Magnetische slagen bij het lassen voorkomen: Oorzaken en oplossingen
Is het je wel eens opgevallen dat je lasboog afdwaalt? Dit is waarschijnlijk te wijten aan magnetische opblazing, een veel voorkomend probleem dat de laskwaliteit verstoort. Dit artikel onderzoekt de oorzaken van magnetische slag en geeft praktische oplossingen om de effecten ervan te beperken. Van het aanpassen van elektrodehoeken tot het gebruik van AC-lassen, ontdek hoe je een stabiele lasboog kunt behouden en superieure lassen kunt garanderen. Duik in de fijne kneepjes van dit fenomeen en leer hoe u uw lassen nauwkeurig en schoon houdt.
In dit artikel worden de oorzaken van magnetische slag bij een boog en de factoren die de grootte van de magnetische slag beïnvloeden uitgelegd en wordt de invloed van magnetische slag op de laskwaliteit geïntroduceerd.
Vanuit het oogpunt van ontwerp en technologie worden maatregelen voorgesteld om de invloed van de magnetische slag op de laskwaliteit te beheersen.
Inleiding
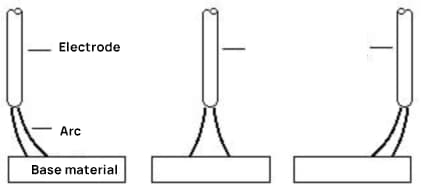
Boogrechtheid verwijst naar de eigenschap van de boog als flexibele geleider om externe interferentie te weerstaan en ernaar te streven de lasstroom langs de as van de elektrode te laten stromen.
Wanneer de elektrode wordt gekanteld, kantelt ook de richting van de boog en strekt de middellijn van de boog zich uit in de richting van de kanteling van de elektrode, wat magnetische slag wordt genoemd.
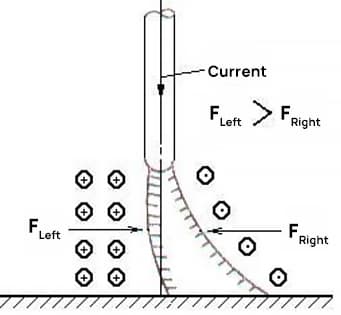
De lasstroom genereert een magnetisch veld in de ruimte. Wanneer de elektrode loodrecht op het werkstuk staat, is de magnetische velddichtheid aan de linkerkant van de boog groter dan aan de rechterkant.
Door de ongelijke verdeling van het magnetische veld oefent de dichtere kant stuwkracht uit op de boog, waardoor deze van de as afwijkt.
Plaats tijdens het lassen een staalplaat (magnetische geleider) aan één kant van de boog, door de veel hogere magnetische geleidbaarheid van ferromagnetische materialen dan lucht, vormen de meeste magnetische veldlijnen aan de kant van het ferromagnetische materiaal gesloten curven, waardoor de dichtheid van magnetische veldlijnen tussen de boog en het ferromagnetische materiaal afneemt, zodat onder invloed van de elektromagnetische kracht de boog de neiging heeft om naar de kant met het ferromagnetische materiaal te blazen.
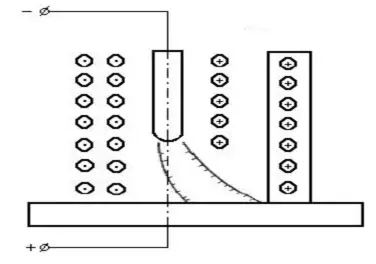
(3) Beweging van de boog op het uiteinde van de staalplaat veroorzaakt een magnetische slag, zoals te zien is in onderstaande figuur.
Dit komt doordat wanneer de boog het uiteinde van de staalplaat bereikt, het magnetische fluxgebied verandert, waardoor de dichtheid van ruimtelijke magnetische veldlijnen nabij de rand van het werkstuk toeneemt.
Daarom wordt onder invloed van elektromagnetische kracht een magnetische slag geproduceerd die naar de binnenkant van het werkstuk wijst.
Zoals de volgende afbeelding laat zien:
Schematisch diagram van boog magnetische afbuiging blazen
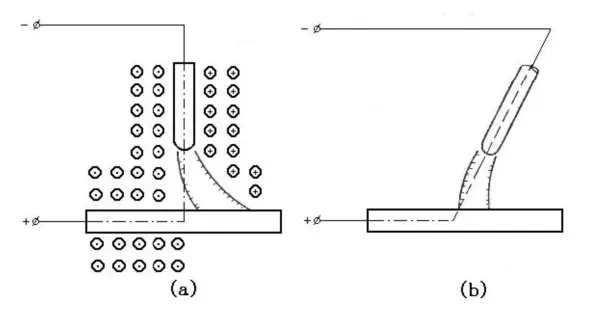
(1) Magnetische doorbuiging veroorzaakt door positie draadverbinding
(2) Magnetische afbuiging veroorzaakt door ferromagnetisch materiaal in de buurt van de boog
Magnetische doorbuiging veroorzaakt door ferromagnetische voorwerpen aan één kant van de boog
(3) Magnetische afbuiging blaast wanneer de boog zich aan het einde van het werkstuk bevindt.
Magnetische afbuiging die wordt opgewekt door de boog aan het einde van het werkstuk
1.2 Gevaren van magnetische deflectieblazen:
Tijdens de lasprocesAls gevolg van de interferentie van de gasstroom, de excentriciteit van de coating van de elektrode en de magnetische kracht van het magnetische veld, treedt het verschijnsel op dat het middelpunt van de boog afwijkt van de as van de elektrode.
Dat wil zeggen, als om een of andere reden de uniformiteit van de magnetische veldverdeling teniet wordt gedaan en de lading in de boog ongelijkmatig wordt belast, zal de boog naar één kant afwijken.
Met andere woorden, de magnetische afbuiging van de lasboog die wordt veroorzaakt door de elektromagnetische kracht die wordt opgewekt door het lascircuit tijdens DC booglassen wordt de magnetische afbuiging van de lasboog genoemd.
Magnetisch afbuigen zorgt er niet alleen voor dat de boog onstabiel brandt, het spatgedrag toeneemt en de bescherming afneemt wanneer de gesmolten druppels vallen, maar heeft ook ernstige gevolgen voor de vorming van de las.
2. Oplossingen
Volgens de oorzaken van magnetische doorbuiging blazen, kunnen de volgende methoden worden gebruikt in de productie en installatie te overwinnen en elimineren van de invloed van magnetische doorbuiging blazen op lassen boog:
(1) Verander de positie van de aarddraad op de juiste manier om de magnetische veldlijnen rond de boog zo gelijkmatig mogelijk te verdelen;
(2) Pas de hellingshoek van de elektrode aan tijdens het gebruik en kantel de elektrode in de richting van de afbuiging;
(3) Het gebruik van gesegmenteerd ruglassen en korte booglassen kan ook effectief magnetische afbuiging overwinnen;
(4) Gebruik wisselstroomlassen in plaats van gelijkstroomlassen. Bij wisselstroomlassen veroorzaakt het veranderende magnetische veld geïnduceerde stroom in de geleider en het magnetische veld dat door de geïnduceerde stroom wordt veroorzaakt, verzwakt het magnetische veld dat door de lasstroom wordt veroorzaakt, waardoor de magnetische doorbuiging wordt gecontroleerd;
(5) Plaats ferromagnetische materialen die symmetrische magnetische velden genereren en probeer de ferromagnetische materialen gelijkmatig rond de boog te verdelen;
(6) Verminder restmagnetisme op de las.
Het restmagnetisme op de las wordt voornamelijk veroorzaakt door de ordelijke ordening van atomaire magnetische domeinen.
Om de rangschikking van magnetische domeinen op de las te verstoren en magnetisch doorblazen te verminderen of te voorkomen, moeten de delen met restmagnetisme op de las plaatselijk worden verwarmd bij een temperatuur van 250-300℃.
Deze methode heeft een goed demagnetiseringseffect bij productie en gebruik.
Daarnaast kan een magneet worden toegevoegd om het magnetische veld op het restmagnetisme-gedeelte van de las te balanceren.
(7) Gebruik de demagnetisatiemethode. Dat wil zeggen, laat het lasstuk een magnetisch veld tegengesteld aan het restmagnetisme op het lasstuk produceren om de invloed van magnetische afbuigingen die op de lasboog blazen te overwinnen en te elimineren.
Met het lassen van pijpleidingen als voorbeeld wordt de toepassing van het voorkomen van magnetisch afbuigen geïntroduceerd.
Bij het lassen van drukpijpleidingen kan magnetische doorbuiging optreden bij het stomplassen van dikwandige pijpen, waardoor het onmogelijk is om handmatig wolfraam te lassen. argon booglassen op de root pass.
Volgens het optreden van magnetische doorbuiging komt magnetische doorbuiging vooral voor bij de verbinding van dikwandige pijpleidingen en bij verschillende lassen wanneer de pijpleiding op het punt staat gesloten te worden.
Dikwandige pijpleidingen met ferromagnetische materialen hebben restmagnetisme tijdens fabricage en verwerking.
Hoe langer de pijpleiding, hoe meer restmagnetisme zich ophoopt, wat zich manifesteert bij de laatste sluitverbinding en magnetische afbuigingen veroorzaakt.
Specifieke maatregelen: Gebruik de laskabel om rond beide zijden van de verbinding te wikkelen.
Wanneer de vlamboog wordt aangeslagen, genereert de lasstroom een geïnduceerd magnetisch veld door de kabelwikkeling om het restmagnetisme tegen te gaan en de magnetische afbuiging te overwinnen.
Het effect van het lassen kan op de volgende twee manieren worden aangepast:
1) Als de lasstroom constant is, kan de geïnduceerde magnetische veldsterkte die op het lasstuk wordt opgewekt, worden aangepast door het aantal kabelwikkelingen zo aan te passen dat ze in grootte gelijk en in richting tegengesteld zijn aan de residuele magnetische veldsterkte;
2) Wanneer het aantal kabelwikkelingen constant is, kan de lasstroom worden gewijzigd binnen het toegestane bereik om de geïnduceerde magnetische veldsterkte die op het lasstuk wordt opgewekt aan te passen zodat deze gelijk is in grootte en tegengesteld in richting aan de magnetische restveldsterkte, waardoor het restmagnetisme op de lasnaad wordt geëlimineerd en de invloed van magnetische afbuigingen op de lasboog wordt opgeheven.
3. Conclusie
In werkelijke lasomgevingen zijn de oorzaken van magnetische doorbuiging niet hetzelfde vanwege verschillende lasomgevingen.
Daarom is het noodzakelijk om te combineren met de werkelijke situatie op de site om uit te vinden van de oorzaken van magnetische doorbuiging blazen en omgaan met hen op basis van de bovenstaande samenvatting ervaring om ervoor te zorgen de laskwaliteit bij veldlassen.
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Waarom produceert argonbooglassen soms poriën en hoe kunnen we dit oplossen? Lasporositeit, vaak veroorzaakt door onzuiverheden, een onjuiste gasstroom of een onjuiste techniek, kan lasnaden verzwakken en...
Heb je ooit nagedacht over de verborgen gevaren die achter elke lasvonk schuilgaan? Hoewel lassen van essentieel belang is, brengt het tal van risico's met zich mee, waaronder elektrische ongelukken, brand, giftige dampen en lichamelijk letsel. Dit artikel...
Heb je je ooit afgevraagd hoe complexe machines naadloos met elkaar verbonden blijven? Dit artikel duikt in de fascinerende wereld van stuiklassen - een zeer efficiënte methode om metalen aan elkaar te bevestigen. Je leert meer over de...
Stelt u zich eens voor dat u een materiaal moet lassen dat zo sterk is dat het bestand is tegen slijtage en toch zo lastig is dat een verkeerde techniek tot een catastrofale mislukking kan leiden. Dit is de uitdaging...
Heb je je ooit afgevraagd wat roestvast staal zo veerkrachtig maakt bij het lassen? In dit artikel verkennen we de fascinerende wereld van roestvrijstalen lasstaven en laten we zien hoe hun unieke samenstelling en eigenschappen...
Heb je je ooit afgevraagd wat "X-las" of "hechtlas" betekent? Ons nieuwste artikel geeft een overzicht van 292 cruciale lastermen, met duidelijke definities en praktische voorbeelden. Of je nu een doorgewinterde lasser bent of net begint,...
Heb je je ooit afgevraagd waarom sommige metalen naadloos lassen terwijl andere barsten en breken? Dit artikel verkent de fascinerende wereld van de lasbaarheid, met de nadruk op koolstofstaal en de verschillende vormen ervan....
Stel je lassen voor zonder gas - chaotisch en zwak. Lasgas is de stille kampioen, essentieel voor het beschermen van lassen tegen verontreinigingen, het stabiliseren van de boog en het verzekeren van sterke verbindingen. Dit artikel onderzoekt...
Hoe kunnen fabrieken hun arbeidskosten verlagen en tegelijkertijd de productie-efficiëntie verhogen? Maak kennis met de CNC geautomatiseerde stiftlasmachine. Deze geavanceerde apparatuur automatiseert het lassen van tapeinden op metaal, waardoor de snelheid, precisie...