Heb je je ooit afgevraagd wat de machines van de wereld bij elkaar houdt? Bouten zijn de onbezongen kampioenen van de techniek. Dit artikel ontrafelt de fascinerende wereld van bouten, van hun soorten en specificaties tot de principes van hun verbindingen. Maak je klaar om te leren hoe deze kleine onderdelen een cruciale rol spelen in het intact houden van alles, van bruggen tot fietsen!
Een bout is een cruciaal mechanisch bevestigingsmiddel dat bestaat uit twee hoofdonderdelen: een kop en een as met schroefdraad (cilindrisch lichaam met externe spiraalvormige ribbels). Dit veelzijdige bevestigingsmiddel is ontworpen om twee of meer onderdelen stevig aan elkaar te bevestigen, vaak in combinatie met een moer.
Classificatie van bouten:
Hoofdvorm:
Zeskantkop: Meest voorkomend, biedt een robuuste grip voor moersleutels
Ronde kop: biedt een glad, low-profile uiterlijk
Vierkante kop: Biedt een hoge koppelcapaciteit, vaak gebruikt in zware machines
Verzonken kop: maakt vlakke montage met het oppervlak mogelijk
Knopkop: Met een laag profiel, afgeronde bovenkant voor esthetiek en veiligheid
Flenskop: Met ingebouwde sluitring voor lastverdeling
Schroefdraadlengte:
Volledige schroefdraad: Schroefdraad strekt zich uit over de gehele as, voor maximale betrokkenheid
Gedeeltelijke schroefdraad: De schroefdraad bedekt slechts een deel van de schacht, waardoor de schacht nauwkeurig kan worden aangespannen en de afschuifsterkte in het niet-aangedraaide deel toeneemt.
Draadprofiel:
Driehoekig (V-draad): Meest voorkomend, biedt goede sterkte en is gemakkelijk te produceren
Trapeziumvormig: Biedt een hoog draagvermogen, vaak gebruikt in loodschroeven
Steun: Ontworpen voor hoge eenrichtingsbelastingen, gebruikelijk in vijzelschroeven
Afgerond: Biedt minder spanningsconcentratie, gebruikt in toepassingen met hoge vermoeidheid
Buisdraad: Conisch voor afdichting in vloeistofsystemen
Draadrichting:
Rechts: Standaardconfiguratie, rechtsom draaien
Linkshandig: Speciale toepassingen, linksom vastdraaien om losraken in bepaalde roterende assemblages te voorkomen
Kwaliteit/Sterkte klasse: Aanduiding van treksterkte en materiaaleigenschappen
Type aandrijving: Sleuf, kruiskop, zeskant, torx, enz.
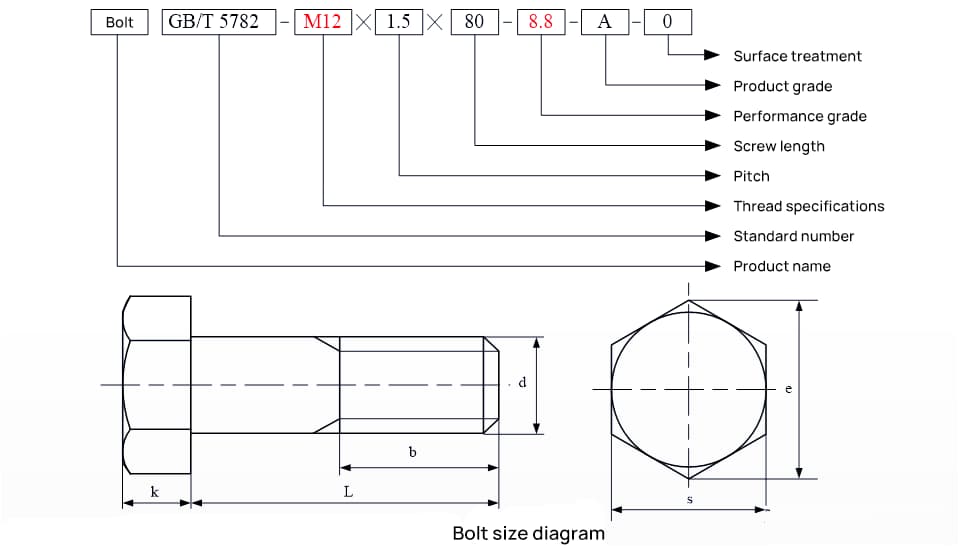
Specificaties van Bouten: (GB/T1237)
De schroefdraad van bouten bepaalt de specificaties van de gebruikte moersleutel (GB/T4388)
Diameter schroefdraad d/mm
Tegenovergestelde dimensie s/mm
Sleutelmaat S/mm
Diameter schroefdraad d/mm
Tegenovergestelde dimensie s/mm
Sleutelmaat S/mm
M5
8
8
M18
27
27
M6
10
10
M20
30
30
M8
13
13/14
M22
32
32
M10
17
16/17
M24
36
36
M12
19
18/19
M27
41
41
M14
22
22
M30
46
46
M16
24
24
M36
55
55
Prestatieklassen van bouten (GB/T3098.1-2010)
De prestatiegraad van een bout wordt aangegeven op de kop, meestal door twee getallen X.Y, die cruciale informatie geven over de mechanische eigenschappen van de bout.
X * 100 staat voor de nominale treksterkte van het boutmateriaal in MPa.
X * 100 * (Y/10) vertegenwoordigt de vloeigrens van de bout in MPa.
De norm bevat meer dan 10 prestatieklassen, zoals 3.6, 4.6, 4.8, 5.6, 6.8, 8.8, 9.8, 10.9 en 12.9. Elke klasse komt overeen met specifieke sterkte-eigenschappen en toepassingen. Elke kwaliteit komt overeen met specifieke sterktekenmerken en toepassingen.
Bouten met hoge sterkte, gedefinieerd als bouten met een prestatiegraad van 8,8 of hoger, worden gemaakt van gelegeerd staal met een laag koolstofgehalte of staal met een gemiddeld koolstofgehalte. Deze bouten ondergaan warmtebehandelingen, waaronder afschrikken en ontlaten, om superieure mechanische eigenschappen te verkrijgen.
Gewone bouten, ook wel gewone bouten genoemd, zijn onderverdeeld in twee hoofdtypen:
Geraffineerde bouten (kwaliteiten A en B): Hebben meestal een prestatiegraad van 5,6 of 8,8 en bieden een verbeterde consistentie en afwerking.
Ruwe bouten (kwaliteit C): Hebben over het algemeen een prestatiegraad van 4.6 of 4.8, geschikt voor minder kritische toepassingen.
De keuze van de boutkwaliteit hangt af van factoren zoals belastingseisen, omgevingsomstandigheden en veiligheidsfactoren in de specifieke toepassing.
2. Principes van boutverbindingen
Boutverbindingen zijn een fundamentele methode voor het verbinden van onderdelen in de machinebouw en productie. Dit type bevestiging maakt gebruik van bouten en moeren om twee of meer onderdelen met uitgelijnde gaten stevig met elkaar te verbinden. Een van de belangrijkste voordelen van boutverbindingen is dat ze gedemonteerd kunnen worden, waardoor ze ideaal zijn voor toepassingen waarbij periodiek onderhoud of vervanging van onderdelen nodig is.
De classificatie van boutverbindingen is voornamelijk gebaseerd op de passing tussen de bout en het doorvoergat:
Gemeenschappelijke boutverbinding: Dit type heeft een passing tussen de boutas en het gat na montage. De voordelen zijn onder andere:
Eenvoudige structuur voor eenvoudige montage en demontage
Bestand tegen meerdere montage- en demontagecycli zonder noemenswaardige slijtage
Breed toepasbaar in verschillende industrieën en toepassingen
Tolerantie voor kleine uitlijnfouten tussen componenten
Kosteneffectieve oplossing voor vele verbindingsvereisten
Interferentiepasvorm (nauwe tolerantie) boutverbinding: Dit type boutverbinding, ook wel boutverbinding met scharnierend gat genoemd, wordt gekenmerkt door een nulspeling of negatieve speling tussen de bout en het gat na montage. De belangrijkste kenmerken zijn:
Superieure weerstand tegen zijdelingse belastingen, waardoor het ideaal is voor toepassingen met aanzienlijke dwarskrachten
Uitstekende positioneermogelijkheden, voor nauwkeurige uitlijning van componenten
Verbeterde trillingsbestendigheid in vergelijking met gewone boutverbindingen
Verhoogd draagvermogen in radiale richting
Minder risico op losraken van bouten onder dynamische belastingen
De keuze tussen deze twee types hangt af van factoren zoals belastingsomstandigheden, vereiste nauwkeurigheid, montage/demontagefrequentie en kostenoverwegingen. Ingenieurs moeten deze factoren zorgvuldig evalueren om het meest geschikte type boutverbinding voor hun specifieke toepassing te kiezen.
Werkingsprincipe van boutverbinding
Boutverbindingen berusten op de fundamentele principes van de mechanica, met name de Wet van Hooke en wrijving. De effectiviteit van deze verbindingen komt voort uit de precieze interactie tussen de bout, moer en samengevoegde materialen.
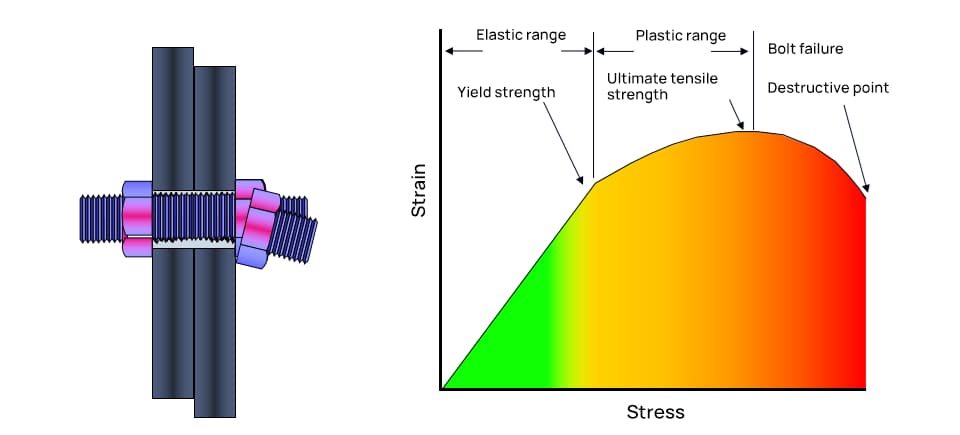
Wet van Hooke: Dit principe vormt de basis van het gedrag van bouten onder belasting. Het stelt dat binnen de elasticiteitsgrens van een materiaal spanning recht evenredig is met rek. Bij boutverbindingen betekent dit:
σ = E * ε
Waar: σ = spanning E = modulus van Young (materiaalspecifieke constante) ε = rek (vervorming per lengte-eenheid)
Voor bouten bepaalt deze relatie hun elastische vervorming onder trekbelasting, waardoor ze als veerelementen in de verbinding kunnen fungeren. De bout rekt iets uit wanneer hij wordt vastgedraaid, waardoor een klemkracht ontstaat die de samengevoegde delen bij elkaar houdt.
Voorspanning en klemkracht: Wanneer een bout wordt vastgedraaid, genereert hij een voorspanning (initiële trekkracht) in zijn as. Deze voorspanning creëert een gelijke en tegengestelde klemkracht tussen de samengevoegde delen. De grootte van deze kracht is kritisch voor de integriteit van de verbinding en bedraagt meestal 75-90% van de bewijskracht van de bout om optimale prestaties zonder permanente vervorming te garanderen.
Wrijving: Twee soorten wrijving spelen een cruciale rol bij boutverbindingen:
Schroefdraadwrijving: Tussen de schroefdraad van de bout en de moer
Wrijving van het lageroppervlak: Onder de boutkop en moervlak
Deze wrijvingskrachten helpen de voorspanning in stand te houden en voorkomen dat ze vanzelf loskomen bij dynamische belastingen.
Belastingverdeling: Bij een goed ontworpen boutverbinding worden externe belastingen voornamelijk gedragen door wrijving tussen de geklemde delen en niet door afschuiving op de boutas. Dit principe van lastverdeling verbetert de sterkte en vermoeiingsweerstand van de verbinding.
Elastische interactie: De bout en de geklemde delen vormen een elastisch systeem. Onder externe trekbelastingen rekt de bout verder uit terwijl de geklemde delen iets inkrimpen. Deze elastische wisselwerking helpt de integriteit van de verbinding te behouden onder wisselende belastingsomstandigheden.
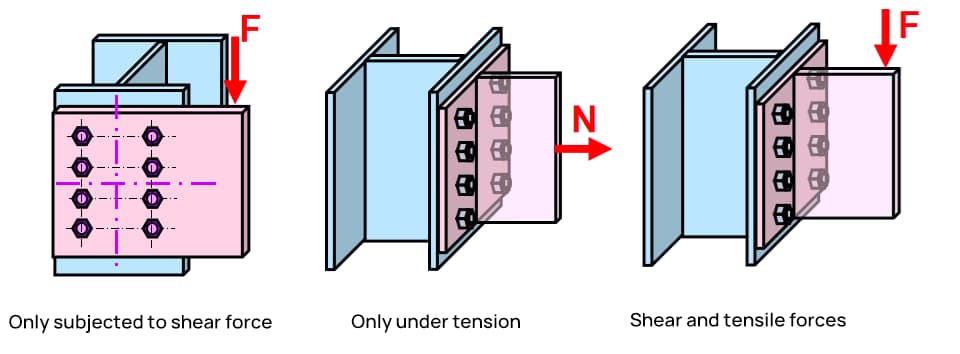
Afschuif- en trekanalyse van boutverbindingen (I)
Schuifboutverbinding: Brengt kracht over door de wederzijdse samendrukking van de boutstang en de gatwand.
Trekboutverbinding: Voornamelijk gebaseerd op de voorspanning van de bout na het aandraaien.
Wanneer de verbonden component een grote stijfheid heeft en de bouten symmetrisch geplaatst zijn, zal elke bout de gemiddelde spanning op de verbinding dragen.
Wanneer de verbonden component een kleine stijfheid heeft, zal de verbindingsflens buigen en vervormen, waardoor een hefboomkracht wordt gegenereerd.
Afschuif- en trekanalyse van boutverbindingen (II)
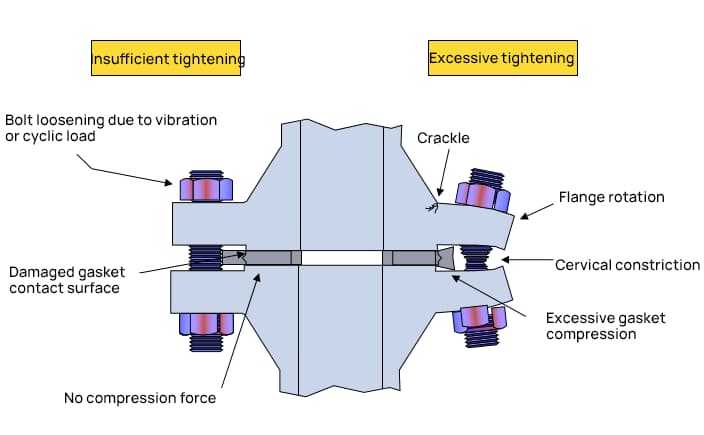
Naast afschuiving en spanning kunnen boutverbindingen ook worden blootgesteld aan: trillingen, temperatuur, zijdelingse belasting (wind, stroming, druk, enz.), veranderingen in belastingen en andere krachten.
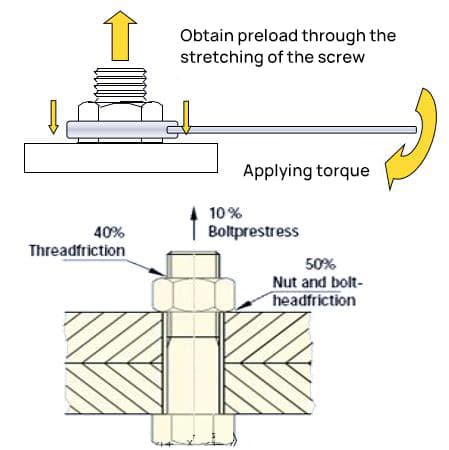
Aanhaalmethode met koppel: Het principe is dat er een bepaalde relatie bestaat tussen de koppelgrootte en de axiale voorspankracht. Deze aanhaalmethode is eenvoudig en intuïtief te bedienen en wordt momenteel veel gebruikt.
Hoekaanspanningsmethode: De rotatiehoek is evenredig met de som van de boutverlenging en de losheid van het vastgedraaide onderdeel. Daarom kan de methode worden gebruikt waarbij de bout in de opgegeven hoek wordt gedraaid om de gewenste aanhaalkracht te bereiken.
Aanhaalmethode op het rekgrenspunt: Het theoretische doel is om de bout net voorbij het rekgrenspunt aan te draaien.
3. Methoden voor het vastdraaien van bouten
Aanhaalmethode met koppel
Het aanbrengen van voorspankracht op de bevestiger door het draaien van de moer van de bevestiger
Het toegepaste koppel voldoet aan de 5-4-1 regel.
Alleen smeren aan het einde van het schroef-/boutaanhaalgedeelte.
Wrijving boutkop
Draadfrictie
Voorbelasting
Algemene situatie
50%
40%
10%
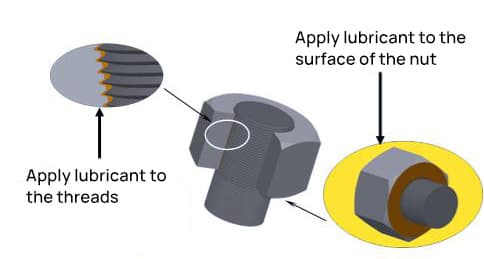
Smeren van boutkop
45%
40%
15%
Schroefdraad smeren
50%
30%
20%
Schroefdraad defect
50%
45%
5%
Principe van de volgorde van het vastdraaien van bouten
Draai achtereenvolgens aan vanuit het midden, dan de twee zijkanten, dan diagonaal en tot slot in stappen met de klok mee.
Over het algemeen verdeeld in twee stadia van het aandraaien: in de eerste stap, draai met een koppel van ongeveer 50%, en in de tweede stap, draai met 100% koppel.
Het uiteinde van de bout moet 1-3 steeklengten voorbij de moer uitsteken.
4. Aandachtspunten bij het gebruik van bouten
1. Voordat de boutconstructie wordt voorbereid, is het noodzakelijk om:
Controleer of de bout en moer schoon en roestvrij zijn en vrij van bramen en oneffenheden.
Controleer het contactvlak tussen het aangesloten onderdeel en de bout en moer en controleer of dit loodrecht op het boutgat staat.
Controleer ook of de bouten en moeren goed vastzitten.
2. Bij het monteren van de moer en de platte ring moeten de moer en de ring met de achterkant naar het aangesloten onderdeel worden gericht.
De kant van de moer met de letters is de voorkant en de gladde kant van de ring is de voorkant.
3. Richtlijnen voor krachtuitoefening (alleen ter referentie):
Bout specificatie d/mm
Toegepast koppel M/N.m
Operationele hoofdzaken
Bout specificatie d/mm
Toegepast koppel M/N.m
Operationele hoofdzaken
M6
3.5
Alleen polskracht
M16
71
Algehele kracht vergroten
M8
8.3
Polskracht en elleboogkracht toevoegen
M20
137
totaal lichaamsgewicht
M10
16.4
Algehele kracht vergroten
M24
235
Volledig lichaamsgewicht toevoegen
M12
28.4
Kracht van het halve lichaam toevoegen
/
/
/
4. De sleutel tot het voorkomen van loszittende boutverbindingen ligt in het voorkomen van relatieve rotatie van de boutdraden. Er zijn drie algemene methoden om losdraaiende bout:
5. Veelvoorkomende problemen bij het verwijderen van bouten
Bij het losdraaien van flensbouten op pijpen en kleppen:
Draai eerst de helft van de bouten los van de carrosserie om eventueel achtergebleven olie, stoom of water via de andere kant af te voeren om te voorkomen dat u wordt besproeid of verbrand.
In het geval van bouten met lijm die niet losgemaakt kan worden:
De meeste lijm is een organische oplossing en kan een half uur in bananenolie of alcohol gedrenkt worden, of bedekt worden met in alcohol gedrenkt katoen op de bout. Hoe langer de tijd, hoe meer de lijm oplost.
In het geval van vastgeroeste bouten die niet kunnen worden losgedraaid:
Spuit WD-40 en wacht een half uur. De spray zal in de bout dringen om de roest op te lossen.
Andere methoden: trillen, smeren, roosteren, boren
In het geval van slippende bouten die niet losgedraaid kunnen worden:
Bijtende oplossingen zoals verdund zuur of zoutzuur kunnen de bout langzaam aantasten.
Gebruik zuur voor metaal en alkali voor plastic.
6. Vaak voorkomende misvattingen over het gebruik van bouten
Grof in plaats van fijn:
Sommige belangrijke verbindingen, zoals aandrijfassen en vliegwielen, maken gebruik van bouten met fijne schroefdraad.
Fijndraads bouten hebben een kleinere steek en hoek en hebben voordelen zoals hoge sterkte en goede zelfborgende prestaties. Ze zijn goed bestand tegen schokken, trillingen en uitwisselingsbelastingen.
Als bouten met grove draad worden gebruikt in plaats van bouten met fijne draad, kunnen ze losraken of losraken en ongelukken veroorzaken.
Onjuiste pasvorm:
Bouten die dwarsbelastingen en afschuifkrachten dragen (zoals bouten van aandrijfassen en vliegwielbouten) hebben overgangsaansluitingen met de boutgaten. De assemblage moet solide en betrouwbaar zijn en zijdelingse krachten kunnen weerstaan.
Als dit tijdens de montage niet wordt gecontroleerd, kunnen er nog grote gaten tussen de bout en het boutgat zitten, wat kan leiden tot loszittende bouten of snij-ongevallen.
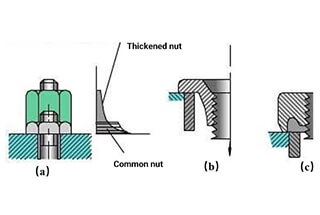
Dikkere noten:
Verkeerd standpunt: Dikkere moeren kunnen het aantal werkomwentelingen van de schroefdraad vergroten en de betrouwbaarheid van de verbindingen verbeteren.
Hoe dikker de moer, hoe ongelijkmatiger de belasting wordt verdeeld tussen elke draai van de schroefdraad, waardoor de verbinding gemakkelijker los komt te zitten.
Eén moer met meerdere ringen:
Soms zijn de gemonteerde bouten te lang, dus sommige mensen zetten veel veerringen op één bout.
Tijdens het aanspannen wordt de veerringen worden blootgesteld aan ongelijke krachten en sommige kunnen breken, waardoor de voorspankracht van de bout afneemt.
Of excentrische belastingen genereren, waardoor de betrouwbaarheid van de boutverbinding afneemt.
De wasmachine is te groot: (GB/T97.1-2002 Tabel 1, M5 tot M36: de binnendiameter van de sluitring is 0,3 mm tot 1 mm groter dan de draaddiameter)
Onjuiste werkwijze: Bij gebrek aan goede sluitringen wordt ter vervanging een sluitring met een grotere binnendiameter gebruikt.
Hierdoor vermindert het contact tussen de onderkant van de boutkop en de sluitring, wat leidt tot een afname van het drukdragend vermogen of de borgingskracht van de sluitring. Onder invloed van trillingen en schokbelastingen kan de bout losraken.
Het koppel is niet in overeenstemming:
Verkeerd standpunt: De overtuiging dat bouten "vast maar niet los" moeten zitten, wat leidt tot het opzettelijk verhogen van het aanhaalmoment.
Gevolgen: Dit resulteert in een slippende bout of zelfs breuk.
Verkeerde praktijk: Voor belangrijke bouten die met een koppel moeten worden aangedraaid, bestaat de neiging om een handmoersleutel te gebruiken om tijd te besparen.
Gevolgen: De bouten raken los door onvoldoende aanhaalmoment, wat leidt tot een defect.
Onvoldoende vergrendeling: Belangrijke bouten moeten na de montage worden vastgezet met een beveiliging tegen losdraaien.
Een veel voorkomende fout bij het gebruik van splitpenvergrendeling is het gebruik van een te dunne splitpen of halve splitpen.
Bij het gebruik van veerringen is een veelgemaakte fout dat de opening van de ring te klein is en zijn elasticiteit verliest.
Een veelgemaakte fout bij het gebruik van een borgring is om de ring aan de rand van de moer vast te zetten.
Een veelgemaakte fout bij het gebruik van dubbele moeren is om een dunne moer aan de buitenkant te gebruiken en deze niet vast te draaien.
Valse versterking:
De schroefdraad van de bouten, moeren of gaten heeft roestvlekken, aanslag, ijzerspanenzanddeeltjes, bramen, enz.
Vóór de montage moeten ze worden verwijderd. Tijdens het aandraaien van de bouten bereikt de waarde van het aandraaimoment aan de oppervlakte door het blokkerende effect van onzuiverheden de vereiste waarde, maar in feite worden de verbindingsdelen niet echt vastgeklemd.
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Heb je je ooit afgevraagd waarom bouten breken en machinebreuk veroorzaken? In dit artikel worden de kritieke factoren achter boutbreuken onderzocht, van ontwerpfouten tot materiaalproblemen. U leert hoe u...
Welke rol speelt wrijving in de stabiliteit van boutverbindingen? In de wereld van boutverbindingen met hoge sterkte, vooral voor kritieke onderdelen zoals draaikransen van kranen, is het...
Heb je je ooit afgevraagd hoe cruciaal mechanische afdichtingen zijn bij het voorkomen van lekken en het zorgen voor een soepele werking van machines? In deze blogpost duiken we in de wereld van mechanische...
Hoe kunnen we ervoor zorgen dat bouten langer meegaan onder stress? In dit artikel worden methoden onderzocht om de vermoeiingssterkte van bouten te verhogen, wat essentieel is om defecten te voorkomen in omgevingen met hoge druk zoals motoren. Meer informatie...
Waarom raken bouten los en hoe kan voorspanning dit voorkomen? Van onvoldoende aandraaien en trillingen tot kruipen van de pakking en thermische expansie, de redenen zijn divers maar cruciaal. Dit artikel...
Heb je je ooit afgevraagd hoe pijpleidingen en apparatuur veilig met elkaar verbonden blijven? In dit artikel worden zes essentiële soorten pijpflenzen besproken, van vlakke lasflenzen tot integrale flenzen. Je ontdekt hun unieke ontwerpen, toepassingen,...
Heb je je ooit afgevraagd wat ervoor zorgt dat je automotor soepel blijft lopen? Het antwoord ligt in smeeroliën. Deze complexe mengsels van koolwaterstoffen vervullen kritieke functies, van het verminderen van wrijving tot het voorkomen van roest. Deze...
Hoe kunt u ervoor zorgen dat uw boutverbindingen zowel sterk als betrouwbaar zijn? Dit artikel gaat in op praktische technieken om de sterkte van bouten te verbeteren, waarbij cruciale gebieden aan bod komen zoals...
Heb je je ooit afgevraagd wat het breekpunt van bouten en schroeven onder torsie bepaalt? Dit artikel gaat in op de kritieke waarden van het destructieve koppel voor verschillende soorten roestvast...