
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Heb je je ooit afgevraagd hoe laserlassen zo nauwkeurig en efficiënt kan zijn? Het principe achter deze baanbrekende technologie is een zorgvuldig beheer van de warmteoverdracht. Door een hoogenergetische laserstraal te richten, worden oppervlakken verwarmd en verspreidt de energie zich intern, waardoor naadloze lassen ontstaan. In dit artikel ontdek je het fascinerende proces van warmtegeleidingslassen en de rol van parameters zoals laserpulsbreedte en vermogensdichtheid. Duik erin om te begrijpen hoe deze methode een revolutie teweegbrengt in de materiaalverwerking en de lasprecisie verbetert.
Laserlassen is een zeer efficiënte en nauwkeurige lastechniek die gebruik maakt van een laserstraal met hoge energiedichtheid als warmtebron. Deze methode is een belangrijk aspect van de lasertechnologie voor materiaalbewerking.
Aanvankelijk, in de jaren 1970, werd laserlassen voornamelijk gebruikt voor het lassen van dunwandige materialen en voor laswerkzaamheden met lage snelheden. Dit proces is een soort warmtegeleidingslassen, wat betekent dat de laserstraling verwarmt het oppervlak van het werkstuk en de warmte wordt intern overgedragen door geleiding.
Door parameters zoals laserpulsbreedte, energie, piekvermogen en herhalingsfrequentie zorgvuldig te regelen, wordt het werkstuk gesmolten en wordt een specifiek smeltbad gevormd.
Vanwege de unieke voordelen, laserlassen is met succes toegepast op het precisielassen van micro- en kleine onderdelen.
Laserlassen kan worden uitgevoerd met een continue of gepulseerde laserstraal. Het principe van laserlassen kan worden onderverdeeld in twee categorieën: warmtegeleidingslassen en laser dieptelassen. penetratielassen.
Wanneer de vermogensdichtheid minder is dan 104 tot 105 W/cm2wordt het beschouwd als warmtegeleidingslassen. Bij deze vermogensdichtheid is de inbranding ondiep en de lassnelheid lager.
Aan de andere kant, als de vermogensdichtheid hoger is dan 105 tot 107 W/cm2zal het metaaloppervlak hol zijn en "gaten" vormen door het verwarmingseffect, wat resulteert in diep doordringend lassen. Dit soort lassen wordt gekenmerkt door zijn hoge lassnelheid en grote diepte-breedteverhouding.
Het principe van laserlassen met warmtegeleiding is:
Het te bewerken oppervlak wordt verwarmd door laserstraling, waarbij de warmte intern verspreid wordt door warmteoverdracht. Het werkstuk wordt dan gesmolten tot een specifiek smeltbad door laserparameters zoals laserpulsbreedte, energie, piekvermogen en herhalingsfrequentie te regelen.
De laserlasmachine voornamelijk gebruikt voor het lassen van tandwielen en metallurgisch plaatlassen heeft betrekking op laser dieptedringlassen, waarbij meestal een continue laserstraal wordt gebruikt om materialen met elkaar te verbinden.
Het metallurgische fysische proces van laser dieptedoorlassen is vergelijkbaar met dat van elektronenbundellassen, waarbij energieomzetting plaatsvindt door de vorming van een "sleutelgat"-structuur.
Onder de hogevermogensdichtheid laser bestraling verdampt het materiaal en vormt het kleine gaten gevuld met stoom. Deze gaatjes gedragen zich als blackbodies, absorberen bijna alle energie van de invallende bundel en bereiken een evenwichtstemperatuur van ongeveer 2500 graden.
De warmte wordt dan overgedragen van de buitenwand van de holte met het hogetemperatuurgat om het omringende metaal te smelten, terwijl het kleine gat wordt gevuld met stoom op hoge temperatuur die wordt gegenereerd door de voortdurende verdamping van het wandmateriaal onder bestraling met lichtbundels.
Bij de meeste conventionele lasprocessen en bij laser geleidingslassen wordt energie op het oppervlak van het werkstuk gedeponeerd en vervolgens naar het inwendige overgebracht. Bij laserdiep penetratielassen worden de vier wanden van het kleine gat echter omgeven door gesmolten metaal, dat wordt omgeven door vaste materialen.
De vloeistofstroming en wandoppervlaktespanning buiten de gatwand zijn in dynamisch evenwicht met de continue stoomdruk in de holte van het gat. De lichtstraal gaat continu het gaatje binnen terwijl het materiaal buiten continu stroomt. Met de beweging van de lichtstraal bevindt het kleine gat zich in een stabiele stromingstoestand en beweegt het vooruit met de snelheid van de leidende straal. Het gesmolten metaal vult de opening die door het kleine gaatje wordt achtergelaten en condenseert om de las te vormen.
Al deze processen gebeuren in zo'n hoog tempo dat de lassnelheid gemakkelijk enkele meters per minuut kan bereiken.
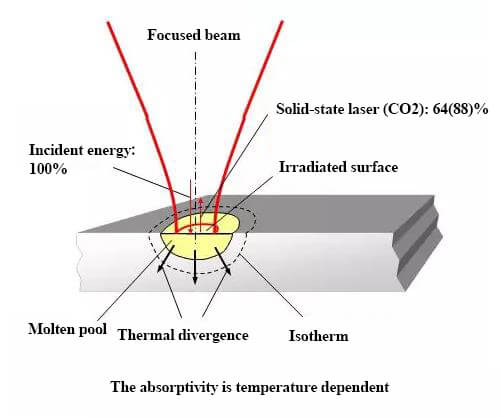
Oppervlak verwarmingsmateriaal
Het vereiste vermogen aan oppervlaktewarmte is groter dan de som van de reflectie en de warmtedivergentie.
Warmte wordt zowel aan de oppervlakte als diep geleid.
De oppervlaktetemperatuur bereikt het smeltpunt (TM, voor staal is dit 1490°C).
Absorptiviteit varieert met temperatuur: voor een halfgeleiderlaser verandert het van 38% bij 20°C tot 36% bij 1500°C. Voor een CO2 laser verandert het van 5% bij 20°C tot 12% bij 1500°C, op welk punt zich een smeltbad begint te vormen.
Lasnaad
De aanvoerbeweging vormt de las.
De diepte en breedte van de spleet zijn gekoppeld aan het vermogen en de snelheid.
Typische lassnelheid: 1-3 meter per minuut.
De las heeft een glad oppervlak en is vrij van onzuiverheden.
De verhouding tussen diepte en breedte is minder dan 1.


Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











