
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Heb je je ooit afgevraagd hoe ingewikkelde vormen en precieze buigingen worden gecreëerd in plaatmetaal? Dit artikel duikt in de fascinerende wereld van vouwmachines en onthult hun essentiële rol bij het buigen en vormen van metaalplaten. Ontdek de belangrijkste principes, structurele onderdelen en gevarieerde toepassingen van deze machines. Leer hoe ze verschillen van andere buigmethodes en waarom ze cruciaal zijn bij zowel monster- als massaproductie. Bereid je voor op een beter begrip van de technieken en gereedschappen die vorm geven aan de metalen onderdelen die we dagelijks gebruiken.

De vouwmachine wordt gebruikt voor het buigen en vormen van diverse metalen platen zoals ijzer, roestvrij staal, koper en aluminium. Hij kan ook worden gebruikt als persmachine om het vormen van matrijzen, klinken, nivelleren en andere processen te voltooien.
Werkstukken worden gesneden en toegevoerd door LASER of NCT, en andere niet-vouwbare vormelementen worden gemaakt door machinale bewerking, en dan worden het buigen en vormen gedaan met behulp van het vouwmachine mes of de vouwmachine matrijs.
Daarnaast wordt het tekenen van convexe en concave vormen, het persen van hoekkussens en het persen van lijnen ook vaak gedaan op vouwmachines.
Met het gebruik van de vouwmachine mes en matrijs, kan de vouwmachine het buigen van vele soorten producten voltooien, maar de verwerkingssnelheid is langzamer dan die van een ponsmachine.
Het is geschikt voor het buigen en vormen in monsterproductie en bepaalde massaproductie.
De bovenste en onderste matrijzen worden respectievelijk bevestigd op de bovenste en onderste werktafels van de vouwmachine. De relatieve beweging van de werktafels wordt aangedreven door hydraulische transmissie, gecombineerd met de vorm van de bovenste en onderste matrijzen, om het buigen en vormen van het plaatmetaal te bereiken.
De vouwmachine bestaat uit vier delen: 1. Mechanisch deel 2. Elektrisch deel Elektrisch deel 3. Hydraulisch deel 4. NC elektrische besturing deel.
(1) Bovenste beweging: De onderste werktafel beweegt niet en er wordt druk uitgeoefend door de neergaande bovenste schuifknop.
(2) Onderste beweging: De bovenste machine staat vast en er wordt druk uitgeoefend door de stijgende onderste werktafel.
Buigen van binnen naar buiten.
Buigen van klein naar groot.
Eerst speciale vormen buigen, dan algemene vormen.
Het vorige proces heeft geen invloed op of interfereert niet met het volgende proces.
Tekenen van convexe en concave vormen, persen van hoekstukken, vormen van zelftappende draden, persen van lijnen, drukken, klinken, klinken van elektrostatisch geleidende rails, persen van aardingssymbolen, ponsen, klinken, afvlakken en driehoekversterking.
1. Bovenste matrijs:
Ook bekend als het vouwmes.
De classificatie van bovenmatrijzen voor vouwmachines en bestaande gereedschapstypen wordt getoond in de onderstaande figuur:

De bovenmal van de vouwmachine is verdeeld in integrale en gesegmenteerde types.
De integrale bovenmal heeft twee maten: 835 mm en 415 mm.
De gesegmenteerde bovenmal is onderverdeeld in type A en type B.
De lengte van segmenten van type A omvat 10 mm, 15 mm, 20 mm, 40 mm, 50 mm, 100 mm (rechter hoorn), 100 mm (linker hoorn), 200 mm en 300 mm.
De lengte van segmenten van type B omvat 10 mm, 15 mm, 20 mm, 40 mm, 50 mm, 100 mm (rechter hoorn), 100 mm (linker hoorn), 165 mm en 300 mm.
De volgende afbeelding toont de 107# vouwmatrijs met segmenten van type A.

Ook bekend als "V-groef".
De onderste matrijs van de vouwmachine is verdeeld in twee types: integraal en gesegmenteerd.
De integrale ondermatrijs is onderverdeeld in L- en S-types (L: 835 mm, S: 415 mm), terwijl de gesegmenteerde ondermatrijs is onderverdeeld in 10, 15, 20, 40, 50, 100, 200 en 400 maten.
De onderste matrijs wordt ingedeeld in enkele V en dubbele V op basis van de V-groef.

De V-groef wordt meestal "groefbreedte + V" genoemd. Als de V-groefbreedte bijvoorbeeld 5 mm is, wordt de V-groef "5V" genoemd.
De V-groefbreedte van de onderste matrijs die in de vouwmachine wordt gebruikt, is meestal 5 keer de dikte van het materiaal (5T).
Als 5T-1V wordt gebruikt, moet de buigcoëfficiënt overeenkomstig worden verhoogd. Als 5T+1V wordt gebruikt, moet de buigcoëfficiënt dienovereenkomstig worden verlaagd.
1) Normale achteraanslag:
De oppervlakte-uitlijning wordt gebruikt voor het uitlijnen van het eindvlak van het werkstuk en het positioneren van de linker- en rechterkant.
De puntuitlijning wordt gebruikt voor tweepunts- of meerpuntsuitlijning van het werkstuk en kan ook gebruikt worden voor eenpuntsuitlijning (met extra voorzieningen).
2) Lange dubbele puntige achteraanslag:
Wordt gebruikt voor het uitlijnen van buigen van werkstukken met een kleine breedte. Zelfs als de normale achteraanslagen tegen elkaar aan liggen, is er nog steeds een ruimte van 70 mm tussen de voor- en achteraanslagen.
Deze achteraanslag kan de spleet verkleinen tot 10 mm: uitlijning van bramen wordt vermeden.
Hij heeft dezelfde functie als een eenpunts achteraanslag, maar het toepassingsgebied is voornamelijk voor het uitlijnen van werkstukken met een kleine breedte: de basis heeft beide achteraanslagfuncties.
3) Korte dubbele puntige achteraanslag:
De basisfunctie is hetzelfde als de lange achteraanslag met dubbele punt, maar hij is geschikt voor een andere reeks werkstukken.
Hij kan gebruikt worden voor het uitlijnen van kortere werkstukken en is geschikt voor werkstukken die uit NCT-materiaal gesneden worden om braampunten te vermijden en de buignauwkeurigheid te garanderen.
4) Uitgebreide achteraanslag:
De uitgebreide functie gebruiken voor indirect uitlijnen van kleine of negatieve werkstukken.
Deze achteraanslag is lang en kan 59,5 uit de machine steken om een uitlijning van -59,5 te verkrijgen.
Het kan gebruikt worden voor sommige kleine bochten met een hoge uitlijningsmoeilijkheid en voor het links-rechts positioneren van werkstukken.
Omdat hij langer is dan de normale achteraanslag, kan hij gebruikt worden om werkstukken links-rechts te positioneren als de normale achteraanslag gebruikt wordt voor uitlijnen.
5) Shim achteraanslag:
Gebruikt voor het uitlijnen van kleine buigingen. Over het algemeen is voor de uitlijning van klein formaat buigingen een vulplaat nodig om te voorkomen dat de bovenste matrijs de achteraanslag beschadigt, maar als je een vulplaat toevoegt, is de vulplaat geneigd te bewegen en beïnvloedt dit de veilige werking.
Het uitstekende deel van deze achteraanslag dient als vulring.
Gebruik: Installeer met het uitstekende deel naar beneden; ondersteun de uitlijning van het werkstuk voor grote afmetingen of omgekeerde uitlijning.
Bij het buigen van werkstukken van groot formaat moeten over het algemeen twee mensen in de machine reiken en de uitlijning van het werkstuk vastpakken, wat zeer onveilig is en het formaat instabiel.
Deze achteraanslag ondersteunt de uitlijning van het werkstuk en kan door één persoon worden bediend.
De basis is gelijk aan de normale achteraanslag, dus hij heeft de functie van een normale achteraanslag.
6) Enkelvoudige achteraanslag:
Wordt gebruikt voor het uitlijnen aan de lange zijde van producten met meerdere braampunten, over het algemeen voor het snijden van NCT-materiaal of producten met kanten met braampunten aan de randen.
Deze achteraanslag kan braampunten vermijden of passeren om de buignauwkeurigheid te verbeteren. Hij wordt ook gebruikt voor het links-rechts positioneren van werkstukken.
Omdat het basisvlak hetzelfde is als dat van de normale achteraanslag, kan deze achteraanslag aan beide zijden worden gemengd met de normale achteraanslag.
Het uitstekende deel kan worden gebruikt voor het links-rechts positioneren van werkstukken, zodat het werkstuk en de mal nauwkeurig worden ontweken. De basis heeft de functie van een normale achteraanslag.
7) Materiaal binnenpunt uitlijning achteraanslag:
Omdat de uitstekende punt van deze achteraanslag uitsteekt naar een ander vlak van de achteraanslag, kan hij worden gebruikt voor het uitlijnen van kleine vierkante gaten in het werkstuk.
8) Materiaal binnenoppervlak uitlijning achteraanslag:
Omdat het een uitstekende structuur heeft aan de bovenkant, ligt het uitstekende vlak gelijk met het basisvlak en is de breedte slechts 1/3 van de basis.
Het kan gebruikt worden voor smalle gleufuitlijning met een breedte die kleiner is dan de normale breedte van de achteraanslag.
Als het uitstekende deel naar beneden wordt geklemd, kan het worden gebruikt voor het direct uitlijnen van materiaal binnen het buigen.
Het beste aanpassingsgebied is de binnenste buigbreedte groter dan 20 mm maar kleiner dan 150 mm, en het kan ook gebruikt worden voor kleine oppervlaktelijningen met onregelmatige buitenranden.
Opmerking: de algemene grootte van de achteraanslag is 60 x 9 mm.
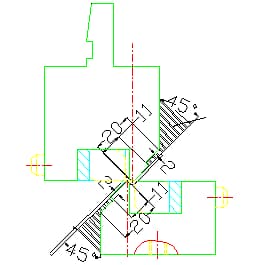
Tijdens het buigen ligt de positionering strak tegen de achteraanslag (parallel aan de achteraanslag).
Als het positioneeroppervlak van het werkstuk hellend is, moet het positioneeropspanningen ontwerpen op basis van de grootte van het werkstuk (de stabiliteit van de positionering).
Over het algemeen is het bij L≦10mm nodig om te overwegen om positioneringsopspanningen te gebruiken (meestal ontworpen als eenvoudige mallen) om te helpen bij het positioneren, tenzij het een bijzonder klein werkstuk is.
Natuurlijk is de stabiliteit van de positionering voor een werkstuk met een positionering van 10 mm ook slecht. Zie de volgende afbeelding:

1)Verwerkingsbereik van buigen:
De afstand van de buiglijn tot de rand moet groter zijn dan de helft van de V-groef.
Als je bijvoorbeeld een 4V ondermatrijs gebruikt voor een materiaal van 1,0 mm, is de minimale afstand 2 mm.
De tabel hieronder toont de minimale buigranden voor verschillende materiaaldiktes.
| Materiaaldikte | Buighoek van 90 graden | Buighoek van 30 graden | ||
| minimale buigrand | Specificaties V-groef | minimale buigrand | Specificaties V-groef | |
| 0.1~0.4 | 1.0 | 2V | ||
| 0.4~0.6 | 1.5 | 3V | 2.2 | 3V |
| 0.7~0.9 | 2.0 | 4V | 2.5 | 4V |
| 0.9~1.0 | 2.5 | 5V | 3.4 | 6V |
| 1.1~1.2 | 3.0 | 6V | ||
| 1.3~1.4 | 3.5 | 7V | 5.0 | 8V |
| 1.5~1.6 | 4.0 | 8V | ||
| 1.7~2.0 | 5.0 | 10V | ||
| 2.1~2.5 | 6.0 | 12V | ||
| 2.6~3.2 | 8.0 | 16V | ||
| 3.3~5.0 | 12.5 | 25V | ||
| 5.1~6.4 | 16.0 | 32V | ||
Opmerking: Als de binnenmaat van het buigmateriaal kleiner is dan de minimale buigrandafmeting in de bovenstaande tabel, kan het vouwbed niet op een normale manier worden verwerkt.
In dit geval kan de buigrand worden verlengd tot de minimale buigrandafmeting en kan de rand na het buigen worden bijgesneden of kan een vormbewerking worden overwogen.
2) Wanneer het vouwbed wordt gebogen, moet de juiste verwerking worden uitgevoerd vanwege de kleine afmeting van de gatrand aan de buiglijn:
(1) LASER-verwerking wordt uitgevoerd op de overeenkomstige snijlijn van de buiglijn.
(2) NCT-verwerking wordt uitgevoerd op de overeenkomstige perslijn van de buiglijn (deze methode krijgt prioriteit).
(3) Vergroot het gat tot de buiglijn (deze methode moet worden bevestigd met de klant).
Opmerking: Als de afstand tussen het gat in de buurt van de buiglijn en de buiglijn kleiner is dan de minimumafstand die in de tabel wordt vermeld, zal er na het buigen vervorming optreden.
| plaatmetaal dikte | 0.6~0.8 | 0.9~1.0 | 1.1~1.2 | 1.3~1.4 | 1.5 | 1.6~2.0 | 2.2~2.4 |
| minimale afstand | 2.0 | 2.5 | 3.0 | 3.5 | 4.0 | 5.0 | 5.5 |
3) Omgekeerd vouwen en platdrukken:
Wanneer de bolle uitstulping in de tegenovergestelde richting ligt van de omgekeerde vouw- en afplattingrichting en de afstand tot de buiglijn L ≤ 2,5t is, zal het afplatten de bolle uitstulping vervormen.
Verwerkingsmethode: voor het vlakken wordt een armatuur onder het werkstuk geplaatst en de dikte van de armatuur is iets groter dan of gelijk aan de hoogte van de bolle uitstulping. Gebruik vervolgens een dichtdrukmatrijs om te dichten.
4)Als het ponsgat te dicht bij de buiglijn zit (≦3T+R), het moet worden verwerkt met een pers- of snijlijn aan de buiglijn om vervorming van het ponsgat tijdens het buigen te voorkomen.
5)Elektrolytisch werkstuk:
Bij het buigen van gegalvaniseerde werkstukken moet gelet worden op druksporen en afbladderen van de coating (dit moet speciaal worden aangegeven op de technische tekening).
6)Offset
Het interferentiebereik met sectieafwijking is te zien in het diagram.
Op basis van de vervormingshoek kan het worden onderverdeeld in rechte randafwijking en schuine randafwijking, en de verwerkingsmethode hangt af van de afwijkingshoogte.
Voor rechte randafwijking: als de afwijkingshoogte "h" minder is dan 3,5 keer de materiaaldikte, wordt afwijkingsmatrijs of gemakkelijke matrijsvorming gebruikt.
Als de vouwlengte groter is dan 3,5 keer de materiaaldikte, wordt de normale vouwwijze met één voorwaarts en één achterwaarts gebruikt.
Voor schuine randafwijking: als de schuine randlengte "l" minder is dan 3,5 keer de materiaaldikte, wordt afwijkingsvorm of gemakkelijke vorm gebruikt.
Als de vouwlengte groter is dan 3,5 keer de materiaaldikte, wordt de normale vouwwijze met één voorwaarts en één achterwaarts gebruikt.

7) Elektrostatische geleidingsrail aanbrengen
De afstand tussen de geklonken elektrostatische geleidingsrails op de vouwmachine is 25,15 mm en er kunnen 15 punten tegelijk geklonken worden (elke geklonken pons kan verwijderd worden, dus enkelvoudig en op afstand klinken is mogelijk).
Als de afstand tussen de rand van de elektrostatische geleiderail en de buiglijn L≧1+V/2mm is (waarbij V de breedte is van de onderste V-groef van de vouwmachine), kan de elektrostatische geleiderail worden vastgeklonken voordat deze wordt gebogen. Als het minder is dan 1+V/2mm, moet de elektrostatische geleiderail worden vastgeklonken na het buigen.
Voor 1,2 mm materiaal kan het worden gevouwen met een 5V groef, zoals weergegeven in het diagram.
Opmerking: De breedte van de elektrostatische geleiderail is 7,12 mm, model: 700-02776-01.
8) Dunne en zeer elastische materialen
Wanneer buighoeken extreem belangrijk zijn voor dunne en zeer elastische materialen, is het aan te raden om een druklijnbehandeling op de buiglijn te overwegen, of om procesgaten of verstevigers op de buiglijn toe te voegen om terugvering en maatfouten na het buigen te voorkomen.
Als u easy molding gebruikt, moet de hoeveelheid springrug moet worden overwogen bij het ontwerpen van de eenvoudige mal.
9)Drukken Convex vormen
Als bij het persen van convexe mallen een hoge nauwkeurigheid vereist is voor de hoogte van het convexe deel, is het aan te raden om een tegendrukmethode te gebruiken om de nauwkeurigheid te garanderen.
10)Vouwmachine die Driehoekversteviging drukt
Moutspecificaties voor de driehoeksversterking:
| Modelnummer mes | 117 | 107 | 202 | |||
| Het vormen van breedte (mm) | 3.0 | 5.0 | 3.0 | 5.0 | 3.0 | 5.0 |
| Gereedschapsbreedte (mm) | 10 20 | 10 20 | 10 20 | 10 20 | 10 20 | 10 20 |
| Aantal mallen | Twee elk | Twee elk | Twee elk | Twee elk | Vier elk | Vier elk |


Er zijn twee vormen voor driehoekige wapening:
1. Gelijktijdig met het buiggereedschap, d.w.z. buigen en driehoekige wapening worden tegelijkertijd verwerkt.
2. De driehoekige versterking aandrukken na het buigen van het werkstuk.
Opmerking: Het aantal gevormde driehoekige versterkingen hangt af van het aantal mallen.
Uit bovenstaande tabel blijkt dat momenteel het maximum aantal driehoekige versterkingen dat gevormd kan worden voor dezelfde specificatie vier is. Als het aantal groter is, moet dit worden opgelost in overleg met het relevante personeel.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











