Berekening snijkracht plaatmetaal (gebaseerd op hydraulische guillotine)
Heb je je ooit afgevraagd waarom sommige metalen platen er perfect vlak uitkomen terwijl andere kromtrekken en vervormen? Dit artikel onthult de geheimen achter de snijkrachten in roterende plaatscharen. Je leert hoe verschillende hoeken en spelingen de kwaliteit en efficiëntie van het metaalscharen beïnvloeden. Bereid je voor op het ontdekken van de mechanica die zorgt voor precisie bij elke snede!
Vergelijking van roterende plaatscharen en gewone plaatscharen
Bladontwerp en snijproces
Vergeleken met gewone plaatscharen hebben de meeste roterende plaatscharen een schuin bladontwerp. Dit ontwerp is voordelig omdat het een efficiënter knipproces mogelijk maakt. Het schuine blad vermindert de benodigde knipkracht en minimaliseert de vervorming van het plaatmetaal.
Voordelen van roterende plaatscharen
Roterende plaatscharen worden veel gebruikt in de industrie vanwege een aantal belangrijke voordelen:
Eenvoudige structuur: Het ontwerp van roterende plaatscharen is eenvoudig, wat het onderhoud en de bediening vereenvoudigt.
Laag storingspercentage: De eenvoud van de structuur draagt bij aan een lagere kans op mechanische storingen.
Hoog rendement: Het schuine bladontwerp verbetert de efficiëntie van het scheerproces.
Minimale plaatvervorming: Platen die verwerkt worden door een roterende plaatschaar hebben geen last van buiging, kromtrekken of vervorming, wat cruciaal is voor het behoud van de kwaliteit van het eindproduct.
Schuifmechanisme
Tijdens het scheren ondergaat de meshouder van de zwenkbalkschaarmachine een draaiende beweging. Deze roterende beweging is essentieel omdat hierdoor de snijhoek en de schuifspeling van het mes tijdens het proces veranderen. De variërende snijhoek en snijspeling helpen bij het verkrijgen van een zuivere en precieze snede.
Ontwerpoverwegingen en uitdagingen
Een van de uitdagingen bij het ontwerp van roterende scharen is de berekening van de snijkracht op plaat. De huidige ontwerpmethodologie berekent de snijkracht vaak op basis van de aanname dat de bladondersteuning recht beweegt. In werkelijkheid ondergaat de bladondersteuning echter een roterende beweging. Deze discrepantie kan leiden tot onnauwkeurige berekeningen van de snijkracht, met als gevolg afwijkingen in de ontwerpgrootte en mogelijk invloed op de normale prestaties van de machine.
Snijkrachtberekening
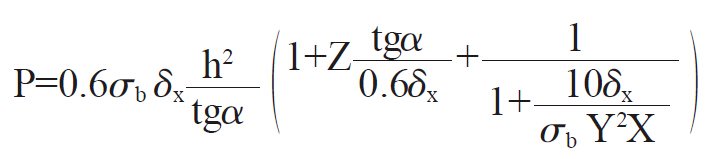
Voor de berekening van de snijkracht voor een schuine plaatschaar met een recht bewegende bladondersteuning wordt voornamelijk de formule van Norshari gebruikt, ontwikkeld door een voormalige Sovjetgeleerde. Deze formule is cruciaal voor het bepalen van de kracht die nodig is tijdens het scheren, vooral voor machines met een recht bewegende bladondersteuning.
In de formule voor de snijkracht:
σb - Plaat Treksterkte Limiet,N/mm;
δx-Plaatrekverhouding;
h-Plaatdikte, mm;
α- Snijhoek, °;
X、Y、Z - Respectievelijk verwijzen naar buigkracht coëfficiënt, zijdelingse speling van het snijblad relatieve waarde, persmateriaalcoëfficiënt.
Beperkingen van de Norshari-formule
De formule van Norshari houdt geen rekening met de veranderende afschuifhoek tijdens het scheren en gaat uit van een vaste afschuifspeling. Daarom is deze formule alleen van toepassing op scharen met een bladondersteuning die in een rechte beweging beweegt.
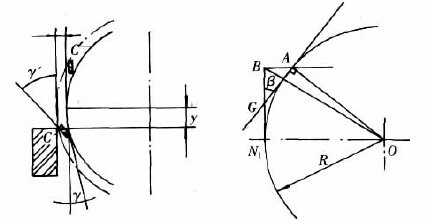
Afschuifhoek en afschuifafstand
Tijdens het afschuifproces kan de ontlastingshoek variëren binnen het bereik van γ±β. De kwaliteit van het afschuiven van de plaat en de benodigde kracht zijn zeer gevoelig voor de afschuifspeling. Een grotere afschuifspeling vergroot het aandeel van de trekfunctie, wat leidt tot een slechtere afschuifkwaliteit. Voor het snijden van platen van gemiddelde dikte zou de schuifspeling idealiter tussen 8% en 12% moeten liggen.
Roterende snijmachines
Voor roterende snijmachines is het bereiken van de vereiste γ±β een uitdaging vanwege het vereenvoudigde installatieproces van de schoepen. Wanneer de afschuifspeling de ervaren waarde overschrijdt, leidt dit tot een verandering in de afschuifkracht. Een toename van de schuifspeling resulteert in een hogere relatieve waarde van de schuifspeling aan de zijkant, waardoor de kracht die nodig is voor het scheren toeneemt.
Invloed van de trekfunctie
Een prominente trekfunctie tijdens het snijproces verhoogt de schuifkracht en het vermogensverlies, veroorzaakt plastische vervorming van de plaat, verhoogt de wrijving tussen het mes en de plaat en verkort de levensduur van de snijmachine. Daarom wordt bij het berekenen van de snijkracht voor roterende snijmachines aanbevolen om een hogere relatieve waarde van de zijdelingse speling van het snijblad en een hogere dofheidscoëfficiënt van het snijblad te kiezen.
Praktisch rekenvoorbeeld
De berekening van de schuifkracht voor een schaarmachine maakt meestal gebruik van een technische formule. De meeste berekeningen zijn gebaseerd op gewone Q235 staalplaten, met conversiefactoren voor andere materialen:
Q235 staalplaat: Omrekeningsfactor = 1
Q345 staalplaat: Omrekeningsfactor = 1,4
304 roestvrij staal: Omrekeningsfactor = 2
Voorbeeld berekening
Voor een 10 mm dikke en 6000 mm lange Q235 staalplaat: Schuifkracht=10×6000×23,5=1410000 N=141 ton
Voor een Q345 staalplaat: Schuifkracht=141×1,4=197,4 ton
Voor een 304 roestvrijstalen plaat: Schuifkracht=141×2=282 ton
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Hoe kies je de juiste apparatuur voor het snijden van plaatwerk? Met talloze opties, variërend van traditionele scharen tot geavanceerde lasersnijders, kan het kiezen van het beste gereedschap ontmoedigend zijn. Dit artikel...
Een plaatschaar is, zoals de naam al zegt, een machine die gebruikt wordt voor het snijden van plaatmetaal. De materiaalkeuze is gebaseerd op de algemene Q235-plaat. Als je Q345-plaat knipt, dan...
Hoe kun je ervoor zorgen dat je guillotineschaar veilig werkt en langer meegaat? In dit artikel wordt ingegaan op essentiële onderhoudspraktijken voor guillotinescharen, van dagelijkse controles tot jaarlijkse revisies. Je leert cruciale...
Heb je je ooit afgevraagd welke bedrijven toonaangevend zijn in de industrie van hydraulische scheermachines? Dit artikel onderzoekt de top 26 fabrikanten wereldwijd, met details over hun geschiedenis, specialiteiten en wereldwijde bereik. Van gevestigde...
Heb je je ooit afgevraagd hoe je de efficiëntie en veiligheid van je schaarmachine kunt maximaliseren? Deze gids gaat in op essentiële tips voor het bedienen en onderhouden van dit krachtige gereedschap. Van het kiezen van de juiste...
Werkt uw mechanische scheermachine niet zoals het hoort? In deze gids vindt u gedetailleerde stappen voor het oplossen van veelvoorkomende problemen, zoals inconsistente schaarbreedtes, problemen met de rechtheid van oppervlakken, overmatig...
Heb je je ooit afgevraagd hoe massieve platen metaal precies worden gesneden met minimale inspanning? In dit artikel verkennen we de fascinerende wereld van hydraulische guillotinescharen. Je leert over...
Heb je je ooit afgevraagd hoe fabrieken met minimale inspanning precieze metalen sneden kunnen maken? Hier komt de uitklinkmachine, een veelzijdig gereedschap dat wordt gebruikt om metalen platen onder verschillende hoeken uit te snijden. Dit artikel...
Heb je je ooit afgevraagd wat het perfecte schaarmes is? In dit artikel verkennen we de fascinerende wereld van het matrijzenstaal, van koud- tot warmbewerkte soorten. Je ontdekt de geheimen achter hun...