
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Heb je je ooit afgevraagd hoe een ponsmachine metalen platen omvormt tot precieze vormen? In dit artikel ontdek je hoe een ponsmachine in elkaar zit, van het mechanisme van rotatie naar lineaire beweging tot de vitale rol van onderdelen zoals vliegwielen en krukassen. We behandelen ook essentiële onderhoudstips om ervoor te zorgen dat je ponsmachine efficiënt werkt. Tegen het einde begrijpt u de belangrijkste principes achter ponsmachines en hoe u ze in topconditie kunt houden.

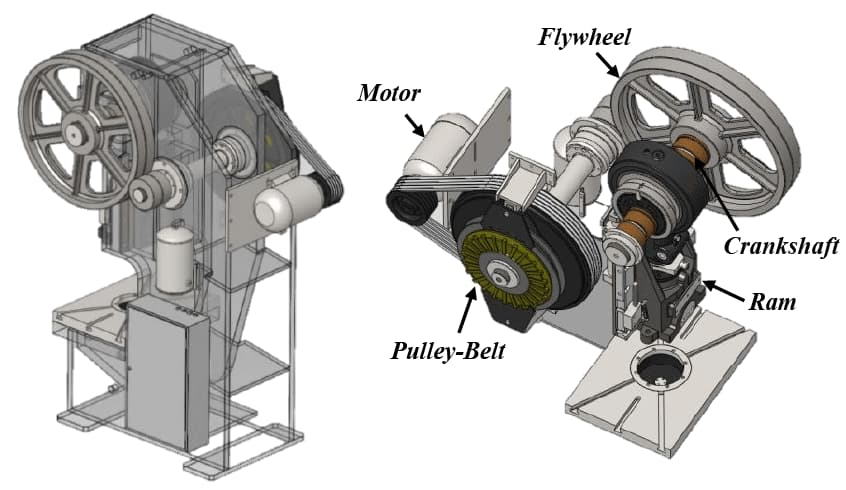
Het ontwerpprincipe van de ponsmachine is het omzetten van roterende beweging in lineaire beweging. De hoofdmotor drijft het vliegwiel aan, dat vervolgens via de koppeling de tandwielen, krukas (of excentrische tandwielen), drijfstang en andere onderdelen aandrijft om de lineaire beweging van de slede te verkrijgen.
De beweging van de hoofdmotor naar de drijfstang is een roterende beweging. Er moet een overgangspunt zijn tussen de drijfstang en de slede voor de omzetting van roterende naar lineaire beweging, wat kan worden bereikt door twee mechanismen: een kogeltype of een pintype (cilindrisch) mechanisme.
Door dit mechanisme wordt de roterende beweging omgezet in de lineaire beweging van de slede.
De ponsmachine oefent druk uit op het materiaal, waardoor het plastische vervorming ondergaat en de vereiste vorm en nauwkeurigheid verkrijgt.
Daarom moet het worden uitgerust met een set matrijzen (bestaande uit boven- en ondermatrijzen) om het materiaal op zijn plaats te houden.
De machine oefent druk uit om het materiaal te vervormen, en de reactiekracht veroorzaakt door de toegepaste kracht tijdens de verwerking wordt geabsorbeerd door het ponsmachinelichaam.

Ponspersen kunnen worden onderverdeeld in twee typen: mechanisch en hydraulisch.
Daarom kunnen ponsmachines als volgt worden ingedeeld op basis van hun aandrijfkracht:
(1) Mechanische pons Persen
(2) Hydraulische ponsmachines
Voor algemene plaatmetaal stempelprocessen gebruiken de meesten mechanische ponsmachines. Hydraulische ponsmachines kunnen verder onderverdeeld worden in oliedruk- en waterdruktypes volgens het type vloeistof dat gebruikt wordt.
Momenteel worden in de meeste gevallen oliedrukponsmachines gebruikt, terwijl waterdrukponsmachines vooral gebruikt worden voor grote of speciale machines.
Persen kunnen ook worden ingedeeld in enkelvoudig, dubbelvoudig, drievoudig en andere types op basis van de bewegingsmodus van de schuif.
Het meest gebruikte type is echter de enkelwerkende ponsmachine met slechts één schuif.
Dubbelwerkende en driedubbelwerkende ponsmachines worden vooral gebruikt voor het verlengen en vormen van autocarrosserieën en grote werkstukken, en ze zijn erg talrijk.
(1) Krukaspersen
Een ponsmachine die een krukasmechanisme gebruikt, wordt een krukasponsmachine genoemd en de meeste mechanische ponsmachines gebruiken dit mechanisme.
Het krukasmechanisme wordt veel gebruikt omdat het eenvoudig te fabriceren is, de positie van het onderste dode punt en de bewegingscurve van de schuifslag correct kan bepalen en over het algemeen geschikt is voor verschillende verwerkingsmethoden.
Daarom is dit type stansen geschikt voor snijden, buigen en strekken, warm smedenwarm smeden, koud smeden en bijna alle andere stanspersprocessen.
(2) Persen zonder krukas
Ponsmachines zonder krukas worden ook wel excentrische tandwielponsmachines genoemd.
De twee soorten structuren en functies, krukas-ponsmachines en excentrische tandwiel-ponsmachines, kunnen als volgt vergeleken worden: op het gebied van asstijfheid, smering, uiterlijk, onderhoud en andere aspecten heeft de excentrische tandwiel-ponsmachine voordelen ten opzichte van de krukasstructuur, maar het nadeel is dat hij duurder is.
Als de slag langer is, is de excentrische tandwielponsmachine voordeliger, terwijl voor machines met een kortere slag, zoals speciale snijmachines, krukasponsmachines beter zijn.
Daarom worden krukasponsmachines ook gebruikt in kleine machines en hogesnelheidsmachines. snijstempel persen.
(3) Fuseegewrichtsponsen

Een ponsmachine die een fusee mechanisme gebruikt om de slede aan te drijven wordt een fusee fusee fusee fusee fusee genoemd. Dit type ponsmachine heeft een unieke bewegingscurve van de slede in de buurt van het onderste dode punt, waar de snelheid van de slede erg traag wordt (vergeleken met krukas ponsmachines).
Het kan de positie van het onderste dode punt van de slag nauwkeurig bepalen, waardoor het geschikt is voor compressieverwerking zoals stempelen en afwerken. Momenteel wordt hij vooral gebruikt bij koud smeden.
(4) Wrijvingspersen
Een ponsmachine die gebruik maakt van wrijvingstransmissie en spiraalmechanisme in rupsaandrijving wordt een wrijvingspers genoemd. Dit type ponsmachine is het meest geschikt voor smeed- en pletbewerkingen, maar kan ook worden gebruikt voor buigen, vormen, strekken en andere verwerkingsmethodes, met een veelzijdige functionaliteit.
Vanwege de lage prijs werd het voor de jaren 1960 veel gebruikt.
Vanwege het onvermogen om de positie van het onderste dode punt van de slag nauwkeurig te bepalen, de slechte bewerkingsnauwkeurigheid, de lage productiesnelheid en de neiging tot overbelasting bij onjuiste besturingsbewerkingen of omdat er technische expertise voor nodig is, is het echter niet meer in gebruik.
(5) Schroefpersen
Een ponsmachine die gebruik maakt van een spiraalmechanisme in het aandrijfmechanisme van de slede wordt een schroefpers (of schroefponsmachine) genoemd. Tegenwoordig wordt deze nog maar zelden gebruikt.
(6) Tandheugelpersen
Een ponsmachine die een tandheugelmechanisme gebruikt in het aandrijfmechanisme van de slede, wordt een tandheugelpers genoemd.
De schroefpers en tandheugelpers hebben bijna dezelfde kenmerken, die over het algemeen vergelijkbaar zijn met die van hydraulische persen.
In het verleden werden ze gebruikt voor het persen van tepelvoeringen, puin en andere items, evenals voor extruderen, olie persen, verpakken en het persen van schelpen (warmwalsen), maar ze zijn nu vervangen door hydraulische persen en worden niet meer gebruikt, behalve in zeer speciale omstandigheden.
(7) Verbindingspersen
Een ponsmachine die gebruik maakt van verschillende verbindingsmechanismen in het aandrijfmechanisme van de slede wordt een verbindingsmachine genoemd.
Het doel van het gebruik van een stangenstelsel is om de streksnelheid binnen de limiet te houden terwijl de verwerkingscyclus tijdens het strekken korter wordt en om de snelheidsveranderingen tijdens het strekken te beperken.
Het versnelt de naderende slag van het bovenste dode punt naar het begin van de bewerking en de teruggaande slag van het onderste dode punt naar het bovenste dode punt, waardoor het een kortere cyclus heeft dan een krukas-ponsmachine, wat de productiviteit verhoogt.
Dit type ponsmachine wordt al sinds de oudheid gebruikt voor dieptrekken van cilindrische containers met een smal bedoppervlak, maar sinds kort wordt het gebruikt voor het verwerken van carrosseriedelen voor auto's met een breder bedoppervlak.
(8) Nokkenpersen
Een ponsmachine die een nokmechanisme gebruikt in het aandrijfmechanisme van de slede, wordt een nokkenponsmachine genoemd. Het kenmerk van deze ponsmachine is het maken van een geschikte nokvorm om gemakkelijk de gewenste glijcurve te verkrijgen.
Omdat het nokkenmechanisme echter moeilijk grote krachten kan overbrengen, heeft dit type ponsmachine een beperkte capaciteit. Het wordt vaak gebruikt in de kledingindustrie.
Ponspersen kunnen worden ingedeeld in twee categorieën: C-type (back-to-back) en H-type (rechte kolom) volgens de vorm van het machinelichaam.
C-stansmachines, gebaseerd op de kenmerken van hun machinelichaam (vooropening), zijn over het algemeen geschikt voor een nominale druk van minder dan 300T, waarbij de maximale werkdruk ongeveer 50% van de nominale druk bedraagt.
H-type stansmachines hebben een symmetrisch machinelichaam dat bestand is tegen excentrische belastingen tijdens het gebruik. De nominale druk van H-type stempelpersen ligt over het algemeen boven 300T.

De meeste ponsmachines die we vandaag de dag gebruiken behoren tot deze categorie, die veel gebruikt wordt vanwege de eenvoudige mechanische structuur, betrouwbare mechanische prestaties en nauwkeurigheid.
Met de voortdurende ontwikkeling van wetenschap en technologie hebben sommige moderne ponsmachines "mechanische, elektrische, pneumatische, hydraulische" systemen en numerieke besturingsstructuren geïntegreerd.
Ze werken betrouwbaarder, hebben een hogere stempelnauwkeurigheid, uitgebreidere functies en betrouwbaardere veiligheidsprestaties.
De bewerkingsnauwkeurigheid van een ponsmachine hangt samen met de speling tussen de slede en de geleiderail (over het algemeen met een standaardspeling van 0,02-0.13), en de vervorming van het ponsmachinelichaam tijdens gebruik (vooral voor ponsmachines van het C-type, waarbij de standaardafwijking tussen de middellijn van de slede en de middellijn van de werktafel niet meer dan 3′ mag bedragen), evenals het parallellisme tussen het onderste vlak van de slede en het werkvlak van de werktafel, de speling tussen de slede en de drijfstang, de speling tussen de drijfstang en de krukas, en de middentrilling van het vliegwiel.
Op basis van de bovenstaande punten moeten de dagelijkse/ploegendienstinspectie en jaarlijkse inspectie van de ponsmachine deze aspecten weerspiegelen, en de inhoud met betrekking tot deze inspectiepunten moet ook worden weerspiegeld in de dagelijkse inspectie. Bijvoorbeeld de toestand van de olie, lawaai, trillingen, trillen van het lichaam, 2S, enz.

De afstelling van de speling tussen de slede en de geleiderail is vooral bedoeld voor precisie. Een te krap afgestelde geleider zal warmte produceren.
Over het algemeen, voor kleine machines, is de ontruiming aan elke kant tussen 0.02~0.05mm, terwijl voor grote machines, de ontruiming aan elke kant tussen 0.03~0.20mm zou moeten zijn.
De correctiemethode voor algehele speling is als volgt: Raak tijdens de productie de bewegende schuif met je hand aan. Als er een trillend gevoel optreedt wanneer de slede het onderste dode punt bereikt, betekent dit dat de lengtespeling te groot is en tijdig moet worden bijgesteld.
Door langdurig gebruik of overbelasting kan de hefinrichting losraken. Deze toestand wordt over het algemeen beschouwd als overbelasting. Ook olielekkage bij de verbinding kan het gevolg zijn van overbelasting.
In dit geval moet de vergrendelingsgraad van de borgmoer van de drijfstang tijdig worden aangepast omdat dit verband houdt met veiligheidskwesties.
De rem en koppeling van een stansmachine zijn belangrijke onderdelen voor een veilige werking van de machine. Ze zijn de oorzaak van grote veiligheidsongelukken, dus het is noodzakelijk om hun basisstructuur te begrijpen en hun veiligheidsprestaties te bevestigen voordat ze dagelijks worden gebruikt.
Als er abnormale omstandigheden worden vastgesteld (zoals de schuif die niet op de gespecificeerde positie kan stoppen, abnormaal geluid tijdens het gebruik, abnormale trillingen, langzame beweging van de schuif, enz.
Daarnaast moet onderhoudspersoneel ook letten op tekenen van overmatige speling tussen de rem- en koppelingsplaten.
Deze tekenen zijn onder andere een verhoogd gebruik van perslucht, kruipen van de slede van de stempelmachine en in ernstige gevallen een continue beweging van de slede tijdens een enkele bewerking, wat absoluut niet is toegestaan.
Als de speling te klein is ingesteld, zullen de rem- en koppelingsplaten wrijvingsgeluiden produceren, hitte opwekken en een toename van de motorstroom veroorzaken, waardoor de retourveer beschadigd kan raken. (De normale standaardspeling is 1,5~3,0 mm).
Ontkoppeling treedt meestal op in het onderste dode punt wanneer de bovenste en onderste matrijs gesloten zijn, waardoor de slede niet normaal werkt.
Op dat moment kan de motor worden omgekeerd en de luchtdruk worden verhoogd om de slede in kleine stappen naar het bovenste dode punt te tillen door de modus "inch" te selecteren op de bedieningsschakelaar.
Het is noodzakelijk om de bouten van de accessoires van de bewerkingsmachine regelmatig te controleren, vooral voor sommige stempelmachines die met hoge snelheden en frequenties werken.
Deze machines zijn gevoelig voor trillingen, waardoor bouten gemakkelijk los kunnen raken. Als de bouten eenmaal loszitten en ze niet op tijd worden gecorrigeerd, kunnen er onverwachte veiligheidsongevallen gebeuren.
De mechanisch bewegende onderdelen kunnen vaak brandwonden of beten veroorzaken als de smering niet op tijd is, dus is het noodzakelijk om het olietoevoergedeelte te inspecteren.
Dit omvat het controleren op "lopen, lekken, druppelen, verstoppen en andere verschijnselen" in de oliecups, olietanks, olieleidingen, filters, oliekeerringen enz. en deze tijdig aanpakken.
Wanneer de persluchtleiding van de gereedschapsmachine lekt, zal dit een drukvermindering veroorzaken en de werking van de machine beïnvloeden, wat leidt tot storingen.
Daarnaast moet ook het watergehalte van de perslucht worden gecontroleerd (er kan een luchtfilter worden geïnstalleerd voor droging en ontvochtiging). Dit is een belangrijke oorzaak van trage beweging en corrosie van elektromagnetische kleppen, cilinders en andere apparaten van bewerkingsmachines.
De nauwkeurigheid van de stansmachine heeft een directe invloed op de levensduur van de matrijs en de verwerkingsnauwkeurigheid van het product. Na verloop van tijd gaat de nauwkeurigheid van de stansmachine echter achteruit.
Daarom is het noodzakelijk om periodieke nauwkeurigheidsinspecties uit te voeren, problemen tijdig te ontdekken en ze te repareren om ervoor te zorgen dat de bewerkingsmachine een relatief nauwkeurige precisie heeft, waardoor de nauwkeurigheid van de geproduceerde producten gegarandeerd is.
Voor de inspectie, het onderhoud en de correctie van gereedschapsmachines moet elke keer worden begonnen en geëindigd met 2S. Dat wil zeggen, vóór inspectie en onderhoud alle delen van de gereedschapsmachine schoonmaken en schoonvegen, vooral enkele sterk vervuilde delen.
Let ook op abnormale omstandigheden tijdens het wissen en registreer deze één voor één.
Maak na inspectie en onderhoud onmiddellijk schoon rond de machinetafel en tel het gereedschap om te voorkomen dat er gereedschap, lappen en andere voorwerpen in de machine achterblijven, wat onnodig gevaar voor de werking en veiligheid van de machine kan opleveren.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











