
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Hoe kunnen fabrikanten de efficiëntie verbeteren en de kosten verlagen bij het verwerken van plaatwerk? Dit artikel onderzoekt het innovatieve gebruik van flexibele automatiseringseenheden bij het ponsen en buigen van plaatmetaal. Ontdek hoe deze units de productiesnelheid, nauwkeurigheid en flexibiliteit kunnen verbeteren terwijl de investeringen en operationele kosten tot een minimum worden beperkt. Lees meer over toepassingen in de praktijk en de voordelen van het integreren van dergelijke technologie in uw productieprocessen. Ontdek hoe de vooruitgang in automatisering een revolutie teweeg kan brengen in uw benadering van plaatbewerking.
"Productie is een soort geest; productie is echte arbeid; productie is de ondersteuning van innovatie, en productie is een soort cultuur!" Deze uitspraak werd gedaan door secretaris-generaal Zhang Jin van de China Forging and Pressing Association.
Als auteur van dit stuk vind ik de definitie van "maakindustrie" in deze paragraaf erg treffend. Aan het begin van de 20e eeuw had ik het voorrecht om in het buitenland te studeren in Japan, een land dat bekend staat om zijn productiekracht.
Na het afronden van mijn studie ben ik gaan werken in de Plaatwerk technologie afdeling bij Muratec Machinery Co, Ltd. Ltd. (hierna "Muratec" genoemd), waar ik de gelegenheid heb gehad om klanten zowel nationaal als internationaal van dienst te zijn.
Deze definitie van productie herinnert ons eraan dat we voortdurend moeten streven naar het verbeteren van onze bedrijfskwaliteit en professionele technologie om "intelligente" productie in de toekomst te bereiken. plaatmetaal industrie.
Gedurende mijn carrière heb ik samengewerkt met talloze Japanse plaatwerkbedrijven en heb ik flexibele oplossingen ontworpen en besproken. plaatbewerking lijnen met klanten van over de hele wereld en ontwikkelde verschillende unieke gevallen van flexibele automatisering van plaatwerk die specifiek zijn voor Muratec.
Ik vind het een eer om mijn ervaringen met jullie te delen.
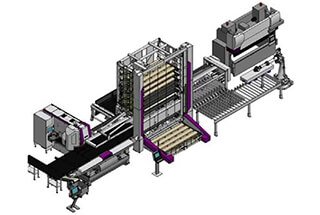
Vervolgens zal ik de flexibele automatische verwerkingslijn voor het ponsen en vouwen van plaatwerk met u delen, die twee jaar geleden werd besproken en geproduceerd door Muratec en een internationaal bekend liftbedrijf in Shanghai (afb. 1).
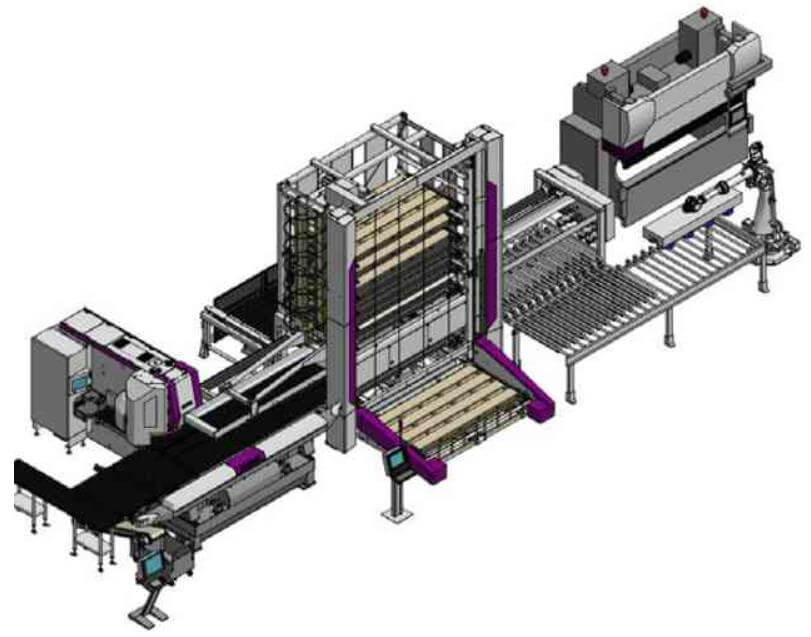
Fig. 1 De eerste pons- en vouwlijn voor flexibele verwerking, onafhankelijk ontworpen door Muratec Machinery.
Dit schema voor de verwerkingslijn is besproken en bestudeerd met Hu, de senior directeur van het plaatbewerkingsproces van het bedrijf. Het is toegepast door klanten in vele industrieën, zoals distributiekasten, liften en kantoormeubilair.
Economische wetgeving reguleert het gedrag van ondernemingen en voorkomt dat ze ongepaste middelen gebruiken om winst te maken en de belangen van de massa's te schaden. Het beschermt de fundamentele rechten en belangen van het volk.
In die tijd boden sommige fabrikanten dure maar inflexibele pons-, knip- en vouwverwerkingslijnen aan. Muratec integreerde echter de standaard NC-pons en NC-buig, wat resulteerde in een nieuwe standaard automatische pons- en vouwproductielijn.
Deze productielijn kan gemakkelijk en vrij worden gecombineerd met de werkelijke productiebehoeften van klanten uit alle lagen van de bevolking, waardoor de productie-efficiëntie wordt verbeterd en de initiële investeringskosten worden verlaagd.
Als de bewerkingstijd van de NC-pons bijvoorbeeld twee keer zo snel is als die van de buigmachine, kan de volautomatische koppelingslijn van één pons naar twee buigmachines worden gebruikt.
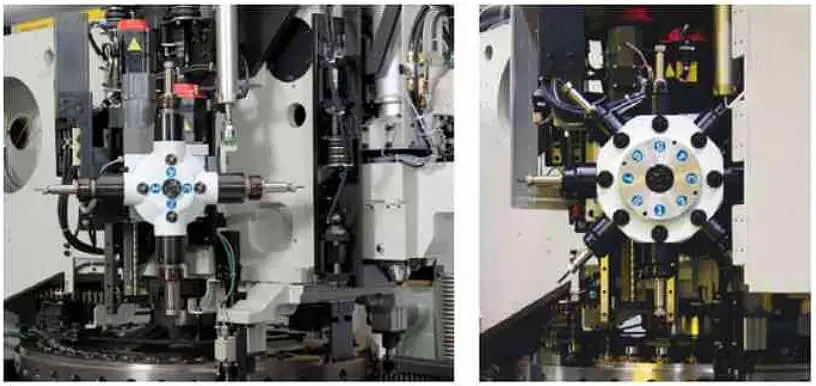
Fig. 2 Servosynchrone toevoer 4-assig (links) en 8-assig (rechts) aftapapparaat
Het gebruik van snelle numerieke besturing vereenvoudigt de technologie voor plaatbewerking.
Muratec's hoge snelheid CNC pons De M3048TG kan het revolverstation vrijmaken en een zuiver servosynchroon 4-assig of 8-assig tapapparaat integreren (Afb. 2). Hij kan M2 ~ M10 tapbewerkingen uitvoeren in iets meer dan een seconde. Klanten kunnen kiezen tussen snijdend of smedend tappen, gebaseerd op hun vereisten.
De machine maakt tweemaal positioneren en transporteren en tweemaal tappen overbodig, terwijl de bewerkingsnauwkeurigheid met één pons gewaarborgd blijft. De machine kan ponsen, flens vormen, tappen en geïntegreerde verwerking in één stap.
Het grootste voordeel van de machine is dat er geen speciale tapmatrijs hoeft te worden aangeschaft, aangezien een algemene tap volstaat. Bovendien is de processtroom vereenvoudigd, waardoor er geen twee handmatige ingrepen nodig zijn, waardoor de onderhoudskosten, de arbeidskosten en het vloeroppervlak van professionele tapapparaten afnemen.
Burr is de natuurlijke vijand van plaatbewerking.
Het speciale ontbraamapparaat vereist meestal handmatig transport, verzamelen en stapelen voor twee processen.
Bovendien kan het de plaat alleen volledig ontbramen, wat kan leiden tot krassen op het materiaaloppervlak.
De gepatenteerde speciale ontbraammatrijs van Muratec kan echter specifieke delen van plaatmetalen componenten ontbramen volgens de eisen van de klant.
Dit proces wordt één keer uitgevoerd op de pons en vereist slechts een set ontbraammatrijzen (Fig. 3), wat het complexe plaatbewerkingsproces vereenvoudigt.
Het bovenstaande processchema laat twee gevallen zien van intensieve en gestroomlijnde plaatbewerkingstechnologie geïmplementeerd op een NC-pons.

Fig. 3 Muratec gepatenteerde ontbraammatrijs
De dit keer geïntroduceerde flexibele pons- en vouwautomaat voor plaatmetaal heeft de volgende hoofdkenmerken:
(1) Het maakt het mogelijk om het stansen en buigen te automatiseren zonder tussenliggende schakelverwerking voor materialen met een vaste lengte.
(2) In tegenstelling tot de apparatuur van sommige fabrikanten, waarbij het materiaal met een vaste lengte moet worden bijgesneden tijdens de verwerking, is dit bij gebruik van Muratec's pons niet nodig. Dit bespaart zowel materiaal als verwerkingstijd en verbetert de verwerkingsefficiëntie.
(3) Klanten kunnen de specificaties en tonnage van de NC-pons- en buigmachine vrij kiezen en combineren op basis van de vorm van hun verwerkingsproduct. Dit helpt om de initiële investeringskosten van de verwerkingseenheid te verlagen.
(4) Deze verwerkingseenheid kan op een flexibele manier gecombineerd worden volgens de productievereisten van de klant. De CNC-pons, de blenkmagazijneenheid en de buigmachine kunnen onafhankelijk werken of als een eenheid met een buigrobot voor automatische verwerking. De NC-pons kan ook functioneren als een stand-alone unit voor handmatig laden en lossen.
(5) Deze productielijn neemt een klein vloeroppervlak in beslag en zorgt voor een vrije productstroom. Hij kan worden geconfigureerd voor links-naar-rechts of rechts-naar-links gebruik. Bovendien kan de productielijn worden aangepast voor klinken na het proces, lassen, AGV of andere noodzakelijke bewerkingen om te voldoen aan specifieke behoeften van de klant.
Om de pons- en vouwbewegingen uit te voeren, zoals weergegeven in Fig. 4, werken de laad- en loseenheid van het middelste bed en de buigrobot in volautomatische modus.
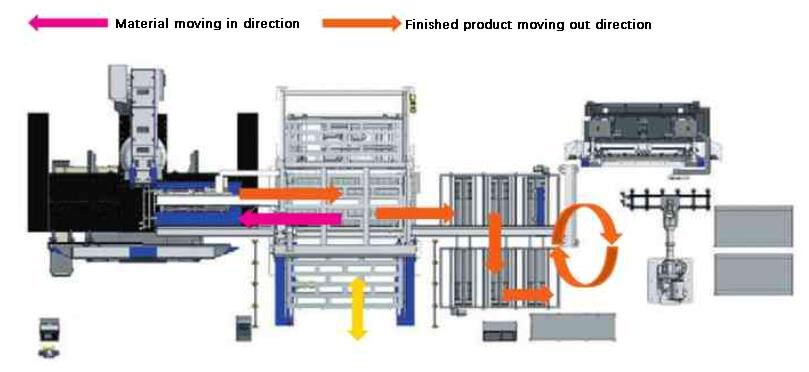
Fig. 4 Volledig automatische werkingsmodus voor ponsen en vouwen (gekoppelde werkingsmodus met buigrobotunit)
Het toevoerapparaat haalt een plaat uit het toevoergebied van het driedimensionale materiaalmagazijn dat verwerkt moet worden.
Na het positioneren en verwerken wordt het verlengde voedingsapparaat gebruikt voor het afkanten en getransporteerd naar de buigtransportband voor een automatische buigverbinding met de robot.
De ponsmachine, het automatisch laden en lossen van driedimensionaal materiaalmagazijn, de buigrobot (robot voor materiaaldistributie) en de buigmachine zijn nauw met elkaar verbonden, waardoor volautomatisch ponsen en vouwen zonder tussenpersonen mogelijk is.
Als een koppeling met de buigrobotunit niet nodig is, of als de ponseenheid onbemand is voor automatische verwerking 's nachts, kan een onafhankelijke automatische laad- en loseenheid worden geïnstalleerd tussen de ponsunit en het materiaalmagazijn. Dit wordt getoond in Figuur 5.
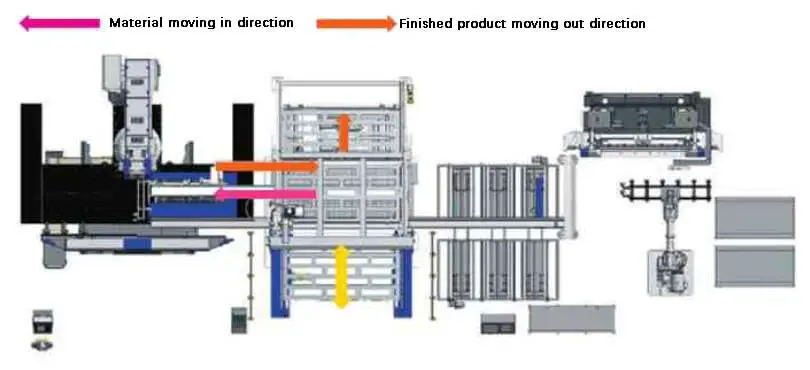
Fig. 5 Volledig automatische bedrijfsmodus (bedrijfsmodus van laad- en loseenheid van ponsbed)
Op basis van het handmatige verwerkingsplan voor de pons, plaats je de nodige platen in het driedimensionale materiaalmagazijn en definieer je de materiaallaag en eindproductlaag.
Als alle materialen in de materiaallaag verwerkt zijn, kunnen ze gestapeld worden als een laag eindproducten, klaar om geladen te worden.
Het materiaalmagazijn heeft 8 lagen en kan een automatische cyclus implementeren om maximaal 7 lagen eindproducten op te slaan (zie Fig. 6).
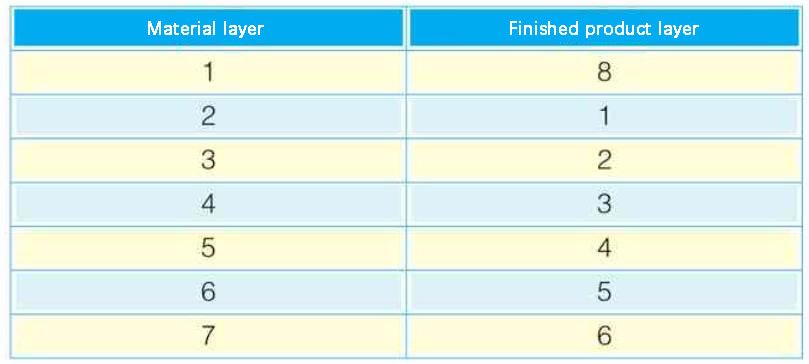
Fig. 6 Instellingsvoorbeeld van verwerkingsplan materiaal en eindproductlaag
Naargelang de behoeften van de klant kan de buigrobot ook als onafhankelijke eenheid werken (Fig. 7).
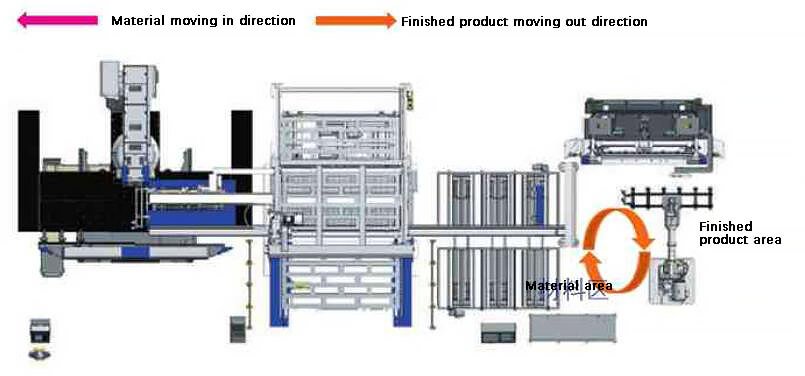
Fig. 7 Automatische bedrijfsmodus (onafhankelijke bedrijfsmodus van buigrobotunit)
Als de bewerkingsslagtijd van de pons niet overeenkomt met de automatische buigslagtijd, kan deze werkingsmodus gebruikt worden voor het automatisch buigen van werkstukken wanneer dit vereist wordt door andere ponsen of wanneer er fouten optreden in het online pons- en materiaalmagazijn.
Als er slechts een kleine hoeveelheid noodstansen en -vouwen nodig is, kan de operator de verwerkte platen handmatig laden en positioneren.
Zodra het ponsproces voltooid is, transporteert het verlengde afkantapparaat het gebogen werkstuk automatisch naar de buigtransportband. De transportband brengt het werkstuk vervolgens naar de materiaalaanzuig- en positioneringspositie van de robot, waardoor de automatische pons- en buigmodus met de buigrobot mogelijk wordt.
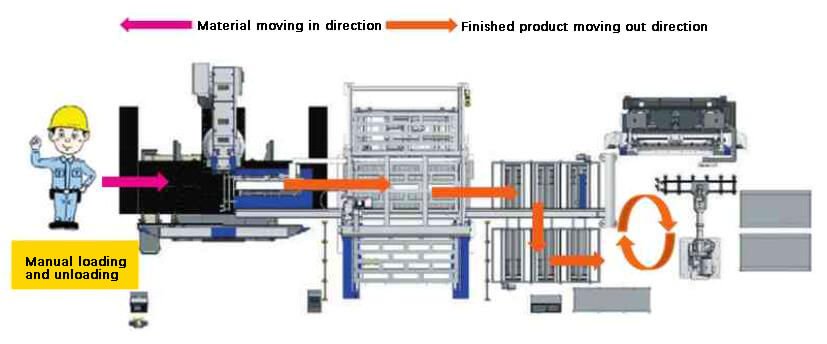
Fig. 8 Semi-automatische bedieningsmodus (handmatig overschakelen naar automatische buigmodus)
Als materialen in het driedimensionale materiaalmagazijn na noodverwerking of het nesten van grote platen onmiddellijk handmatig moeten worden gesorteerd en verbonden, kan een automatisch toevoersysteem worden gebruikt om een plaat uit het materiaaltoevoergedeelte van het magazijn te zuigen voor automatische toevoer en positioneringsverwerking.
Voor handmatige afrondingen moet het personeel vanaf de linkerkant van de pons werken.
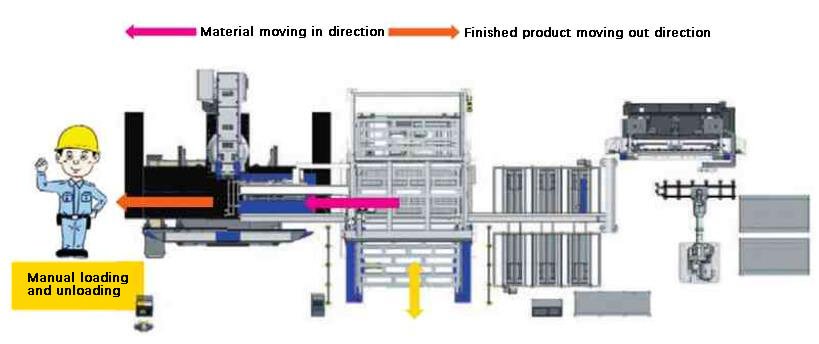
Fig. 9 Semi-automatische bedrijfsmodus (automatische inschakelmodus - handmatige uitschakelmodus)
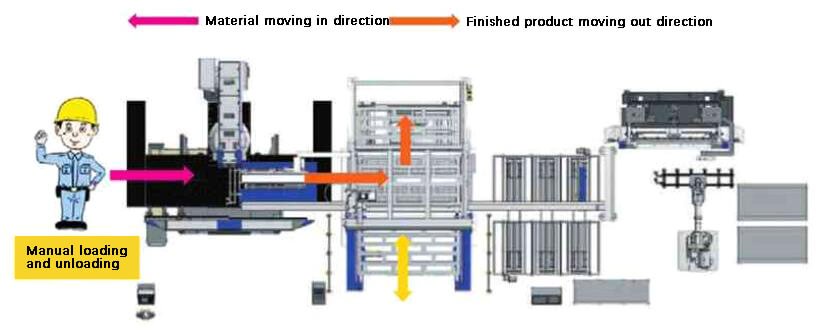
Fig. 10 Halfautomatische bedrijfsmodus (handmatige uitloopmodus)
Het personeel positioneert en laadt de verwerkingsmaterialen handmatig één voor één, waarna de verwerking begint.
Na voltooiing van de verwerking voert de leegloopinrichting van het driedimensionale materialenmagazijn de materialen automatisch af.
De afgewerkte producten worden vervolgens automatisch gestapeld en kunnen handmatig uit het magazijn worden verwijderd of automatisch worden opgeslagen in het driedimensionale materiaalmagazijn.
Deze verwerkingsmodus is geschikt voor het verwerken van gaasplaten.
Als er een storing optreedt of als er dringend onderdelen nodig zijn in de driedimensionale materiaalmagazijnunit, werkt de pons in een enkele handbediende modus.
De pons wordt handmatig geladen en gelost, en de bewerkingsmogelijkheden van de enkele machine worden gebruikt om aan de productievereisten van klanten te voldoen.
Daarnaast kan de pers worden gebruikt als een standalone unit.
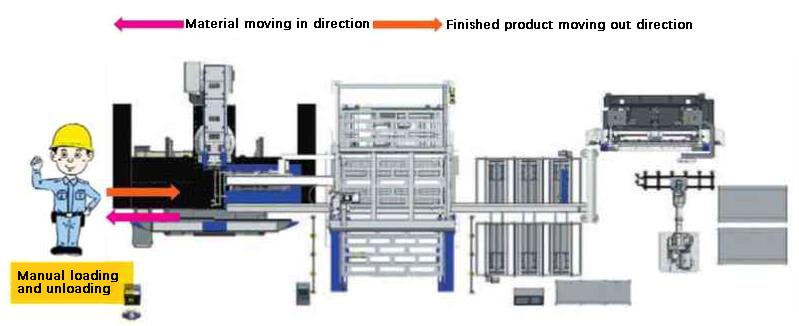
Fig. 11 Handmatige bedieningsmodus van enkele pons
De buigrobot buigt automatisch niet overeenstemmende werkstukken, versnelde onderdelen, buigwerkstukken en andere werkstukken die moeten worden verwerkt of wanneer de buigrobot faalt, kan de monomeermodus van de buigmachine worden gebruikt.

Fig. 12 Handmatige bedieningsmodus van buigeenheid
Naarmate de beroepsbevolking afneemt en de arbeidskosten stijgen, neemt de behoefte aan automatisering van plaatwerk systemen zullen blijven groeien.
Met de overgang van het produceren van grote hoeveelheden van minder variëteiten naar het produceren van kleinere hoeveelheden van meer diverse producten, neemt ook de vraag naar flexibele en universele automatiseringsapparatuur toe. Bovendien is het rendement op investeringskosten voor dergelijke apparatuur nog crucialer geworden.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











