Hoe verandert een vlakke metalen plaat in complexe vormen en structuren? Deze blogpost gaat in op de ingewikkelde processen van het vormen van plaatmetaal, waaronder gedeeltelijk afschuiven, brugtrekken en extrusie van gaten. Ontdek de methoden en gereedschappen die worden gebruikt om nauwkeurige en functionele metalen onderdelen te maken. Aan het eind begrijp je de cruciale technieken achter alledaagse metalen producten en hun toepassingen.
Door een bepaalde druk uit te oefenen in een richting loodrecht op het oppervlak van het materiaal, vloeit het materiaal in de richting van de kracht, wat resulteert in een vervormingseffect.
2. Functies:
Positionering, zoals voor lassen met halfsnijden.
Klinken, zoals voor het vastklinken van elektrostatisch geleidende rails.
3. Verwerkingsmethoden:
NCT: reguliere gereedschapcombinaties gebruiken (naar beneden half doorslijpen) of speciaal ontwikkelde gereedschappen voor bewerking.
Voorbewerking: speciaal half snijden kan gebruikt worden om het persen van platen en eenvoudige matrijzen te realiseren (als de batchgrootte niet groot is).
4. Voorzorgsmaatregelen:
De hoogte van de halve snede is best niet meer dan 0,6T.
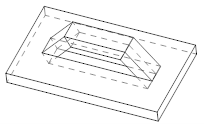
Deel 2: Brugtekening
1. Functie:
Wordt gebruikt voor positionering aan de bovenkant, soms met een ponsmarkering erop.
Wordt gebruikt voor begrenzing aan de zijkant.
Wordt gebruikt om binddraad door het gat te halen.
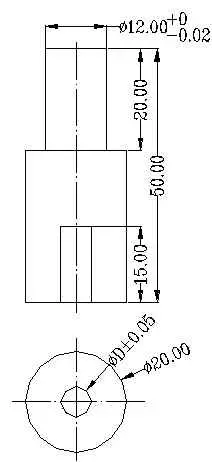
Gaten extruderen en reliëfdruk is een proces waarbij verticaal een gat met een bepaalde binnendiameter, buitendiameter en hoogte op een metalen plaat. Het wordt voornamelijk gebruikt voor klinken, het passeren van gaten, tappen en andere doeleinden.
Er zijn twee soorten ponsen: algemeen ponsen en ponsen in speciale vormen.
Het vormdiagram wordt hieronder weergegeven:
2. Verwerkingsmethoden:
Algemeen ponsen maakt gebruik van een gedeelde matrijs voor verwerking, terwijl het ponsen van speciale vormen het ontwerp van een specifieke matrijs vereist.
3. Verwerkingsmethoden voor schimmels:
(1) Gedeelde mallen voor algemeen ponsen staan in de volgende tabel:
Wordt gebruikt in combinatie met de ponshouder (1).
De maximale buitendiameter is Φ 8,00.
"F-klep
1.0~6.0
Inter-grade Grootte
0.5
Hoeveelheid (klasse X stuks/soort).
10X2=20
Onderste matrijs voor ponsgat(2)
Matrijsnummer
Gedeelde schimmel 011
Beschrijving:
Wordt gebruikt in combinatie met de ponshouder (1).
De maximale buitendiameter is Φ 8,00.
"F-waarde
1.0~6.0
Inter-grade Grootte
1.0
Hoeveelheid (klasse X stuks/soort).
6X1=6
Onderste matrijs voor ponsgat(3)
Matrijsnummer
Gedeelde schimmel 012
Beschrijving:
Wordt gebruikt in combinatie met de stempelhouder (2) wanneer de G-waarde 8,0 en 10,0 is.
De maximale buitendiameter is Φ 12,00.
"G"-waarde
8.0~12.0
Inter-grade Grootte
2.0
Hoeveelheid (klasse X stuks/soort).
9+5+3=17
Onderste matrijs voor ponsgat(4)
Matrijsnummer
Gedeelde schimmel 013
Beschrijving:
Wordt gebruikt in combinatie met de stempelhouder (2) wanneer de G-waarde 8,0 en 10,0 is.
De maximale buitendiameter is Φ 12,00.
"G"-waarde
8.0~12.0
Inter-grade Grootte
2.0
Hoeveelheid (klasse X stuks/soort).
3X1=3
Punch houder(1)
Matrijsnummer
Gedeelde schimmel 002
Beschrijving:
Wordt samen met de onderste matrijs gebruikt om gaten te ponsen.
De klemmende buitendiameter is Φ 12,00.
"B-waarde
3.0~6.0
Inter-grade Grootte
1.0
Hoeveelheid (klasse X stuks/soort).
4X5=20
Punch houder(2)
Matrijsnummer
Gedeelde schimmel 003
Beschrijving:
Wordt samen met de onderste matrijs gebruikt om gaten te ponsen.
De klemmende buitendiameter is Φ 12,00.
"C-waarde
8.0~10.0
Inter-grade Grootte
2.0
Hoeveelheid (klasse X stuks/soort).
2X1=2
4. Parametertabel voor ponsen van markeergaten
Metrisch systeem:
Tapgaten Model
Diameter schroefdraad
Binnendiameter perforatiegat
Vereisten voor de binnendiameter van het ponsgat
MIN
MAX
M1*0.25
0.75
0.78
0.729
0.785
M1.1*0.25
0.85
0.88
0.829
0.885
M1.2*0.25
0.95
0.98
0.929
0.985
M1.4*0.3
1.1
1.14
1.075
1.142
M1.6*0.35
1.25
1.32
1.221
1.321
M1.7*0.35
1.35
1.42
1.321
1.421
M1.8*0.35
1.45
1.52
1.421
1.521
M2*0.4
1.6
1.65
1.567
1.679
M2.2*0.45
1.75
1.83
1.713
1.838
M2.3*0.4
1.9
1.97
1.867
1.979
M2.5*0.45
2.1
2.13
2.013
2.138
M2.6*0.45
2.2
2.23
2.113
2.238
M3*0.5
2.5
2.59
2.459
2.599
M3.5*0.6
2.9
3.01
2.85
3.01
M4*0.7
3.3
3.39
3.242
3.422
M4.5*0.75
3.8
3.85
3.688
3.878
M5*0.8
4.2
4.31
4.134
4.334
M6*1
5
5.13
4.917
5.153
M7*1
6
6.13
5.917
6.153
M8*1.25
6.8
6.85
6.647
6.912
M9*1.25
7.8
7.85
7.647
7.912
M10*1.5
8.5
8.62
8.376
8.676
M11*1.5
9.5
9.62
9.376
9.676
M12*1.75
10.3
10.40
10.106
10.441
Keizerlijk systeem:
Tapgaten Model
Diameter schroefdraad
Binnendiameter perforatiegat
Vereisten voor de binnendiameter van het ponsgat
MIN
MAX
1-64
1.55
1.57
1.425
1.582
2-56
1.8
1.86
1.695
1.871
3-48
2.1
2.14
1.941
2.146
4-40
2.3
2.36
2.157
2.385
5-40
2.6
2.69
2.487
2.697
6-32
2.8
2.86
2.642
2.895
8-32
3.4
3.52
3.302
3.530
10-24
3.9
3.91
3.683
3.962
12-24
4.5
4.57
4.344
4.597
1/4-20
5.1
5.25
4.979
5.257
5/16-18
6.6
6.72
6.401
6.731
3/8-16
8
8.15
7.798
8.153
7/16-14
9.4
9.5
9.144
9.550
1/2-13
10.8
11.0
10.592
11.023
9/16-12
12.2
12.3
11.989
12.446
5/8-11
13.6
13.8
13.386
13.868
3/4-10
16.5
16.8
16.307
16.840
7/8-9
19.5
19.6
19.177
19.761
1-8
22.2
22.5
21.971
22.606
1 1/8-7
25
25.2
24.638
25.349
Opmerking:
1. Gebruik de snijkraan.
2. De ponsgathoogte mag niet minder zijn dan 3 keer de steek.
3. Wanneer de materiaaldikte minder is dan 0,5 mm, is de wanddikte van het ponsgat gelijk aan de materiaaldikte. Als de materiaaldikte tussen 0,5 mm en 0,8 mm is, is de wanddikte van het ponsgat 0,7 keer de materiaaldikte. Wanneer de materiaaldikte groter is dan of gelijk aan 0,8 mm, is de wanddikte van het ponsgat 0,65 maal de materiaaldikte.
Sectie 5: Shim
Sjabloon is een veelgebruikte vormmethode met een vaste vorm en functie. De grootte van de vorm heeft weinig invloed op de functie en de vormmethode berust voornamelijk op gedeelde mallen.
Nu introduceren we de functie en de vormingsmethode van de vulring:
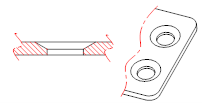
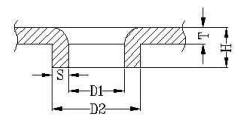
I. Shim-structuur en -functie:
Basistypen:
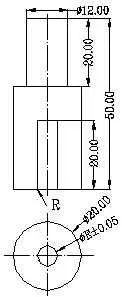
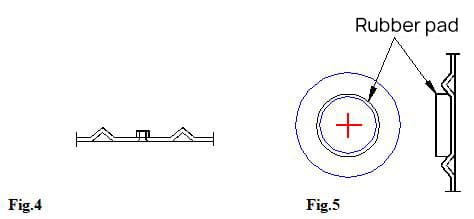
Er zijn over het algemeen twee basistypen vulplaten (Figuur 1) (Figuur 2), en de structuur van de vulplaat wordt getoond in Figuur 3. Er zijn ook verschillende vormen met uitsteeksels in een halfronde vorm.
Functieanalyse:
Het is een ronde ponsvorm en de belangrijkste functie is om de ponsvorm te gebruiken om het chassis te ondersteunen of het moederbord te bevestigen, om te voorkomen dat de onderkant de grond volledig raakt, zodat de hoogte consistent is.
Als het een chassisshim is, is de vorm meestal zoals in Figuur 4; als het een moederbordshim is, is de vorm zoals in Figuur 5.
Over het algemeen zitten er ponsmarkeringen op omdat de chassisschijf vooral dient als steun en er meestal een rubberen kussentje onder bevestigd is, en Figuur 5 heeft er over het algemeen maar vier.
De vulplaat van het moederbord heeft echter niet alleen een ondersteunende functie, maar ook een bevestigingsfunctie.
Merk op dat de hoogte van de ponsmarkering kleiner is dan de hoogte van de vulring en dat het nummer overeenkomt met het moederbord.
Door de vaste vorm van vulplaten heeft hun grootte weinig invloed op hun functie zolang de hoogte en middenpositie gewaarborgd zijn. Daarom zijn er verschillende specificaties van gedeelde mallen ontworpen.
In het geval van gelijke maten (±1mm), kan in plaats daarvan een gelijksoortige specificatie van gedeelde matrijs worden gebruikt. Voor vormen met grotere verschillen en geen vergelijkbare specificaties van gedeelde matrijzen, kan de methode van het ontwerpen van een drukplaatmatrijs worden gebruikt voor het vormen.
De vulmallen voor monsterproductie zijn over het algemeen onderverdeeld in drukplaatmallen en gedeelde mallen.
Drukplaatmallen hebben een hoge vormsnelheid en kunnen meerdere vulplaten tegelijk vormen, maar ze zijn niet flexibel en kunnen alleen gebruikt worden voor het vormen van een specifiek werkstuk.
Gedeelde mallen gebruiken de gemeenschappelijke kenmerken van vulplaten en kunnen herhaaldelijk worden gebruikt om vulplaten met dezelfde specificaties te vormen, waardoor de productiekosten worden verlaagd.
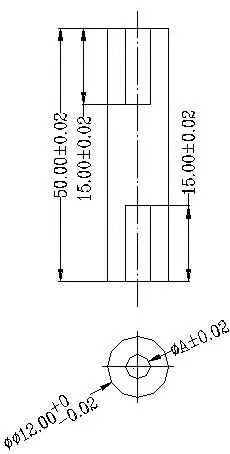
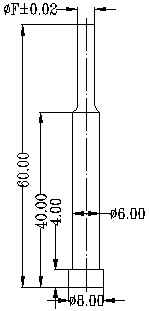
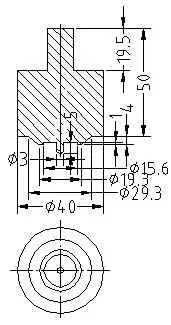
Drukplaatvorm (voorbewerking)
Hieronder staat een voorbeeld van een vulring (NKB83001A) en merk op dat het materiaal voor een rond blok rechtstreeks kan worden verkregen uit het afvalmateriaal van het vorige ringblok.
Het stapelschema van de modules wordt getoond in Figuur 9.
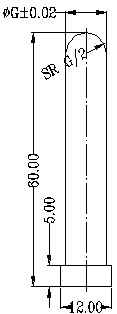
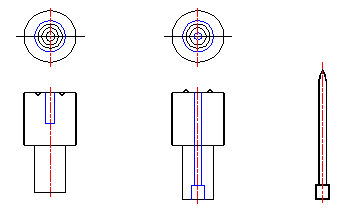
De ontwerpmethode waarbij een vouwmachinevorm wordt gebruikt, verhoogt de vormhoogte met 0,2 om rekening te houden met terugslag en er wordt een positioneringsgat toegevoegd aan het midden van de bovenste vorm.
Er is een positioneerstempel ontworpen om in het positioneergat te plaatsen en er is een middelpunt gemarkeerd voor het positioneren van de vulring, dat overeenkomt met de positioneerstempel.
Het schematische diagram van de mal wordt hieronder getoond (Figuur 11).
Fig.11
Momenteel zijn er vier soorten gedeelde matrijsspecificaties voor vulplaten (zie tabel 1).
Er zijn vier sets mallen, waarvan de eerste drie de vorm van figuur 2 vormen en de vierde de vorm van figuur 1, zoals weergegeven in tabel 2.
De bovenste en onderste matrijsstempels zijn bevestigd aan de bovenste en onderste matrijsinrichtingen en de inrichtingen zijn bevestigd aan de bovenste en onderste sleuven.
NCT-gereedschapsbewerking
Zie de NCT-tooltabel.
III. Bijlage.
Tabel 1: Gemeenschappelijke specificaties voor matrijzen
Serienummer
Gebruikseenheid
Overeenkomstige waarde
Opmerkingen
Buitendiameter (D1).
Binnendiameter (D).
Hoogte (H)
1
Vouwmachine
28
20
2.0
2
32
25
1.8
3
26.5
12.5
2.8
4
12.5
6.5
1.0
1
NCT
26.72
13.28
2.5
T=1.0
Tabel 2: Vormen en specificaties van gedeelde mallen
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Wil je de kosten verlagen en de winst verhogen in plaatbewerking? In de huidige concurrerende markt is een nauwkeurige kostencalculatie cruciaal om te overleven. In dit artikel worden twee belangrijke...
Stelt u zich eens voor hoe u het ontwerpen en produceren van plaatwerkonderdelen kunt veranderen van een omslachtig, foutgevoelig proces in een naadloze, efficiënte operatie. Dit artikel gaat in op de krachtige rol van CAD/CAM-technologie...
Stel je voor dat je een vlakke plaat metaal met precisie en efficiëntie kunt omtoveren tot een complex, driedimensionaal onderdeel. De kunst en wetenschap van plaatbewerking omvat een reeks nauwgezette processen,...
Hoe zorg je ervoor dat plaatmetalen onderdelen stevig verbonden blijven zonder lassen of schroeven? Dit artikel onderzoekt het klinkproces, een cruciale techniek in metaalbewerking. Je leert over...
Wat als je een vaardigheid onder de knie zou krijgen die creativiteit combineert met precisie? Plaatbewerking is essentieel in industrieën variërend van de auto-industrie tot de lucht- en ruimtevaart. Deze beginnersgids duikt in de...
Heb je wel eens nagedacht over het belang van richten bij plaatbewerking? Dit cruciale proces zorgt voor de nauwkeurigheid en kwaliteit van het eindproduct. In dit artikel verkennen we de...
Dit artikel verkent de fascinerende wereld van plaatbewerking en behandelt roestvrij staal, aluminium en meer. Je leert hoe deze materialen worden gekozen en waarom ze essentieel zijn voor alles van...
Heb je je ooit afgevraagd hoe plaatmetalen onderdelen worden samengevoegd tot complexe structuren? In deze blogpost verkennen we de fascinerende wereld van plaatverbindingstechnieken. Zoals...
Hoe zorg je voor de betrouwbaarheid van plaatverbindingen in je projecten? Inzicht in de verschillende methoden van schroefdraadverbindingen en klinken is essentieel. Dit artikel gaat in op de principes...