
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Hoe kunnen fabrikanten precisie en efficiëntie garanderen bij het buigen van plaatwerk? De keuze tussen een afkantpers en een CNC vouwmachine is cruciaal. Dit artikel vergelijkt hun werkingsprincipes, buignauwkeurigheid, materiaalbehandeling en vaardigheidseisen voor de operator, zodat u kunt beslissen welke het beste past bij uw productiebehoeften. Ontdek welke machine de precisie en het gebruiksgemak biedt die je nodig hebt en leer hoe elke machine je productieproces kan beïnvloeden.
De CNC afkantpers kan voldoen aan de eisen van verschillende kleine series producten, waaronder dunne platen zoals voorwanden van auto's, lateien, bovenkant, onderkant en frames van auto's, maar ook dikke plaatproducten.

CNC-map
De CNC-vouwer is uitgerust om te voldoen aan de eisen van een reeks producten in kleine series, waaronder dunne platen die getild moeten worden, zoals autowanden, -bovenkanten, -bodems en -frames, en producten met een gemiddelde dikte.

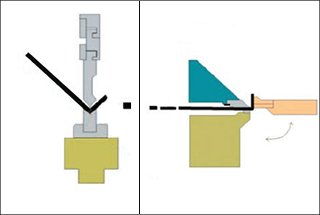
Fig.1 CNC Afkantpers

Afb.2 CNC-map
De afkantpers heeft zijn stempel en matrijs bevestigd op respectievelijk het bovenste en onderste bewerkbare oppervlak. Hij werkt door de relatieve beweging van de werktafel, die wordt aangedreven door hydraulische druk, en de interactie tussen de vorm van de stempel en de matrijs om het buigen van plaatmetaal materialen (zie afbeeldingen 3 en 4).
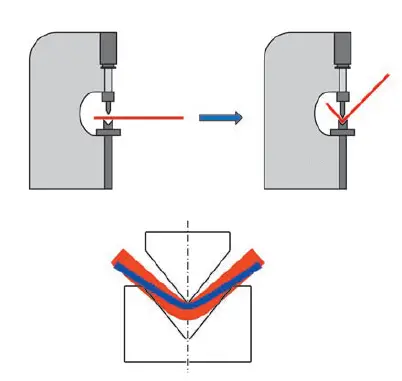
Fig.3. Schema van het buigvormen met de afkantpers

Fig.4 Kantpers buigt autowand
De bovenste ram, aangedreven door een motor, drukt de metalen plaat stevig aan. De vouwbalk draait omhoog om de bocht in de plaat te maken. plaatwerkproducten (zie afbeeldingen 5 en 6).
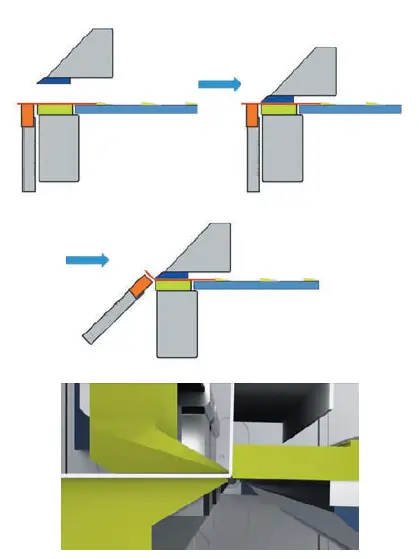
Fig.5 CNC-vouwplooi diagram

Fig.6 CNC-vouwwagenwand
Vergelijking van afkantpersen en CNC-vouwen in plaatwerk vormen:
Persrem: De buighoek wordt geregeld door de druk van de pons aan te passen. Tijdens het buigproces bevindt de korte kant zich aan de binnenkant, dus de operators moeten het grootste deel van het materiaal aan de buitenkant ondersteunen. Voor het buigen van zware werkstukken kan de hulp van twee of meer arbeiders nodig zijn.
CNC-map: Het plaatmetaal wordt plat op de werkbank gelegd en de kantbalk wordt naar beneden gedrukt om de plaat vast te zetten. De buigbalk beweegt op en neer om kantvouwbewerkingen uit te voeren. Er is geen handmatige tussenkomst nodig voor de positionering en hulpstukken. flens tijdens alle vouwbewerkingen aan één kant.
Persrem: De controle van de afmetingsprecisie is gebaseerd op de afmetingsprecisie aan de korte zijde van de positionering van het backstopmateriaal. Na de buigproces klaar is, zal elke laatste fout de grootte van de binnenruimte beïnvloeden. Bovendien, omdat de buighoek wordt geregeld door de druk van de bovenstempel aan te passen, de hoek is afhankelijk van de dikte van het materiaal (zie afbeelding 7).
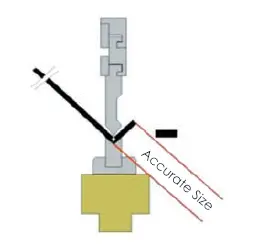
Fig.7 De fout van de afkantpers stapelt zich op naar de grootte van de binnenruimte
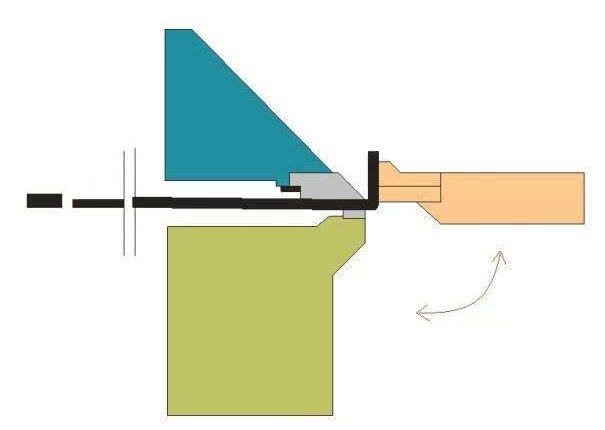
CNC-map: De nauwkeurigheidscontrole neemt de eerste rand als referentie voor de positionering na de eerste vouw. De uiteindelijke maatcontrole is precies de grootte van de binnenruimte zoals gespecificeerd door de klant. Bovendien wordt de buighoek direct geregeld door de vouwhoek en is deze niet afhankelijk van de dikte van het materiaal (zie afbeelding 8).
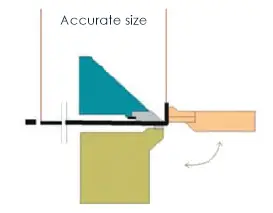
Fig.8 CNC vouwbesturing binnenmaatse ruimte
Persrem: Tijdens het werk ondergaat het materiaal relatieve beweging in de onderste matrijsDit resulteert in inkepingen zonder oppervlaktebescherming. Bij het buigen van een groot werkstuk moet het oppervlak meerdere keren gedraaid worden, wat leidt tot onvermijdelijke krassen tijdens het buigproces.
CNC-map: Tijdens het werk blijven het kantpersgereedschap en het vouwbalkgereedschap stationair ten opzichte van het materiaal, waardoor oppervlaktebeschadiging wordt voorkomen. Bij het buigen van een groot werkstuk kunnen alle bewerkingen tegelijkertijd aan één kant van de plaat worden uitgevoerd terwijl deze vlak wordt gelegd, waardoor oppervlakteschade wordt voorkomen.
Persrem: Voor het buigen zijn hoogopgeleide werknemers nodig.
CNC-map: Programmeren kan visueel met vingerverf of door ingenieurs met offline software. Het verwerkingsprogramma kan ook worden geïmporteerd via USB of een netwerkverbinding. Nadat de programmering is voltooid, worden de belangrijkste taken van de arbeiders vereenvoudigd tot aanvoeren en ontladen en is er geen behoefte meer aan geschoold buigpersoneel.
Pers: Producten met verschillende diktes en vormen vereisen verschillende boven- en ondermatrijzen om te voldoen aan hun specifieke buigvereisten. In sommige gevallen, zoals bij bogen, kan het nodig zijn om over te schakelen op een ander gereedschap of het product over te brengen naar een andere machine, wat leidt tot meer overslag en tijdelijke opslag van halffabricaten.
CNC-map: De draaibare kantbalk en de gelijktijdige installatie van twee sets kantbalkgereedschappen maken het mogelijk om alle buigprocedures in één station uit te voeren. Het is niet nodig om van gereedschap te wisselen voor cirkelboogbuigen of andere speciale buigvereisten, alleen om de procedure aan te passen.
Pers: Door de relatieve beweging van het werkstuk tussen de stempel en de matrijs zal het gereedschap slijtage ondervinden, wat onderhoud of vervanging vereist.
CNC-map: Door de relatieve beweging tussen het materiaal en het gereedschap te vermijden, kan het gereedschap lange tijd worden gebruikt met minimale slijtage, waardoor de levensduur aanzienlijk wordt verlengd.
Pers: Het hydraulische aandrijfsysteem vereist meer onderhoud en is gevoelig voor omgevingsfactoren.
CNC-map: De volledig elektrische aandrijving vermindert het onderhoud en wordt niet beïnvloed door de omgeving, wat resulteert in een hogere buigprecisie.
In de afgelopen jaren hebben 30% van plaatwerk fabrieken in Europa en de Verenigde Staten een bereidheid getoond om te investeren in het gebruik van vouwmachines in plaats van afkantpersen voor het buigen van producten. Dit is voornamelijk te danken aan het feit dat de bediening van vouwmachines handiger is en dat ze talloze voordelen bieden als buigapparatuur.
Hoewel beide soorten apparatuur hun eigen unieke kenmerken hebben, zal ik ze voor je vergelijken op basis van hun werkingsprincipes.
Persrem:

Tijdens het hele buigproces moet de operator het plaatmateriaal handmatig vasthouden en positioneren met behulp van de achteraanslag. Deze methode is onveilig voor operators die grote en zware platen verwerken, omdat het gewicht van de plaat ervoor kan zorgen dat de buighoek groter wordt. Het is ook moeilijk voor een enkele operator om grote werkstukken te buigen.
De buighoek wordt bepaald door de diepte van de bovenste matrijs in de onderste matrijs, en zelfs een kleine afwijking in plaatdikte kan resulteren in een inconsistente buighoek. Verschillende plaatdiktes vereisen verschillende stempel- en matrijsconfiguraties.
De installatie en inbedrijfstelling van de machine vereisen professionele kennis en een lange opstarttijd. Bovendien zijn de kosten voor het kopen, vervangen en onderhouden van mallen hoog. De maximale buigbreedte wordt beperkt door de staander.
Het gebruik van een afkantpers kan complexer zijn en vereist getrainde, geschoolde werknemers. Elke stap in het proces vereist ook een langere werkcyclus en de herhalingsnauwkeurigheid van het werkstuk hangt af van de vaardigheid en technologie van de operator.
Vouwmachine:
| Nee. | Functies voor de afkantpers | Kenmerken vouwmachine |
| 1 | Voor grote werkstukken zijn meerdere operators nodig. | Voor grote werkstukken zijn slechts een of twee operators nodig. |
| 2 | Remmen onder druk kan inkepingen veroorzaken. | Volledig vrij van inkepingen en vouwsporen op oppervlaktegevoelige materialen. |
| 3 | Fouten in de buiggrootte stapelen zich op tijdens de laatste bocht. | De eerste vouw corrigeert het vel metaal snijden maat, zodat de binnenafmetingen nauwkeurig zijn. |
| 4 | Voor verschillende buigvereisten zijn verschillende gereedschappen nodig. | Een universele vouwmachine voldoet aan de meeste buigbehoeften. |
| 5 | Buigprecisie is gerelateerd aan de materiaaldikte. | De buighoekprecisie is onafhankelijk van de materiaaldikte. |
| 6 | De buigkwaliteit hangt af van het vaardigheidsniveau van de operator. | Gekwalificeerde operators zijn niet nodig; de machine zelf zorgt voor de buigprecisie. |
| 7 | Er bestaan veiligheidsrisico's bij het buigen van grote en zware werkstukken. | Vlakke verwerking van grote metalen platen maakt ondersteuning en veiligheidsrisico's overbodig. |
| 8 | Buiggereedschap is gevoelig voor slijtage. | Vouwen en klemming straalgereedschap met een levensduur tot 20 jaar. |
| 9 | Parameters instellen en aanpassen is een uitdaging en het is onmogelijk om buigeffecten te simuleren. | Grafisch Chinees besturingssysteem voor een volledige simulatie van vouweffecten, wat je ziet is wat je krijgt. |
| 10 | Bepaalde buigprocessen zijn moeilijk uit te voeren met een afkantpers. | Sommige processen, zoals bogen en onderbuigen, zijn heel eenvoudig voor een vouwmachine. |
| 11 | Onnauwkeurige snijafmetingen kunnen leiden tot verspilling. | Tolerantie van snijgrootte wordt verschoven naar minder kritieke randen, waardoor afwijkingen in de snijgrootte worden gecompenseerd. |
| 12 | Onvoldoende buigprecisie verhoogt de latere las- en slijpwerkzaamheden. | Zeer nauwkeurig buigen vermindert de arbeidsuren voor aansluitend lassen en slijpen. |
| 13 | Er zijn meerdere afkantpersen nodig voor verschillende buigprocessen van één werkstuk. | In combinatie met omkeerbare opspanbalken en op-en-neer buigfuncties kan één machine alle buigprocessen uitvoeren. |
| 14 | Het gebruik van een hydraulisch systeem verhoogt het onderhoudswerk. | De vouwmachine maakt gebruik van een volledig elektrisch aandrijfsysteem, waardoor de onderhoudswerkzaamheden aanzienlijk worden verminderd. |

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











