
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Ooit moeite gehad met het verkrijgen van perfecte buigingen in plaatmetaal? Dit artikel gaat in op essentiële tips en trucs voor het beheersen van het buigen van plaatmetaal, waarbij alles aan bod komt van procesvolgorde tot het analyseren van buigbaarheid. Je ontdekt praktische strategieën om de nauwkeurigheid te verbeteren, materiaalverspilling te verminderen en de bewerkingen te stroomlijnen. Verwacht de belangrijkste factoren te leren die het succes van het buigen beïnvloeden en hoe je deze inzichten kunt toepassen op je projecten.

Procesplanning voor plaatmetalen buigonderdelen verwijst naar de volgorde van de buigprocessen tijdens de fabricage. De buigvolgorde moet worden bepaald op basis van de vorm van het onderdeel, de nauwkeurigheidseisen, de aard van de bewerkingen en het vervormingspatroon van het materiaal.
Voor specifieke gebogen onderdelen moet je eerst kijken naar het productievolume, het structurele ontwerp, de maatnauwkeurigheid en het materiaal en de haalbaarheid van het buigproces beoordelen. Ontwikkel vervolgens, op basis van de specifieke productieomstandigheden en een uitgebreide analyse van beïnvloedende factoren, een technisch haalbaar en kosteneffectief plan voor het buigproces.
De buigproces plan omvat voornamelijk een procesanalyse van de gebogen onderdelen en het formuleren van het buigprocédé. De algemene stappen zijn als volgt:
De originele gegevens omvatten de producttekeningen en technische voorwaarden van de gebogen onderdelen, de maatspecificaties, prestaties en leveringsstatus van de grondstoffen, het productievolume van het product, de bestaande voorwaarden van de stempelapparatuur in de fabriek en andere technische gegevens.
De producttekening is de meest directe basis voor het procesontwerp, andere technische gegevens dienen als referentie voor het stempelen. matrijsontwerpen de resterende originele gegevens worden gebruikt om de verwerkingsmethode van de gestempelde onderdelen te bepalen, het stempelprocesplan te formuleren en het structuurtype van de matrijs te kiezen.
Buigbaarheid verwijst naar het aanpassingsvermogen van een onderdeel aan buigprocessen. Dit betekent dat wordt beoordeeld of de structuur, de afmetingen, de nauwkeurigheidseisen en de materialen van het gebogen onderdeel voldoen aan de technische eisen van buigvervaardiging.
Over het algemeen zorgen onderdelen met een goede buigbaarheid voor minder materiaalverbruik, minder bewerkingen, een eenvoudigere gereedschapstructuur, een stabiele productkwaliteit en lage kosten. Het maakt ook een economische en verstandige technische voorbereiding en productieorganisatie mogelijk.
Het doel van het analyseren van de buigbaarheid is inzicht krijgen in het gemak of de moeilijkheid van het verwerken van het gebogen onderdeel, waarmee de basis wordt gelegd voor de ontwikkeling van een buigprocesplan.
Voordat de buigbaarheid van een product wordt geanalyseerd, moet eerst een economische productieanalyse worden uitgevoerd. De productiehoeveelheid van gebogen onderdelen is een kritieke factor bij het bepalen van de redelijkheid van het buigproces.
De analyse van de buigbaarheid van het product moet gebaseerd zijn op de onderdeeltekeningen. Een grondige analyse van de vorm, grootte, precisievereisten en buigvormbaarheid van het gebruikte materiaal is essentieel. Hierbij wordt ook de kans op verschillende kwaliteitsproblemen beoordeeld.
Er moet speciale aandacht worden besteed aan de limietafmetingen van het onderdeel (zoals de minimale gebogen rand, de minimale afstand tussen gaten en randen, de minimale afstand tussen gaten en randen). buigradius), maattoleranties, ontwerpreferenties en andere speciale vereisten.
Deze factoren zijn van grote invloed op de aard, het aantal en de volgorde van de vereiste bewerkingen en op de positioneringsmethode, buigen matrijsstructuuren productieprecisie.
Als na de bovenstaande analyse blijkt dat de buigbaarheid van het onderdeel onredelijk is, moet de productontwerper worden geraadpleegd.
Zonder afbreuk te doen aan de gebruiksvereisten van het product, kunnen de juiste aanpassingen worden aangebracht aan de vorm, grootte, precisievereisten en materiaalselectie van de gebogen component.
Op basis van de analyse van het buigproces worden verschillende buigprocesplannen voorgesteld. Door vervolgens de verschillende plannen uitgebreid te analyseren en te vergelijken op basis van het productievolume en de bestaande productieomstandigheden van het bedrijf, wordt het technologisch en economisch meest optimale procesplan bepaald.
Over het algemeen omvat het opstellen van een buigprocesplan de volgende inhoud:
Kortom, terwijl we voldoen aan de vereisten van de onderdeeltekening, streven we naar minder bewerkingen, een eenvoudige buigvormstructuur, een langere levensduur en een gemakkelijke bediening.
Over het algemeen moet de opstelling van buigbewerkingen de volgende principes volgen:
1) Voor het buigen van stukken met eenvoudige vormen wordt een eenmalige buigvorm aangenomen; voor het buigen van stukken met complexe vormenEr worden twee of meer buigprofielen gebruikt.
2) Voor het buigen van stukken met grote hoeveelheden en kleinere afmetingen wordt bij voorkeur gebruik gemaakt van progressieve matrijzen of samengestelde matrijzen.
3) Buig voor stukken met meerdere hoeken eerst de buitenhoek en dan de binnenhoek. De volgende buiging mag de vorm van de vorige buiging niet vernietigen. buigdeel. Bij de vorige buiging moet er rekening mee worden gehouden dat de volgende buiging een geschikte positioneerbasis heeft en soepel kan worden uitgevoerd.
4) Buig van klein naar groot.
5) Speciale vormen moeten eerst gebogen worden, gevolgd door algemene vormen.
6) Voor buigonderdelen met gaten kunnen gaten over het algemeen geponst worden voordat ze gebogen worden om de matrijsstructuur te vereenvoudigen. Als het gat zich in de buigvervormingszone of dicht bij de buigvervormingszone bevindt en het gat hoge eisen stelt aan het referentieoppervlak, moet het buigen gebeuren voordat het gat wordt geponst.
1) Eenvoudige eenmalige buigonderdelen, zoals getoond in Figuur 1-1.

2) Tweevoudige buigonderdelen, zoals getoond in Figuur 2-2.
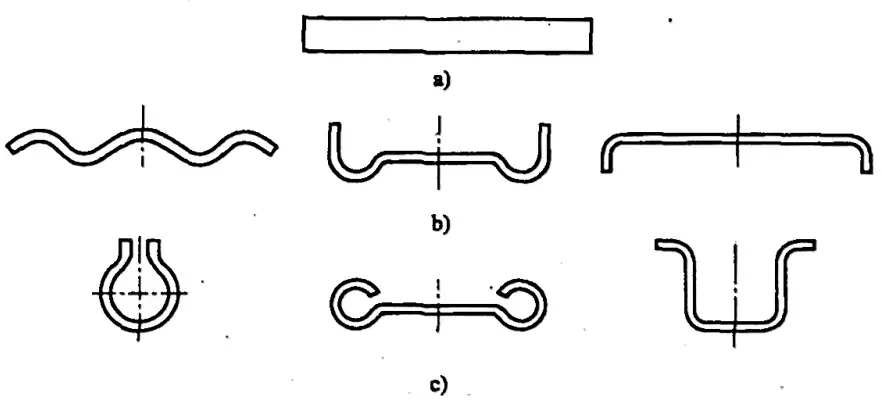
a) Plat patroon
b) Eerste bocht
c) Tweede bocht
3) Drievoudige buigonderdelen, zoals getoond in Figuur 3-3.
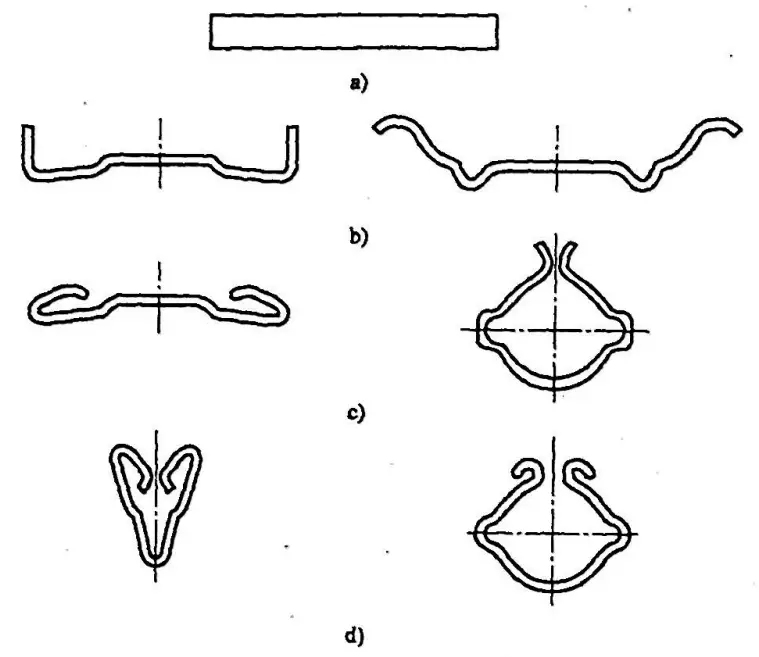
4) Viervoudige buigonderdelen, zoals getoond in Figuur 4-4.


Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











