciteit van de afkantpers en de beperkingen van de gereedschappen. Voor materialen met een hoge sterkte, zoals geavanceerde hogesterktestalen (AHSS), moet u ervoor zorgen dat uw machine voldoende kracht kan genereren zonder de veiligheid of nauwkeurigheid in gevaar te brengen.
Juiste installatie en onderhoud
Een zorgvuldig onderhouden afkantpers is van fundamenteel belang voor consistent buigen van hoge kwaliteit. Voer een uitgebreid preventief onderhoudsschema uit, inclusief regelmatige inspectie van de hydraulische systemen, de parallelliteit van de ram en de staat van de gereedschappen. Gebruik precisie-uitlijngereedschap om het gereedschap perfect uit te lijnen en slijtage te minimaliseren. Houd de CNC-besturingssoftware van de machine up-to-date voor de nieuwste functies en optimalisaties. Kies bij het instellen de juiste stempel- en matrijscombinaties op basis van de materiaaldikte en de gewenste buigradius. De nauwkeurigheid van de achteraanslag controleren met behulp van gekalibreerde meetblokken om de maatnauwkeurigheid tijdens productieruns te behouden.
Beste werkwijzen voor buigen
Gebruik deze geavanceerde technieken om de kwaliteit en efficiëntie van kantpersbewerkingen te verhogen:
Het buigproces begrijpen: Diverse buigmethodes beheersen, zoals luchtbuigen, onderbuigen, coining en zomen. Software voor eindige-elementenanalyse (FEA) gebruiken om complexe buigingen te simuleren en terugvering te voorspellen, vooral voor lastige materialen of krappe toleranties.
Buigvolgorde programmeren: Optimaliseer buigvolgorden met geavanceerde CAM-software om handling te minimaliseren en efficiëntie te maximaliseren. Houd bij het plannen van de sequenties rekening met factoren zoals onderdeelgeometrie, materiaaleigenschappen en gereedschapsbeperkingen. Implementeer nestingstrategieën voor het buigen van meerdere onderdelen om materiaalverspilling en insteltijden te verminderen.
Juiste hantering van materiaal: Gebruik geautomatiseerde material-handlingsystemen of ergonomische tilhulpmiddelen om een consistente positionering te garanderen en vermoeidheid bij de operator te verminderen. Maak gebruik van nauwkeurige technieken voor het positioneren van de blenk, zoals programmeerbare stops of vision-systemen, om de nauwkeurigheid van de buiglocatie te garanderen. Gebruik voor grote of logge onderdelen steunpoten of plaatvolgers om het materiaal vlak te houden en vervorming te voorkomen.
Gebruik van procesbesturingen: Integreer realtime hoekmeetsystemen, zoals laser- of tactiele sensoren, om feedback in gesloten regelkring te geven voor buighoekcorrecties. Implementeer geavanceerde kantpersbesturingen met adaptieve buigtechnologie om materiaalvariaties en gereedschapsslijtage automatisch te compenseren. Gebruik gegevensregistratie en statistische procescontrole (SPC) om trends in de buigkwaliteit te volgen en mogelijkheden voor voortdurende verbetering te identificeren.
De specificaties van een afkantpers omvatten kritieke prestatie- en dimensionale parameters die rechtstreeks van invloed zijn op de mogelijkheden en geschiktheid voor specifieke taken op het gebied van metaalomvorming. De belangrijkste aspecten zijn onder andere:
1. Nominale druk: Uitgedrukt in ton of kN, geeft dit de maximale buigkracht aan die de machine kan uitoefenen.
2. Afmetingen van de werkbank: Lengte en hoogte van het werkoppervlak, cruciaal voor het hanteren van verschillende werkstukafmetingen.
3. Ram Kenmerken:
4. Structurele kenmerken:
5. Operationele parameters:
6. Machinevoetafdruk: Totale afmetingen voor installatieplanning en toewijzing van werkruimte.
7. Besturingssysteem: Type en mogelijkheden van de CNC of handmatige besturingsinterface.
8. Compatibiliteit van gereedschap: Informatie over gereedschaphoudersystemen en compatibele matrijzensets.
Het is belangrijk om te weten dat de specificaties per fabrikant en model aanzienlijk kunnen verschillen. Bij het selecteren van een afkantpers is een grondige vergelijking van deze parameters essentieel om er zeker van te zijn dat deze voldoet aan uw specifieke buigvereisten, materiaalsoorten en productievolumes. Houd ook rekening met factoren zoals nauwkeurigheidstoleranties, energie-efficiëntie en beschikbare veiligheidsvoorzieningen om een weloverwogen beslissing te nemen die uw metaalvervormingsactiviteiten optimaliseert.
Verder lezen:
Afkantpersen zijn onmisbare gereedschappen in de moderne metaalproductie en worden wijdverspreid toegepast in tal van industriële sectoren. Deze veelzijdige machines worden op grote schaal gebruikt in de energieproductie, transportsystemen, autoproductie, algemene machinebouw, metallurgische processen, scheepsbouw, lucht- en ruimtevaarttechniek, fabricage van defensie-uitrusting, productie van landbouwmachines, productie van petroleumuitrusting en energieopwekking.
In de energiesector zijn afkantpersen cruciaal voor het vormen van onderdelen van windturbinetorens, frames voor zonnepanelen en hydraulische breekapparatuur. De transportsector vertrouwt op afkantpersen voor het vormen van chassisonderdelen, carrosseriepanelen en structurele elementen voor treinen, bussen en commerciële voertuigen. Autofabrikanten gebruiken deze machines om nauwkeurige carrosseriedelen, verstevigingsstructuren en ingewikkelde steunen te produceren.
De machine-industrie en de metaalindustrie gebruiken afkantpersen voor het maken van behuizingen voor verschillende machines, transportsystemen en zware frames. In de scheepsbouw zijn afkantpersen essentieel voor het vormen van rompplaten, schotten en dekstructuren. De luchtvaartindustrie is afhankelijk van deze machines voor het vormen van vliegtuigromppanelen, vleugelonderdelen en ingewikkelde luchtvaartonderdelen die een hoge precisie en materiaalintegriteit vereisen.
Militaire toepassingen omvatten de productie van onderdelen voor pantservoertuigen, behuizingen voor wapensystemen en behuizingen voor gespecialiseerde apparatuur. In de landbouwmachines worden afkantpersen gebruikt om carrosseriedelen van tractoren, frames van werktuigen en onderdelen van oogstmachines te vormen. De olie-industrie gebruikt deze machines bij de fabricage van opslagtanks, pijpleidingfittingen en offshore platformstructuren. Energiecentrales vertrouwen op afkantpersen voor de productie van turbinebehuizingen, generatoronderdelen en schakelkastbehuizingen.
De veelzijdigheid van afkantpersen, gecombineerd met hun vermogen om te werken met een breed scala aan materialen en diktes, maakt ze onmisbaar in deze diverse industrieën. Hun vermogen om complexe bochten te maken, nauwe toleranties te handhaven en zich aan te passen aan verschillende productieschalen, draagt aanzienlijk bij aan de efficiëntie en kwaliteit van moderne industriële productieprocessen.

Verder lezen:
Kantpersgereedschap is een essentieel onderdeel van kantpersmachines dat zorgt voor precisie, kwaliteit en herhaalbaarheid bij het buigen van plaatmetaal. Het bestaat uit twee hoofdelementen: de stempel (bovenste gereedschap) en de matrijs (onderste gereedschap), die samenwerken om metalen platen in de gewenste vorm te brengen.
Deze gereedschappen worden meestal gemaakt van materialen met een hoge sterkte, zoals gereedschapsstaal, dat vaak een warmtebehandeling heeft ondergaan om een optimale hardheid en slijtvastheid te verkrijgen. Gebruikelijke materialen zijn D2, M2 of premium gereedschapsstalen zoals Toolox 44, geselecteerd vanwege hun vermogen om hoge druk te weerstaan, bestand te zijn tegen vervorming en maatvast te blijven bij herhaald gebruik.
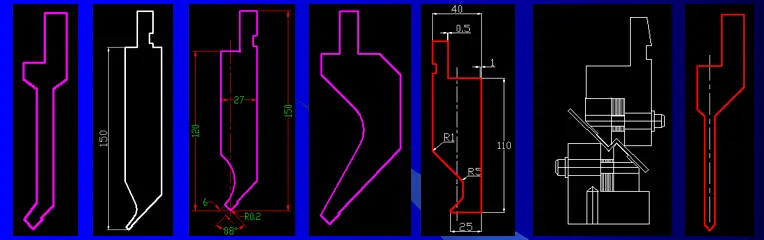
Kantpersgereedschap is verkrijgbaar in een groot aantal profielen, afmetingen en configuraties voor verschillende buigtoepassingen, materiaaldiktes en geometrische vereisten. Standaardprofielen zijn onder andere V-dies, zwanenhalsstempels, gereedschappen voor scherpe hoeken en omzoominstallaties. De geometrie van de matrijs speelt een cruciale rol bij het bepalen van de uiteindelijke buighoek, met V-openingen van 6° tot 120° om te voldoen aan verschillende buigbehoeften.
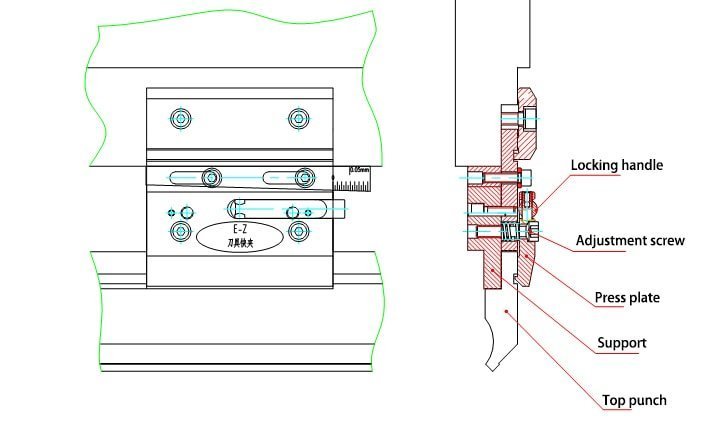
De belangrijkste onderdelen van kantpersgereedschap zijn onder andere:
Moderne afkantpersgereedschappen hebben vaak geavanceerde eigenschappen, zoals precisiegeslepen oppervlakken, nitridebehandelingen voor meer duurzaamheid en CNC-bewerkte profielen voor optimale prestaties. Sommige systemen maken ook gebruik van snelwisselmechanismen om de insteltijden te verkorten en de productiviteit te verhogen.
De keuze van de juiste gereedschappen is cruciaal voor het bereiken van de gewenste buighoeken, het behouden van de nauwkeurigheid van de werkstukken en het garanderen van een efficiënte werking van de afkantpers. Factoren zoals materiaaleigenschappen, buigradius, flenslengte en vereiste tonnage moeten zorgvuldig overwogen worden bij het kiezen van kantpersgereedschap voor specifieke toepassingen.
De stempels, ook bekend als het bovengereedschap of de mannelijke matrijs, worden bevestigd aan de ram van de afkantpers. Deze precisie-onderdelen oefenen een gecontroleerde kracht uit op het werkstuk en duwen het in de matrijs om de gewenste buiging te maken. Ponsen zijn verkrijgbaar in verschillende geometrieën en afmetingen, aangepast aan specifieke buigvereisten en materiaaleigenschappen. De belangrijkste stempeltypes zijn:
Rechte ponsen: Gebruikt voor eenvoudige bochten met grotere radii, veelzijdig in verschillende toepassingen.
Zwanenhals ponsen: Ontworpen voor het maken van scherpe bochten en U-vormige kanalen, met een verlengde neus voor betere toegang en minder interferentie.
Draadsnijtangen: Gespecialiseerd gereedschap ontworpen voor het maken van vlakke, gevouwen randen door het plaatmetaal onder een continue hoek te buigen, vaak gebruikt bij de productie van auto's en apparaten.
Roterende stempels: Verstelbare gereedschappen die in verschillende hoeken kunnen worden gedraaid, waardoor meerdere buigprofielen mogelijk zijn met één gereedschap, wat de flexibiliteit verhoogt en de insteltijd verkort.
Matrijzen, ook wel ondergereedschap of vrouwelijke matrijs genoemd, worden op het bed van de afkantpers geplaatst. Ze zorgen voor een precies gevormde holte of groef die de geometrie van de stempel aanvult en het materiaal tijdens het buigproces opvangt. De interactie tussen stempel en matrijs is cruciaal om nauwkeurige en consistente buigingen te verkrijgen. Gangbare matrijsconfiguraties zijn onder andere:
V-vormige matrijzen: De meest veelzijdige optie, geschikt voor een groot aantal materialen en diktes. Verkrijgbaar in verschillende hoeken (meestal 30°, 60° of 90°) om te voldoen aan verschillende buigvereisten.
U-vormige matrijzen: Worden gebruikt voor het vormen van kanalen, troggen en flensvormen. De straal van de U-bodem kan worden aangepast om aan specifieke profielvereisten te voldoen.
Offsetmatrijzen: Ontworpen voor het maken van complexe Z-vormige bochten of dubbele bochten in één enkele bewerking, waardoor de efficiëntie bij de productie van onderdelen met meerdere bochten wordt verbeterd.
Verstelbare V-banden: Voorzien van beweegbare zijplaten waarmee de breedte van de V-opening kan worden aangepast. Dit biedt flexibiliteit voor verschillende materiaaldiktes en buighoeken met één gereedschap.
De keuze van de juiste combinaties van stempels en matrijzen is van het grootste belang om optimale buigresultaten te behalen. Factoren die van invloed zijn op de keuze van het gereedschap zijn onder andere materiaalsamenstelling en -eigenschappen, plaatdikte, gewenste buigradius, vereiste buighoek, afkantcapaciteit en productievolume. Daarnaast moeten overwegingen zoals gereedschapslijtvastheid, vereisten voor oppervlakteafwerking en mogelijke terugvering geëvalueerd worden.
Goed gereedschapbeheer, inclusief regelmatige inspectie, onderhoud en nauwkeurige uitlijning, is van cruciaal belang om een consistente buigkwaliteit te garanderen, de levensduur van het gereedschap te verlengen en de productie-efficiëntie te maximaliseren. Geavanceerde opslagsystemen voor gereedschap en snelwisselmechanismen kunnen de insteltijden aanzienlijk verkorten en de algehele productiviteit van de afkantpers verhogen.
Verder lezen:
Wanneer u overweegt een afkantpers aan te schaffen, is het van cruciaal belang om de meest geschikte fabrikant te vinden om optimale prestaties en betrouwbaarheid te garanderen bij uw metaalvervormingsactiviteiten. De volgende ranglijst van afkantpersfabrikanten is bedoeld als leidraad bij het selecteren van een leverancier die aansluit bij uw specifieke productiebehoeften, productievolume en budgetbeperkingen.
Elke fabrikant heeft zijn sterke punten, of het nu gaat om technologische innovatie, precisie, energie-efficiëntie of kosteneffectiviteit. Houd bij het evalueren van deze opties rekening met factoren zoals:
In de nabije toekomst zijn we van plan om deze lijst aan te vullen met uitgebreide reviews van het aanbod afkantpersen van elke fabrikant. Deze reviews zullen een diepgaande analyse geven van de prestaties, gebruikerservaringen en waardeproposities om je verder te helpen bij het maken van een weloverwogen beslissing.
Voordat u onderhoud of reiniging uitvoert aan de afkantpers, moet u de bovenstempel uitlijnen met de onderstempel en vervolgens de machine uitschakelen en vergrendelen totdat het werk is voltooid.
Als de machine geactiveerd moet worden voor probleemoplossing of aanpassingen, gebruik dan de jog-modus en volg alle veiligheidsprotocollen.
Hydraulisch systeem
Voer wekelijkse inspecties uit van het oliepeil in reservoirs. Vul bij met gespecificeerde hydraulische olie als het peil onder het kijkglas zakt.
Gebruik alleen hydraulische vloeistof ISO HM46 of Mobil DTE25, of een gelijkwaardige vloeistof zoals aanbevolen door de fabrikant.
Ververs de olie bij nieuwe kantpersen na 2000 bedrijfsuren. Ververs de olie vervolgens om de 4000 tot 6000 uur of jaarlijks, afhankelijk van wat het eerst gebeurt. Reinig het reservoir grondig tijdens elke olieverversing.
Houd de systeemolietemperatuur tussen 35°C en 60°C, niet hoger dan 70°C. Hogere temperaturen versnellen de afbraak van de olie en kunnen hydraulische onderdelen beschadigen.
Controleer de staat van de olie. Als de olie troebel of verkleurd is of zichtbare deeltjes bevat, overweeg dan vroegtijdige vervanging.
Filtratie
Vervang filters of maak ze grondig schoon bij elke olieverversing.
Vervang filters onmiddellijk als u last hebt van gerelateerde alarmen, zichtbare olievervuiling of ongewone drukdalingen over het filter.
Reinig het ontluchtingsfilter van het reservoir elk kwartaal. Vervang het filter jaarlijks of vaker in stoffige omgevingen.
Hydraulische onderdelen
Voer maandelijks een uitwendige reiniging uit van hydraulische onderdelen zoals spruitstukken, kleppen, motoren, pompen en slangen. Gebruik pluisvrije doeken en vermijd agressieve oplosmiddelen.
Inspecteer de slangen na een maand gebruik op vervorming of slijtage op buigpunten en aansluitpunten. Indien nodig vervangen.
Controleer na twee maanden, met het systeem volledig drukloos en vergrendeld, systematisch alle hydraulische verbindingen volgens de specificaties van de fabrikant en draai ze aan.
Inspecteer cilinders, afdichtingen en actuators regelmatig op lekkage of ongewone werking.
Preventief onderhoud
Gedetailleerde onderhoudslogboeken bijhouden met resultaten van olieanalyses, filterverversingen en eventuele waargenomen problemen.
Zorg dat je bekend bent met veel voorkomende storingen aan de afkantpers en de symptomen ervan, zodat je problemen vroegtijdig kunt opsporen en verhelpen.
Volg de door de fabrikant aanbevolen onderhoudsschema's voor aanvullende taken die specifiek zijn voor uw model afkantpers.
Zorg ervoor dat al het onderhoudspersoneel goed is opgeleid in de veiligheids- en onderhoudsprocedures van hydraulische systemen.
Door dit uitgebreide onderhoudsregime te volgen, kunnen operators van afkantpersen de levensduur van de apparatuur aanzienlijk verlengen, de stilstandtijd tot een minimum beperken en optimale prestaties en precisie behouden bij het vormen van metaal.
Verder lezen:
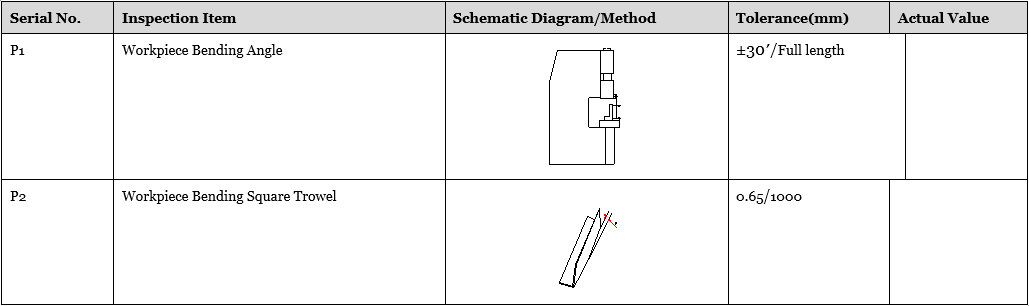
Korte beschrijving
De standaard testvolgorde is flexibel en kan naar behoefte worden aangepast; het is niet noodzakelijkerwijs de werkelijke testvolgorde.
Tijdens het testproces is het ten strengste verboden om mechanismen of onderdelen aan te passen die de nauwkeurigheid van de machine kunnen beïnvloeden.
Inspectievoorwaarden werkstukprecisie:
Vereisten voor werkstuk:
De inspectiemethode en het nauwkeurigheidsbereik moeten gebaseerd zijn op GBT-14349-2011 - Metaalpersen - Precisie
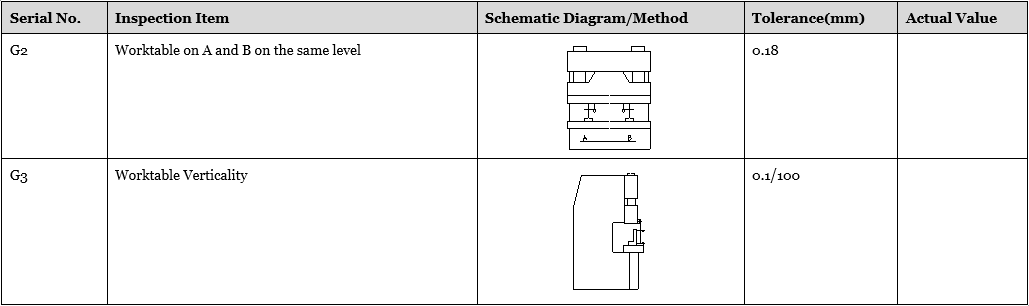
Opmerking: de werktafel is zwevend, inspectie G2, G3 verwijst naar de verticale plaat van de werktafel als referentiepunt.
Het bepalen van de juiste afkantpersgrootte is cruciaal voor efficiënte en nauwkeurige metaalvervormingsoperaties. De berekening van de kantperskracht, of tonnage, is een kritische stap in dit proces. In dit hoofdstuk worden methoden beschreven om de benodigde kantperscapaciteit voor uw specifieke buigtoepassingen nauwkeurig in te schatten.
Raadpleeg de onderstaande tabel voor een snelle referentie. Deze tabel biedt een handige manier om de benodigde kantperscapaciteit te schatten op basis van algemene parameters:
Afkantpers buiggrafiek (metrisch)

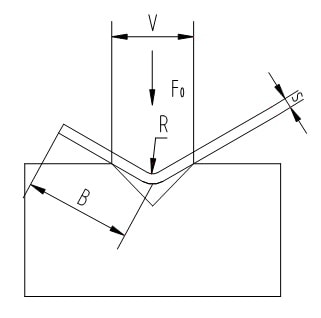
De waarden voor de buigkracht in de sneltabel zijn gebaseerd op de volgende standaardomstandigheden:
Gebruik voor materialen met verschillende treksterktes de volgende formule om de vereiste buigkracht per meter te berekenen:
F1 = F0 - (σ / 450) [T/m]
Waar:
Met deze formule kunnen nauwkeurige tonnageberekeningen worden gemaakt voor een breed scala aan materiaaleigenschappen, zodat de afkantpers optimaal kan worden geselecteerd voor uw specifieke toepassing.
Extra overwegingen:
Zie ook:
Er zijn twee populaire kantpersbesturingen, namelijk die van het Chinese Estun, dat de exclusieve agent is van DELEM-besturing in China, en de andere is DELEM uit Nederland.

Zie ook:
De belangrijkste factoren voor een kantpersmachine zijn verdeeld in twee delen: de machine zelf, zoals de kwaliteit en nauwkeurigheid, en het besturingssysteem.
Je kunt de installatie- en bedieningshandleiding voor kantpersbesturingen in PDF-formaat downloaden via de volgende link.
Bedieningshandleiding:
Installatiehandleiding:
De bedienings- en installatiehandleidingen voor besturingen van afkantpersen bieden uitgebreide richtlijnen voor het programmeren en instellen. Het is essentieel om deze documenten, die toegankelijk zijn via de gegeven link, grondig door te nemen.
Instructies voor het gebruik van een hydraulische afkantpers:
Hieronder wordt een basisprocedure beschreven voor het bedienen van een hydraulische kantbank om Q235 zacht staal te fabriceren:
Door deze richtlijnen te volgen en de documentatie van de fabrikant te raadplegen, kunnen operators veilige, efficiënte en nauwkeurige buigbewerkingen uitvoeren met de hydraulische kantpers.
Hier bieden we handleidingen voor het bedienen van de afkantpers om je te helpen bij het bedienen van de afkantpers.
Bovendien kunt u door het lezen van de artikelen in onze buigcategoriekun je kennis opdoen over verschillende aspecten van kantpersen en plaatbuigen.
Het is aan te raden om de tijd te nemen om deze artikelen zorgvuldig te lezen en ervan te leren.
Een uitgebreide training in het bedienen en programmeren van afkantpersen is essentieel voor optimale prestaties en veiligheid. Hoewel handleidingen van fabrikanten waardevolle informatie verschaffen, moeten ze worden aangevuld met praktijkervaring en deskundige begeleiding.
De training voor operators omvat meestal:
Hoewel de handleidingen die beschikbaar zijn via de gegeven link een solide theoretische basis bieden, moeten ze gebruikt worden in combinatie met praktische training. Veel fabrikanten en brancheverenigingen bieden gespecialiseerde cursussen aan, waarbij klassikale instructie wordt gecombineerd met praktische machinetijd.
Overweeg voor de voortdurende ontwikkeling van vaardigheden:
Onthoud dat je voortdurend moet oefenen en op de hoogte moet blijven van de laatste ontwikkelingen op het gebied van buigtechnologie en -technieken om de afkantpers goed te kunnen bedienen.
Verder lezen:
Voor werkplaatsen die af en toe moeten buigen, kan het economisch niet verantwoord zijn om te investeren in een commerciële afkantpers. In dergelijke gevallen kan het fabriceren van een zelfbouw afkantpers een kosteneffectieve oplossing zijn voor eenvoudige buigbewerkingen.
Een zelfgemaakte metaalbuigmachine, hoewel beperkt in capaciteit en precisie vergeleken met industriële modellen, kan effectief licht tot middelzwaar plaatwerk verwerken voor basis buigtaken. Deze doe-het-zelf installaties maken meestal gebruik van hydraulische vijzels of mechanische hefboomsystemen om de benodigde buigkracht te genereren.
De belangrijkste overwegingen voor het bouwen van een doe-het-zelf afkantpers zijn onder andere:
Hoewel een doe-het-zelf afkantpers een waardevolle toevoeging kan zijn aan een kleine werkplaats, is het cruciaal om de beperkingen ervan te begrijpen en je te houden aan veilige werkpraktijken. Voor complexere of zeer nauwkeurige buigopdrachten kan professionele apparatuur nodig zijn.
Hier heb ik een aantal video's verzameld over het bouwen van een zelfgemaakte kantpers. Ik hoop dat deze tutorials je zullen helpen om er zelf een te maken.
Automatisering en Industrie 4.0 integratie
De afkantpersindustrie staat op het punt een belangrijke transformatie door te maken door middel van toenemende automatisering en Industrie 4.0 integratie. Deze evolutie wordt gedreven door de noodzaak om de productiviteit, precisie en consistentie in productieprocessen te verbeteren. Bedrijven implementeren steeds vaker geavanceerde robotsystemen en kunstmatige intelligentie (AI) in hun afkantpersen, waardoor complexe buigtaken met ongekend gemak en nauwkeurigheid kunnen worden uitgevoerd.
Geavanceerde geautomatiseerde afkantpersen verhogen niet alleen de efficiëntie, maar verminderen ook de afhankelijkheid van geschoolde arbeid, omdat ze kunnen werken met minimaal menselijk toezicht. De integratie van geavanceerde sensoren, algoritmes voor machinaal leren en slimme besturingen zorgt voor superieure herhaalbaarheid en productkwaliteit. Bovendien maakt de implementatie van digital twin technologie real-time controle, voorspellend onderhoud en optimalisatie van kantpersoperaties mogelijk.
Milieuvriendelijke productie
De toekomst van de afkantpersindustrie is onlosmakelijk verbonden met de ontwikkeling en toepassing van ecologisch duurzame technologieën die de ecologische impact minimaliseren. Fabrikanten intensiveren hun inspanningen om milieuvriendelijke materialen en energiezuinige machines te ontwikkelen, wat bijdraagt aan een duurzamere industrie. Belangrijke ontwikkelingen op dit gebied zijn onder andere:
Integratie van additieve productie
De convergentie van kantperstechnologie met additive manufacturing is een trend die de wereld op zijn kop zet. Er worden hybride systemen ontwikkeld die traditionele buigtechnieken combineren met 3D printtechnologieën, waardoor complexe, op maat gemaakte onderdelen kunnen worden gemaakt met unieke geometrieën die voorheen alleen met conventionele methoden onbereikbaar waren.
Deze innovatieve trends geven aan dat de afkantpersindustrie zich voortdurend ontwikkelt en geavanceerde technologieën omarmt om te voldoen aan de eisen van moderne productie. Als gevolg hiervan wordt verwacht dat deze ontwikkelingen zullen leiden tot een efficiëntere, duurzamere en concurrerendere industrie, die in staat is om de uitdagingen van Industrie 4.0 en daarna aan te gaan.
Hoeveel kost een afkantpers? Of wat is de prijs van een afkantpers?
De kosten van een afkantpers worden voornamelijk bepaald door de buigkracht, de werklengte en de geavanceerdheid van het besturingssysteem. Deze sleutelfactoren hebben een directe invloed op de mogelijkheden en prestaties van de machine, waardoor de marktwaarde aanzienlijk wordt beïnvloed.
Een aantal andere kritieke factoren die de prijs beïnvloeden zijn onder andere:
Om een algemeen idee te geven van de prijsklasse voor afkantpersen, hebben we een referentietabel samengesteld voor zowel NC (Numerical Control) als CNC (Computer Numerical Control) afkantpersen. Het is belangrijk om te weten dat deze cijfers bij benadering zijn en kunnen variëren op basis van de hierboven genoemde factoren en de huidige markttrends.
Afkantpers Prijs Tabel (USD)
| Model | NC Pers | CNC Afkantpers |
|---|---|---|
| 40T*2200 | 4800 | 19000 |
| 40T*2500 | 4850 | 20000 |
| 50T*2500 | 5200 | 20500 |
| 63T*2500 | 6300 | 21000 |
| 63T*3200 | 7300 | 22000 |
| 80T*2500 | 7900 | 23000 |
| 80T*3200 | 9200 | 24000 |
| 80T*4000 | 10500 | 23500 |
| 100T*2500 | 8800 | 24000 |
| 100T*3200 | 9900 | 25000 |
| 100T*4000 | 11500 | 26000 |
| 125T*2500 | 9500 | 25000 |
| 125T*3200 | 10800 | 26000 |
| 125T*4000 | 12500 | 27500 |
| 160T*2500 | 13000 | 27000 |
| 160T*3200 | 14500 | 29000 |
| 160T*4000 | 16000 | 32000 |
| 160T*5000 | 20500 | 36500 |
| 160T*6000 | 24000 | 43000 |
| 200T*3200 | 16000 | 32000 |
| 200T*4000 | 18500 | 36500 |
| 200T*5000 | 23000 | 45000 |
| 200T*6000 | 27000 | 48000 |
| 250T*3200 | 24000 | 38000 |
| 250T*4000 | 27000 | 43000 |
| 250T*5000 | 32000 | 49000 |
| 250T*6000 | 35000 | 55000 |
Als je een investering in een afkantpers overweegt, is het cruciaal om niet alleen de initiële aankoopprijs te evalueren, maar ook de totale eigendomskosten, inclusief onderhoud, energieverbruik en potentiële productiviteitswinst. Hoogwaardige CNC afkantpersen zijn in eerste instantie weliswaar duurder, maar bieden vaak een superieure precisie, efficiëntie en veelzijdigheid, wat na verloop van tijd kan leiden tot een beter rendement op de investering voor grote volumes of complexe buigbewerkingen.
Het selecteren van de optimale hydraulische afkantpers voor uw productiebehoeften is een cruciale beslissing die een aanzienlijke invloed kan hebben op uw productie-efficiëntie, kwaliteit en algemeen operationeel succes. Deze uitgebreide gids biedt essentiële inzichten in de complexe wereld van de afkantpersen, zodat u over de kennis beschikt om een weloverwogen keuze te maken.
We beginnen met het definiëren van de afkantpers en zijn fundamentele rol in plaatbewerking. De gids gaat vervolgens dieper in op de belangrijkste onderdelen van een hydraulische afkantpers, waaronder het frame, de ram, het bed, het achteraanslagsysteem en de besturingsinterface. Inzicht in deze elementen is cruciaal voor het evalueren van de mogelijkheden en prestaties van de machine.
Onze analyse bestrijkt het spectrum van afkanttechnologieën, van traditionele handmatige machines tot geavanceerde hydraulische systemen en ultramoderne NC/CNC-modellen. We bieden een diepgaande vergelijking van NC (Numerical Control) en CNC (Computer Numerical Control) afkantpersen, waarbij we hun respectieve voordelen en beperkingen afwegen op het gebied van precisie, programmeerflexibiliteit, productiviteit en kosteneffectiviteit.
De gids schetst kritieke factoren waarmee rekening moet worden gehouden tijdens het selectieproces, zoals:
We geven bruikbare tips voor het evalueren van deze factoren in de context van uw specifieke productieomgeving, productievolume en toekomstige groeiverwachtingen. Daarnaast bespreken we het belang van de totale eigendomskosten, inclusief onderhoudsvereisten, training van operators en ondersteuning op lange termijn.
Deze uitgebreide informatiebron is onmisbaar voor constructeurs, productie-ingenieurs en besluitvormers die betrokken zijn bij de aanschaf van afkanttechnologie. Door de technische aspecten, operationele overwegingen en strategische implicaties van de selectie van afkantpersen grondig te onderzoeken, stelt deze gids u in staat om een weloverwogen investering te doen die in lijn is met uw productiedoelen en uw concurrentievoordeel in de metaalvervormingsindustrie vergroot.
Gerelateerde lectuur: Koopgids voor afkantpersen

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.







