
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Heb je je ooit afgevraagd waarom plaatmetalen onderdelen barsten of vervormen tijdens het buigen? Dit artikel gaat in op de essentiële principes van het ontwerpen van plaatwerk, waarbij de nadruk ligt op buigtechnieken om precisie en duurzaamheid te garanderen. Aan het eind begrijp je de belangrijkste strategieën om veelvoorkomende problemen bij plaatbewerking te voorkomen.

Over het algemeen verwijst plaatmetaal naar metalen materialen met een uniforme dikte. Veel voorkomende plaatmaterialen zijn roestvrij staal, gegalvaniseerd staal, blik, koper, aluminium en ijzer. Dit artikel analyseert voornamelijk de basisprincipes van het ontwerpen van plaatmetalen producten.
1. Minimaal Buigstraal voor plaatdelen
Wanneer buigplaat Als de hoekradius te klein is, kan het buitenoppervlak barsten. Als de hoekradius te groot is, kan de precisie van het gebogen onderdeel niet gemakkelijk worden gehandhaafd vanwege springrug. Daarom wordt een minimale buigradius gespecificeerd, zoals te zien is in onderstaande tabel.
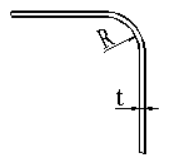
| Materiaal | Minimale buigradius (R) |
| Koudgewalste plaat, verzinkte plaat, gegalvaniseerde plaat | R ≥ 2t |
| Messing plaat | R ≥ 1t |
| Aluminium gelegeerde plaat | R ≥ 1,2t |
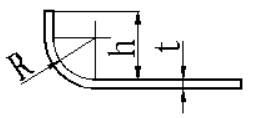
2. De hoogte van de rechte rand bij het buigen mag niet te klein zijn, anders is het moeilijk om voldoende buigmoment te vormen om onderdelen met een nauwkeurige vorm te krijgen.
De waarde van h mag niet kleiner zijn dan R+2t, zoals hieronder weergegeven.
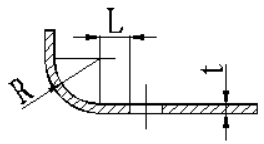
3. Bij het ponsen in de buurt van een gebogen rand mag de afstand L van de rand van het gat tot het middelpunt van de buigradius R niet te klein zijn om vervorming van het gat na het buigen te voorkomen.
De waarde van L mag niet kleiner zijn dan 2t, zoals weergegeven in onderstaande figuur.
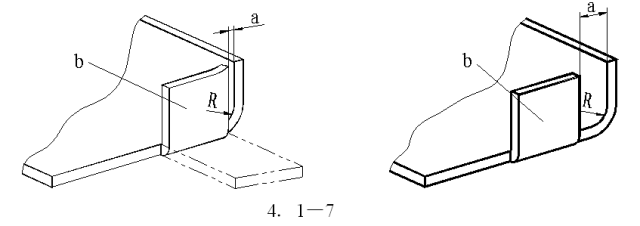
4. Als a<R, blijft er na het buigen een restboog over op zijde b bij het punt a. Om deze restboog te vermijden, moet je ervoor zorgen dat a≥R.
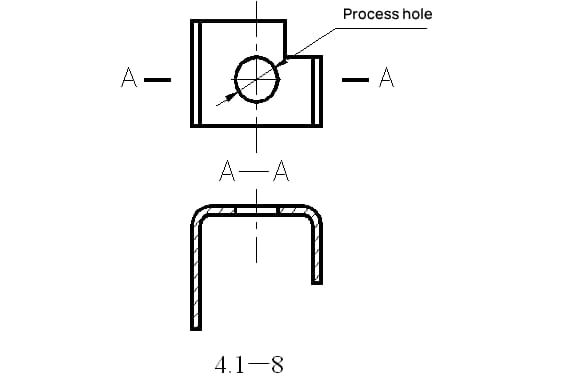
5. Bij U-vormig gebogen onderdelen zijn de buigkanten het beste even lang om te voorkomen dat ze tijdens het buigen naar één kant verschuiven.
Gerelateerde lectuur: V- & U-vormige buigkracht calculator
Als dit niet is toegestaan, kan een procesplaatsingsgat worden aangebracht, zoals geïllustreerd in Afbeelding 4.1-8.
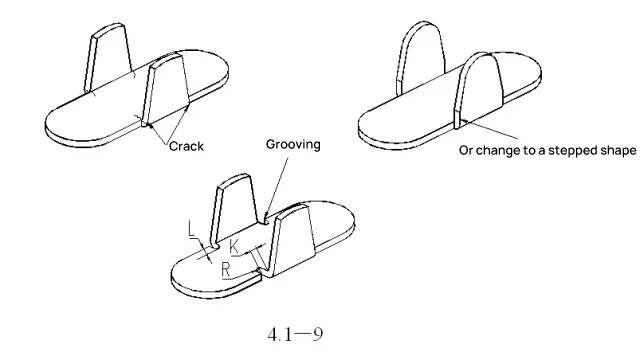
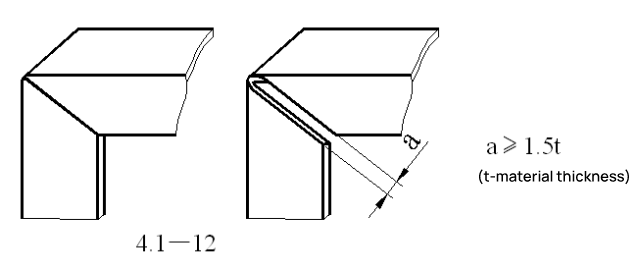
6. Om scheuren of vervorming te voorkomen bij zijwaarts (trapeziumvormig) buigen.
Ontwerp een gereserveerde sleuf of verander de basis in een stapvorm. De sleufbreedte K moet minstens 2t zijn en de sleufdiepte L moet minstens t+R+K/2 zijn.
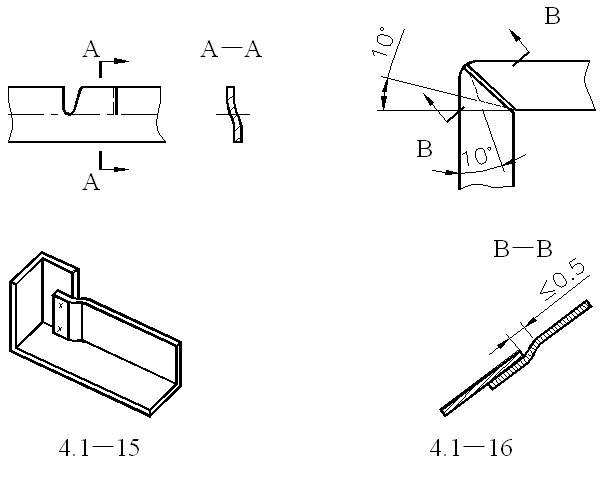
7. Ontwerp een gereserveerde inkeping om rimpeling door materiaalcompressie in de hoeken tijdens het buigen te voorkomen.
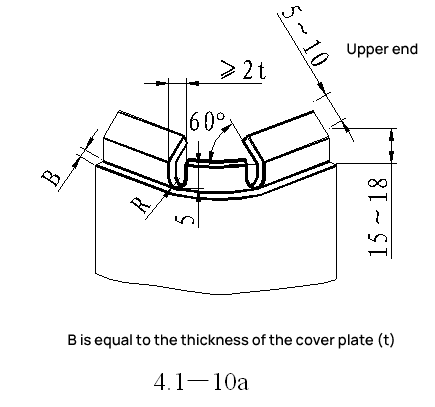
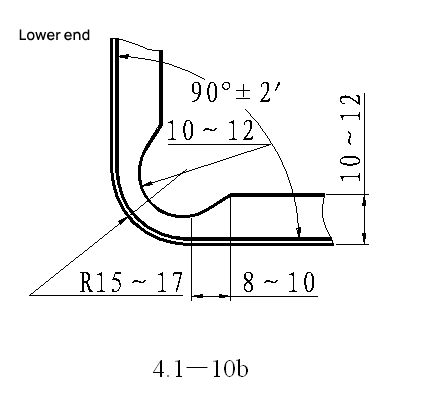
Bijvoorbeeld de inkeping in de hoek van de zijplaat van de buitenunit (boven en onder).
8. Ontwerp een gereserveerde inkeping om rimpeling aan de vlakke zijden van een rechte hoek na het buigen te voorkomen.
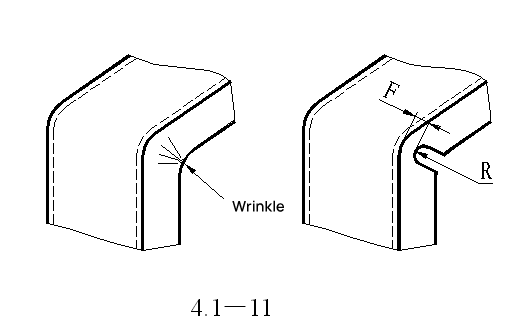
| R | F |
| 3 | 1.6 |
| 6 | 3 |
| 10 | 4.6 |
| 20 | 8 |
| 30 | 11 |
| 40 | 13 |
| 50 | 15 |
9. Ontwerp een inkeping om terugvering na het buigen te voorkomen.
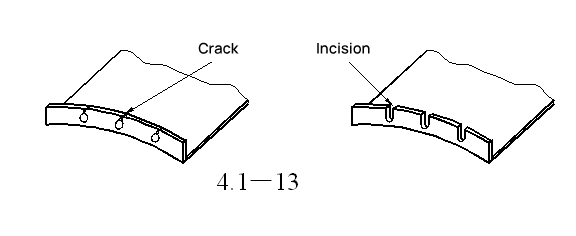
10. Ontwerp een inkeping om scheuren na het ponsen en buigen te voorkomen.
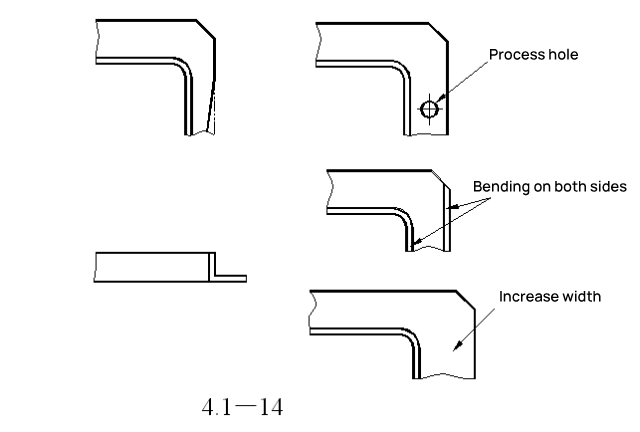
11. Om te voorkomen dat één kant naar binnen krimpt tijdens het buigen.
Dit kan worden opgelost door een procespositioneringsgat te ontwerpen, beide zijden tegelijkertijd te buigen of de flensbreedte te vergroten om krimpproblemen aan te pakken.
12. Overlappende vorm bij het buigen in een rechte hoek.
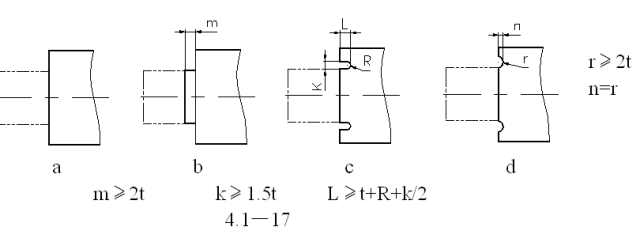
13. Buigen van uitsteeksels
Als gebogen zoals in Figuur a, waar de buiglijn samenvalt met de stappellijn, kunnen scheurvorming en vervorming bij de wortel soms optreden. Verschuif daarom de buiglijn van de traplijn zoals in afbeelding b, of ontwerp een inkeping zoals in afbeeldingen c en d.
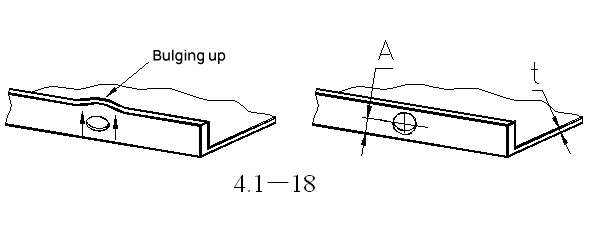
14. Om vervorming van gaten op het buigoppervlak door spanning te voorkomen, mag de randafstand (tot de onderste wortel) niet kleiner zijn dan A≥4.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











