
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Hoe krijg je precieze bochten in plaatmetaal? Inzicht in de mallen en technieken achter dit proces is cruciaal. Dit artikel gaat in op verschillende buigmethoden, van vrij buigen tot correctief buigen, en belicht hun toepassingen en voordelen. Er wordt uitgelegd hoe verschillende matrijzen, zoals V-bochten en U-bochten, de nauwkeurigheid en kwaliteit van het eindproduct beïnvloeden. Aan het eind begrijp je de essentie van het selecteren en gebruiken van buigtechnieken om de productie-efficiëntie en productkwaliteit te verbeteren.

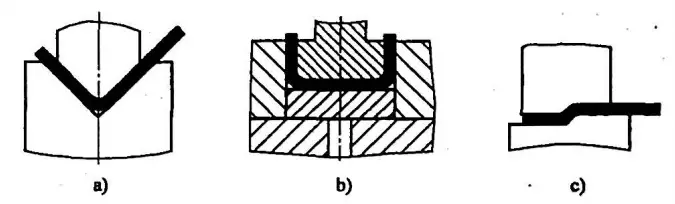
De vervormingsmethoden voor het buigen van platen kunnen worden ingedeeld in: vrij buigen, contact buigen en corrigerend buigen, zoals geïllustreerd in figuur 1.

Voor vrij buigen (Figuur 1a) is minder buigkrachten de vorm en grootte van het werkstuk worden bepaald door de matrijsbreedte en de positie van het dode punt van de pons aan te passen.
Deze methode resulteert vaak in minder precisie in de vorm en grootte van de bewerkte onderdelen, vooral bij grootschalige productie, waarbij de kwaliteit van de gebogen onderdelen inconsistent kan zijn. Daarom wordt vrij buigen vaak gebruikt voor de productie van middelgrote tot grote volumes. plaatmetaal onderdelen.
Bij contactbuigen (afbeelding 1b) en correctief buigen (afbeelding 1c) daarentegen, worden de vorm- en maatnauwkeurigheid van de gebogen onderdelen gegarandeerd door de matrijs, wat een hogere en stabielere kwaliteit oplevert.
Deze methoden vereisen echter meer buigkracht, langere gietcycli en hogere kosten. Ze worden meestal gebruikt voor grootschalige productie van kleine tot middelgrote onderdelen en plaatwerkonderdelen waar een hogere kwaliteit vereist is.
Over het algemeen kunnen buigmethoden worden onderverdeeld in buigen voor de vorm (waaronder buigen van de bovenplaat en geen buigen van de bovenplaat) en afkantpers buigen.
Kantpersen is een speciaal geval van matrijsbuigen (zonder bovenplaat te buigen), waarbij meestal een universele buigmatrijs wordt gebruikt. Beide buigmethoden hebben hun eigen principes, kenmerken en toepasbaarheid.
(1) Vormen buigen
Het buigen van vormen wordt vaak gebruikt voor buigen van plaatmetaal onderdelen die complexe structuren, kleinere volumes, hogere precisie en grootschalige verwerking vereisen. Het principe van een eenvoudige, gangbare buigmal wordt getoond in figuur 2. Om de levensduur van de mal te verlengen, moet het ontwerp van het onderdeel waar mogelijk een radius (r>0,5t) gebruiken op het buigpunt.
Gerelateerd: V- & U-vormige buigkracht calculator
(2) Druk bakken buigen
Kantpersen wordt vaak gebruikt voor het bewerken van plaatmetaal buigonderdelen die groter van formaat zijn of niet in grote hoeveelheden worden geproduceerd. Kantpersen kunnen worden onderverdeeld in gewone kantpersen en CNC afkantpers.
Voor blad metaal buigen onderdelen met relatief hoge precisievereisten en complexe vormen, worden CNC afkantpersen over het algemeen gebruikt voor buigbewerkingen. Het basisprincipe van buigen, zoals het koud buigen van staal met open doorsnede en plaatmetalen buigonderdelen van chassis, kasten en elektronische producten, is het gebruik van het buigmes (bovenstempel) en de V-vormige groef (onderste matrijs) van de afkantpers om de plaat te buigen, zoals getoond in Figuur 3.

Om de productie van gebogen onderdelen met verschillende buigmiddelpunthoeken mogelijk te maken, zijn er over het algemeen twee vormen van kantpersen, zoals getoond in Figuur 4.
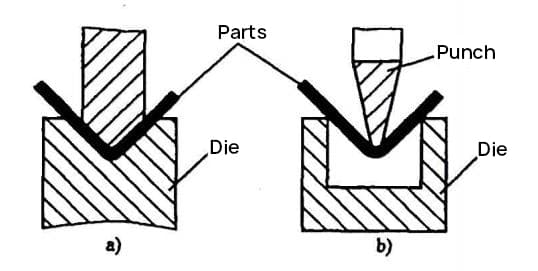
Voor gebogen onderdelen met een grote structurele omvang, complexe dwarsdoorsnedevorm of die niet in grote hoeveelheden worden geproduceerd, evenals onderdelen die in enkelstuks, kleine batches en proefproductie worden geproduceerd, wordt de methode voor het ontwerpen en produceren van speciale buigmatrijzen beperkt door vele ongunstige factoren, zoals de verscheidenheid en de hoeveelheid van de onderdelen, de moeilijkheidsgraad van de matrijsproductie, de productiekosten en de leveringstermijnen.
Sommige onderdelen met grotere structurele afmetingen en complexere doorsnedevormen (zoals structurele onderdelen van chassis en kasten) worden ook beperkt door de matrijsstructuur en de procesapparatuur van de onderneming.
De meest effectieve manier om deze problemen op te lossen is door de universele buigmatrijs te gebruiken voor het buigen. De universele buigmatrijs kan niet alleen eenvoudige L-vormige, U-vormige en Z-vormige onderdelen verwerken, maar ook uiterst complexe onderdelen door convexe en concave mallen en meerdere V-vormige combinatiebuigingen te combineren, zoals weergegeven in afbeelding 5 en 6.
(1) Pons (Buigmes)
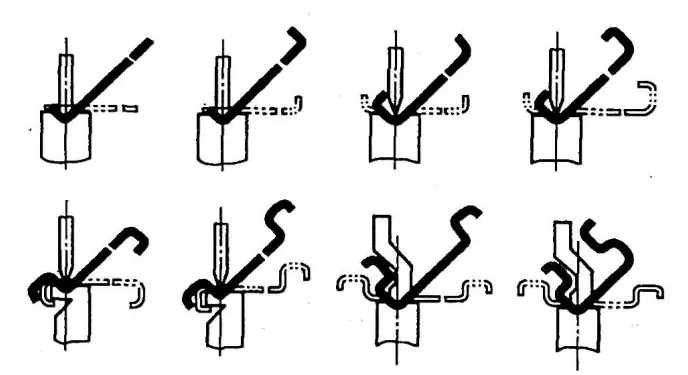
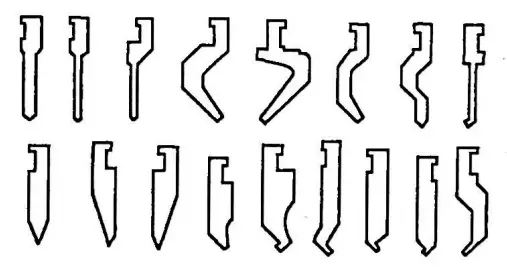
Om te voldoen aan de vraag naar buigproductie van diverse complexe gebogen onderdelen, zijn er de afgelopen jaren vele vormen en specificaties van buigbladen ontwikkeld, voornamelijk verdeeld in twee typen: rechte-arm en gebogen-arm buigbladen.
Ze kunnen ook worden gemaakt in integrale of gecombineerde structuren, die in principe kunnen voldoen aan de buigverwerking van de meeste complexe onderdelen (zoals doosvormige, deurvormige en andere speciale structurele onderdelen). Professionele matrijzenfabrieken hebben de serie buigbladen gestandaardiseerd en geproduceerd. De gebruikelijke vormen van buigbladen worden getoond in Figuur 7.
Tijdens de verwerking wordt het buigblad gekozen op basis van de vorm en grootte van de gebogen onderdelen. Meestal hebben plaatverwerkende bedrijven een grote reserve aan buigbladvormen en specificaties, vooral bedrijven met een hoge mate van professionele specialisatie in plaatproductie. Om te voldoen aan de buigvereisten van verschillende complexe gebogen onderdelen, is het noodzakelijk om vele vormen en specificaties van buigbladen aan te passen.
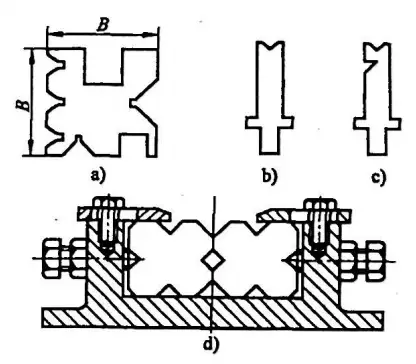
(2) Universele perforator
Figuur 8 toont de vaak gebruikte concave matrijsdoorsneden voor de kantpers. De universele concave mal (zie Figuur 8a) wordt aan vier zijden bewerkt om gangbare plaatdiktes en onderdelen van verschillende vormen en afmetingen te buigen. De groef wordt geselecteerd voor de buigbewerking op basis van de materiaaldikte, vorm en grootte van de gebogen onderdelen. De figuren 8b en 8c tonen veelvoorkomende concave vormen van de matrijs, die tot integrale of gecombineerde structuren gemaakt kunnen worden (zie figuur 8d). Ze worden vooral gebruikt voor het buigen van complexe onderdelen (zoals doosvormige, deurvormige en andere speciale constructiedelen).

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











