De ultieme gids voor roest en ontroesten van staaloppervlakken
Heb je je ooit afgevraagd hoe je roest effectief kunt verwijderen van stalen oppervlakken? In deze blogpost duiken we in de wereld van roest en ontroesten, onderzoeken we de verschillende soorten stalen oppervlakken en de beste methoden om ze in hun oude glorie te herstellen. Als ervaren werktuigbouwkundig ingenieur deel ik mijn inzichten en praktische tips om je te helpen dit veelvoorkomende probleem met vertrouwen aan te pakken.
Deze norm beschrijft de criteria voor het visueel beoordelen van de mate van roest en de kwaliteit van roestverwijdering op het oppervlak van staal voorafgaand aan het verven.
Het is van toepassing op stalen oppervlakken die ontroest zijn door middel van sproeien of stralen, handmatig of met een elektrisch gereedschap, en ontroesten met een vlam. Het is ook relevant voor de evaluatie van de roestverwijderingsgraad op koudgewalste stalen oppervlakken.
Deze norm is gelijkwaardig aan ISO8501-1:1988 "Prepareren van staal vóór het aanbrengen van verf en aanverwante producten - Visuele beoordeling van oppervlaktereinheid - Deel 1. Roestgraden en ontroestgraden van ongecoat staal en staal na totale verwijdering van de oorspronkelijke coating": Roestgraden en ontroestgraden van onbekleed staal en staal na algehele verwijdering van de oorspronkelijke deklaag".
1. Algemeen
1.1 Deze norm categoriseert het initiële roestniveau op onbeklede stalen oppervlakken in vier "roestgradaties" en beoordeelt de kwaliteit van roestverwijdering op onbeklede stalen oppervlakken en oppervlakken die volledig ontdaan zijn van hun oorspronkelijke coating in verschillende "roestverwijderingsgradaties".
De roestgraad en roestverwijderingsgraad van het stalen oppervlak worden bepaald door een combinatie van schriftelijke beschrijvingen en foto's van representatieve monsters.
1.2 Deze norm beoordeelt de roestklasse en de roestverwijderingsklasse uitsluitend op basis van het visuele uiterlijk van het stalen oppervlak.
Bij deze beoordelingen moet gebruik worden gemaakt van directe observatie met het blote oog onder gematigde lichtomstandigheden, zonder hulp van vergrootglazen of andere instrumenten.
2. Roestvast staal
De vier roestkwaliteiten van stalen oppervlakken worden aangeduid als A, B, C en D. Deze kwaliteiten worden als volgt gedefinieerd:
A. Het stalen oppervlak is volledig bedekt met een oxidelaag en is zo goed als vrij van roest.
B. Het stalen oppervlak heeft wat roest en er zijn wat oxydeschilfers losgekomen.
C. De oxidelaag op het staaloppervlak is losgekomen door corrosie of kan worden afgeschraapt en er is een kleine hoeveelheid putcorrosie.
D. De oxidelaag op het staaloppervlak is volledig afgestript door corrosie en er is wijdverspreide putcorrosie.
Roestcijfers
3. Ontroestingsgraad
3.1 Algemeen
3.1.1 De roestverwijderingsgraad van het stalen oppervlak wordt aangeduid met de letters "Sa", "St" of "FI", die de gebruikte roestverwijderingsmethode aangeven.
Als de letter wordt gevolgd door een Arabisch cijfer, geeft dit aan in welke mate de aanslag, roest, verflaag en andere aanhechtingen zijn verwijderd.
3.1.2 Raadpleeg de paragrafen 3.2, 3.3 en 3.4 voor gedetailleerde beschrijvingen van de roestverwijderingsgraad van het stalen oppervlak.
Opmerking:
(1) In de definities van roestverwijderingsrangen in dit hoofdstuk omvat de term "hulpstuk" ook voorwerpen zoals lasslakken, lasspattenen oplosbare zouten.
(2) In dit hoofdstuk wordt de "oxidehuid, roest of verflaag" die van het stalen oppervlak kan worden verwijderd met een metalen plamuurschraper, beschouwd als niet stevig vastzittend.
3.2 Roest verwijderen door spuiten of stralen
3.2.1 De letter "Sa" wordt gebruikt voor ontroesten met sproeien of schieten.
3.2.2 Voor het aanbrengen van ontroesting door middel van spray of shot moet een dikke roestlaag worden verwijderd, evenals al het zichtbare vet en vuil. Na het verwijderen van roest moet het stalen oppervlak grondig worden ontdaan van zwevende as en puin.
3.2.3 Deze standaard bevat vier gradaties van roestverwijdering voor stalen oppervlakken die spray of shot derusting hebben ondergaan:
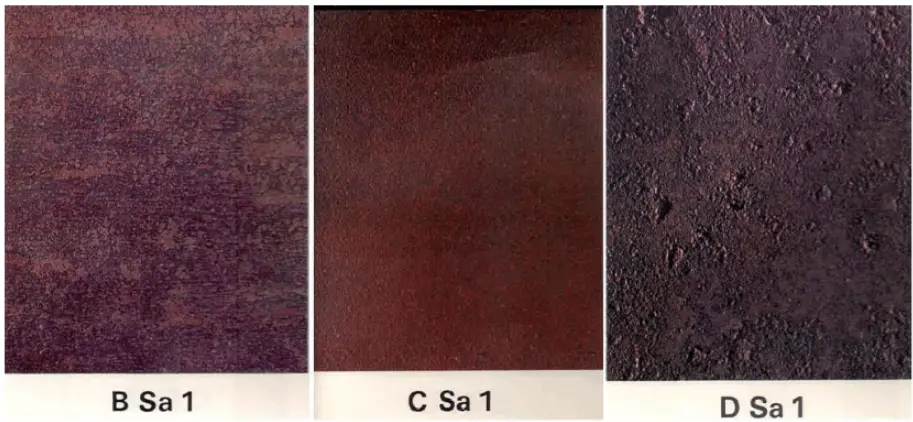
Sa1 Milde ontroesting met spray of shot:
Het stalen oppervlak moet vrij zijn van zichtbaar vet of vuil en mag geen losse oxidehuid, roest, verflaag of andere aanhechtingen hebben.
Raadpleeg de foto's BSa1, CSal en DSa1 ter referentie.
Sa1 milde spray of shot ontroesten
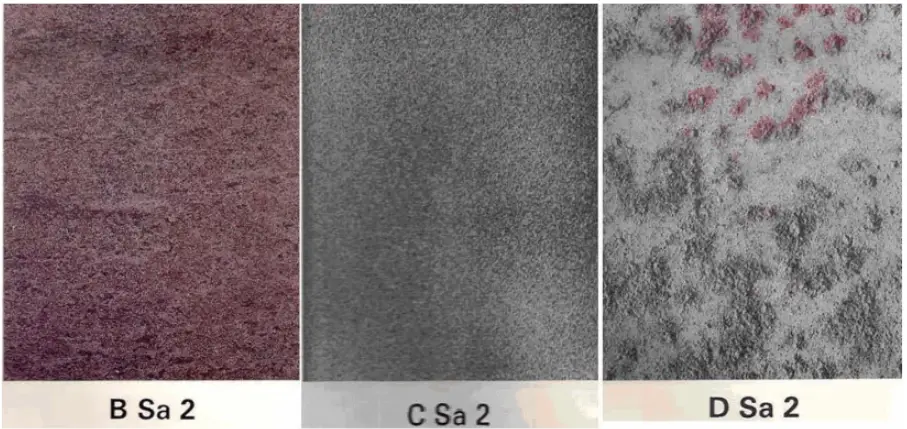
Sa2 Complete ontroestingsspray of -straal:
Het stalen oppervlak moet vrij zijn van zichtbaar vet en vuil en de aanhechtingen zoals aanslag, roest en verflaag moeten grondig zijn verwijderd. Alle resten moeten stevig aan het oppervlak vastzitten.
Raadpleeg de foto's BSa2, CSa2 en DSa2 ter referentie.
Sa2 Grondig spuiten of projectie ontbramen
Sa2 1/2 Uitgebreide roestverwijdering door spuiten of schieten:
Het stalen oppervlak moet volledig vrij zijn van zichtbare aanhechtingen zoals vet, vuil, oxidehuid, roest en verflaag. Eventuele restsporen mogen slechts lichte vlekken of strepen zijn.
Raadpleeg de foto's ASa2 1/2, BSa2 1/2, CSa2 1/2 en DSa2 1/2 ter referentie.
Sa21/2 Zeer grondige ontroesting door schieten of werpen
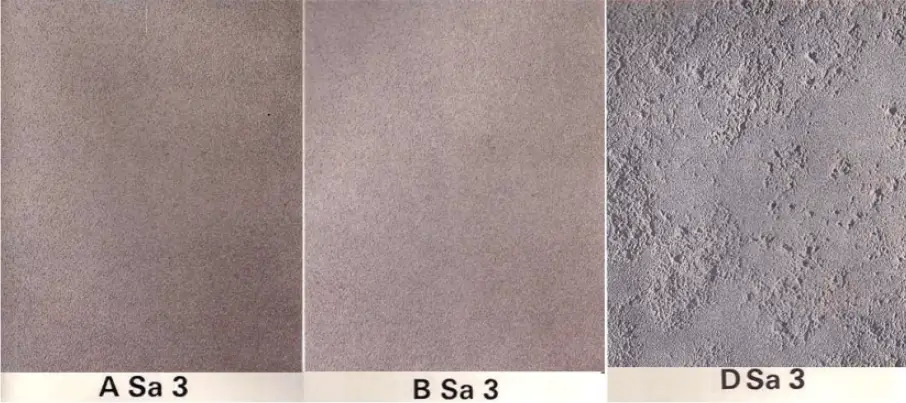
Sa3 Spuiten of Jetten om een schoon staaloppervlak te krijgen:
Het stalen oppervlak moet volledig vrij zijn van zichtbare aanhechtingen zoals vet, vuil, oxidehuid, roest en verflaag. Het oppervlak moet een uniforme metaalkleur hebben.
Zie foto's ASa3, BSa3, CSa3 en DSa3 ter referentie.
Sa3 Spuiten of stralen om het stalen oppervlak schoon te maken
3.3 Ontroesten van handgereedschap en elektrisch gereedschap
3.3.1 Gebruik handgereedschap en elektrisch gereedschap, zoals messen, handmatige of elektrische draadborstels, schuurbladen of slijpschijven om roest te verwijderen, wat wordt aangegeven met de letter "St".
3.3.2 Voorafgaand aan het ontroesten met hand- en elektrisch gereedschap moet de dikke roestlaag worden verwijderd en moeten zichtbare vetten en vuil worden verwijderd.
Na het roestverwijderingsproces met handmatige en elektrische gereedschappen moet het stalen oppervlak grondig worden gereinigd van rondzwevend stof en puin.
3.3.3 Voor stalen oppervlakken die ontroest zijn met hand- en elektrisch gereedschap kent deze standaard twee ontroestgraden. De kwaliteiten worden als volgt beschreven:
St2 Grondig ontroesten van hand- en elektrisch gereedschap
Het stalen oppervlak moet vrij zijn van zichtbaar vet en vuil en van losse oxidehuid, roest, verflaag of andere aanhechtingen.
Zie foto's BSt2, CSt2 en DSt2 ter referentie.
St2 Grondig ontroesten met handmatige en elektrische gereedschappen
St3 Zeer grondige handmatige en elektrische gereedschapsontroesting
Het stalen oppervlak moet vrij zijn van zichtbaar vet, vuil, losse oxidehuid, roest, verflagen en andere aanhechtingen. De roestverwijdering moet uitgebreider zijn dan bij St2, wat resulteert in een metaalglans op de blootgestelde delen van het substraat.
Zie foto's BSt3, CSt3 en DSt3 ter referentie.
St3 zeer grondig ontroesten met handmatige en elektrische gereedschappen
3.4 Vlamontroesting
3.4.1 Het proces van vlamontroesting wordt aangeduid met de letter "FI".
3.4.2 Voorafgaand aan vlamontroesting moet de dikke roestlaag worden verwijderd.
Vlamontroesting moet niet alleen het stalen oppervlak omvatten, maar ook alle producten die eraan zijn bevestigd na de verhitting door de vlam en die zijn gereinigd met een staalborstel.
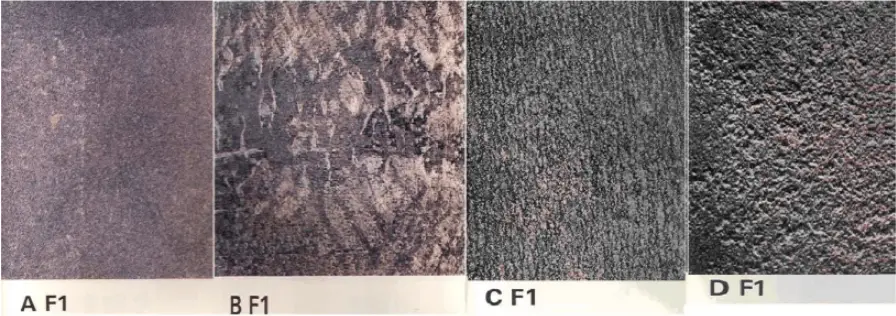
3.4.3 Het ontroestingsniveau dat wordt bereikt door middel van vlamverwijdering wordt als volgt gedefinieerd:
Het stalen oppervlak moet vrij zijn van oxidehuid, roest, verflagen en andere aanhechtingen. Eventuele overblijvende sporen mogen alleen in de vorm van oppervlakteverkleuring voorkomen, als schaduwen van verschillende kleuren.
Raadpleeg de foto's AFI, BFI, CFI en DFI voor visuele referentie.
FI-vlamontroesting
4. Visuele evaluatie van roestgraad en roestverwijderingsgraad van stalen oppervlak
4.1 De beoordeling van de roestgraad en de roestverwijderingsgraad van het stalen oppervlak moet worden uitgevoerd bij goede lichtomstandigheden, hetzij bij verspreid zonlicht, hetzij bij kunstlicht met een gelijkwaardige helderheid. De inspecteur moet een normaal gezichtsvermogen hebben.
4.2 Het stalen oppervlak dat geïnspecteerd wordt, moet visueel vergeleken worden met de corresponderende foto's zoals beschreven in hoofdstuk 5. De foto's moeten zo dicht mogelijk bij het staaloppervlak worden genomen.
4.3 Bij het bepalen van de corrosieklasse wordt het beoordelingsresultaat genomen van de foto die overeenkomt met de zwaarst verroeste klasse.
Bij het bepalen van de roestverwijderingsgraad wordt het evaluatieresultaat genomen van de foto die er het dichtst uitziet als het staaloppervlak.
Opmerking:
(1) De visuele evaluatieresultaten van de roestgraad van een stalen oppervlak kunnen door verschillende factoren beïnvloed worden, waaronder:
a. Het type schuurmiddelen en gereedschappen dat wordt gebruikt voor roestverwijdering, door middel van sproeien, stralen, handmatige of elektrische gereedschappen;
b. De roestconditie van het staaloppervlak die buiten de standaard corrosieklasse valt;
c. De inherente kleur van het staal;
d. De variërende ruwheid door verschillende corrosieniveaus;
e. Onregelmatigheden in het oppervlak, zoals deuken;
f. Krassen door gereedschap;
g. Ongelijke lichtomstandigheden;
h. Schaduwen veroorzaakt door de hoek waaronder schuurmiddelen het oppervlak raken tijdens roestverwijdering door spuiten of projectie.
(2) De roestgraad van een gecoat stalen oppervlak moet visueel beoordeeld worden.
Alleen foto's met roestgraadsymbolen C en D (bijv. DSt21/2 en CSt21/2) kunnen hiervoor worden gebruikt.
De keuze voor DSt21/2 of CSt21/2 hangt af van de mate van putvorming op het staaloppervlak.
5. Foto's
5.1 Deze standaard bevat 28 foto's die typische voorbeelden van staalroestgraden op het oppervlak tonen, die in overeenstemming zijn met de internationale norm ISO 8501-1:1988.
In geval van geschillen dienen de foto's in ISO 8501-1 als basis voor arbitrage.
5.1.1 Er zijn 4 foto's die de corrosieklassen illustreren en gemarkeerd zijn met A, B, C en D.
5.1.2 Er zijn 24 foto's die de ontroestingsgraden demonstreren die zijn bereikt door middel van sproeien of projectie-ontroesten, handmatig ontroesten, ontroesten met een elektrisch gereedschap en ontroesten met een vlam. Deze foto's zijn gemarkeerd met symbolen die de oorspronkelijke roestgraad voor en na het verwijderen van de roest aangeven, zoals BSa21/2.
5.2 Veertien foto's van spuit- of schotontroesting tonen de toestand van het staaloppervlak na droge spuitontroesting met kwartszand.
Houd er rekening mee dat het stalen oppervlak na ontroesten andere kleuren kan vertonen als er andere soorten schuurmiddelen worden gebruikt voor spray- of shotontroesten.
5.3 Deze standaard bevat geen foto's van ASa1, ASa2, ASt2 en Ast3.
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Heb je je ooit afgevraagd wat het oppervlak van een roestvrijstalen spiegelplaat zo glad en reflecterend maakt? Het geheim zit hem in de ruwheid van het oppervlak. In dit artikel wordt...
Benieuwd naar het gewicht van je staalproject? Zoek niet verder! In deze blogpost verkennen we de intrigerende wereld van het berekenen van het gewicht van staal. Als ervaren werktuigbouwkundig ingenieur zal ik...
Heb je je ooit afgevraagd wat het verschil is tussen H-balken en I-balken in de bouw? Hoewel ze op elkaar lijken, hebben deze twee soorten stalen balken verschillende...
Wat maakt roestvast staalsoort 022H19N10 zo bijzonder? Deze veelzijdige legering staat bekend om zijn lage koolstofgehalte en hoge corrosiebestendigheid en is van cruciaal belang in verschillende industrieën. Dit artikel...
Heb je je ooit afgevraagd hoe je nauwkeurig het gewicht van staal of metaal voor je projecten kunt berekenen? In deze blogpost verkennen we de fascinerende wereld van het berekenen van het gewicht van staal...
Heb je je ooit afgevraagd waarom staal het soms onverwacht begeeft? In deze verhelderende blogpost duiken we diep in de fascinerende wereld van staaldefecten. Als ervaren werktuigbouwkundig ingenieur zal ik...
Ben je de stijgende kosten van roestvrij staal voor je projecten beu? Dit artikel onderzoekt een kosteneffectief alternatief voor roestvrij staal 304-SUS443. Leer hoe SUS443 een superieure corrosiebestendigheid...
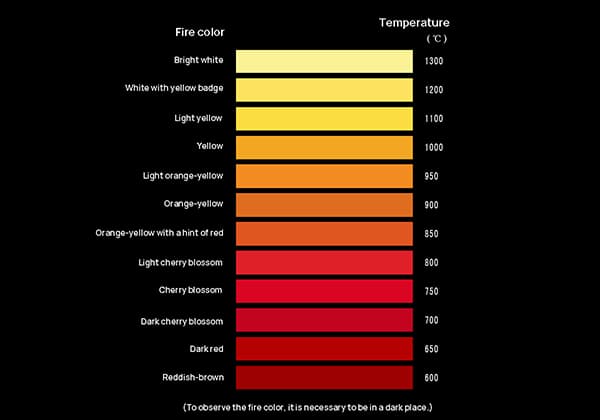
Heb je je ooit verbaasd over de betoverende kleuren van verhit staal? De levendige rode, oranje en gele kleuren vertellen een fascinerend verhaal over temperatuur. In dit artikel onderzoeken we de wetenschap...
Heb je je ooit afgevraagd wat de verschillen zijn tussen gegalvaniseerd ijzer en gegalvaniseerd staal? In dit artikel duiken we in de fijne kneepjes van deze twee materialen en onderzoeken we hun unieke eigenschappen, toepassingen,...