
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Heb je je ooit afgevraagd hoe krachtige machines ruw metaal omzetten in nauwkeurige, bruikbare onderdelen? Dit artikel onthult de geheimen van de hydraulische schaarmachine, een wonder der techniek. Leer hoe hij moeiteloos stalen platen snijdt en ontdek de belangrijkste kenmerken die hem tot een onmisbaar onderdeel van de metaalbewerking maken. Bereid je voor op de werking, de installatie en het onderhoud, zodat je zijn volledige potentieel kunt benutten.

Dit is één complete bedieningshandleiding voor de schommelbalk schaarmachineDat is ook een zeer populaire hydraulische scheermachine.
Je kunt de Hydraulische Guillotinescharen Bedieningshandleiding in een andere post.
De hydraulische scheermachine is ontworpen voor het snijden van metaal-staalplaten, met een capaciteit gebaseerd op een plaatsterkte van 450N/mm2.
Pas de plaatdikte aan als u andere materialen met verschillende sterktes snijdt.
De machine heeft een plaat gelaste structuurwat zorgt voor een eenvoudige bediening en betrouwbare prestaties.
Het snijden wordt aangedreven door hydraulische druk en de terugloop wordt geregeld door een stikstofgascilinder, die de machine helpt te beschermen tegen overbelasting.
De machine kan naar wens van de klant worden uitgerust met een digitaal displaysysteem of een numeriek besturingssysteem.
Er is ook een bladspleetindicator voor gemakkelijke en snelle aanpassingen.
De machine is uitgerust met een uitlijnapparaat met verlichting en de snijslag kan worden aangepast om de efficiëntie van het snijden van smalle platen te verbeteren.
Daarnaast zijn er voorste draagarmen en een achteraanslag. De achteraanslag is mechanisch verplaatsbaar en de positie kan numeriek worden weergegeven of via encoders worden geregeld door een NC-controller, met micro-afstelling door een handwiel. De voorste draagarmen zijn uitgerust met linialen.
De werktafel is voorzien van een rollende materiaalsteunkogel om het schommelen met plaatstaven te minimaliseren en de wrijvingsweerstand te verminderen.
Er is een veiligheidshek geïnstalleerd voor een veilige werking.
Stalen gelaste plaat met hoge stijfheid voorzien van twee cilinders die zijn bevestigd aan de linker en rechter verticale paal.
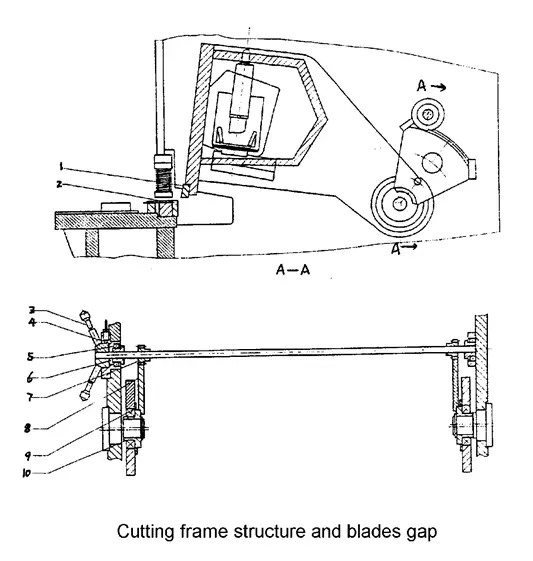
Op de werktafel is een vice-snijplank geïnstalleerd voor gemakkelijke afstelling van de onderste snijplank, zodat de opening tussen de bovenste en onderste snijplank op één lijn ligt. Er is ook een aanvoerkogel op de werktafel geïnstalleerd voor gemakkelijke en snelle bediening.
De gelaste plaat met hoge stijfheid wordt ondersteund op de excenterbus (9) en aangedreven door de linker en rechter cilinder en de slagcilinder om het snijproces te voltooien door middel van slingerherhaling. (Zie afbeelding 1). Het verticale oppervlak van de steun voor de opsnede is gebogen om de uitlijning van de opening tussen de opsnede en de ondersnede te behouden.
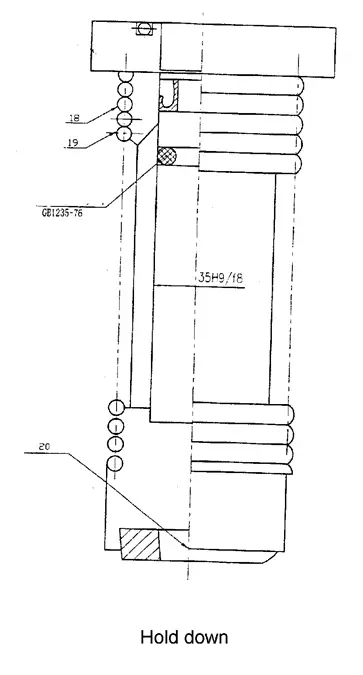
Hij bestaat uit drukaanvoercilinders die op de steunplaat voor het machineframe zijn geïnstalleerd. De oliestroom in de drukaanvoercilinder creëert druk die tegen de trekkracht van de trekveer (18) drukt, waardoor de persplaat stevig vastzit. Na het snijden worden de cilinders teruggezet door de trekkracht van de trekveer. De druk neemt toe met de dikte van de plaat. (Zie Fig. 3)
Voormeter:
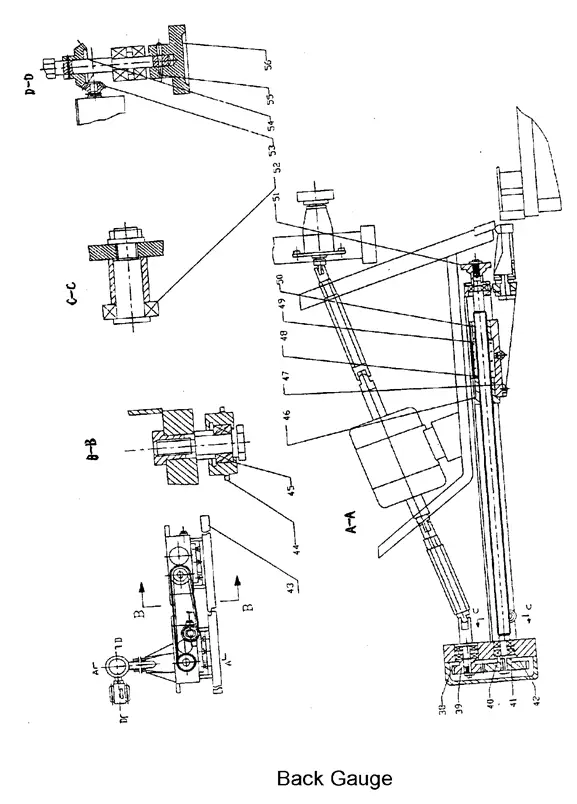
De werktafel is uitgerust met een ventielaanduiding op de liniaal, zodat de mobiele bar kan worden ingesteld op het gewenste ventiel. Het snijden van dunne staalplaten kan gemakkelijk worden gedaan op de voormeter. De achteraanslag (zie foto 5) is bevestigd op de op-snijplank en beweegt mee op en neer.
De achteraanslag wordt versteld door een motor van 0,55 kW, die het koppel via een tandwiel vermindert en de bedieningsstang aandrijft. Door op de "+" of "-" knop te drukken, kan de meter naar voren of naar achteren worden versteld. Als de gewenste klep niet mechanisch kan worden afgesteld, kan het handwiel (50) worden gedraaid om de gewenste klep te bereiken, waardoor het afstellen van de achteraanslag zowel handig als betrouwbaar is.
Het standaardbereik van de achteraanslag is 20-750 mm. Als de lengte van de snijplaat langer is dan de maximale afstand van de achteraanslag, kan de achteraanslag (43) worden verwijderd naar zijn minimumpositie en kan de plaat worden opgetild met behulp van het hellende oppervlak van het ondersteuningsframe (47), waardoor elke lengte plaat kan worden gesneden. (Zie Fig. 4)
Alle machines die de fabriek verlaten worden verpakt met een squaringarm en voetpaneel vastgemaakt aan de handbescherming. Het werkgereedschap en een bedieningshandleiding zitten in één doos.
Alle blootgestelde oppervlakken van de machine zijn gecoat met een roestwerend middel dat gemakkelijk kan worden verwijderd met kerosine of een oplosmiddel.
Gebruik alleen goedgekeurde en veilige kabels om deze machine op te tillen vanaf de twee hijspunten aan weerszijden van de machine. (Zie Figuur 5)
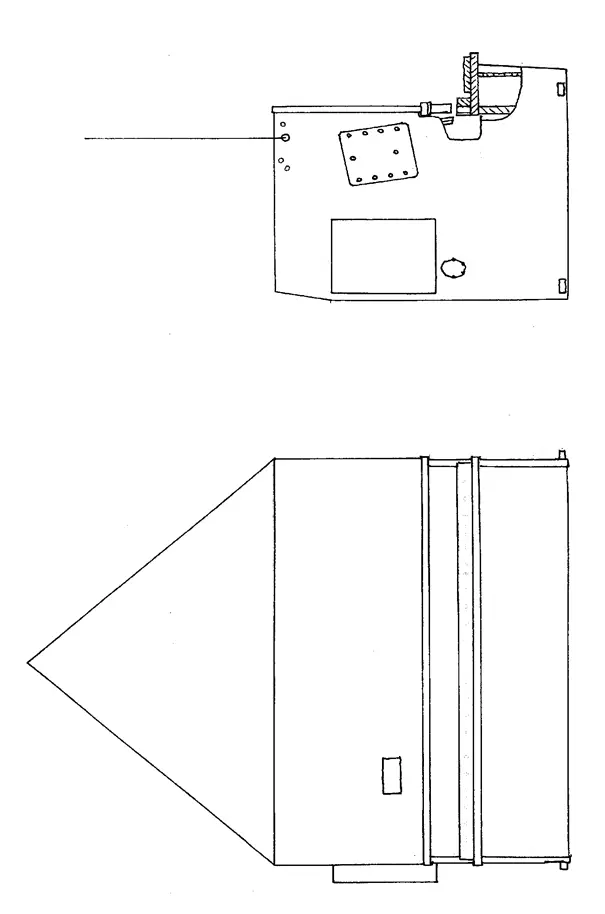
Al onze scharen zijn ontworpen om op een fundering te worden geïnstalleerd. Raadpleeg de bijgevoegde funderingstekening voor meer informatie.
Deze hydraulische scheermachine moet goed genivelleerd zijn voor optimale zaagprestaties. Dit kan worden bereikt door een niveaumeter van hoge kwaliteit te gebruiken op het plaatbevestigingsgebied.
Voordat u de machine waterpas stelt, moet u ervoor zorgen dat er vijf voetplaten (van minstens 150 x 150 x 9 mm) onder de voeten van de machine worden geplaatst om te voorkomen dat de stelschroeven in de betonnen vloer graven.
Zodra de machine waterpas staat, zet je hem vast door de ruimte onder en rond de voeten op te vullen met een cementmortelmengsel.
Controleer of de plaatselijke stroomvoorziening compatibel is met deze hydraulische schaarmachine voordat u de stroom inschakelt.
Sluit de voedingskabel aan op de linkeronderkant van het elektrische paneel. Sommige machines hebben een neutrale draad nodig.
Hier zijn de tekeningen:
4.1 De volgende stappen moeten worden uitgevoerd door gespecialiseerd personeel en vallen onder de verantwoordelijkheid van de eigenaar.
4.2 Alle bedieningsknoppen zitten vast op het bedieningspaneel aan de voorkant, met uitzondering van de voetschakelaar SF. De symbolen voor elke functie worden boven de knoppen weergegeven.
De stappen voor het bedienen van het digitale displaysysteem zijn als volgt:
De reinheid van de hydraulische olie in het hydraulische systeem is van het grootste belang. Het reinigen van de olietank is cruciaal.
Bij het vervangen van de hydraulische olie moet het deksel van de olietank worden verwijderd. Maak de bodem van de tank schoon met een handdoek (gebruik geen katoenen garen) en was deze vervolgens met schoonmaakbenzine of kerosine.
Door de beperkingen van de tankafdekking kan het gebeuren dat de arm het uiteinde van de tank niet bereikt. Wikkel in dat geval de handdoek om een bamboe of stok om elke hoek schoon te vegen.
Om vuile olie te verwijderen, draait u de lekkende plug of het remventiel los.
Gebruik een reinigingsdoek om de zijkanten en bodem van de tank grondig te drogen tot hij schoon is.
Rol indien nodig een doek over de lasnaad of over moeilijk schoon te maken plekken om vuil te verwijderen en zet de afdekking er dan weer op.
De viscositeitswaarde van hydraulische olie komt overeen met de gemiddelde viscositeit bij 40°C. Als het hydraulische systeem bij hogere druk en temperatuur en bij een lagere snelheid werkt, moet een hogere viscositeitswaarde worden gekozen.
Het wordt aanbevolen om slijtagebestendige hydraulische olie te gebruiken met een ISO VG46#-classificatie (een gemiddelde viscositeit van 46 mm2/s bij 40°C). Als de machine gedurende langere tijd bij temperaturen onder 5°C werkt, wordt aanbevolen hydraulische olie met een ISO VG32#-classificatie te gebruiken.
Het gebruik van de machine bij zeer lage temperaturen (onder -5°C) wordt niet aanbevolen, maar als het nodig is, moet de machine een tijdje stationair draaien. Indien nodig kan een olieverwarming in het circuit worden geïnstalleerd.
Onder normale bedrijfsomstandigheden mag de olietemperatuur niet hoger zijn dan 70°C. Indien nodig kan een oliekoeler kan worden geïnstalleerd.
De gebruikte olie moet schoon zijn. Draai de moer van het luchtfilter vast en vul de olie door het luchtfilter.
Als je vulapparatuur met een filter gebruikt, kun je het deksel van de olietank openen en de tank direct vullen.
Kijk naar het oliepeil; als de ram stopt op het bovenste dode punt, moet de hydraulische olie 80-90% van de tussenruimten vullen.
Start de machine en laat hem eerst stationair draaien, laat hem dan draaien met de maximale slag om eventuele luchtbellen in het hydraulische circuit te verdrijven.
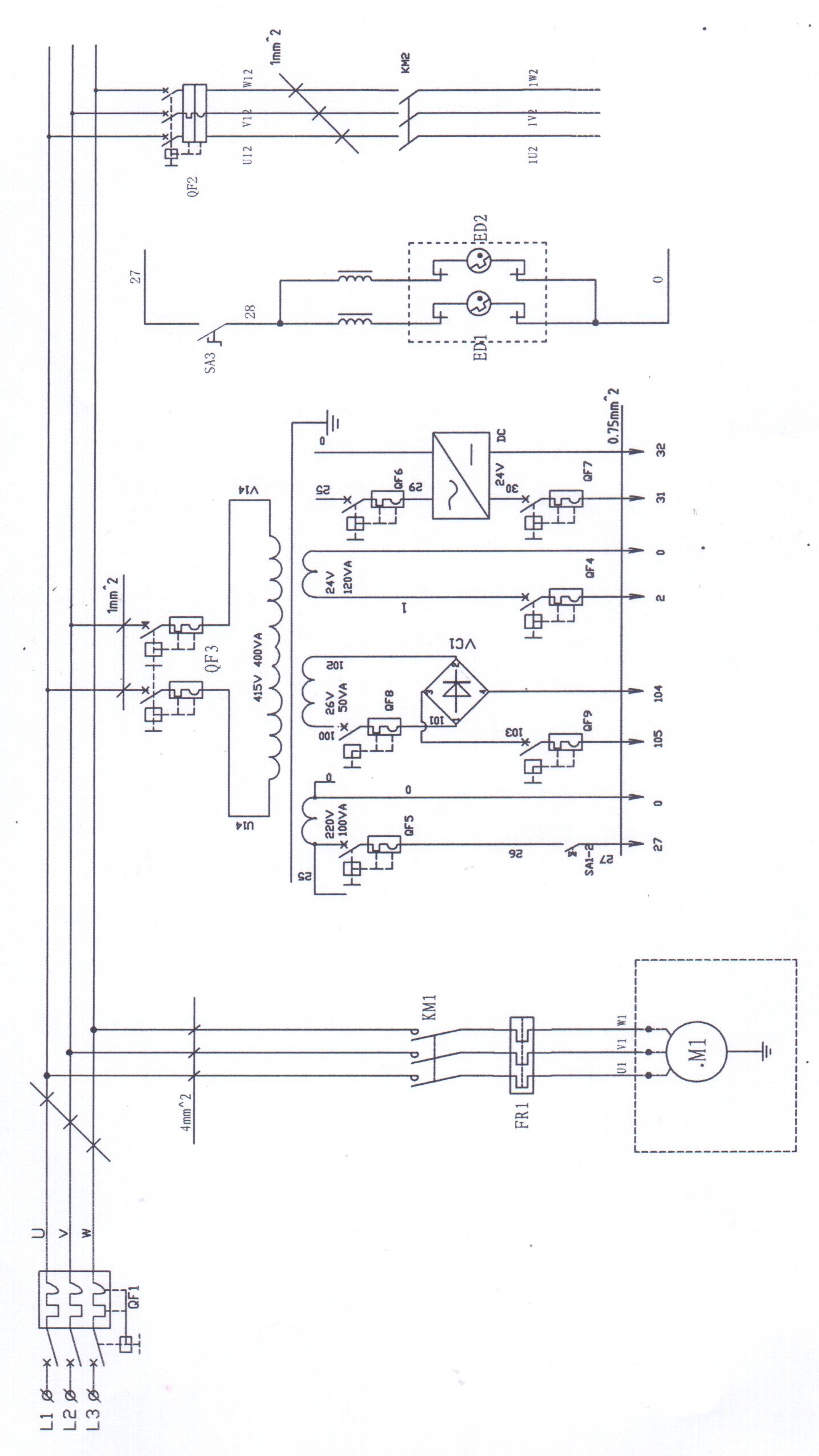
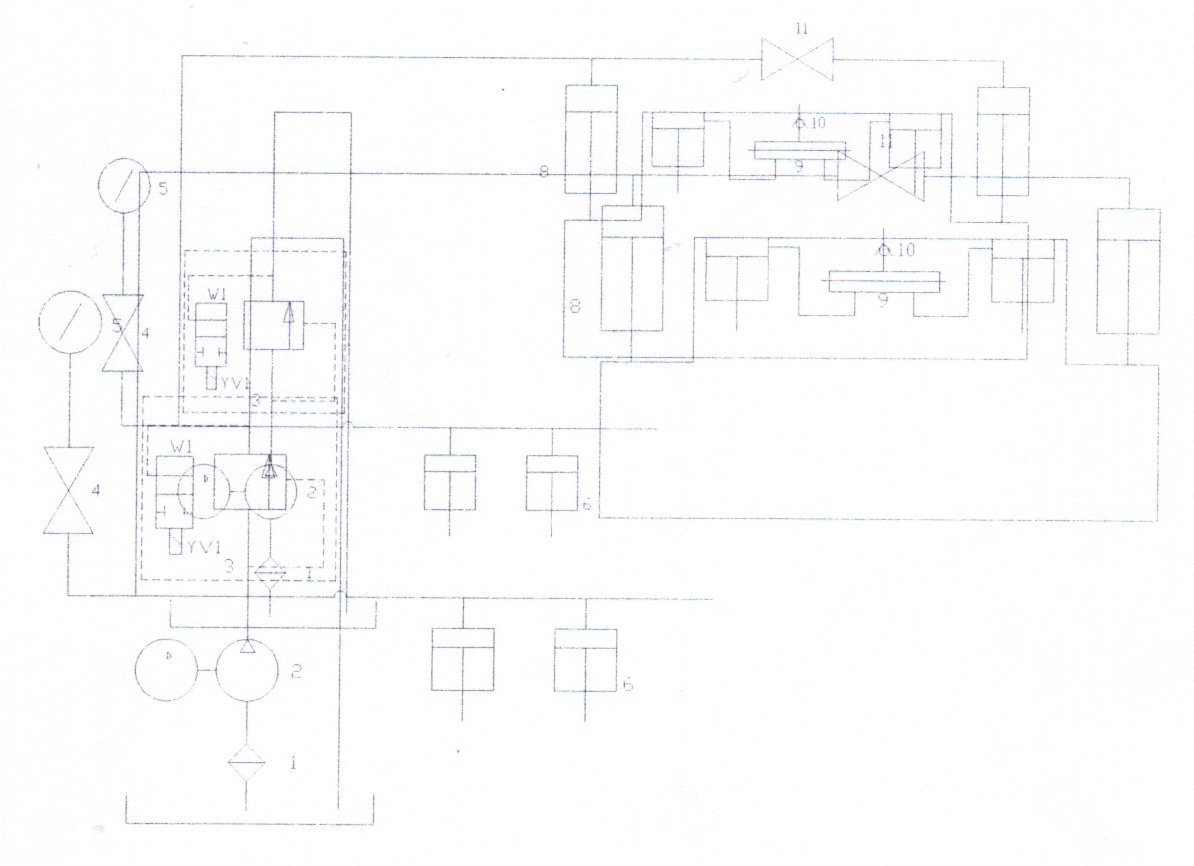
Hydraulische schematische tekening
De werkingsregel van het hydraulische systeem is als volgt:
Het snijraam gaat naar beneden:
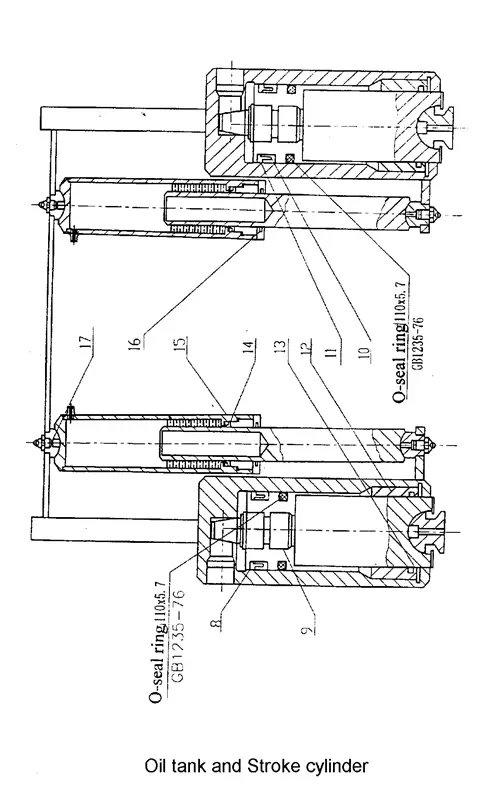
Wanneer de magnetische afvoerklep 3 wordt ingeschakeld, zuigt pomp 2 de hydraulische olie aan, die door de magnetische afvoerklep 3 naar de vasthoudplaten en het bovenste gedeelte van de hoofdoliecilinder stroomt. De zuiger van de vasthoudplaat gaat omlaag om de metalen plaat tegen de kracht van de veer in te drukken en de oliedruk begint te stijgen.
Wanneer de druk de stikstofgasdruk in de slagcilinder bereikt, beweegt het snijframe naar beneden om te snijden.
Het snijframe keert terug naar boven:
Wanneer het maaiframe het onderste dode punt bereikt, verliest het magnetische ijzer YV1 van de magnetische afvoerklep 3 vermogen door een eindschakelaar en beweegt het maaiframe omhoog door de druk van de stikstofgascilinder.
Tegelijkertijd stroomt de olie in het bovenste gedeelte van de hoofdcilinder terug naar de olietank via de magnetische afvoerklep.
De vasthoudzuiger beweegt ook omhoog door de kracht van de veer en de olie gaat terug naar de olietank via het magnetische afvoerventiel 3.
Wanneer het snijframe het bovenste dode punt bereikt, is er één snijcyclus voltooid.
| Startknop | Om de hoofdmotor en het regelcircuit te laten draaien. |
|---|---|
| Stopknop | Om de hoofdmotor en het regelcircuit te stoppen. |
| Keuzeschakelaar Auto/Man-modus | Selecteer de werkmodus |
| In de automatische modus | -Eén stap op de voetschakelaar en het snijframe gaat verder met snijden. |
| -Kan alleen met het voetpedaal worden doorgesneden. | |
| In de handmatige modus | -Een stap op de voetschakelaar en het snijraam snijdt maar één keer. |
| -Pas de snijslag aan door de draaiknop op het paneel terug te draaien. | |
| Voetpedaal | Duwen om het maaimes naar beneden te sturen en loslaten om de bovenste messendrager omhoog te laten gaan in AUTO-modus. |
| Verlichting Licht | Werklamp om op het snijblad te schijnen, werkt op eenfasestroomvoorziening van 220V, 50Hz. |
De tussenruimte tussen de bladen is cruciaal voor zowel de kwaliteit van het snijden als de levensduur van de bladen. Stel de spleet af volgens de onderstaande tabel.
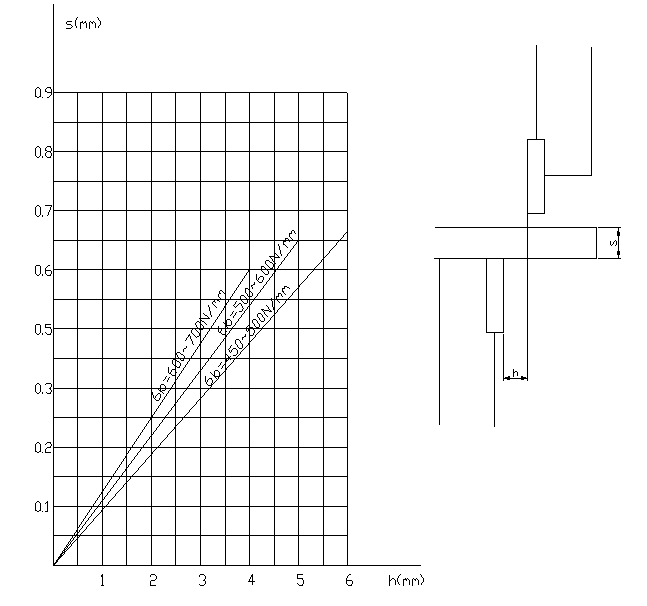
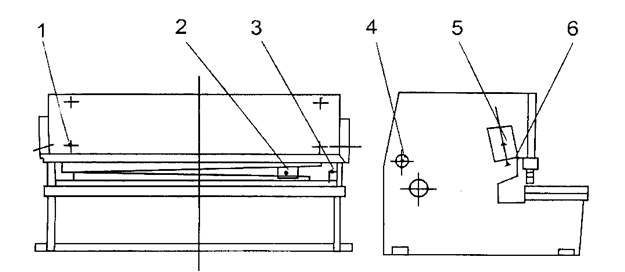
Om de spleet af te stellen (zie afbeelding 2), moet je de schroef (4) losdraaien, dan het handwiel (3) op de gewenste waarde draaien, die moet worden berekend op basis van de dikte van de plaat, en ten slotte de schroef (4) weer vastdraaien.
Er is een kogelkraan (aan de rechterkant van de machine, buiten de cilinder) die wordt gebruikt om de speling tussen de bovenste en onderste bladen te meten.
Voor meer details: in handmatige modus, wanneer het maaiframe het onderste dode punt bereikt, sluit u snel het oliecircuit, waardoor het maaiframe op het onderste dode punt blijft staan. Draai dan langzaam de kogelkraan open, waardoor het maaiframe over de hele slag stap voor stap omhoog beweegt. Zo kun je de speling tussen de messen meten.
7.2.1 Voorbereiding van de machine
(1) Verwijder de kantelarm en het voetpedaal uit het handbeschermingsgebied. Bevestig de arm aan de linkerkant van de machinetafel met bouten en de twee gaten aan de zijkant. De arm moet dicht bij het elektrische paneel zitten.
(2) Ontdoe de onderdelen van vuile olie en zorg ervoor dat de kogelklep in de open stand staat.
(3) Smeer alle benodigde gebieden.
(4) Vul de olietank met 200L HL46 hydraulische olie voor elke machine onder het 12mm model.
(5) Sluit de aardleiding aan, schakel de stroom in en controleer de werking van alle elektrische onderdelen.
7.2.2 De machine starten
(1) Druk op de knop 'START' en laat los.
(2) Het indicatielampje 'motor aan' moet gaan branden.
(3) Zet de keuzeknop van 'MAN' op 'AUTO'.
(4) Druk op de voetschakelaar, waardoor het snijframe omlaag gaat en een snede maakt.
(5) Als het maaiframe niet daalt, draait de motor waarschijnlijk in de verkeerde richting. Schakel de stroom uit en draai een van de twee fasedraden om om de motor opnieuw te starten.
(6) De bovenste bladdrager gaat omhoog en stopt wanneer hij de eindschakelaar bereikt.
7.2.3 Gemotoriseerde achteraanslag
(1) De gemotoriseerde achteraanslagdisplay moet nauwkeurig worden ingesteld in de fabriek en moet overeenkomen met de afstand van de achteraanslagbalk tot de snijkant.
(2) Druk op de '+'-knop om de achterste meterbalk naar achteren te brengen. De aflezing neemt toe en stopt wanneer de maximale rijbegrenzingsschakelaar L/S 3 wordt bereikt.
(3) Druk op de knop '-' om de achterste meterbalk naar voren te brengen. De aflezing neemt af en stopt wanneer deze de minimale rij-eindschakelaar L/S 4 bereikt.
(4) Het parallellisme van de achteraanslag moet in de fabriek worden ingesteld, maar kan indien nodig worden gekalibreerd.
(5) Beweeg de achteraanslag naar achteren om de roestwerende laag te verwijderen voor het snijden.
Opmerking:
(1) De druktabel moet aan staan tijdens het snijden en de druk moet gecontroleerd worden als deze onjuist lijkt te zijn. Mogelijk moet het overloopventiel worden bijgesteld.
(2) Als er tijdens het gebruik een ongewoon geluid of oververhitting van het oliereservoir optreedt, moet de machine onmiddellijk worden gestopt. De temperatuur van het oliereservoir mag niet hoger zijn dan 60°C.
De fout en de oplossing van het hydraulische systeem
| Fout | Oorzaak | oplossen |
|---|---|---|
| Het hydraulische systeem heeft geen druk en het maaikader heeft geen actie | 1. De stekker van de magnetische wisselklep is een slechte verbinding. | 1. Inspecteer de stekker. |
| 2. De kern van de klep zit vast door afval of wordt grof. Alle gasklepgaten van de toevalsklep kunnen niet doorstromen. | 2. Demonteer het ventiel en reinig het. | |
| 1.Snijframe keert langzaam terug of kan niet omhoog op de plek waar het frame omhoog gaat | De druk van stikstofgas is niet voldoende. | Stikstofgas leveren om druk toe te voegen |
| 2. De werking van het snijframe en de vasthoudmechanismen is niet harmonieus |
Deze machine gebruikt hydraulische olie van kwaliteit 46 en deze mag alleen worden bijgevuld of vervangen door olie van dezelfde kwaliteit, zoals:
De hydraulische olie in deze machine moet na de eerste 1500 bedrijfsuren worden ververst en volledig uit de olietank worden afgetapt om eventuele verontreinigingen die tijdens de montage zijn binnengedrongen, te verwijderen. Het oliefilter moet ook worden vervangen door een oliefilter van dezelfde kwaliteit. Vervolgens moet de olie om de 5000 werkuren worden ververst.
Bovendien moeten alle smeernippels die zich op de achterste meter bevinden om de twee weken worden gesmeerd.
| Nee. | naam | stroom | Interne tijd (h) | Type & merk |
|---|---|---|---|---|
| 1 | Een bovenste en een onderste punt op elke retourcilinder. | Klein | 16 | Ca-smeerolie ZG-3 GB491-65 Mechanische olie N46GB443-84B |
| 2 | Een punt links en een punt rechts van de achterste stopschuifmoer | Medium | 8 | |
| 3 | Twee scharnierpunten voor de oscillatie van het bovenste mesframe, één links en één rechts | Klein | 24 | |
| 4 | Eén aan de linkerkant en de andere aan de rechterkant van de huls van de vrijloopas | Klein | 48 | |
| 5 | Elke plek op de zuigerstang van linker- en rechtercilinder | Medium | 8 | 4# koolstof-lithium Q/SY1000-65 |
| 6 | Elk op het opvulblok van de linker en rechter cilinder | Medium | 8 |
Opmerking:
Zowel de boven- als de onderkant schaarmessen zijn identiek en uitwisselbaar. Om het maaiframe naar het onderste dode punt te laten zakken, gebruik je de kogelkraan en zet je de machine uit.
Verwijder eerst het onderste blad en daarna het bovenste blad. Draai alle kleine stelschroeven op de bovenste bladdrager los.
Maak de messen en de mesbehuizing/zitting schoon. Zet eerst het bovenste blad terug en daarna het onderste. Draai indien nodig de kleine stelschroeven op de bovenste bladdrager vast om de bladspeling te sluiten. Vergeet niet te controleren op minimale speling en stel de kleine stelschroeven bij om de bladen te sluiten als dat nodig is.
LET OP: Laat deze klus altijd uitvoeren door gekwalificeerd en ervaren personeel, want dit kan leiden tot schade aan de schaarmessen/machine of persoonlijk letsel.
Het schaarblad is rechthoekig van vorm en het bovenste blad heeft twee snijkanten, terwijl het onderste blad vier snijkanten heeft. Je hoeft het blad alleen opnieuw te slijpen als alle twee of vier de randen zijn gebruikt.
Denk eraan om bij het naslijpen alleen de dikte te slijpen, niet de hoogte van het blad. Het verlies aan afslijpdikte van de schaarmessen kan ertoe leiden dat de bovenmesdrager moet worden ingekort door de schroef in de spanbout (naast de hendel voor snelle bladspeling) bij te stellen.
(Gereedschapstekeningen Zie de bijgevoegde tekeningen)
Let op!
Dit hoofdstuk is alleen van toepassing op machines met speciale vereisten en mag niet worden gebruikt voor andere machines.
Om de veiligheid van zowel mensen als apparatuur te garanderen, hebben we veiligheidsapparatuur ontworpen. De operator mag de veiligheidsuitrusting niet wijzigen, verwijderen of loskoppelen.
10.1 Lichtstraal/laserstraal
Er is een lichtstraal of laser (afhankelijk van het verzoek van de klant). Als de operator het lichtscherm blokkeert, wordt de veiligheidsmodule geactiveerd en kan de ram niet omlaag bewegen om letsel bij de operator te voorkomen.
10.2 Veiligheidsrooster
Er bevindt zich een veiligheidsrooster aan de zijkant en achterkant van de machine om de operator uit de buurt van gevaarlijke gebieden te houden. Het veiligheidsrooster is via een veiligheidsschakelaar verbonden met het elektrische systeem. Als het veiligheidsrooster wordt geopend, start het elektrische systeem en kan de machine niet werken.
10.3 Noodstop
Er bevindt zich een noodstopknop op het bedieningsstation van de handgreep en het bedieningsstation van de ophanging. In het geval van een foutieve bediening of een ongeluk, zal het indrukken van de noodstopknop ervoor zorgen dat de machine alle handelingen stopt.
10.4 Hydraulisch systeem
Om te voorkomen dat de ram gevaarlijk valt, heeft het systeem een veiligheidshefklep. De klepkernen van de wisselklep en de veiligheidshijsklep hebben een controlesignaal. Als de ventielkern abnormaal is, stopt het controlesignaal het elektrische systeem om letsel door vallen te voorkomen. Als de ventielkernen van de wisselklep en de veiligheidshijsklep niet kunnen worden gereset, moet de klep worden gecontroleerd.
10.5 Problemen oplossen
Normaal gebruik is veilig. Als er zich vreemde ongelukken voordoen of als u de machine onderhoudt of repareert, vergrendel dan het veiligheidsrooster, druk op de noodstopknop in de staanders en zoek hulp. Als uw handen of andere lichaamsdelen geklemd raken door de pons of het vel, druk dan op de noodstopknop, controleer de toestand en start de machine opnieuw. Zet de bedieningsmodus in de stand "inch", druk dan op de knop voor de handgreepterugloop en de ram zal terugkeren, zodat u de geklemde onderdelen eruit kunt trekken.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.












{kind=link}
{kind=link}