
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
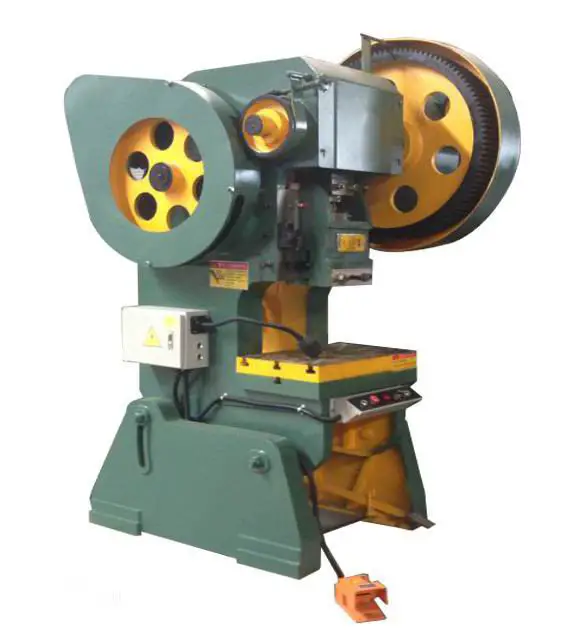
Stel je voor dat je eenvoudige metalen platen met gemak en efficiëntie kunt omvormen tot complexe, precieze onderdelen. Dat is de magie van een ponsmachine. In dit artikel onderzoeken we hoe deze machines energie besparen, de productiviteit verhogen en minimale technische vaardigheden vereisen om te bedienen. Of je nu nieuwsgierig bent naar de werkingsprincipes, toepassingen of veiligheidsmaatregelen, deze uitgebreide gids biedt waardevolle inzichten in de wereld van ponsmachines. Duik erin en ontdek hoe ze uw productieproces kunnen revolutioneren.

De stansmachine is een type stanspers dat veel gebruikt wordt in de nationale productie vanwege zijn efficiëntie en materiaal- en energiebesparing in vergelijking met traditionele mechanische verwerking. Het vereist weinig technische vaardigheden van de operator en kan door zijn matrijstoepassingen een verscheidenheid aan producten produceren die niet gemaakt kunnen worden door mechanische verwerking.
De stempelproductie is voornamelijk voor plaatmaterialen en kan processen omvatten zoals blanking, ponsen, vormen, tekenen, afwerken, fijnponsen, vormen, klinken en extruderen. Het wordt gebruikt in verschillende industrieën, zoals stopcontacten, bekers, kasten, platen, computerkasten en zelfs in raketvliegtuigen.
De ponsmachine kan een breed scala aan accessoires produceren via zijn matrijs en wordt aangeduid met verschillende namen zoals ponsmachine, ponser, backing-out pons of die-out pers.
Kenmerken van de ponsmachine:

Het principe achter het ontwerp van een ponsmachine is het omzetten van cirkelvormige beweging in lineaire beweging met behulp van een hoofdmotor. De motor drijft het vliegwiel aan, dat op zijn beurt het tandwiel, de krukas (of excentrisch tandwiel) en de drijfstang bedient via een koppeling. Dit resulteert in de lineaire beweging van de schuif.
De beweging begint als een cirkelvormige beweging van de hoofdmotor naar de drijfstang, en dan zet het overdrachtspunt tussen de drijfstang en de schuifregelaar het om in een lineaire beweging. Er zijn twee hoofdstructuren voor dit overdrachtspunt: kogel- en pintype (cilindrisch).
De ponsmachine werkt door op het materiaal te drukken met mallen (boven en onder) om het plastisch te vervormen en de gewenste vorm en nauwkeurigheid te bereiken. De verwerkingskracht die op het materiaal wordt uitgeoefend, wordt veroorzaakt door de reactiekracht die wordt geabsorbeerd door het lichaam van de ponsmachine.
De ponsmachine wordt veel gebruikt in het stempelen en vormen van elektronica, communicatie, computers, huishoudelijke apparaten, meubels, transport (auto's, motorfietsen, fietsen) en metalen onderdelen.
Volgens de drijvende kracht
De drijvende kracht voor de schuif kan worden onderverdeeld in twee soorten: mechanisch en hydraulisch. Op basis hiervan kan de pers worden onderverdeeld in twee categorieën:
(1) Mechanische drukpers

De meest voorkomende processen voor het stansen van plaatwerk maken gebruik van een mechanische pons.
De hydraulische pers wordt onderverdeeld in oliedruk- en waterdruktypes, waarbij oliedruk het meest gebruikt wordt. De waterdrukstempel daarentegen wordt meestal gebruikt voor grote machines of speciale machines.
Volgens de schuifbeweging
Volgens de beweging van de schuif kunnen persen worden onderverdeeld in enkelwerkende, dubbelwerkende en driewerkende types. De enkelwerkende pons wordt het meest gebruikt, terwijl dubbelwerkende en driewerkende ponsen vooral worden gebruikt in de verlengde verwerking van autocarrosserieën en grote onderdelen, maar hun gebruik is beperkt.
Volgens het schuifmechanisme
(1) Crank Press
De pers die gebruik maakt van een krukasmechanisme staat bekend als een krukpers, en de meeste mechanische ponsen gebruiken dit mechanisme.
De reden om een krukasmechanisme te gebruiken is dat het eenvoudig te construeren is, een nauwkeurige bepaling van de onderkant van de slag mogelijk maakt en een glijbaanactiviteitscurve heeft die veelzijdig genoeg is om toegepast te worden op verschillende verwerkingstechnieken.
Daarom wordt dit type stempelen gebruikt voor ponsen, buigen en strekken, warm smedensmeden, koud smeden en bijna alle andere stempelbewerkingstoepassingen.
(2) Slingerloze pers
Een pers zonder krukasmechanisme staat bekend als een krukloze pers, of een excentrische tandwielpers.
De excentrische tandwielpers heeft een betere asstijfheid, smering, uiterlijk en onderhoud in vergelijking met een krukaspers. Hij heeft echter ook een hogere prijs.
Als de slaglengte lang is, heeft de excentrische tandwielpers de voorkeur, maar als de slag van de gespecialiseerde machine korter is, is een krukaspers beter. Kleine ponsen en hogesnelheidsponsen gebruiken meestal ook krukaspersen.
(3) Knokkelpers
Een pers die een kniehefboommechanisme gebruikt om de schuif aan te drijven, staat bekend als een knikpers of een kniehefboompers.
Deze pers heeft een unieke curve voor schuifactiviteit die een zeer lage snelheid heeft in de buurt van het onderste dode punt (vergeleken met een krukaspers), en bepaalt ook nauwkeurig de onderkant van de slag.
Daarom is deze pers ideaal voor reliëf- en compressieafwerkingsprocessen en wordt hij het meest gebruikt in de huidige koudsmeedtoepassingen.
(4) Wrijvingspers
Een pers die gebruik maakt van wrijvingsoverbrenging en een schroefmechanisme op de rupsaandrijving van de stempel staat bekend als een wrijvingspers.
Deze pers is het meest geschikt voor smeed- en pletbewerkingen en kan ook worden gebruikt voor buigen, vormen, strekken en andere verwerkingstechnieken. Door zijn lage kostprijs werd hij voor de oorlog veel gebruikt, maar omdat het moeilijk was om de onderkant van de slag te bepalen, had hij een slechte verwerkingsnauwkeurigheid, een lage productiesnelheid en de neiging tot overbelasting door fouten in de bediening. Als gevolg daarvan is het gebruik afgenomen en wordt het nu geleidelijk afgebouwd.
(5) Schroefpers
Een pers die een schroefmechanisme gebruikt om de schuif aan te drijven, staat bekend als een schroefpers of spiraalpers.
(6) Rekpers
Een pers die gebruik maakt van een tandheugelmechanisme op het schuifmechanisme staat bekend als een tandheugelpers.
De spiraalpers en tandheugelpers hebben vergelijkbare kenmerken en zijn ongeveer gelijkwaardig aan hydraulische persen. Ze werden vroeger gebruikt voor het persen van bussen, brokstukken en andere onderdelen bij extrusie, oliewinning, verpakking en het omhulsel van extrusie (hete persdunne verwerking), maar zijn nu grotendeels vervangen door hydraulische persen en worden alleen nog gebruikt in zeer speciale situaties.
(7) Koppelingspers
Een pers die gebruik maakt van verschillende hefmechanismen om de schuif aan te drijven, staat bekend als een linkpers of stangenpers.
Met een linkmechanisme blijft de streksnelheid binnen de perken tijdens het trekproces en wordt de treksnelheid verlaagd door het uitschuifproces te vertragen. Bovendien wordt de naderingsslag van het bovenste dode punt naar het begin van de bewerking versneld en is de snelheid van terugkeer naar het bovenste dode punt sneller dan bij een krukaspers, waardoor de productiviteit toeneemt.
Deze pers wordt al sinds de oudheid gebruikt voor het diep uitschuiven van cilindrische containers en voor het bewerken van de carrosserie van een auto als het bedoppervlak smal is.
(8) Nokkenpers
Een pers die gebruik maakt van een nokkenmechanisme op het schuifmechanisme staat bekend als een nokkenpers.
De nokkenpers wordt gekenmerkt door een goed gevormde nok waarmee de gewenste curve van de schuifactiviteit gemakkelijk kan worden bereikt. De aard van het nokmechanisme beperkt echter de mogelijkheid om aanzienlijke kracht uit te oefenen, waardoor de capaciteit erg klein is.

1. Bovenste matrijs
De bovenste matrijs is de bovenste helft van de hele matrijs, het deel van de matrijs dat op de persslede is gemonteerd.
De bovenste matrijsplaat is het plaatvormige deel op het bovenste deel van de matrijs, het ligt dicht bij de persschuif en is ofwel bevestigd aan de matrijs of rechtstreeks bevestigd aan de persschuif.
De onderste matrijs is de onderste helft van de hele matrijs, het deel van de matrijs dat op het werkoppervlak van de pers is gemonteerd.
De onderste matrijsplaat is het plaatvormige deel aan de onderkant van de matrijs, dat direct op het werkoppervlak of stootkussen van de pers wordt bevestigd.
De randwand is de zijwand van de matrijsopening.
De randafwijking is de helling van elke kant van het gat.
Een luchtkussen is een apparaat dat perslucht gebruikt als drijvende kracht.
De terugloopblokkering is een onderdeel dat de eenrichtingskracht van de pons aan de tegenoverliggende kant van het werkoppervlak ondersteunt.
Een bus is een buisvormig precisieonderdeel dat de relatieve beweging van de bovenste en onderste matrijsplaat vergemakkelijkt. De meeste bussen zijn bevestigd in de bovenste matrijsplaat en worden gebruikt in combinatie met geleidestijlen die op de onderste matrijsplaat zijn bevestigd.
Geleiders zijn plaatvormige onderdelen met gaten met precisiesleuven voor de mannelijke stempel. Ze worden gebruikt om de uitlijning tussen de stempel en de matrijs te verzekeren en om ontlaadfuncties te voorzien.
Een geleidestang is een cilindrisch precisieonderdeel voor de relatieve beweging van de bovenste en onderste matrijsplaat, die meestal bevestigd is op de onderste matrijsplaat en gebruikt wordt in combinatie met bussen die bevestigd zijn op de bovenste matrijsplaat.
Een geleidepen is een penvormig onderdeel dat in het materiaalgat steekt en het in de matrijs geleidt.
Een geleideplaatmatrijs is een matrijs die geleid wordt door de geleideplaat, hij wordt niet gebruikt wanneer de stempel uit de geleideplaat verwijderd wordt.
Een geleideplaat is een plaatachtig geleidegedeelte dat de strook (strip, rol) in de matrijs geleidt.
De geleidepaalmatrijs is het glijframe van de geleidepaal en de bus.
Een pons- en matrijzenset is geïnstalleerd in de pers voor het produceren van onbewerkte stukken en bestaat uit boven- en onderstukken.
Een pons is een mannelijk werkstuk dat rechtstreeks in de matrijs wordt gevormd en de vorm heeft van het werkoppervlak.
Een matrijs is een hol werkstuk dat de ponsfunctie in de matrijs vervult, met het binnenoppervlak als werkoppervlak.
Afschermingen zijn plaatvormige onderdelen die voorkomen dat vingers of vreemde voorwerpen in gevaarlijke delen van de matrijs terechtkomen.
Een drukplaat is een onderdeel van de matrijs dat wordt gebruikt om de stempelmateriaal of werkstuk en regelt de materiaalstroom. In trekmatrijzen wordt de drukplaat vaak de materiaalcirkel genoemd.
21. Drukstaven
De drukbalk is een ribvormig uitsteeksel in een trekmatrijs of mal die de materiaalstroom regelt.
De gesp kan deel uitmaken van de lusstructuur van de matrijs of pers, of kan in een aparte matrijs of perscomponent worden ingebouwd.
De drukdrempel is een materiaal met een rechthoekige doorsnede.
De lagerplaat is een plaatachtig onderdeel dat wordt gebruikt om de sjabloon aan het oppervlak vast te maken.
De continue matrijs is een matrijs met twee of meer stations, waar het materiaal van station naar station wordt gevoerd door de persslag, wat resulteert in een geleidelijke vorming van de stempel.
De zijrand is een pons die een voedingsopening snijdt aan de zijkant van de strook (tape, rol).
De zijplaat is een plaatachtig onderdeel dat druk uitoefent op de zijkant van de band (strip, rol) door middel van een bronen duwt de andere kant tegen de plaat.
De doorn is een staafvormig onderdeel dat direct of indirect op en neer beweegt.
De kroonplaat is een plaatachtig onderdeel dat in een matrijs of module direct of indirect op en neer beweegt.
Het tandwiel is een tandachtig uitsteeksel op een fijne stempel of matrijs, dat deel uitmaakt van de structuur van de matrijs of getande plaat in plaats van een apart onderdeel.
De begrenzingsset is een buisvormig onderdeel dat de minimale sluithoogte van de matrijs beperkt en wordt meestal buiten de geleidestang geplaatst.
De limietkolom is een cilindrisch lid dat de minimale sluithoogte van de matrijs beperkt.
De positioneerpen (plaat) zorgt ervoor dat het werkstuk in de mal een constante positie heeft en wordt de positioneerpen of plaat genoemd.
De vaste plaat is een plaatvormig onderdeel van de vaste stempel.
De vaste ontladingsplaat is een vaste ontladingsplaat in de matrijs. (Zie "ontladingsplaat").
De vaste borgpen (plaat) is een vaste pen (plaat) die vastzit in de mal.
De ontlader is een onderdeel of apparaat dat geen plaat is en dat ontlaadt vanaf het buitenoppervlak van de stempel.
De ontlaadplank is een vaste of beweegbare plaatachtige component die het materiaal of onderdeel van de pons verplaatst.
De ontladingsplaat kan worden gemaakt in combinatie met de geleideplaat, en de rol als geleider wordt nog steeds de ontladingsplaat genoemd.
De afvoerschroef is een schroef die op de uitwerpplaat is bevestigd en die de rustpositie van de uitwerpplaat beperkt.
De modus voor één proces is een matrijs die slechts één proces voltooit in één enkele persslag.
Er zijn twee soorten afvalsnijders:
41. Combinatiematrijs
Een combinatiematrijs is een set matrijzen die stap voor stap kunnen worden aangepast om verschillende vormen te vormen, zoals rechte lijnen, hoeken, bogen en gaten.
Meestal zijn er meerdere ponsparen nodig om de vlakke contouren te vormen.
De voorste aanslagpen (plaat) is een onderdeel dat het materiaal aan het beginuiteinde positioneert en wordt gebruikt om de mobiele pen (plaat) te blokkeren.
Een blok verwijst naar een volledige matrijs, stempel, losplaat of bevestigingsplaat.
Een stopper (plaat) is een gehard onderdeel dat het door het zijmes gesneden materiaal ondersteunt en de snijkracht aan één kant balanceert.
Het wordt meestal gebruikt in combinatie met het zijblad.
De blokpen (plaat) is een onderdeel dat gebruikt wordt om het materiaal in de toevoerrichting te positioneren. De vorm kan verschillen en wordt de blokpen of de blokplaat genoemd.
Dit omvat vaste blokstiften (platen), beweegbare blokstiften (platen) en startblokstiften (platen).
Een pad is een gehard plaatvormig onderdeel dat tussen de montageplaat (of matrijs) en de malbasis wordt geplaatst om de drukspanning op de matrijshouder te verminderen.
Als de ponsmachine werkt met hoge snelheid en druk, is het belangrijk om bepaalde veiligheidsvoorschriften op te volgen bij het ponsen en vormen:
(1) Controleer de smering van alle onderdelen en zorg ervoor dat de smeerpunten volledig gesmeerd zijn.
(2) Zorg ervoor dat de mal correct en stevig geïnstalleerd is.
(3) Controleer of de persluchtdruk binnen het opgegeven bereik ligt.
(4) Controleer of de schakelknoppen gevoelig en betrouwbaar zijn en schakel het vliegwiel en de koppeling uit voordat u de motor start.
(5) Test de pers door hem een aantal keren te laten draaien zonder werkstuk en controleer de werking van de rem, koppeling en besturingsonderdelen.
(6)Controleer op afwijkingen aan de hoofdmotor, zoals overmatige hitte, abnormale trillingen of ongewone geluiden.
(7) Gebruik een handpomp om lithiumbasisolie aan de schuif toe te voegen.
(8) Pas de opening van de aanvoerrol aan aan de procesvereisten.
(9) Zorg ervoor dat de olienevel aan de vereiste specificaties voldoet.
(10) Controleer bij het starten van de motor of de draairichting van het vliegwiel overeenkomt met de rotatiemarkering.
(1) Er moet regelmatig worden gesmeerd op smeerpunten waarbij een handmatige oliepomp wordt gebruikt om olie toe te voeren.
(2) Als de persbediening niet goed wordt begrepen, zijn aanpassingen aan de pers niet toegestaan.
(3) Ponsen van twee lagen plaatmetaal tegelijkertijd is ten strengste verboden.
(4) Als er zich tijdens het gebruik problemen voordoen, moet het werk onmiddellijk worden stopgezet en moet er tijdig een behoorlijke inspectie worden uitgevoerd.
(1) Schakel het vliegwiel en de koppeling uit, onderbreek de stroomtoevoer en laat de resterende lucht ontsnappen.
(2) Reinig de pers en bestrijk het werkoppervlak met roestwerende olie.
(3) Na elke bewerking of elk onderhoud een verslag bijhouden.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











