
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Hoe zorg je voor nauwkeurige sneden zonder het materiaal te beschadigen in een hydraulische zwenkbalkschaar? Dit artikel gaat in op de kritieke factoren van de berekening van de schuifkracht, de kniphoek en de aanpassingen van de knipspleet bij hydraulische zwenkbalkscharen. Door deze belangrijke elementen te begrijpen, krijgen lezers inzicht in het optimaliseren van de schaarkwaliteit en het behouden van de efficiëntie van de apparatuur, wat uiteindelijk hun metaalbewerkingsactiviteiten verbetert.
Schommelscharen worden veel gebruikt vanwege hun eenvoudige structuur, lage uitvalpercentage, hoge snijefficiëntie en vermogen om buigen, kromtrekken en vervorming van de plaat na het scheren te voorkomen, in tegenstelling tot gewone plaatscharen. Dit komt vooral omdat ze meestal een schuine snijkant hebben.
Tijdens het scheren draait de revolver van de schommelschaar, waardoor de hoek en speling van het blad veranderen. Tijdens het ontwerpproces is de berekening dwarskracht van de afschuiving van de zwenkbalk is vaak gebaseerd op de berekeningsformule voor de afschuifkracht van de rechtlijnige beweging van de bladdrager. Dit kan leiden tot onnauwkeurige berekeningen, afwijking van de ontwerpmaat en kan de normale prestaties verder beïnvloeden.
De berekening van de schuifkracht in schuine-schaarmachines die de gereedschapshouder in een rechte lijn bewegen, maakt meestal gebruik van de Nosari-formule, die werd voorgesteld door wetenschappers in de voormalige Sovjet-Unie.

In de formule:
Het is duidelijk dat formule (1) geen rekening houdt met het afschuifproces nadat de afschuifhoek verandert, en de afschuifspleet is ook gebaseerd op een eenmalige waarde. Daarom is deze formule alleen geschikt voor het messenframe dat lineair schuift.
Bij plaatscharen van het zwenktype moet het bevestigingsoppervlak van het blad op de gereedschapshouder in de ruimte worden bewerkt tot een spiraalvormig oppervlak om een constante schuifspleet en schuifhoek te behouden tijdens het scheren.
Om het bewerkingsproces te vereenvoudigen en rekening te houden met de vorm van de kling (die meestal rechthoekig is met een plat achtervlak), wordt het spiraalvormige oppervlak in de praktijk direct bewerkt in een vlak dat parallel is aan de rotatieas van de gereedschapshouder.
Zoals getoond in Figuur 1 is er een ideale installatiepositie bij AA' en een werkelijke installatiepositie bij BB' (waarbij Ф in de figuur de afschuifhoek voorstelt).
Omdat het gereedschap niet volgens het spiraaloppervlak wordt geïnstalleerd, wordt bij de huidige installatiemethode het blad op een bepaalde hoogte tangentieel aan het installatieoppervlak gemaakt.
Dit betekent dat wanneer de kling onder een bepaalde afschuifhoek Ф op de gereedschapshouder wordt gemonteerd, de kling altijd raakt aan AA' (zoals weergegeven in afbeelding 1) door het aandraaien van de schroeven.
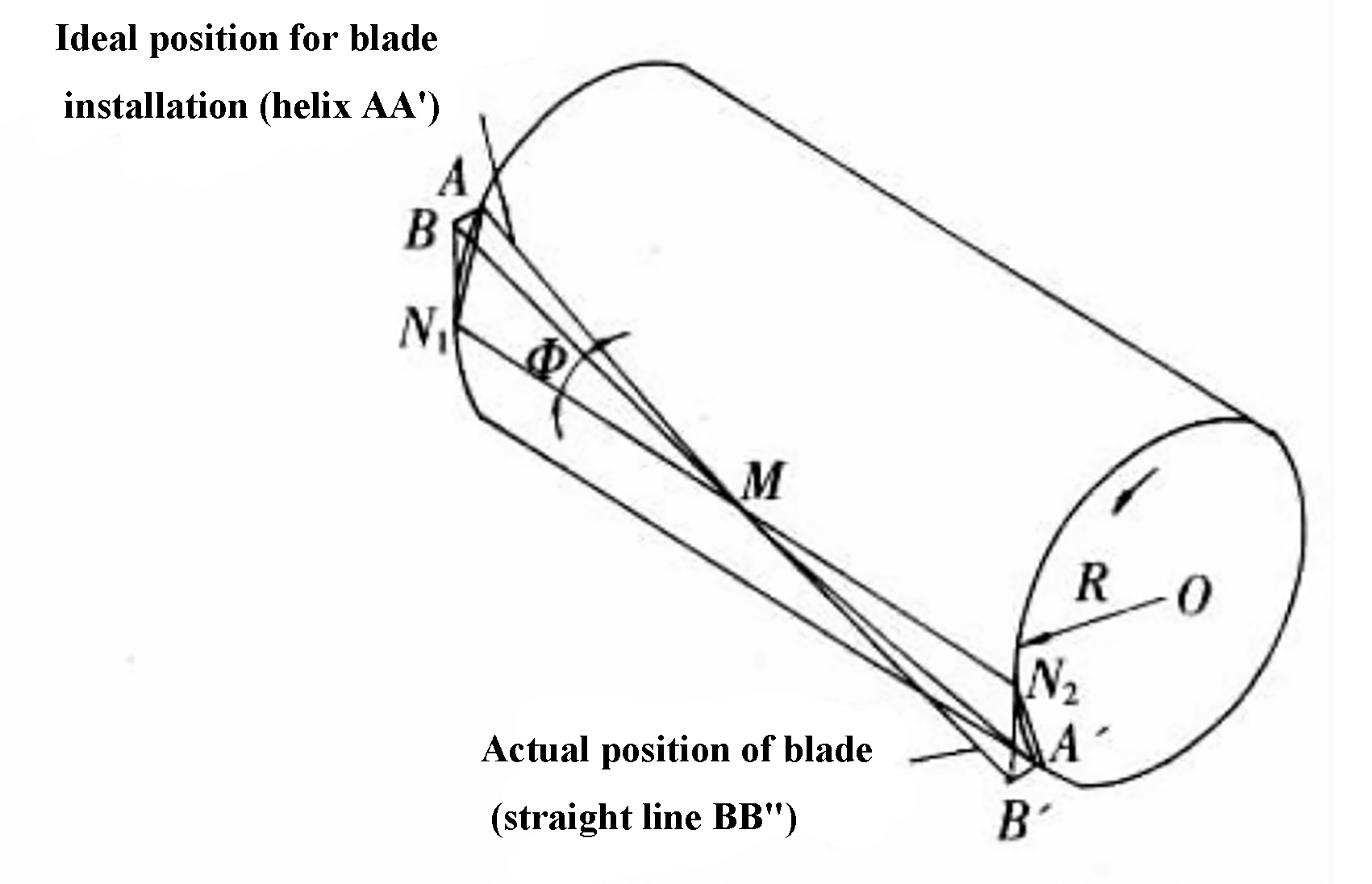
Fig. 1 Schematische installatie van het blad in een plaatschaar van het zwenktype
Om de kwaliteit van de schaar te garanderen, wordt de zwenkbare plaatschaar opgetild boven het y-vlak van de draaias van de tafel om een constante vrijloophoek γ te behouden tijdens het scheren.
Omdat het bevestigingsvlak van het blad echter evenwijdig is aan de rotatieas van de gereedschapshouder, kan een blad van een bepaalde dikte en hoogte alleen op BB' of evenwijdig daaraan geïnstalleerd worden.
Zoals te zien is aan de linkerkant van Figuur 1, verandert het blad van de ideale positie rakend aan punt A naar de BN-positie rakend aan punt N. Dit resulteert in een verandering in de afschuifhoek zoals getoond in Figuur 2.
Wanneer het afschuifpunt van punt M naar punt B wordt verplaatst, verandert de afschuifhoek geleidelijk van γ (die op een constante waarde moet worden gehouden) naar γ = γ' + β.
Wanneer het schuifpunt van punt B naar punt M beweegt, is γ' = γ - β, zoals getoond in Figuur 2(a).
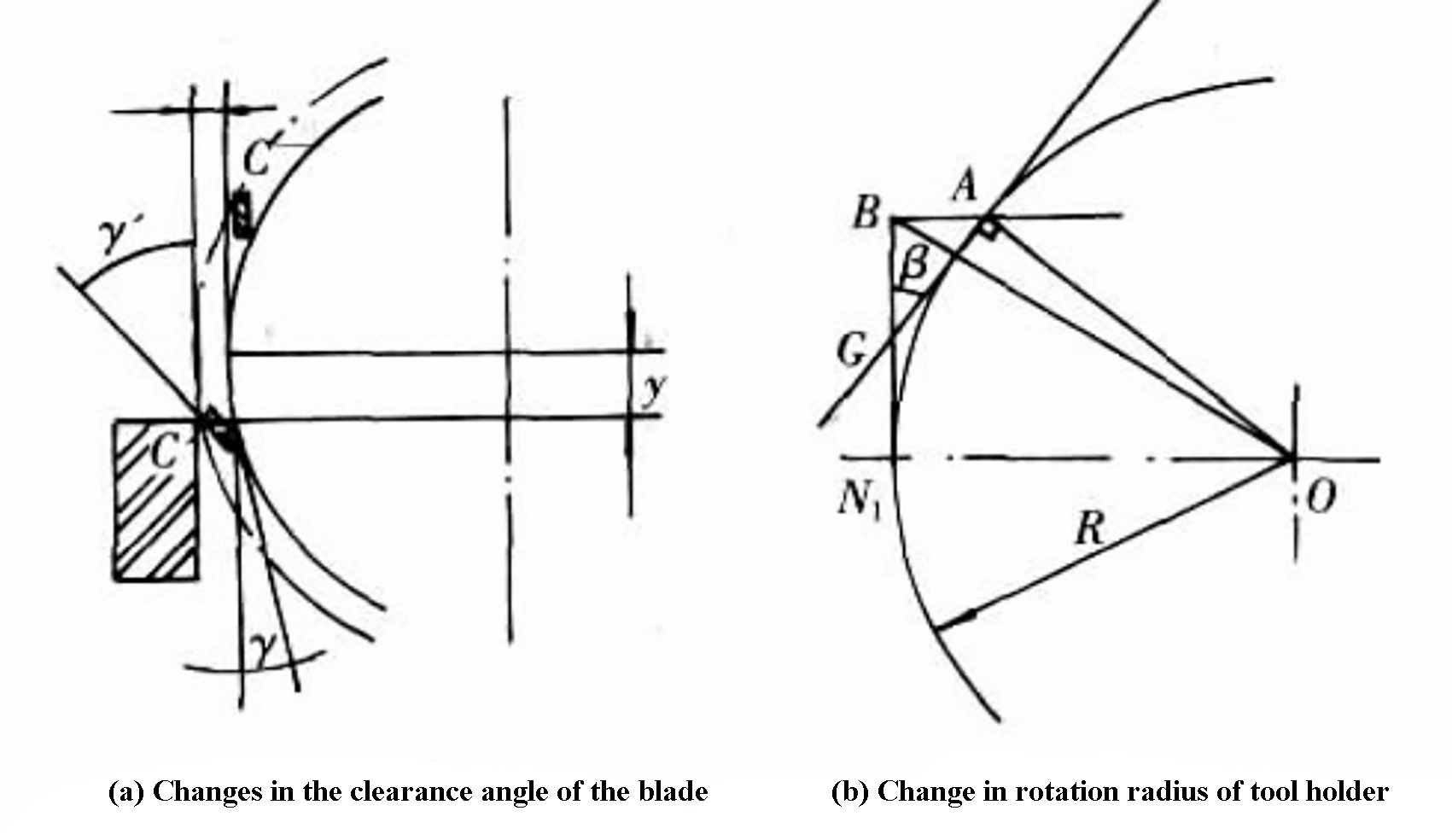
Fig. 2 Verandering in hoek en rotatiestraal van de mesrand bij het zwenktype plaatschaarbewerking
Als de lengte van de scheerblad l is, de afschuifhoek Ф is en de rotatiestraal van het blad R is, wordt de geometrische relatie in Figuur 2b verkregen wanneer het volledige blad wordt gebruikt.

Als er n bladen worden gebruikt en de dikte wordt aangepast met behulp van stelringen, dus:

Uit de totale lengte kan worden afgeleid dat het bereik van de achterwaartse hoek van het blad tijdens het zagen γ ± β is.
Om het installeren te vergemakkelijken en de kwaliteit van het knippen te verbeteren, worden voor plaatscharen van het zwenktype over het algemeen lange bladen gebruikt.
Als de snede in de gereedschapshouder wordt geplaatst langs de asrichting met een afschuifhoek Ф, en het afschuifpunt tijdens het afschuifproces van B' naar B (afbeelding 1) verplaatst, neemt de werkelijke rotatiestraal van de gereedschapshouder toe.
Ervan uitgaande dat de rotatiestraal R is, de afschuifhoek Ф en de lengte van de gereedschapshouder l, wordt het verschil tussen de maximale rotatiestraal OB en R getoond in afbeelding 2(b):

Om ervoor te zorgen dat de snijkant de tafel niet beschadigt tijdens het scheren, moet de schuifspleet △ groter zijn dan △R.
Als we de QC12Y-6×200 zwenkbare plaatschaar als voorbeeld nemen, met een rotatiestraal van R=469mm, een afschuifhoek van Ф=1,5° en een bladlengte van 1100mm met 3 stukken, dan geeft substitutie van deze waarden in formules (3) en (4) respectievelijk β ≈ 5° en △R = 1,87mm.
Tijdens het afschuifproces van de plaat zijn de kwaliteit en de kracht van de afschuiving sterk afhankelijk van de afschuifspleet. De afschuif- en terugtrekeffecten bestaan naast elkaar tijdens het proces en een grotere afschuifspleet resulteert in een grotere terugtrekkracht, maar tegelijkertijd verslechtert de afschuifkwaliteit.
Voor het knippen van dikke platen moet de knipspleet op basis van ervaring over het algemeen tussen 8% en 12% liggen. Door het gebruik van de vereenvoudigde technologie voor bladmontage van de schommelschaar is het echter moeilijk om aan deze vereiste te voldoen.
Wanneer de schuifspleet de empirische waarde overschrijdt, zal dit onvermijdelijk leiden tot veranderingen in de schuifkracht. Vergelijking (1) laat zien dat een toename van de schuifspleet leidt tot een toename van de relatieve waarde van de zijdelingse speling van het schuifblad, wat uiteindelijk resulteert in een toename van de benodigde schuifkracht tijdens het afschuifproces.
Tijdens het scheren zal de schuifbeweging op twee manieren toenemen:
Ten eerste zal de schuifkracht toenemen, wat leidt tot meer vermogensverlies.
Ten tweede zal de plastische vervorming van de plaat toenemen, wat leidt tot meer wrijving tussen het blad en de afgeschuinde plaat. Dit verhoogt de schuifkracht die nodig is voor het afschuiven en verkort de levensduur van het gereedschap.
Voor de zwenkbare plaatschaar is het daarom goed om een relatief grotere waarde te kiezen voor de zijdelingse speling van het schaarblad en de slijtagecoëfficiënt van het schaarblad wanneer formule (1) wordt gebruikt om de schuifkracht te berekenen, om de invloed van de bovenstaande factoren te compenseren.
Om de kwaliteit van het knippen te garanderen en wrijving tussen het mes en het achterblad te voorkomen, vereist het ontwerp van de schommelschaar dat de hoek tussen het achterblad en het verticale oppervlak van de tafel 1,5° tot 2,0° is tijdens het knippen.
Op basis van de bovenstaande analyse is de spelinghoekverandering van de zwenkplaatschaar γ ± β tijdens het afschuifproces.
Na berekening van β ≈ 5° in de QC12Y-6×200 zwenkbalk afschuivingis het moeilijk om de ontwerpvereisten van de achterhoek te verzekeren. In het het scheren proces, zelfs kan een negatieve achterhoek bladslijtage en hitte intensifiëren, en zelfs uitdrijving veroorzaken, die de sterkte van het blad verminderen.
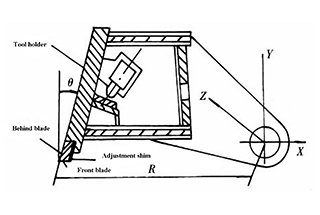
Om deze situatie te voorkomen is een vaste hoek θ tussen de voorkant van het blad en het verticale oppervlak van de tafel nodig in het ontwerp van de gereedschapshouder van de plaatschaar van het zwenktype (zie afbeelding 3). Zolang θ groter of gelijk is aan -β, zal er geen knijpverschijnsel optreden tussen het blad en de plaat. Deze hoek wordt in sommige documenten niet beschreven en wordt aanbevolen als 5° tot 7°.
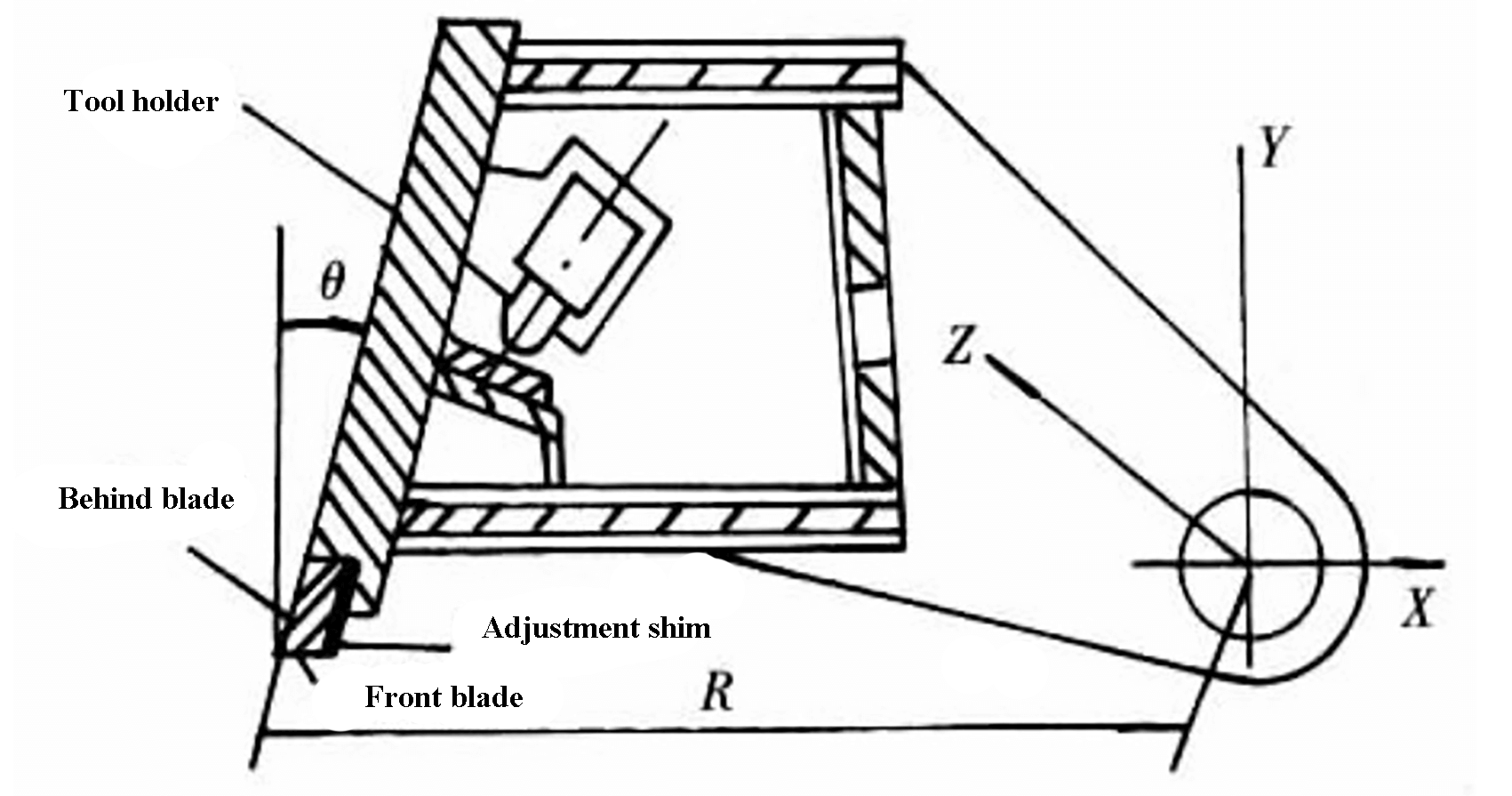
Fig. 3 Schematische weergave van de bladstructuur in een hydraulische roterende afschuiving
De berekening van de schuifkracht in een schuin-schuivende plaatschaar wordt meestal gedaan met behulp van de gereedschapshouder om een lineaire beweging te verkrijgen in de formule voor schuin-schuivende bladen.
Hoewel het theoretisch mogelijk is, moet het werkelijke bewerkingsproces het bladmontageoppervlak vereenvoudigen van een ruimtelijk spiraaloppervlak naar een vlak. Dit resulteert in veranderingen in de afschuifspeling en afschuifachterhoek tijdens het afschuifproces.
Veranderingen in de afschuifspeling kunnen de afschuifkracht beïnvloeden en de kwaliteit van het afschuifproces verminderen. Aan de andere kant kunnen veranderingen in de achterhoek na het scheren slijtage en zelfs extrusie tussen het mes en de plaat veroorzaken, waardoor de schuifkracht uiteindelijk toeneemt.
Op dit moment wordt het vereenvoudigde proces algemeen gebruikt bij de fabricage van het bladmontagevlak van plaatscharen van het zwenktype. Daarom is het essentieel om rekening te houden met de invloed van de schuifspeling en de verandering van de achterwaartse hoek bij het berekenen van de schuifkracht.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











