
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Heb je je ooit afgevraagd hoe je perfecte plaatbochten maakt? Dit artikel gaat in op essentiële buigtechnieken, van het berekenen van de materiaaluitzetting tot het kiezen van het juiste gereedschap. Je leert hoe je veelvoorkomende uitdagingen aanpakt, zodat je verzekerd bent van een hoogwaardige en efficiënte productie. Of je nu een doorgewinterde technicus bent of een nieuwsgierige beginner, deze gids biedt waardevolle inzichten om je begrip te vergroten en je resultaten op het gebied van plaatbuigen te verbeteren.

Buigvormen wordt veel gebruikt bij het vormen van plaatwerkonderdelen. Deze methode wordt gekenmerkt door hoge efficiëntie, resultaten van hoge kwaliteit, tijdsbesparing en kostenbesparing bij het verwerken van onderdelen.
Door een gebrek aan kennis van het buigproces neemt het procespersoneel echter vaak zijn toevlucht tot traditionele methoden zoals handvormen en hydraulisch vormen om de uiteindelijke vorm van onderdelen te verkrijgen.
Deze technieken verhogen de kosten van productbewerking door het gebruik van vormgereedschappen, kunnen leiden tot onstabiele producten door de grotere menselijke betrokkenheid en verminderen de efficiëntie van de bewerking.
Daarom is het cruciaal om een grondige kennis te hebben van buigvormtechnieken.
Het kiezen van de juiste buigtechniek vereist een zorgvuldige afweging van vele factoren. Als je een van deze overwegingen verwaarloost, kan het proces mislukken en de ontwikkeling van onderdelen negatief beïnvloeden.
In dit artikel zullen we ons voornamelijk richten op het berekenen van de afmetingen van geëxpandeerde materialen, het selecteren van buiggereedschappen, het analyseren van typische productbewerkingen en het behandelen van veel voorkomende problemen en oplossingen tijdens het buigproces.
Dit artikel dient als leidraad voor technologen en is een belangrijke bron bij de voorbereiding van plaatmetaal onderdelen. Het doel is om de verwerkingskosten van onderdelen te verlagen en de kwaliteit en productie-efficiëntie van onderdelen te verbeteren.
De focus van dit artikel ligt op het bespreken van de maatberekening, de selectie van buiggereedschap, de analyse van typische productbewerkingen en veelvoorkomende problemen en oplossingen in het buigproces.
De grootte van de plaatuitzetting hangt af van factoren zoals de dikte en het materiaal, buighoeken buiggereedschap. Er zijn twee veelgebruikte methoden om de lengte van plaatuitzetting te berekenen: de neutrale laag berekeningsmethode en de empirische berekeningsmethode.
(1) De berekeningsmethode voor de neutrale laag
Deze methode is geschikt voor situaties waarbij de buighoek geen rechte hoek is. Tijdens het buigproces ondervindt de buitenste laag trekspanning terwijl de binnenste laag drukspanning ondervindt.
De laag tussen deze twee lagen, bekend als de neutrale laag, ondervindt noch trekspanning noch drukspanning en blijft onveranderd tijdens het buigproces.
Hierdoor dient de neutrale laag als referentiepunt voor het bepalen van de lengte van het gebogen deel.
De positie van de neutrale laag is echter afhankelijk van de dikte van het materiaal dat gebogen wordt.
Als het materiaal minder dan 4 mm dik is, is de afstand tussen de neutrale laag en het binnenoppervlak van het gebogen deel 0,5 ton. Als het materiaal dikker is dan 5mm, is deze afstand 0,34t. De uitzettingslengte van de neutrale laag is gelijk aan de totale uitzettingslengte van de plaat.
(2) Empirische berekeningsmethode
Deze methode is alleen geschikt voor situaties waarbij de buighoek van het onderdeel een rechte hoek is en de plaatdikte kleiner is dan of gelijk aan 3 mm. Deze methode kan worden gebruikt om de uitzetlengte van de onderdelen te bepalen.
De berekeningsformule is, L=A+B-2t
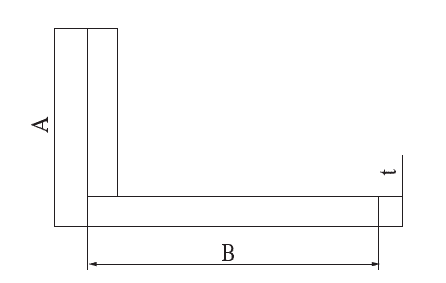
Fig.1 Part size schema
(1) Het selectieprincipe van de gereedschap voor afkantpersen
Het kiezen van het juiste gereedschap voor het buigproces is een cruciale overweging. Het buiggereedschap bestaat uit twee delen: het bovengereedschap (pons) en het ondergereedschap (matrijs).
De keuze van de pons en matrijs van de afkantpers is gebaseerd op de dikte en grootte van de te buigen onderdelen om vervorming door botsing tussen de onderdelen en de pons en matrijs te voorkomen.
De afkantpers is uitgerust met een universele onderste matrijs en een speciale matrijs (zie figuur 2). Alle inkepingen voor "V"-vormen hebben een sleufhoek van 60 graden. Over het algemeen geldt dat hoe dikker de plaat, hoe breder de sleuf moet zijn en de breedte van de sleuf is meestal 8t.
Voor meer informatie over de relatie tussen plaatdikte en sleufbreedte en hoe je de vereiste buigkrachtraadpleeg het relevante artikel.
De pons van de afkantpers omvat voornamelijk rechte pons, zwanenhalspons, kleine buigpons, ombuigpons enz. en kan ook het speciale gereedschap aanpassen aan de werkelijke situatie van de onderdelen.
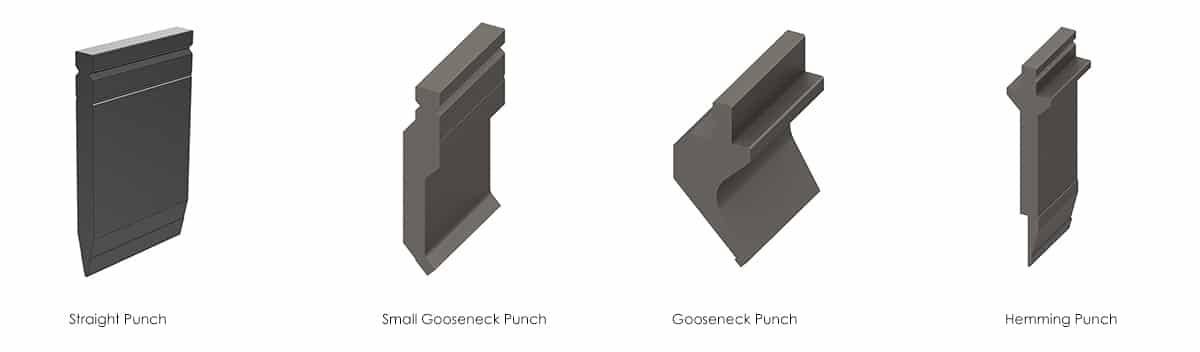
De rechte pons wordt voornamelijk gebruikt voor het buigen van onderdelen met een dikte van 3 mm of minder. De kleine zwanenhals punch wordt voornamelijk gebruikt voor het buigen van ondiepe "U"-vormige onderdelen.
De zwanenhalspons wordt vooral gebruikt voor het buigen van "U"-vormige onderdelen met een diepte. De zomen pons wordt voornamelijk gebruikt voor het afvlakken van onderdelen.
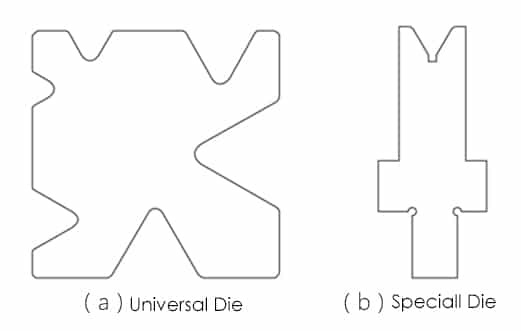
Fig.2
(2) De selectie van de stempel en matrijs van de afkantpers
Meestal selecteren we het buiggereedschap op basis van de buigradius van het onderdeel om te garanderen dat de buigradius behouden blijft. Er zijn echter gevallen waarbij de onderste matrijs over het hoofd wordt gezien.
In dergelijke gevallen kan een onjuiste combinatie van de buigstempel en buigmatrijs kan resulteren in inkepingen aan beide zijden van de buigradius na het buigproces, waardoor reparatie onmogelijk wordt.
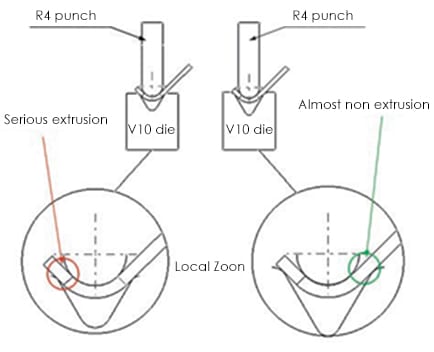
Fig.3 Simulatie van het afstempelen van stempel en matrijs
Figuur 3 toont de materiaaldikte van 1,6 mm voor het gesimuleerde onderdeel, samen met de buigradius R4 en een buighoogte van 8,9 mm.
Na analyse bleek dat de onderste matrijssleuf gekozen kon worden als V12 of een kleinere optie. Voor dit specifieke onderdeel kon echter alleen de V12 sleuf worden gekozen. De redenering hiervoor is weergegeven in de figuur, met de V10 sleuf links en de V12 sleuf rechts.
Rekening houdend met de veerkracht van het onderdeel tijdens het buigen, is de hoekinvoer voor de rembekrachtiger moet minder dan 90 graden zijn.
Zoals te zien is in de simulatiefiguur voor de 90 graden buigflens, als de stempel van de afkantpers naar beneden blijft bewegen, is er bij de V10 sleuf sprake van aanzienlijke extrusie, terwijl er bij de V12 sleuf sprake is van minimale extrusie.
Daarom is het aan te raden om de onderste matrijs met de V12 gleuf te kiezen in plaats van de V10 en kleinere opties. Dit zorgt ervoor dat de twee zijden van de buigradius vrij blijven van inkepingen en geen nabewerking nodig hebben, wat resulteert in een gekwalificeerd onderdeel.
Bij het buigen van onderdelen is het belangrijk om rekening te houden met zowel de hoogte van de flens als de breedte van de baan. Als de breedte van de baan te smal is en de hoogte van de flens te hoog, kan er tijdens het buigproces interferentie optreden tussen de eerder gevormde flens en het buiggereedschap, waardoor het buigen niet kan worden voortgezet.
Dit kan resulteren in het afdanken van de hele partij materiaal, wat leidt tot hogere verwerkingskosten als er geen corrigerende maatregelen worden genomen.
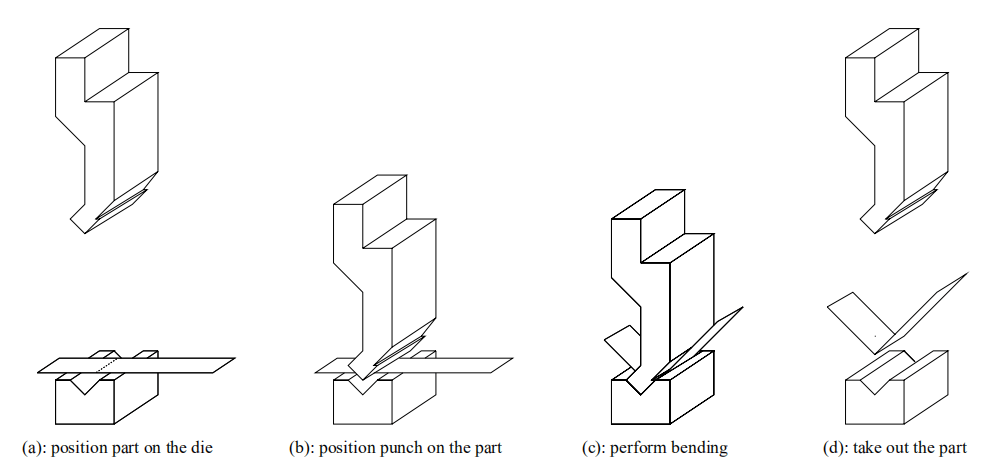
In de volgende analyse zullen we het buigen van "U"-vormige onderdelen en "Z"-vormige onderdelen onderzoeken.
Gerelateerde lectuur: V- & U-vormige buigkracht calculator
(1) Technische analyse van "U"-vormige onderdelen
De belangrijkste factor bij het buigen van U-vormige onderdelen is de verhouding tussen de hoogte (H) van de twee flenzen en de breedte (B) van de lijfplaat. Als H kleiner of gelijk is aan B, is het over het algemeen mogelijk om het onderdeel te buigen, hoewel er interferentie kan optreden. Dit type interferentie treedt op tussen de buigflens van het onderdeel en het machinelichaam.
Voor een standaard pers remmachineAls de buighoogte H groter is dan of gelijk is aan 80 mm, zal het onderdeel de machine hinderen tijdens het buigproces.
Wanneer je te maken krijgt met dergelijke interferentieproblemen, zijn er twee oplossingen:
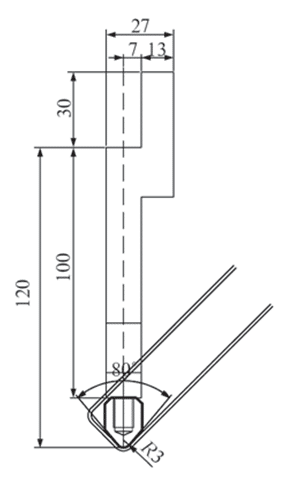
Fig.4 Opgehangen buiggereedschap
(2) Technische analyse van "U"-vormige onderdelen
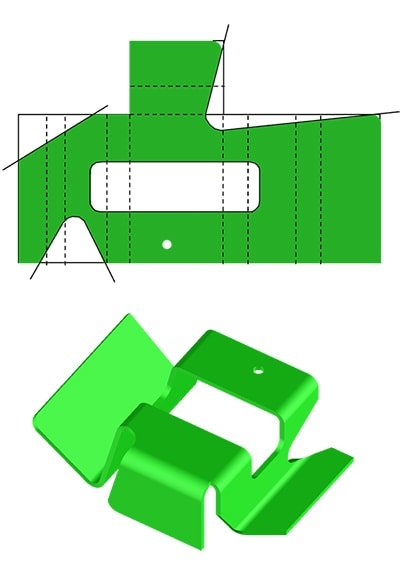
"Z"-vormige onderdelen met gebogen randen in plaatmetaal staan bekend om hun kleine afmetingen en hoge volume. Als technici een conservatief handvormproces gebruiken om deze onderdelen te maken, is de efficiëntie laag en de kwaliteit inconsistent.
Om deze problemen te vermijden, moeten de onderdelen worden gesimuleerd en geanalyseerd voordat het buigproces wordt gekozen. Er moet namelijk rekening worden gehouden met de beperkte afmetingen van de productbanen en de grootte van de buigmatrijs.
Tabel 1 geeft een classificatie van de parameters waarmee rekening moet worden gehouden in de simulatieanalyse.
Tabel 1 Instelling simulatieparameters
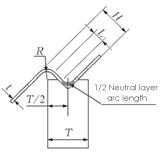
| De parameterinstelling | Code | Schematisch diagram |
|---|---|---|
| Webbreedte (gemeten in het model)) | H | |
| Buigradius | R | |
| Materiaaldikte | t | |
| Gereedschapsbreedte | T | |
| De lengte van de lineaire neutrale laag op het web. | L | |
| 1/2 Neutrale laag booglengte | P |
Aan de hand van de informatie in de tabel kunnen technici nauwkeurig bepalen of de onderdelen door buigen gevormd kunnen worden. Als de voorwaarde L + P groter is dan T/2, dan kan het buigproces met succes worden uitgevoerd.
(1) De flens van onderdelen buigen
Door beperkingen in de pons- en matrijsuitrusting van de afkantpers kunnen niet alle flenzen met verschillende hoogtes worden gevormd met deze methode. Daarom is het cruciaal om zorgvuldige analyses en simulaties uit te voeren voordat de buigmethode wordt gekozen om er zeker van te zijn dat de onderdelen gebogen kunnen worden.
CATIA kan worden gebruikt voor technische analyse en voorbereiding om de haalbaarheid van de buighoogte voor het onderdeel te simuleren. Bij het uitvoeren van de simulatie moet rekening worden gehouden met het volgende:
De simulatieresultaten worden getoond in Figuur 5.
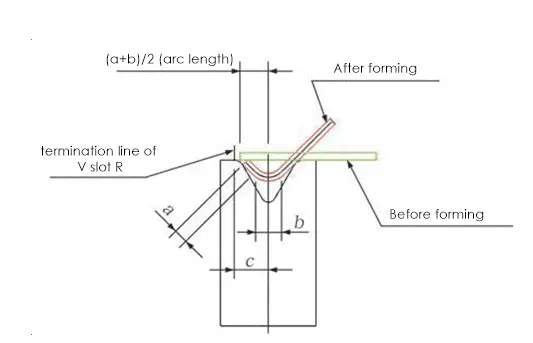
Fig. 5 Onderdelen flens buigen
In de gevormde toestand van afbeelding 5 stelt de zwarte lijn de neutrale laag van het werkstuk voor. De variabelen "a" geeft de lineaire afmeting van de neutrale laag weer, "b" geeft de booglengte van de neutrale laag bij de buigradius weer en "c" geeft de afstand tussen het middelpunt van het gereedschap en de eindlijn van de V-sleuf R weer.
Als (a + b)/2 groter is dan c, kan het onderdeel gebogen worden. Als (a + b)/2 kleiner dan of gelijk aan c is, kan het deel niet gebogen worden.
Gebaseerd op deze evaluatie, als de grootte van het onderdeel te klein is om te buigen, moet de totale flensgrootte van het onderdeel worden vergroot bij het voorbereiden van de techniek.
(2) Buigen van grote onderdelen
Bij het buigen van onderdelen met een grote lengte kan de kantbank worden beïnvloed door de structuur van de eigen gereedschapsmachine, waardoor er een aanzienlijke vervorming optreedt in de buigribbels van de onderdelen. In theorie zou de buiging een rechte lijn moeten zijn, maar na het buigen wordt het een gebogen lijn, waardoor de arbeiders een aanzienlijke hoeveelheid nabewerking moeten uitvoeren.
Om dit probleem aan te pakken, kan de bombering op de afkantpers worden aangepast op basis van de werkelijke omstandigheden na het buigen om de vervorming van de onderdelen te elimineren, zoals getoond in Figuur 6. Dit vermindert de hoeveelheid handmatig werk die nodig is en verbetert de kwaliteit van de onderdelen en de productie-efficiëntie. Dit vermindert de hoeveelheid handmatig werk die nodig is en verbetert de kwaliteit van de onderdelen en de productie-efficiëntie.

Fig. 6 Lange delen buigen en bomberen
(3) Buigen van onderdelen met gedeeltelijke uitdunning
Bij plaatwerkonderdelen worden sommige onderdelen gedeeltelijk verkleind om het gewicht te verminderen. Deze onderdelen kunnen geproduceerd worden door hydraulisch vervormen of buigen in de eigenlijke productie. Door variaties in de materiaaldikte voor het buigen, kan dezelfde stempel en matrijs echter niet gebruikt worden voor eenmalig buigen.
Om dit probleem op te lossen, kunnen dunne opvullingen worden toegevoegd aan het verdunde gedeelte van het materiaal. De opvullingen worden geplaatst in het gebied dat overeenkomt met de bovenste pons na het buigen.
Tijdens het buigproces compenseren de opvullingen de pons en kunnen materialen met verschillende diktes in één stap worden gebogen.
(4) Buigen van het onderdeel met een gevormde flens
De meeste standaard achterste positioneringsstoppers op afkantpersen zijn rechtlijnige types en kunnen alleen onderdelen buigen met flenzen van gelijke hoogte. Dit type stopper is echter niet geschikt voor onderdelen met flenzen die niet even hoog zijn of voor gevormde onderdelen.
Om dit aan te pakken, kunnen twee oplossingen worden toegepast:
(1) Ontwerp een speciale achteraanslag speciaal voor onderdelen met flenzen van ongelijke hoogte en gevormde onderdelen. Deze stopper gebruikt bouten voor de positionering, waardoor de conventionele positioneringsmethode van de kantpersmachine verandert en het buigprobleem voor onderdelen met flenzen van ongelijke hoogte en gevormde flenzen wordt opgelost. Dit breidt ook de mogelijkheden van de kantpers uit.
De voor- en nabewerkingstoestanden worden respectievelijk getoond in Figuur 7 en Figuur 8.
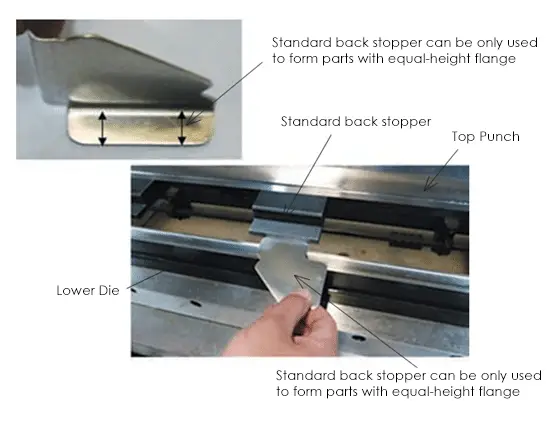
Fig.7 Toestand voorbehandeling

Fig.8 Status na verwerking
(2) Een andere oplossing is om een hulpoorstuk voor positionering toe te voegen aan de buigonderdelen tijdens het afkanten. Het oorstuk bevindt zich op het hoogste niveau van de onderdelen en kan gebruikt worden voor positionering tijdens het buigen en vormen. Na het buigen wordt het oorstukje verwijderd om het buigen van de onderdelen te voltooien. Dit verbetert de productie-efficiëntie aanzienlijk.
(5) De onderdelen braken bij het buigen
Wanneer sommige onderdelen breken bij de buigpositie, zijn er twee hoofdfactoren die dit kunnen veroorzaken:
De bespreking en analyse van verschillende situaties die zich voordoen bij de buigtechniek hebben het toepassingsgebied van de buigtechniek uitgebreid vormgevingsproces in plaatmetaal productie van onderdelen. Dit helpt om fouten in de proceskeuze te voorkomen die een negatieve invloed zouden hebben op de algehele ontwikkelingscyclus van de onderdelen en de productie-efficiëntie te verbeteren terwijl de kwaliteit van de onderdelen stabiel blijft.
Het ontwerpen van redelijker buiggereedschap zal een cruciale rol spelen in het uitbreiden van de toepassing van de buigvormtechniek.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











