28 Problemen en oplossingen bij het buigen van plaatmetaal
Heb je ooit geworsteld met problemen bij het buigen van plaatwerk waar je je hoofd over moest breken? In deze inzichtelijke blogpost deelt een ervaren werktuigbouwkundig ingenieur zijn expertise over het aanpakken van veelvoorkomende problemen bij het buigen van metaal. Van het voorkomen van scheuren in de buiging tot het garanderen van een precieze positionering van de gaten, je ontdekt praktische oplossingen en waardevolle tips om je plaatbuigtechnieken te optimaliseren en elke keer weer foutloze resultaten te behalen.
Metalen platen worden gebogen en gevormd met behulp van een plaatbuigmachineOok wel bekend als een kantpers. Het werkstuk wordt op de machine geplaatst en de hefboom wordt gebruikt om het remblok op te tillen, zodat het werkstuk nauwkeurig gepositioneerd kan worden. Zodra het werkstuk op zijn plaats ligt, wordt het remblok erop neergelaten en wordt de buighendel ingedrukt om de metalen plaat in de gewenste hoek te buigen.
De minimale buigradius bepalen
De minimale buigradius is een kritieke factor in het buigproces en wordt bepaald door de vervormbaarheid en de dikte van het te vormen metaal. Voor aluminium plaatmetaal moet de buigradius groter zijn dan de dikte van de plaat. Dit zorgt ervoor dat het metaal niet barst of breekt tijdens het buigproces.
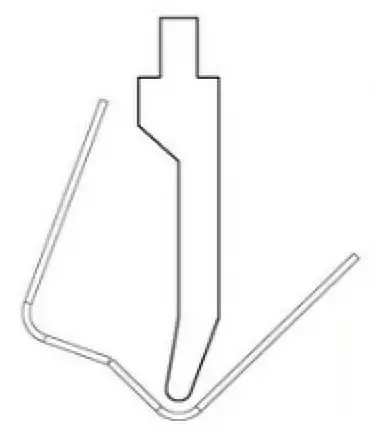
Figuur 1 Normaal buigen
Elasticiteit en buighoek
Door de elasticiteit van het materiaal is de buighoek van het metaal vaak iets groter dan de vereiste hoek. Dit fenomeen, bekend als springrugTijdens het buigproces moet er rekening mee worden gehouden om de exacte hoek te verkrijgen die nodig is.
Verwerkingstechnieken voor metaalplaten
Buigen is slechts een van de vele technieken die worden gebruikt bij het bewerken van metalen platen, meestal uitgevoerd in een metaalbewerkingswerkplaats. Andere technieken zijn onder andere:
Klinkend: Metalen platen verbinden met klinknagels.
Lassen: Metalen platen aan elkaar smelten met behulp van hitte.
Veelvoorkomende problemen en oplossingen bij het buigen van metaal
Tijdens het buigproces kunnen zich verschillende veelvoorkomende problemen voordoen, waaronder:
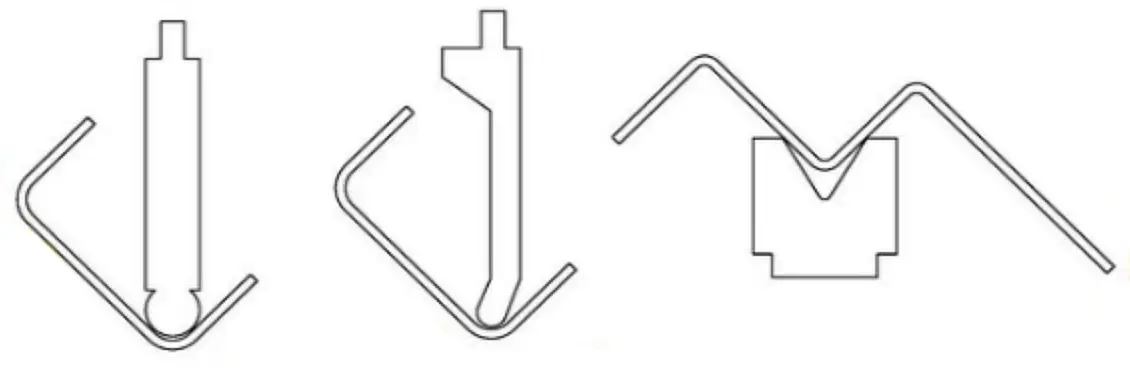
1. Uitdagingen bij het buigen van groef- en meervoudig gebogen werkstukken
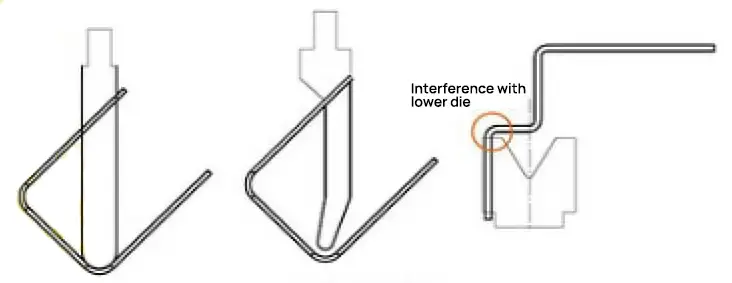
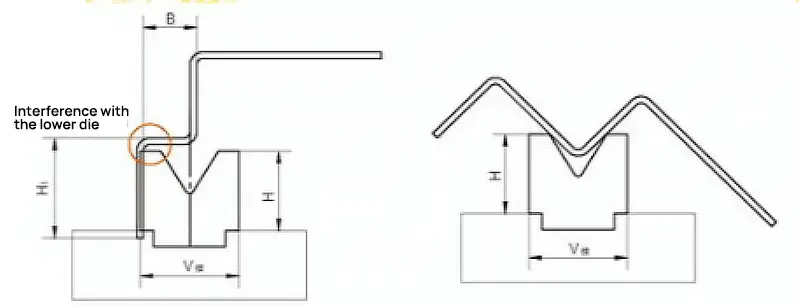
Tijdens het buigproces van deze werkstukken is de groefbreedte groter dan de beenhoogte, wat leidt tot interferentie tussen het ene uiteinde van het werkstuk en de bovenste matrijs of de schuif op het afkantpers. Hierdoor is het onmogelijk om de afmetingen van het werkstuk te garanderen, zoals getoond in Figuur 2.
Figuur 2: Detaildiagram interferentie
Interferentie voorspellen bij het buigen van plaatmetaal
Als je te maken hebt met hoogbenige precisieplaatwerkonderdelen, moet je meerdere berekeningen uitvoeren om te bepalen of het buigen kan worden voltooid.
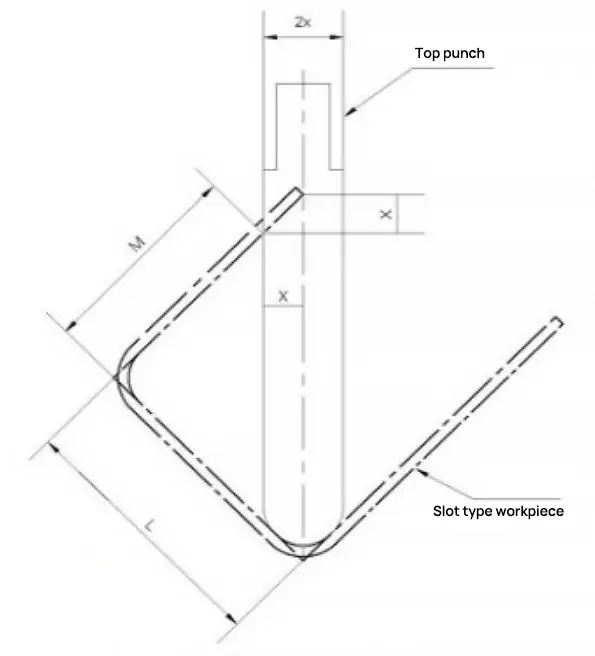
Afbeelding 3: Relevante afmetingen van werkstukken van het groeftype Buigen
Als L-M1,5x, kan het werkstuk niet worden gebogen omdat dit interferentie zou veroorzaken.
Oplossingen voor interferentieproblemen
(1) Als een werkstuk met een groef interferentie ondervindt bij het buigen, kan een bovenste matrijs met zwanenhals worden geselecteerd voor het buigen. Dit voorkomt interferentie tussen de buigrand van het werkstuk en de afkantpers of bovenmatrijs, waardoor de buigafmetingen van het werkstuk gewaarborgd blijven, zoals getoond in Figuur 4.
Afbeelding 4: Buigen met een zwanenhalsmatrijs bovenaan
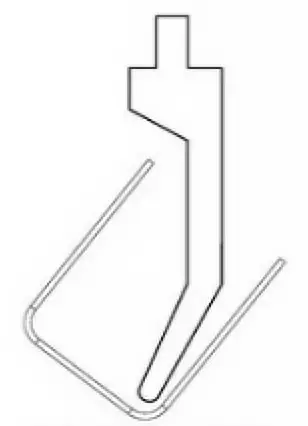
(2) Als een werkstuk met een groef interferentie ondervindt bij het buigen en er geen geschikte bovenmatrijzen met zwanenhals beschikbaar zijn, kan een omgekeerde voorbuiging worden uitgevoerd in het midden van de buiging zonder de gebruikseisen te beïnvloeden, zoals getoond in figuur 5. Door de buighoek kunstmatig te vergroten, kan het werkstuk normaal worden gebogen. Door de buighoek kunstmatig te vergroten, kan het werkstuk normaal worden gebogen. Vervolgens kan een vlakke bandmatrijs worden gebruikt om het voorgebogen gebied puntgewijs aan te drukken om ervoor te zorgen dat aan de productkwaliteitseisen wordt voldaan.
Afbeelding 5: Voorbuigen
(3) Bij het buigen van werkstukken met meerdere buigingen, als H1>H of B<V/2, kan er interferentie optreden tussen het werkstuk en de onderste matrijsopening en de werkbank. De keuze van de onderste matrijs en de buigvolgorde worden erg belangrijk en de volgende methodes kunnen worden gebruikt:
① Kies een ondermatrijs met hoge afmetingen en H>H1 om het werkstuk normaal te kunnen buigen; Kies een lagere matrijsopening met B>V/2 om het werkstuk normaal te kunnen buigen; ③ Als er geen ondermatrijs met hoge afmetingen is, wijzig dan de buigvolgorde. Buig de middelste buiging voor tot een bepaalde hoek, buig dan aan de korte kant, vorm de derde buiging en pers ten slotte de middelste buiging terug tot de vereiste grootte en hoek, zodat de procesgrootte van het werkstuk wordt gegarandeerd, zoals getoond in Figuur 6.
Afbeelding 6: Multi-pass buigen
2. Gebogen scheuren
Analyse van oorzaken:
Scheuren in de buiging is een veel voorkomend probleem dat optreedt op het trekoppervlak van plaatwerkonderdelen tijdens het buigproces. Dit fenomeen kan de mechanische eigenschappen van het werkstuk aanzienlijk beschadigen, waardoor het onbruikbaar wordt en er economische verliezen ontstaan door sloop. De belangrijkste oorzaken van scheuren in de buiging zijn
Kristalstructuur en rolkorrelrichting: Plaatmetaal heeft een specifieke kristalstructuur en rolkorrelrichting. Buigen parallel aan de korrelrichting vergroot de kans op breuken door de uitlijning van de korrels, waardoor zwakke punten kunnen ontstaan.
Kleine buigradius (R): Het kiezen van een te kleine buigradius kan overmatige spanning op het materiaal veroorzaken, wat kan leiden tot scheuren.
Onderste matrijs V-groef R-hoek: Een kleine R-hoek in de V-vormige groef van de onderste matrijs kan de spanning op het materiaal concentreren, waardoor het risico op barsten toeneemt.
Materiaalprestaties: Slechte materiaalprestaties, zoals lage ductiliteit of taaiheid, kunnen het plaatmetaal gevoeliger maken voor scheuren tijdens het buigen.
Preventieve maatregelen:
Om scheuren in bochten te voorkomen, kunnen verschillende strategieën worden toegepast:
Snijrichting: Wanneer je het plaatmateriaal snijdt, draai het dan zo dat de snijrichting loodrecht op de buigrichting staat. Dit betekent dat de buigrichting van het materiaal loodrecht op de nerf moet staan, waardoor de kans op breuken afneemt.
Verhoog de R-hoek van de bovenste matrijs: Door een bovenmatrijs met een grotere R-hoek te gebruiken, kan de spanning gelijkmatiger over het materiaal worden verdeeld, waardoor de kans op barsten afneemt.
Gebruik een lagere matrijs met een grote R-hoek: Het kiezen van een lagere matrijs met een grotere R-hoek voor verwerking kan helpen bij het minimaliseren van spanningsconcentratie op het materiaal, waardoor scheuren worden voorkomen.
Kies materialen met hoge prestaties: Door te kiezen voor materialen met betere mechanische eigenschappen, zoals een hogere ductiliteit en taaiheid, kan het risico op buigscheuren aanzienlijk worden verminderd.
3. De buigrand is niet recht en de maat is instabiel
Analyse van de oorzaak:
Geen lijnpersen of voorbuigen
Uitleg: Lijnpers- of voorbuigtechnieken zijn essentieel om ervoor te zorgen dat het materiaal goed wordt uitgelijnd en voorgespannen voor de uiteindelijke buigbewerking. Zonder deze technieken is het mogelijk dat het materiaal niet gelijkmatig buigt, wat leidt tot een ongelijke rand en onstabiele afmetingen.
Onvoldoende materiaaldruk
Uitleg: Onvoldoende druk op het materiaal tijdens het buigproces kan leiden tot onvolledig of ongelijkmatig buigen. Hierdoor kan het materiaal terugveren of ongelijkmatig buigen, wat kan leiden tot een niet-rechte rand en instabiliteit van de afmetingen.
Dissymmetrische convex-concaaf matrijsvulling en ongelijkmatige buigdruk
Uitleg: Als de convex-concave matrijsfilet niet symmetrisch is of als de buigdruk ongelijk verdeeld is, kan dit leiden tot onregelmatigheden in het buigproces. Dit kan leiden tot variaties in de buighoek en radius, wat resulteert in een onstabiele maat en een niet-rechte rand.
Lage hoogte
Uitleg: Als de buighoogte te laag is, kan er onvoldoende hefboomwerking zijn voor een zuivere en consistente buiging. Hierdoor kan het materiaal ongelijkmatig vervormen, wat kan leiden tot een niet-rechte rand en instabiliteit van de afmetingen.
Oplossingen:
Ontwerplijnpers- of voorbuigtechnieken
Implementatie: Neem lijnpers- of voorbuigstappen op in het buigproces. Deze technieken helpen om het materiaal voor te spannen en zorgen ervoor dat het goed uitgelijnd is voor de uiteindelijke buiging. Dit kan worden bereikt door speciaal gereedschap of extra bewerkingsstappen te gebruiken.
Krikkracht verhogen
Implementatie: Zorg ervoor dat de materiaaldruk voldoende is door de perskracht te verhogen. Dit kan worden gedaan door de instellingen van de machine aan te passen om meer druk uit te oefenen tijdens het buigproces. Voldoende druk helpt om een gelijkmatigere buiging te krijgen en vermindert de kans op terugvering.
Zorg voor een gelijkmatige speling in de convex-concave matrijs en polijst de filet
Implementatie: Controleer en pas de speling in de convex-concaaf matrijs aan om ervoor te zorgen dat deze gelijkmatig is. Polijst bovendien de hoeklijn om onregelmatigheden te verwijderen. Dit helpt om de buigdruk gelijkmatiger te verdelen en vermindert het risico op onregelmatige buigingen.
Maak de hoogte groter of gelijk aan de minimumgrootte
Implementatie: Zorg ervoor dat de hoogte van de bocht minstens gelijk is aan de minimaal vereiste grootte. Dit geeft voldoende hefboomwerking voor een zuivere en consistente bocht. Pas indien nodig het ontwerp of de gereedschappen aan om de juiste hoogte te verkrijgen.
4. Werkstuk schrapen na het buigen
Oorzaakanalyse:
Onglad materiaaloppervlak
Een oneffen of ruw oppervlak op het materiaal kan leiden tot schrapen tijdens het buigproces. Dit komt doordat de onregelmatigheden op het oppervlak wrijving en weerstand kunnen veroorzaken, wat kan leiden tot schade aan het werkstuk.
Te kleine convexe buigradius
Als de buigradius van de convexe matrijs te klein is, kan dit leiden tot overmatige spanningsconcentratie op het materiaal. Hierdoor kan het materiaal gaan schrapen of zelfs barsten tijdens het buigproces.
Te kleine buigspeling
Onvoldoende speling tussen de matrijs en de stempel kan leiden tot overmatige druk op het materiaal. Hierdoor kan het materiaal tegen de matrijs schrapen, wat kan leiden tot oppervlakteschade.
Oplossingen:
De gladheid van de concave matrijs verbeteren
Door ervoor te zorgen dat de holle matrijs een glad oppervlak heeft, kan de wrijving worden verminderd en kan worden voorkomen dat het materiaal gaat schrapen. Dit kan worden bereikt door polijsten of door een matrijs met een hogere oppervlakteafwerking te gebruiken.
Convexe buigradius vergroten
Door de buigradius van de convexe matrijs te vergroten, kan de spanning gelijkmatiger over het materiaal worden verdeeld, waardoor de kans op schrapen afneemt. Deze aanpassing kan helpen om de integriteit van het werkstuk tijdens het buigen te behouden.
Buigspeling aanpassen
De juiste instelling van de speling tussen de matrijs en de stempel is cruciaal. Zorgen voor voldoende speling kan overmatige druk op het materiaal voorkomen, waardoor het risico op schrapen vermindert. Dit kan gedaan worden door de buigmachine opnieuw te kalibreren of door matrijzen met de juiste afmetingen te gebruiken.
5. Scheuren bij buighoeken
Oorzaakanalyse:
Te kleine buigradius:
Als de buigradius te klein is, ondergaat het materiaal overmatige spanning, wat leidt tot scheuren in de buighoeken.
Materiaalkorrel evenwijdig aan de buiglijn:
De oriëntatie van de korrel van het materiaal heeft een grote invloed op de buigeigenschappen. Als de korrelrichting evenwijdig is aan de buiglijn, kan dit scheuren veroorzaken vanwege de anisotrope aard van het materiaal.
Braam van werkstuk die zich naar buiten uitstrekt:
Bramen aan de randen van het werkstuk kunnen werken als spanningsconcentrators, wat leidt tot scheuren tijdens het buigen.
Slechte hersmeltbaarheid van metaal:
Metalen met een lage vervormbaarheid of slechte vervormbaarheid zijn vatbaarder voor scheuren tijdens buigbewerkingen.
Oplossingen:
De buigradius van de convexe matrijs vergroten:
Door de buigradius te vergroten, wordt de spanningsconcentratie op het buigpunt verminderd, waardoor het risico op scheuren wordt geminimaliseerd.
Blanco lay-out wijzigen:
Door de lay-out van de blanking zo aan te passen dat de korrelrichting van het materiaal loodrecht op de buiglijn staat, kan het materiaal beter bestand zijn tegen buigspanningen.
Stiftfrezen maken op de binnenste hoek van het werkstuk:
Door ervoor te zorgen dat de stiftfrezen naar de binnenste rand van het werkstuk worden gericht, kan de spanningsconcentratie op het buitenoppervlak worden verminderd, waardoor scheuren worden voorkomen.
Ontharden of zacht materiaal gebruiken:
Door het materiaal te ontharden kan de vervormbaarheid worden verbeterd en de kans op barsten worden verkleind. Als alternatief kan het gebruik van een zachter materiaal met een betere vormbaarheid het probleem ook verminderen.
6. Buigen veroorzaakt gatvervorming
Oorzaakanalyse:
Wanneer elastisch buigen wordt gebruikt voor het positioneren van een gat, wordt het buitenoppervlak van de buigarm onderworpen aan wrijving van zowel het oppervlak van de holle mal als het buitenoppervlak van het werkstuk. Deze wrijvingskracht kan leiden tot vervorming van het positioneergat. De vervorming ontstaat doordat het materiaal rond het gat niet gelijkmatig wordt ondersteund en tijdens het buigproces ongelijkmatig wordt aangetrokken.
Oplossingen:
Om gatvervorming tijdens het buigproces te beperken, kun je de volgende oplossingen overwegen:
Vorm buigen gebruiken: Bij vormbuigen wordt speciaal gereedschap gebruikt dat nauwer aansluit bij de uiteindelijke vorm van het werkstuk. Deze methode helpt de buigkrachten gelijkmatiger te verdelen, waardoor de kans op gatvervorming kleiner wordt.
Druk op dekplaat verhogen: Door de druk van de afdekplaat te verhogen, wordt het werkstuk steviger op zijn plaats gehouden. Deze extra druk helpt beweging en wegglijden te minimaliseren, waardoor de vervorming van het gat wordt verminderd.
Plaid met putjes toevoegen aan dekblad: Het aanbrengen van een pitting plaid (een oppervlak met structuur) op de afdekplaat verhoogt de wrijving tussen het werkstuk en de afdekplaat. Deze verhoogde wrijving helpt voorkomen dat het werkstuk gaat glijden tijdens het buigen, wat op zijn beurt de kans op gatvervorming vermindert.
7. Dunner buigoppervlak
Oorzaakanalyse:
Te kleine convex-concave afrondingsstraal:
Wanneer de afrondingsstraal van de convex-concaaf matrijs te klein is, kan dit leiden tot overmatige verdunning van het materiaal aan het buigoppervlak. Dit komt doordat een kleinere radius de spanning concentreert op een kleiner gebied, wat leidt tot grotere vervorming en verdunning.
Te kleine convex-concaaf matrijsafstand:
Onvoldoende ruimte tussen de convexe en concave matrijzen kan ook bijdragen aan een dunner buigoppervlak. Deze beperkte ruimte kan ervoor zorgen dat het materiaal overmatig wordt samengedrukt en uitgerekt, wat leidt tot dunner worden.
Oplossingen:
De straal van de convex-concaaf matrijsvulling vergroten:
Door de hoekradius van de convex-concaaf matrijs te vergroten, wordt de spanningsverdeling tijdens het buigen gelijkmatiger. Dit vermindert de spanningsconcentratie en minimaliseert het dunner worden van het materiaal. Met een grotere radius kan het materiaal soepeler rond de bocht vloeien, waardoor de dikte behouden blijft.
De convex-konische matrijsafstand aanpassen:
De juiste instelling van de speling tussen de convexe en concave matrijzen zorgt ervoor dat het materiaal niet overmatig wordt samengedrukt of uitgerekt. Voldoende speling zorgt ervoor dat het materiaal kan buigen zonder dat het aanzienlijk dunner wordt, waardoor de integriteit van het buigoppervlak behouden blijft.
8. Uitbolling of oneffenheid van het werkstukoppervlak
Oorzaakanalyse:
Tijdens het buigproces kan het werkstukoppervlak opbollen of ongelijkmatig worden door de verschillende spanningen die het materiaal ondervindt. Onder de spanning in de omtrekrichting krimpt het buitenoppervlak van het materiaal terwijl het binnenoppervlak uitzet. Deze differentiële vervorming kan leiden tot uitpuilen in de buigrichting.
Oplossingen:
Om het probleem van bobbels of oneffenheden in het oppervlak aan te pakken, kun je de volgende oplossingen overwegen:
Zorg voor voldoende druk op de convex-concaaf matrijs in de laatste stempelfase
Door ervoor te zorgen dat er voldoende druk wordt uitgeoefend op de convex-concaaf matrijs tijdens de laatste fase van het stansen, kan een meer uniforme vervorming worden bereikt. Deze druk helpt bij het minimaliseren van de differentiële spanningen tussen de binnen- en buitenoppervlakken van het werkstuk.
Maak de straal van de inspringende ronde hoek gelijk aan die van de omtrek van het werkstuk
Door de straal van de holle ronde hoek af te stemmen op de straal van de excirkel van het werkstuk, kan het buigproces worden geoptimaliseerd om spanningsconcentratiepunten te verminderen. Deze afstemming helpt om de spanningen gelijkmatiger over het materiaal te verdelen, waardoor de kans op uitpuilen kleiner wordt.
Technieken optimaliseren
Materiaalkeuze: Kies materialen met een betere vervormbaarheid en uniformiteit om het risico op ongelijkmatige vervorming te verminderen.
Ontwerpen van gereedschappen: Zorg ervoor dat het gereedschap ontworpen is voor het specifieke materiaal en de buigvereisten. Goed ontworpen gereedschap kan bijdragen aan consistentere resultaten.
Procesparameters: Pas procesparameters zoals buigsnelheid, druk en temperatuur aan om het buigproces te optimaliseren. Het fijn afstellen van deze parameters kan helpen bij het minimaliseren van differentiële spanningen en het verkrijgen van een gladder oppervlak.
9. Ongelijk hol deel aan de onderkant
Oorzaakanalyse:
Ongelijk materiaal: De grondstof zelf kan inconsistenties in dikte of vlakheid hebben, wat leidt tot een ongelijke bodem in het holle deel.
Klein contactoppervlak tussen afdekplaat en materiaal of onvoldoende perskracht: Onvoldoende contactoppervlak of onvoldoende kracht uitgeoefend door de afdekplaat kan leiden tot een ongelijkmatige drukverdeling, wat onregelmatigheden veroorzaakt.
Geen materiaalondersteuningsapparaat in holle matrijs: Het ontbreken van een materiaalondersteuner kan leiden tot onvoldoende ondersteuning tijdens het vervormingsproces, wat resulteert in een ongelijke bodem.
Oplossingen:
Egaliseermateriaal: Zorg ervoor dat de grondstoffen goed genivelleerd zijn voor het vervormingsproces. Dit kan worden bereikt met verschillende nivelleringstechnieken om een uniforme dikte en vlakheid te garanderen.
Pas het materiaalondersteuningsapparaat aan en verhoog de perskracht:
Materiaalondersteuningsapparaat aanpassen: Zorg ervoor dat het materiaalondersteuningsapparaat goed is afgesteld om voldoende ondersteuning te bieden tijdens het omvormproces.
Krikkracht verhogen: Verhoog de aandrukkracht om ervoor te zorgen dat het materiaal gelijkmatig wordt aangedrukt, zodat de kans op een ongelijke bodem wordt verkleind.
Materiaalondersteuningsapparaat verhogen of corrigeren: Als de materiaalondersteuning onvoldoende of afwezig is, moet deze geïnstalleerd of gecorrigeerd worden om de nodige ondersteuning te bieden tijdens het vervormingsproces.
De vormgevingsprocessen verhogen: Voer indien nodig extra vormprocessen uit. Dit kan bestaan uit meerdere vervormingsfasen om geleidelijk de gewenste vorm te krijgen en te zorgen voor een vlakke onderkant.
10. Verkeerde uitlijning van gatassen na buigen
Oorzaakanalyse:
De verkeerde uitlijning van de assen van gaten aan twee zijden na het buigen is voornamelijk te wijten aan materiaalterugvering. Wanneer een plaat gebogen wordt, heeft het materiaal de neiging om iets terug te veren nadat de buigkracht verwijderd is. Dit terugveringseffect kan de beoogde buighoek veranderen, wat leidt tot een verkeerde uitlijning van de middellijn en dus de assen van de gaten.
Oplossingen:
Om het probleem van verkeerd uitgelijnde gatenassen na het buigen aan te pakken, kun je de volgende oplossingen overwegen:
Correctieproces verhogen
Het implementeren van een correctieproces na het buigen kan helpen bij het opnieuw uitlijnen van de gaten. Dit kan secundaire bewerkingen inhouden zoals opnieuw buigen of het gebruik van precisieopspanningen om ervoor te zorgen dat de gaten goed uitgelijnd zijn.
De structuur van het buigmodel verbeteren om materiaalterugslag te verminderen
Het verbeteren van de structuur van het buigmodel kan de materiaalterugslag aanzienlijk verminderen. Dit kan worden bereikt door:
Buigparameters aanpassen: Fijnafstelling van parameters zoals buigradius, buighoek en materiaaldikte kan terugvering minimaliseren.
Het juiste gereedschap gebruiken: Het kiezen van de juiste gereedschappen, zoals matrijzen met nauwere toleranties, kan helpen om nauwkeurigere bochten te maken.
Materiaalkeuze: Het kiezen van materialen met een lagere elasticiteit kan de mate van terugvering verminderen. Materialen met een hogere rekgrens hebben bijvoorbeeld de neiging om minder terug te veren.
Simulatie en testen: Het gebruik van geavanceerde simulatiesoftware om materiaalterugvering te voorspellen en te compenseren voordat er daadwerkelijk gebogen wordt, kan leiden tot nauwkeurigere resultaten.
11. Nauwkeurig positioneren van gaten na het buigen
Voor het behoud van de integriteit en functionaliteit van het eindproduct is het van cruciaal belang dat gaten na het buigproces nauwkeurig gepositioneerd worden. Verschillende factoren kunnen leiden tot onnauwkeurigheden in de positie van gaten en inzicht in deze oorzaken is essentieel voor het implementeren van effectieve oplossingen.
Oorzaakanalyse:
Onjuiste uitvouwmaten
Beschrijving: De uitklapmaat verwijst naar de vlakke patroonafmetingen van het plaatwerk voor het buigen. Als deze afmetingen onjuist zijn, zal het uiteindelijke gebogen onderdeel niet voldoen aan de gewenste specificaties, wat leidt tot verkeerd uitgelijnde gaten.
Impact: Verkeerde uitvouwmaten kunnen aanzienlijke afwijkingen veroorzaken in de positie van de gaten, waardoor assemblage moeilijk of onmogelijk wordt.
Materiaal Terugvering
Beschrijving: Terugvering is de neiging van metaal om na het buigen gedeeltelijk terug te keren naar zijn oorspronkelijke vorm. Dit fenomeen treedt op door het elastische herstel van het materiaal.
Impact: Terugvering kan ervoor zorgen dat de uiteindelijke gebogen hoek afwijkt van de bedoelde hoek, wat kan leiden tot verkeerd uitgelijnde gaten.
Instabiele positionering
Beschrijving: Als het plaatmetaal tijdens het buigproces niet goed wordt vastgezet of gepositioneerd, kan het verschuiven, wat leidt tot onnauwkeurigheden in het uiteindelijke onderdeel.
Impact: Onstabiele positionering kan variaties veroorzaken in de positie van de gaten, wat de algemene precisie van het onderdeel beïnvloedt.
Oplossingen:
Bereken de grootte van de blanco werkruimte nauwkeurig
Benadering: Gebruik nauwkeurige metingen en berekeningen om de juiste uitklapmaat van het plaatwerk te bepalen. Dit omvat ook buigtoeslagen en verminderingen op basis van materiaaldikte en buigradius.
Gereedschap: CAD-software en geavanceerde ontvouwalgoritmen gebruiken om nauwkeurigheid te garanderen.
Verhoog het correctieproces of verbeter de structuur van de buigmatrijs
Benadering: Implementeer extra correctieprocessen om materiaalterugvering te compenseren. Dit kunnen overbuigtechnieken zijn of het gebruik van speciale matrijzen die ontworpen zijn om terugvering te minimaliseren.
Gereedschap: Investeer in hoogwaardige buigmatrijzen en overweeg het gebruik van CNC-afkantpersen die een betere controle en herhaalbaarheid bieden.
Verander de verwerkingsmethoden of verbeter de positionering
Benadering: De bewerkingsmethoden evalueren en mogelijk wijzigen in preciezere technieken. Verbeter de positionering van het plaatmetaal tijdens het buigen met behulp van opspanmiddelen, klemmen of geautomatiseerde positioneersystemen.
Gereedschap: Gebruik lasersnijden voor het maken van voorgebogen gaten en gebruik geautomatiseerde positioneersystemen voor een consistente plaatsing.
12. Buiglijn niet evenwijdig aan middelpunt van twee gaten
Oorzaakanalyse:
Als de buighoogte kleiner is dan de minimale buighoogte, heeft het buigdeel de neiging om uit te zetten. Deze uitzetting kan leiden tot een verkeerde uitlijning, waardoor de buiglijn niet parallel loopt met het midden van de gaten.
Oplossingen:
De hoogte van het te buigen werkstuk vergroten
Zorg ervoor dat de buighoogte voldoet aan de minimaal vereiste buighoogte of deze overschrijdt. Hierdoor blijft de structurele integriteit van het werkstuk behouden en wordt ongewenste uitzetting tijdens het buigproces voorkomen.
Verbeter buigtechnieken
Gereedschap aanpassen: Gebruik geschikt gereedschap dat past bij het materiaal en de dikte van het werkstuk. Het juiste gereedschap kan helpen om nauwkeurige bochten te maken.
Bochtvolgorde: Plan de volgorde van de buigingen om interne spanningen en vervormingen te minimaliseren. Dit kan helpen om de uitlijning van de buiglijn met de middelpunten van de gaten te behouden.
Materiaalverwerking: Zorg ervoor dat het werkstuk goed ondersteund en uitgelijnd is tijdens het buigproces. Dit kan verschuivingen en uitlijnfouten voorkomen.
Operator-training: Train operators op de beste werkwijzen voor buigwerkzaamheden, inclusief het belang van het aanhouden van minimale buighoogtes en de juiste uitlijntechnieken.
13. Vervorming in de breedte na buigen
Oorzaakanalyse:
Vervorming in de breedte na het buigen, vaak zichtbaar als buigbuiging, kan de kwaliteit en precisie van het uiteindelijke werkstuk aanzienlijk beïnvloeden. Dit probleem ontstaat meestal door inconsistente diepte en krimp over de breedte van het werkstuk, wat leidt tot torsie en doorbuiging. De belangrijkste factoren die bijdragen aan dit probleem zijn onder andere:
Inconsistente materiaaleigenschappen: Variaties in materiaaldikte, hardheid en korrelstructuur kunnen ongelijkmatige vervorming veroorzaken tijdens het buigen.
Onjuiste instelling gereedschap: Verkeerde uitlijning of slijtage van het buiggereedschap kan leiden tot een ongelijkmatige drukverdeling.
Onnauwkeurige buigparameters: Een onjuiste buigkracht, buigsnelheid of buighoek kan vervormingsproblemen verergeren.
Restspanningen: Reeds bestaande spanningen in het materiaal kunnen leiden tot onvoorspelbare vervorming wanneer er extra krachten worden uitgeoefend.
Oplossingen:
Om de vervorming in de breedte na het buigen te beperken, kunnen verschillende strategieën worden toegepast:
Verhoog de buigdruk:
Reden: Door een hogere buigdruk toe te passen, kan een gelijkmatigere vervorming worden bereikt door materiaalonregelmatigheden te overwinnen.
Implementatie: Pas de instellingen van de afkantpers aan om de uitgeoefende kracht tijdens het buigproces te verhogen. Zorg ervoor dat de machine de verhoogde druk aankan zonder het gereedschap of het werkstuk te beschadigen.
Correctieproces verhogen:
Reden: Het uitvoeren van extra correctiestappen kan helpen bij het corrigeren van vervorming die optreedt tijdens het initiële buigen.
Implementatie: Introduceer tussenliggende correctiestappen waarbij het werkstuk wordt gecontroleerd en aangepast op eventuele afwijkingen. Dit kan inhouden dat het werkstuk opnieuw wordt gebogen of dat er speciaal correctiegereedschap wordt gebruikt om het recht te maken.
Zorg voor een bepaalde hoek tussen materialen en buigrichting:
Reden: Door de korrelrichting van het materiaal uit te lijnen met de buigrichting, wordt de kans op ongelijkmatige vervorming kleiner.
Implementatie: Analyseer de korrelstructuur van het materiaal en pas de oriëntatie van het werkstuk aan zodat de buigkracht wordt uitgeoefend in een richting die de doorbuiging minimaliseert. Dit betekent vaak buigen loodrecht op de korrelrichting.
Aanvullende aanbevelingen:
Onderhoud gereedschap: Inspecteer en onderhoud buiggereedschap regelmatig om ervoor te zorgen dat het in goede staat verkeert en goed is uitgelijnd.
Materiaalkeuze: Kies materialen met consistente eigenschappen en minimale restspanningen voor kritieke toepassingen.
Simulatie en testen: Computerondersteund ontwerp (CAD) en eindige-elementenanalyse (FEA) gebruiken om het buigproces te simuleren en potentiële vervormingsproblemen te voorspellen voordat er daadwerkelijk geproduceerd wordt.
14. Werkstuk met insnijding die neerwaartse doorbuiging veroorzaakt
Oorzaakanalyse:
Wanneer een werkstuk met een insnijding wordt bewerkt, heeft het materiaal bij de insnijding de neiging zich te openen, waardoor de twee rechte randen naar links en rechts naar buiten bewegen. Deze beweging resulteert in een neerwaartse doorbuiging aan de onderkant van het werkstuk. Dit fenomeen wordt vaak waargenomen bij plaatbewerking, waar de integriteit van het materiaal wordt aangetast door insnijdingen of insnijdingen, wat leidt tot vervorming.
Oplossingen:
De structuur van het werkstuk verbeteren
Versterking: Versterk de gebieden rond de incisie om de structurele integriteit tijdens de verwerking te behouden. Dit kan worden bereikt door tijdelijke steunen toe te voegen of een stijver materiaal te gebruiken.
Ontwerpoptimalisatie: Herontwerp het werkstuk om de impact van incisies te minimaliseren. Dit kan inhouden dat de vorm wordt aangepast of dat er elementen worden toegevoegd die de spanning gelijkmatiger verdelen.
Verwerkingstoeslag bij incisies verhogen
Incisies verbinden: Vergroot de bewerkingstoeslag bij de insnijdingen om ze tijdelijk te verbinden. Dit betekent dat er een klein bruggetje van materiaal overblijft dat de randen bij elkaar houdt tijdens het buigen. Nadat het buigproces is voltooid, kunnen deze bruggen worden afgesneden.
Voorbuigen: Voer de eerste sneden uit die niet volledig in het materiaal dringen, gevolgd door het buigproces. Als het buigen klaar is, voltooi dan de sneden om de delen te scheiden.
Extra overwegingen:
Materiaalkeuze: Kies materialen met een hogere vervormbaarheid en sterkte om de kans op doorbuiging te verkleinen.
Gereedschap aanpassen: Gebruik speciaal gereedschap dat het werkstuk beter kan ondersteunen tijdens het bewerken, waardoor de kans op doorbuiging kleiner wordt.
Procesparameters: Pas de bewerkingsparameters aan, zoals snijsnelheid en kracht, om de spanning op het werkstuk te minimaliseren.
15. Slipmateriaal tijdens verwerking
Oorzaakanalyse:
Bij het selecteren van de buigmatrijs is het gebruikelijk om een V-groefbreedte te kiezen die 4 tot 6 keer de materiaaldikte (T) is. Er kan echter slip optreden als de grootte van de bocht minder is dan de helft van de breedte van de gekozen V-groef. Deze situatie doet zich voor omdat het materiaal niet voldoende steun heeft binnen de te grote V-groef, wat leidt tot instabiliteit tijdens het buigproces.
Probleem:
Het belangrijkste probleem hier is dat de gekozen V-groef te groot is voor het materiaal dat gebogen wordt, waardoor het materiaal wegglijdt tijdens het verwerken.
Wanneer de grootte van het te buigen materiaal kleiner is dan de helft van 4 tot 6 keer T, is het essentieel om de overtollige ruimte in de V-groef te compenseren. Dit kan worden bereikt door excentrische bewerking, waarbij het materiaal uit het midden wordt geplaatst voor een beter contact en ondersteuning binnen de V-groef.
2. Padding Verwerking
Een andere effectieve oplossing is om opvulling te gebruiken om de overtollige ruimte in de V-groef op te vullen. Deze vulling geeft extra steun aan het materiaal en voorkomt dat het materiaal wegglijdt tijdens het buigproces.
3. Buig met een kleine V-groef en pers met een grote V-groef
In situaties waar een kleine V-groef nodig is voor de eerste buiging, maar een grotere V-groef voor de laatste persing, kan een gecombineerde aanpak worden gebruikt. Begin met het buigen van het materiaal met een kleine V-groef om de stabiliteit te garanderen en pers vervolgens met een grotere V-groef om de gewenste buigradius te bereiken.
4. Selecteer een kleinere V-groef
De meest eenvoudige oplossing is om een kleinere V-groef te kiezen die beter past bij de materiaaldikte en de buiggrootte. Dit zorgt ervoor dat het materiaal voldoende ondersteund wordt tijdens het buigproces, waardoor de kans op slippen afneemt.
16. Interne buigbreedte en overwegingen met betrekking tot de standaardmatrijs
Oorzaakanalyse:
In de context van buigbewerkingen met een afkantpers moet de interne buigbreedte vaak smaller zijn dan de standaard matrijsbreedte. Dit zijn de belangrijkste factoren en overwegingen:
Standaardbreedte van de onderste matrijs: De onderste matrijs van een buigmachine heeft meestal een minimale standaardbreedte, vaak rond de 10 mm. Dit is cruciaal om ervoor te zorgen dat de matrijs het te buigen materiaal kan opvangen zonder schade of onnauwkeurigheden te veroorzaken.
Materiaal Dikte: Voor effectief buigen moet de materiaaldikte minder zijn dan de minimale breedte van de onderste matrijs. Als het materiaal te dik is, kan dit leiden tot onjuist buigen en mogelijke schade aan de apparatuur.
Buighoek en lengte: Bij het buigen onder een hoek van 90 graden moet de lengte van de bocht voldoen aan specifieke geometrische beperkingen. De formule √2 (L + V / 2) + T helpt bij het bepalen van de minimale lengte die nodig is voor een goede bocht, waarbij:
𝐿L is de lengte van de bocht.
𝑉V de breedte van de V-vorm opening.
𝑇T is de materiaaldikte.
Schimmelbevestiging: Om te voorkomen dat de mal verschuift, wat kan leiden tot uitval van materiaal of veiligheidsrisico's, moet de mal stevig bevestigd worden op de malbasis. Deze bevestiging mag geen opwaartse beweging toelaten, zodat de stabiliteit tijdens het buigproces verzekerd is.
Oplossingen:
Om het probleem aan te pakken dat de interne buigbreedte smaller is dan de standaard matrijsbreedte, kun je de volgende oplossingen overwegen:
Grotere bocht:
Onderhandeling met de klant: Bespreek met de klant de mogelijkheid om de grootte van de bocht te vergroten. Dit kan helpen om een bredere binnenbocht te krijgen, waardoor deze compatibel wordt met de standaard matrijsbreedte.
Ontwerpaanpassingen: Wijzig de ontwerpspecificaties om een bredere bocht mogelijk te maken en zorg ervoor dat deze binnen de standaard matrijsparameters past.
Speciale verwerking van de mal:
Aangepaste matrijzenbouw: Maak een aangepaste matrijs die speciaal ontworpen is voor smallere interne bochten. Dit kan speciale bewerking en ontwerpaanpassingen vereisen.
Verbeterde vormkenmerken: Voorzien van functies die nauwkeurig buigen van smallere breedtes mogelijk maken zonder de integriteit van de matrijs of het materiaal aan te tasten.
Gebruik van slijpgereedschap:
Precisieslijpen: Gebruik slijpgereedschap om de gewenste inwendige buigbreedte te bereiken. Hoewel deze methode de bewerkingskosten kan verhogen, biedt ze een hoge mate van precisie en kan ze effectief zijn voor kleinschalige of gespecialiseerde buigbewerkingen.
Kosten-batenanalyse: Evalueer de kostenimplicaties van het gebruik van slijpgereedschappen versus andere methoden. In sommige gevallen kunnen de hogere bewerkingskosten gerechtvaardigd worden door de verbeterde nauwkeurigheid en kwaliteit van de bocht.
17. Gat nabij buiglijn
Oorzaakanalyse:
Wanneer een gat te dicht bij de buiglijn in een plaatmetalen onderdeel zit, kan het buigproces ervoor zorgen dat het materiaal rond het gat trekt en vervormt. Dit probleem is vooral uitgesproken als de afstand van het gat tot de buiglijn, aangeduid als 𝐿Lkleiner is dan een kritische waarde. Deze kritische waarde ligt meestal tussen 4 en 6 maal de plaatdikte 𝑇.T gedeeld door 2. Wiskundig kan dit worden uitgedrukt als:
𝐿<4𝑇/2 tot 6𝑇/2
Tijdens het buigproces werken trekkrachten in op het materiaal, wat kan leiden tot doortrekken en vervorming als 𝐿L onvoldoende is. Dit komt doordat het materiaal rond het gat onderhevig is aan aanzienlijke spanning, waardoor het vervormt.
Minimumafstand 𝐿L voor verschillende plaatdiktes
De minimumafstand 𝐿L voor verschillende plaatdiktes kan worden bepaald op basis van de groefbreedte van de standaardmal. Dit zorgt ervoor dat het materiaal geen overmatige spanning ondervindt tijdens het buigen, waardoor doortrekken en vervorming worden voorkomen.
Oplossingen:
Om het probleem van gaten die te dicht bij de buiglijn zitten te beperken, kunnen verschillende oplossingen worden geïmplementeerd:
De plooi vergroten en de zoom bijsnijden na het vormen:
Door de buigmaat te vergroten kan de spanningsverdeling rond het gat worden verbeterd, waardoor de kans op doortrekken afneemt. Na het vormen kan de zoom worden bijgesneden om de gewenste afmetingen te verkrijgen.
Vouw het gat uit tot de buiglijn:
Als het uiterlijk en de functie van het onderdeel niet in het gedrang komen en de klant het goedkeurt, kan het gat worden vergroot tot aan de buiglijn. Dit kan helpen om de spanning gelijkmatiger te verdelen.
Secant- of krimpverwerking gebruiken:
Secant- of krimptechnieken kunnen worden gebruikt om de spanningsverdeling rond het gat te wijzigen, waardoor het risico van doortrekking wordt verkleind.
Excentrisch verwerken van de mal:
Door de mal excentrisch te bewerken, kan de spanningsconcentratie rond het gat worden geminimaliseerd, waardoor vervorming tijdens het buigen wordt voorkomen.
De grootte van het gat wijzigen:
De grootte van het gat aanpassen kan ook helpen om de spanningsconcentratie te verminderen. Dit kan betekenen dat je het gat groter maakt of de vorm verandert om de krachten tijdens het buigen beter te verdelen.
18. Analyse van vervorming in buigproces
In de context van plaatbewerking, met name tijdens buigbewerkingen, is de afstand 𝐿L tussen de getekende rand en de buiglijn speelt een cruciale rol bij het bepalen van de kwaliteit van de buiging. Als deze afstand te klein is, kan dit leiden tot ongewenste vervormingen. Laten we eens dieper ingaan op de oorzaak en mogelijke oplossingen voor dit probleem.
Oorzaakanalyse:
Wanneer de afstand 𝐿L tussen de getrokken rand en de buiglijn kleiner is dan 4𝑇/2 tot 6𝑇/2 (waarbij 𝑇T de plaatdikte is), is het materiaal gevoelig voor vervorming. Deze vervorming treedt op omdat het materiaal tijdens het buigproces in contact komt met de onderste mal. Door de onvoldoende afstand kan het materiaal niet vrij buigen, wat leidt tot spanningsconcentraties en daaropvolgende vervorming.
Oplossingen:
Om dit probleem te beperken, kunnen verschillende strategieën worden toegepast:
1. Secant- of krimpverwerking gebruiken
Secant- of krimpprocessen kunnen helpen om de materiaalstroom te beheersen en de spanningsconcentraties die vervorming veroorzaken te verminderen. Bij deze methoden wordt een gecontroleerd vervormingspatroon gecreëerd dat de spanningen gelijkmatiger over het materiaal verdeelt.
2. De materiaalgrootte wijzigen
Door de afmetingen van het materiaal aan te passen, kun je ervoor zorgen dat de afstand 𝐿L binnen het aanvaardbare bereik ligt. Dit kan betekenen dat het formaat van de blenk moet worden vergroot of dat het ontwerp moet worden aangepast om meer ruimte te bieden tussen de getekende rand en de buiglijn.
3. Gebruik speciale vormverwerking
Er kunnen speciale mallen worden ontworpen om te voldoen aan de specifieke eisen van het buigproces. Deze mallen kunnen helpen om de materiaalstroom onder controle te houden en de kans op vervorming te verkleinen door betere ondersteuning te bieden en contactpunten te verkleinen die spanningsconcentraties veroorzaken.
4. Excentrisch bewerken van de mal
Excentrische verwerking van de mal houdt in dat de mal zo wordt ontworpen dat de kleine afstand 𝐿 wordt gecompenseerd.L. Dit kan onder andere bestaan uit uit het midden geplaatste elementen of aanpassingen waardoor het materiaal kan buigen zonder direct in contact te komen met de onderste matrijs, waardoor het risico op vervorming kleiner wordt.
19. Lange afplatting Zijde komt omhoog na afplatting
Oorzaakanalyse:
Het is mogelijk dat de lange drukrand tijdens het drukproces niet goed vastkleeft, waardoor hij aan de uiteinden omhoog komt. Dit probleem is grotendeels afhankelijk van de pletpositie, dus het is cruciaal om goed op de positionering te letten tijdens het pletten.
Oplossingen:
De opwaartse hoek voorbuigen: Voordat je de dode rand buigt, buig je eerst de opwaartse hoek zoals aangegeven in het diagram. Deze voorbuigstap helpt om het materiaal goed uit te lijnen en vermindert de neiging van de rand om omhoog te komen.
In meerdere stappen afvlakken: In plaats van te proberen de rand in één stap af te vlakken, kun je dit beter in meerdere stappen doen. Deze geleidelijke aanpak zorgt voor een betere controle en vermindert het risico dat de rand omhoog komt.
Druk eerst op Einde: Begin met het aandrukken van het uiteinde van het materiaal om de dode kant naar beneden te buigen. Dit eerste drukken helpt om het materiaal vast te zetten en voorkomt dat de rand omhoog komt tijdens de volgende stappen van het platdrukken.
De wortel afvlakken: Richt je eerst op het afvlakken van de wortel van het materiaal. Ervoor zorgen dat de wortel goed afgevlakt is, zorgt voor een stabiele basis, waardoor de rand minder snel omhoog komt.
Voorzorgsmaatregelen:
Aandacht voor detail: Let goed op de plaatsing en uitlijning van het materiaal tijdens het pletten.
Kwaliteitscontrole: Controleer regelmatig de kwaliteit van het vlakproces om er zeker van te zijn dat de randen goed hechten en niet omhoog komen.
Onderhoud gereedschap: Zorg ervoor dat het gereedschap en de apparatuur die gebruikt worden voor het vlakken in goede staat verkeren en goed gekalibreerd zijn.
20. Breuken van grote trekbruggen
Oorzaakanalyse:
De belangrijkste oorzaak van breuken in ophaalbruggen met een grote hoogte is het uitrekken en breken van het materiaal. Dit kan door verschillende factoren gebeuren:
Uitrekken en breken van materiaal: Door de grote hoogte van de trekbrug kan het materiaal overmatig uitgerekt worden, wat tot breuken kan leiden.
Onvoldoende slijpen of doffe vormhoeken: Als de speciale matrijshoeken niet goed geslepen zijn, kunnen ze bijdragen tot spanningsconcentraties, wat kan leiden tot materiaalbreuk.
Slechte materiaaltaaiheid: Materialen met een lage taaiheid breken sneller onder spanning.
Smalle Trekbrug: Een smalle trekbrug kan de spanning concentreren in een kleiner gebied, waardoor de kans op breuken toeneemt.
Oplossingen:
Om deze problemen aan te pakken en breuken in grote ophaalbruggen te voorkomen, kunnen de volgende oplossingen worden toegepast:
Het procesgat verlengen: Door het procesgat aan één kant van de breuk te verlengen, kan de spanningsverdeling worden verbeterd, waardoor de kans op breuken afneemt.
Vergroot de breedte van de ophaalbrug: Een bredere trekbrug kan de spanning over een groter gebied verdelen, waardoor het risico op materiaalbreuk afneemt.
Schimmelhoeken repareren en optimaliseren: Het herstellen van de speciale R-hoek van de mal en het vergroten van de boogovergang kan helpen om spanningsconcentraties te verminderen en het materiaal beter bestand te maken tegen uitrekken.
Smeermiddel toevoegen: Het aanbrengen van een smeermiddel op de trekbrug kan de wrijving en de bijbehorende spanning verminderen. Deze methode heeft echter beperkingen:
Hierdoor kan het oppervlak van het werkstuk vuil worden.
Het is niet geschikt voor aluminium (AL) onderdelen en andere materialen waarbij oppervlaktereinheid kritisch is.
21. Veranderingen in grootte tijdens speciale vormverwerking
Oorzaakanalyse:
Tijdens het verwerken van speciale matrijzen kan de verwerkingsgrootte door verschillende factoren veranderen. Een primaire oorzaak is de verplaatsing van het werkstuk. Deze verplaatsing is vaak het gevolg van een voorwaartse perskracht die tijdens de verwerking wordt uitgeoefend. Hierdoor wordt de kleine hoek 𝐿L van het voorste gedeelte van het werkstuk toeneemt. Deze verandering kan leiden tot onnauwkeurigheden in de uiteindelijke afmetingen van het bewerkte werkstuk.
Oplossingen:
Om het probleem van maatveranderingen tijdens het verwerken van speciale matrijzen te beperken, kunnen de volgende oplossingen worden toegepast:
Schaduwen in het beeld verwijderen:
Zorg ervoor dat het werkstuk en de mal duidelijk zichtbaar zijn tijdens de verwerking. Schaduwen kunnen belangrijke details verdoezelen en leiden tot fouten bij het positioneren en uitlijnen. Gebruik voldoende verlichting en pas de positie van lichtbronnen aan om schaduwen te voorkomen.
Na verloop van tijd kunnen de zelfpositionerende onderdelen van de mal verslijten, wat leidt tot onnauwkeurigheden in de positionering. Inspecteer deze onderdelen regelmatig en vervang ze indien nodig. Het gebruik van back-initiating structuren kan zorgen voor een betere positionering en de kans op verplaatsing verkleinen.
Externe systeemanalyse uitvoeren:
Hoewel er geen onderzoek nodig is, kan het uitvoeren van een externe systeemanalyse helpen bij het identificeren van andere mogelijke oorzaken van maatveranderingen. Bij deze analyse kan de gehele procesopstelling onderzocht worden, inclusief de machines, gereedschappen en omgevingscondities.
22. Inconsistente totale grootte van blanking
Oorzaakanalyse:
Fout bij projectimplementatie: Fouten tijdens de eerste instelling en planning kunnen leiden tot onnauwkeurigheden in de uiteindelijke afmetingen van de afronding.
Verkeerde voedingsgrootte: Fouten in de materiaaltoevoer kunnen leiden tot afwijkingen van de beoogde afmetingen, wat de totale afmetingen van de blanking beïnvloedt.
Oplossingen:
Afwijking berekenen en verdelen:
Afwijking berekenen: Bepaal de totale afwijking van de bedoelde maat en bereken de afwijking die aan elke bocht is toegewezen.
Distributie Tolerantie: Beoordeel of de berekende verdelingstolerantie binnen het aanvaardbare bereik valt. Als dat zo is, kan het werkstuk als acceptabel worden beschouwd.
V-groefgrootte aanpassen:
Maat te groot: Als de totale afmeting van de afronding te groot is, gebruik dan een kleinere V-groef. Deze aanpassing kan helpen om de gewenste afmetingen te verkrijgen door de materiaalrek tijdens het buigen te verminderen.
Maat te klein: Als de totale afmeting te klein is, gebruik dan een grotere V-groef. Dit kan de rek van het materiaal vergroten, waardoor de kleinere maat wordt gecompenseerd en binnen het aanvaardbare bereik komt.
23. Afbrokkelen of loslaten van het trekgat na het vastklinken en resulterende vervorming
Oorzaakanalyse:
Spalling:
Kleine R-hoek van het trekgat: Een kleine radius (R)-hoek bij het trekgat kan leiden tot spanningsconcentratie, waardoor het materiaal uit elkaar spat of afbrokkelt.
Overmatige braam op de flens: Bramen, dat zijn ruwe randen of uitsteeksels die op het materiaal achterblijven na het snijden of bewerken, kunnen ook bijdragen aan afbrokkelen door extra spanningspunten te creëren.
Losse klinknagels:
Onjuiste uitlijning van trekgaten: Als de trekgaten niet goed uitgelijnd zijn, kan de klinknagel de materialen niet goed vastzetten, wat leidt tot een losse passing.
Vervorming:
Niet goed uitgelijnde gaten: Verkeerde uitlijning van gaten tijdens het klinken kan leiden tot ongelijkmatige spanningsverdeling, wat vervorming van het materiaal tot gevolg kan hebben.
Verkeerde klinkmethode: Het gebruik van een ongeschikte klinktechniek kan ook leiden tot vervorming doordat de benodigde kracht niet gelijkmatig wordt uitgeoefend.
Oplossingen:
Afkalving voorkomen:
Gebruik een centerpons met een grotere R-hoek: Een grotere radius op de centerponsen kan helpen om de spanning gelijkmatiger rond het trekgat te verdelen, waardoor de kans op afbrokkelen kleiner wordt.
Aandacht voor bramen: Zorg ervoor dat bramen rond het trekgat tot een minimum beperkt of verwijderd worden tijdens het felsen om spanningsconcentratie te voorkomen.
Zorgen voor de juiste klinknagel:
Hogere druk en dieper boren: Door meer druk uit te oefenen en het brootsen te verdiepen, kan de klinknagel beter vast komen te zitten.
Gebruik een centerpons met een grotere R-hoek: Dit kan ook helpen bij het verkrijgen van een betere uitlijning en pasvorm voor de klinknagel.
Foutieve uitlijning en klinkmethode aanpakken:
Gaten uitlijnen: Zorg ervoor dat alle gaten goed uitgelijnd zijn voordat je gaat klinken. Dit kan worden bereikt door nauwkeurig meetgereedschap en uitlijntechnieken te gebruiken.
Gebruik de juiste klinkmethode: Gebruik de juiste klinkmethode voor het specifieke materiaal en de specifieke toepassing. Dit kan betekenen dat het juiste type klinknagel wordt gebruikt, dat de juiste hoeveelheid kracht wordt uitgeoefend en dat de druk gelijkmatig wordt verdeeld.
24. Scheefklinken van het draadeind of vervormd werkstuk na het klinken
Oorzaakanalyse:
Werkstuk niet vlak tijdens verwerking
Als het werkstuk niet goed vlak wordt gemaakt voor het klinken, kan dit leiden tot verkeerde uitlijning en vervorming.
Ongelijke kracht of overmatige druk uitgeoefend op het onderoppervlak
Door ongelijkmatige kracht of overmatige druk uit te oefenen tijdens het klinken, kan het werkstuk scheef gaan staan of vervormen.
Oplossingen:
Maak het werkstuk plat wanneer u het tapeind indrukt
Zorg ervoor dat het werkstuk goed vlak is voordat je begint met het klinkproces. Dit kan worden bereikt door gebruik te maken van geschikte vlakdrukgereedschappen of -technieken.
Gebruik een steunframe
Het implementeren van een ondersteuningsframe kan helpen om de uitlijning en stabiliteit van het werkstuk te behouden tijdens het klinkproces. Dit vermindert het risico op scheefhangen en vervorming.
De druk bijstellen
Pas de druk tijdens het klinken zorgvuldig aan. Zorg ervoor dat de druk gelijkmatig wordt verdeeld om scheeftrekken of vervorming te voorkomen.
Verhoog het spanningsbereik op het onderoppervlak en verlaag het krachtbereik op het bovenoppervlak
Door het spanningsbereik op het onderoppervlak te vergroten en het krachtbereik op het bovenoppervlak te verkleinen, kun je een evenwichtigere krachtverdeling bereiken. Dit helpt de integriteit van het werkstuk te behouden en voorkomt vervorming.
Aanvullende aanbevelingen:
Regelmatig onderhoud en kalibratie van klinkapparatuur
Zorg ervoor dat de klinkapparatuur regelmatig wordt onderhouden en gekalibreerd voor consistente prestaties. Dit helpt bij het toepassen van de juiste hoeveelheid kracht en druk tijdens het proces.
Training voor operators
Zorg voor adequate training voor operators zodat ze het belang begrijpen van de juiste uitlijning, drukafstelling en het gebruik van steunframes tijdens het klinkproces.
Kwaliteitscontroles
Voer kwaliteitscontroles uit in verschillende stadia van het klinkproces om eventuele problemen in een vroeg stadium op te sporen en te verhelpen. Dit helpt bij het behouden van de algehele kwaliteit van het werkstuk.
25. Niet-parallelle zijden na offsetbuigen
Oorzaakanalyse:
Verkeerde vormkalibratie
Als de mal niet goed gekalibreerd is, kan dit leiden tot onnauwkeurigheden in het buigproces, wat resulteert in niet-parallelle zijden.
Onjuiste afstelling van de pakkingen van de bovenste en onderste matrijs
De pakkingen tussen de bovenste en onderste matrijs spelen een cruciale rol bij het handhaven van de uitlijning. Als deze pakkingen niet goed zijn afgesteld, kan dit leiden tot een verkeerde uitlijning.
Niet-identieke bovenste en onderste matrijsvlakken
De oppervlakken van de bovenste en onderste matrijs moeten identiek zijn om een gelijkmatige buiging te garanderen. Elke afwijking kan leiden tot ongelijkmatig buigen en niet-parallelle kanten.
Oplossingen:
De mal opnieuw kalibreren
Zorg ervoor dat de mal correct gekalibreerd is. Dit houdt in dat je de matrijsinstellingen controleert en aanpast om precisie in het buigproces te garanderen.
Pakkingen aanpassen
Vergroot of verklein de dikte van de pakkingen tussen de bovenste en onderste matrijs om de juiste uitlijning te verkrijgen. Deze aanpassing helpt het parallellisme van de zijkanten te behouden.
Gebruik excentrische verwerking voor de mal
Excentrische verwerkingstechnieken toepassen om eventuele problemen met de uitlijning te corrigeren. Dit houdt in dat de matrijs wordt aangepast om eventuele excentriciteiten in het buigproces te compenseren.
Zorgen voor identieke bovenste en onderste matrijsoppervlakken
Controleer of de oppervlakken van de bovenste en onderste matrijs identiek zijn. Dit kan betekenen dat de matrijsvlakken bewerkt of gepolijst moeten worden om te zorgen dat ze uniform zijn en geen afwijkingen vertonen.
Extra tips:
Regelmatig onderhoud en inspectie
Inspecteer en onderhoud de mallen en matrijzen regelmatig om ervoor te zorgen dat ze in optimale conditie blijven. Dit omvat het controleren op slijtage en het uitvoeren van noodzakelijke aanpassingen of vervangingen.
Precisiemeetgereedschap gebruiken
Gebruik precisiemeetgereedschap om de uitlijning en evenwijdigheid van de zijkanten na het buigen te controleren. Dit helpt om eventuele problemen snel op te sporen en te corrigeren.
26. Diepe vouwen op productoppervlak
Oorzaakanalyse:
Kleine V-groef in de onderste matrijs
Uitleg: Een kleinere V-groef in de onderste matrijs kan de buigkracht concentreren op een kleiner gebied, wat leidt tot diepere plooien op het productoppervlak.
Kleine R-hoek van de V-groef in de onderste matrijs
Uitleg: Een kleinere radius (R)-hoek in de V-groef kan scherpere bochten veroorzaken, waardoor de kans op diepe vouwen op het materiaaloppervlak toeneemt.
Het materiaal is te zacht
Uitleg: Zachtere materialen zijn gevoeliger voor vervorming en kunnen gemakkelijk diepe plooien ontwikkelen onder buigkrachten.
Oplossingen:
Gebruik een grote V-groef voor verwerking
Implementatie: Door over te schakelen op een grotere V-groef in de onderste matrijs wordt de buigkracht over een groter gebied verdeeld, waardoor er minder diepe plooien op het productoppervlak komen.
Gebruik een mal met een grote R-hoek
Implementatie: Door een mal met een grotere radiushoek in de V-groef te gebruiken, ontstaan er vloeiendere bochten en worden diepe vouwen geminimaliseerd.
Padding buigen gebruiken (met metaal of polyurethaan gieten)
Implementatie: Door opvulmaterialen zoals metaal of gietpolyurethaan toe te voegen tijdens het buigproces, kan de kracht gelijkmatiger worden verdeeld, waardoor de plooidiepte afneemt. Opvulmateriaal werkt als een buffer die een deel van de buigspanning absorbeert en het materiaaloppervlak beschermt.
27. Vervorming bij de bocht na het buigen
Oorzaakanalyse:
De vervorming in de buurt van de buiging na het buigproces kan worden toegeschreven aan het feit dat de machine op een te hoge snelheid werkt. Als de opwaartse buigsnelheid van de machine hoger is dan de snelheid waarmee de operator het werkstuk handmatig kan vasthouden en ondersteunen, resulteert dit in een ongelijkmatige krachtverdeling en daaropvolgende vervorming. Dit verschil in snelheid kan ertoe leiden dat het werkstuk tijdens het buigproces niet goed wordt uitgelijnd of ondersteund, waardoor ongewenste vervorming optreedt in de buurt van het buiggebied.
Oplossingen:
Om dit probleem aan te pakken, kunnen de volgende oplossingen worden geïmplementeerd:
De rijsnelheid van de machine verlagen: Door de werksnelheid van de machine te verlagen, kan het buigproces gecontroleerder en geleidelijker verlopen. Hierdoor kan de operator het werkstuk beter beheren en ervoor zorgen dat het tijdens het buigproces goed uitgelijnd en ondersteund blijft. Een lagere snelheid vermindert het risico op plotselinge bewegingen die vervorming kunnen veroorzaken.
De handgreepsnelheid van de operator verhogen: Door de operator te trainen in het verhogen van de handgreepsnelheid kunnen zijn bewegingen beter gesynchroniseerd worden met de werking van de machine. Deze synchronisatie zorgt ervoor dat het werkstuk consistent wordt ondersteund, waardoor de kans op vervorming afneemt. Deze oplossing kan echter minder praktisch zijn omdat ze sterk afhankelijk is van de handvaardigheid en reactietijd van de bediener.
Aanvullende aanbevelingen:
Gebruik van ondersteunende hulpmiddelen: Hulpmiddelen zoals achteraanslagen, zijsteunen of automatische hanteringssystemen kunnen helpen om de positie en uitlijning van het werkstuk tijdens het buigproces te handhaven. Deze hulpmiddelen kunnen voor extra stabiliteit zorgen, waardoor de operator minder afhankelijk is van handmatige handelingen.
Regelmatig onderhoud en kalibratie: Door ervoor te zorgen dat de buigmachine regelmatig wordt onderhouden en gekalibreerd, kunnen consistente prestaties worden bereikt. Goed onderhoud kan problemen voorkomen zoals ongelijkmatige krachtuitoefening of mechanische slijtage die kunnen bijdragen aan vervorming.
Operator-training: Door machinisten uitgebreid te trainen in de juiste behandelingstechnieken en het belang van synchronisatie met de snelheid van de machine, kunnen ze het werkstuk effectiever hanteren. Trainingsprogramma's kunnen ook best practices bevatten voor het gebruik van ondersteunende gereedschappen en het hanteren van verschillende soorten materialen.
28. Scheuren van AL-onderdelen tijdens buigen
Onderdelen van aluminium (AL) zijn gevoelig voor barsten wanneer ze gebogen worden door de unieke kristalstructuur van het materiaal. Deze structuur maakt aluminium gevoelig voor breuk langs parallelle lijnen tijdens het buigproces.
Oplossingen om barsten te voorkomen:
Materiaaloriëntatie aanpassen tijdens het blanco maken:
Draai het AL-materiaal: Bij het voorbereiden van de aluminium plaat voor het buigen, is het cruciaal om het materiaal zo te draaien dat de buigrichting loodrecht op de nerf (textuur) van het aluminium staat. Deze aanpassing helpt om de spanning gelijkmatiger over het materiaal te verdelen, waardoor de kans op scheurvorming langs de nerflijnen afneemt.
Vergroot de radius van de bovenste matrijs:
Verbeter de R-hoek: Het vergroten van de radius (R-hoek) van de bovenste matrijs die wordt gebruikt in het buigproces, kan de spanningsconcentratie op het aluminium onderdeel aanzienlijk verminderen. Een grotere radius zorgt voor een meer geleidelijke buiging, wat het risico op scheuren minimaliseert door de spanning op het materiaal te verminderen.
Extra overwegingen:
Materiaalkeuze: Het kiezen van een aluminiumlegering met een betere vervormbaarheid kan ook helpen bij het verminderen van de neiging om te barsten tijdens het buigen. Legeringen zoals 5052 of 6061 staan bekend om hun goede buigeigenschappen.
Voorverwarmen: Het voorverwarmen van de aluminium plaat voor het buigen kan de vervormbaarheid verbeteren, waardoor het minder snel barst.
Juist gereedschap: Ervoor zorgen dat het gereedschap in goede staat en vrij van defecten is, kan ook bijdragen aan een soepeler buigproces en de kans op scheuren verkleinen.
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Heb je je ooit afgevraagd hoe plaatwerkonderdelen worden ontworpen en met precisie worden vervaardigd? In deze blogpost duiken we in de fascinerende wereld van de buigtoeslag - een cruciaal...
Heb je je ooit afgevraagd hoe verschillende materialen het buigen van plaatwerk beïnvloeden? In dit inzichtelijke artikel deelt een ervaren werktuigbouwkundig ingenieur zijn expertise over de invloed van materiaalsoorten, dikte en...
Plaatbewerkers en ontwerpers opgelet! Worstel je met het bepalen van de optimale buigradius voor je projecten? Zoek dan niet verder! In deze blogpost duiken we in de...
Heb je je ooit afgevraagd wat de kunst en wetenschap is achter het vormen van metalen platen tot complexe vormen? In deze boeiende blogpost duiken we diep in de fascinerende wereld van...
Stelt u zich eens voor dat u plaatmetaal zou kunnen buigen zonder ook maar één markering of kras achter te laten. In dit artikel verkennen we innovatieve technieken voor het buigen van plaatwerk zonder markeringen, waarbij we uitdagingen zoals wrijving, materiaalhardheid en...
Heb je je ooit afgevraagd hoe plaatwerkontwerpers de nauwkeurigheid van hun ontwerpen garanderen? In deze blogpost duiken we in de fascinerende wereld van plaatontwerp en verkennen we...
Heb je moeite met het ontwerpen van nauwkeurige plaatwerkonderdelen? Ontdek de geheimen van de K-factor, een cruciaal concept in plaatbewerking. In dit artikel demystificeert onze expert...
Heb je ooit moeite gehad met het nauwkeurig uitvouwen van plaatwerkonderdelen? Dit artikel onderzoekt de kunst en wetenschap achter het uitklappen van plaatwerk. Ontdek de belangrijkste concepten, formules en technieken...
Wat zorgt ervoor dat een vlakke plaat metaal met precisie en nauwkeurigheid complexe vormen aanneemt? Het antwoord ligt in het ingewikkelde vervormingsproces van het buigen van plaatmetaal. Dit artikel duikt...