
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Plaatbewerking is een fascinerende wereld van technische wonderen. Van het bescheiden frisdrankblikje tot de gestroomlijnde carrosserieën van auto's, deze processen geven vorm aan ons dagelijks leven. In dit artikel beginnen we aan een reis door de fijne kneepjes van het plaatvormen, geleid door de inzichten van doorgewinterde experts. Ontdek de wetenschap achter de kunst en ontrafel de geheimen van het creëren van meesterwerken in metaal. Bereid je voor om versteld te staan van de kracht en precisie van plaatbewerking!

FIGUUR 1 Voorbeelden van plaatwerkonderdelen.
(a) Gestempelde onderdelen.
(b) door spinnen geproduceerde delen.

TABEL 1 Algemene kenmerken van plaat-metaal vervormen Processen (in alfabetische volgorde)
| Vervormingsproces | Kenmerken |
|---|---|
| Tekening | Ondiepe of diepe onderdelen met relatief eenvoudige vormen, hoge productiesnelheden, hoge toolling- en materiaalkosten |
| Explosief | Grote platen met relatief eenvoudige vormen, lage gereedschapskosten maar hoge arbeidskosten, productie in kleine aantallen, lange cyclustijden |
| Incrementeel | Eenvoudig tot matig complexe vormen met goede oppervlakteafwerking; lage productiesnelheden, maar geen speciale gereedschappen nodig; beperkte materialen |
| Magnetische-puls | Ondiepe vervorming, opbolling en reliëfbewerking op platen met relatief lage sterkte, vereist speciaal gereedschap |
| Peen | Ondiepe contouren op grote platen, flexibel in gebruik, over het algemeen hoge uitrustingskosten, proces wordt ook gebruikt voor het richten van gevormde onderdelen |
| Rol | Lange onderdelen met constante eenvoudige of complexe doorsneden, goede oppervlakteafwerking, hoge productiesnelheden, hoge gereedschapskosten |
| Rubber | Tekenen en pregen van eenvoudige of relatief complexe vormen, plaatoppervlak beschermd door rubberen membranen, flexibele bediening, lage gereedschapskosten |
| Spinnen | Kleine of grote asymmetrische onderdelen; goede oppervlakteafwerking; lage gereedschapskosten, maar arbeidskosten kunnen hoog zijn tenzij de bewerkingen worden geautomatiseerd. |
| Stempelen | Omvat een grote verscheidenheid aan bewerkingen, zoals ponsen, blanking, embossing, buigen, flenseenvoudige of complexe vormen gevormd bij hoge productiesnelheden; gereedschap- en apparatuurkosten kunnen hoog zijn, maar de arbeidskosten zijn laag. |
| Stretch | Grote onderdelen met ondiepe contouren, productie in kleine aantallen, hoge arbeidskosten, gereedschap- en apparatuurkosten nemen toe met de onderdeelgrootte |
| Superplastisch | Complexe vormen, fijne details en nauwe maattoleranties, lange vervormingstijden (vandaar lage productiesnelheden), onderdelen niet geschikt voor gebruik bij hoge temperaturen |
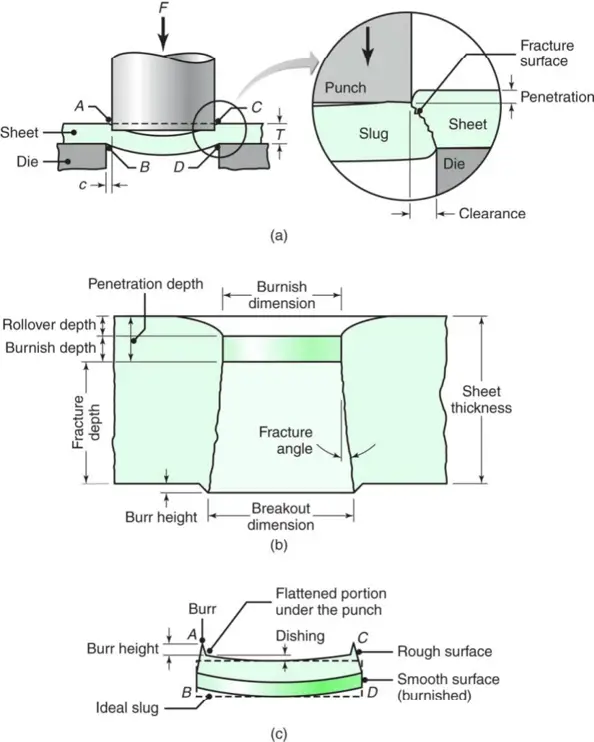
FIGUUR 2
(a) Schematische illustratie van het knippen met een stempel en matrijs, met aanduiding van enkele procesvariabelen.
Karakteristieke kenmerken van
(b) een geponst gat en
(c) de naaktslak.
(Merk op dat de schalen van (b) en (c) verschillend zijn.)
FIGUUR 3
(a) Effect van de speling, c, tussen stempel en matrijs op de vervormingszone bij het afschuiven. Naarmate de speling toeneemt, wordt het materiaal eerder in de matrijs getrokken dan dat het afschuift. In de praktijk varieert de speling meestal tussen 2 en 10% van de plaatdikte.
(b) Microhardheidscontouren (HV) voor een 6,4 mm (0,25-in.) dik warmgewalst AISI 1020 staal in het afgeschoven gebied.

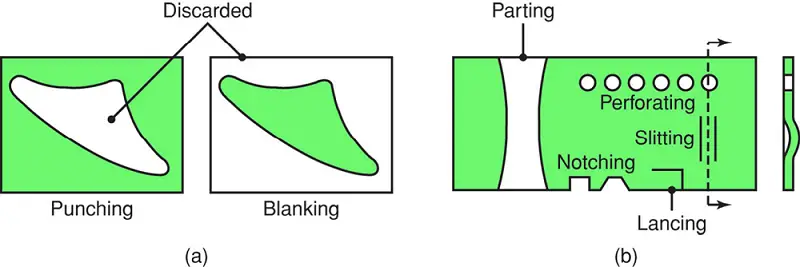
FIGUUR 4
(a) Ponsen (doorboren) en blanking.
(b) Voorbeelden van verschillende stansbewerkingen op plaatmetaal.
Bij het prikken wordt het vel ingesneden om een lipje te vormen.
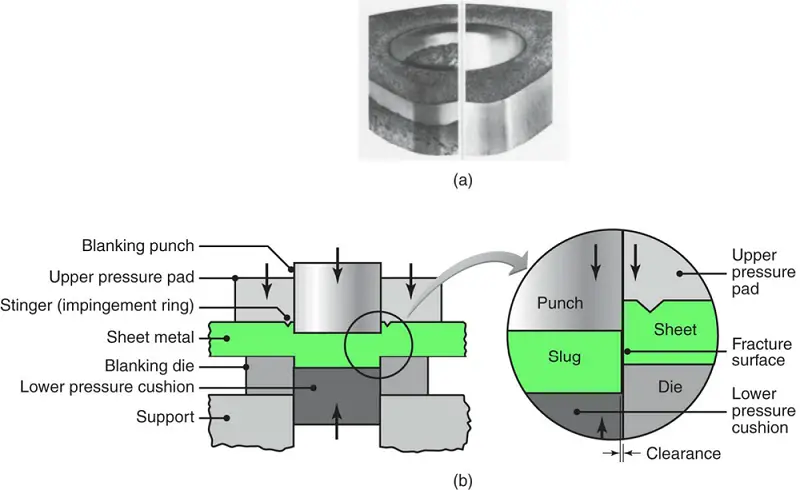
FIGUUR 5
(a) Vergelijking van afgeschuinde randen geproduceerd door conventionele (links) en fijne blanking (rechts) technieken.
(b) Schematische illustratie van een opstelling voor fijne blanking.
FIGUUR 6 Snijden met roterende messen.
Dit proces is vergelijkbaar met het openen van blikken.

FIGUUR 7 Een voorbeeld van Taylor-gelaste vormstukken
Productie van een buitenste zijpaneel van een autocarrosserie met laser stomplassen en stempelen.

FIGUUR 8 Voorbeelden van laserstuikgelaste en gestanste carrosserieonderdelen voor auto's.

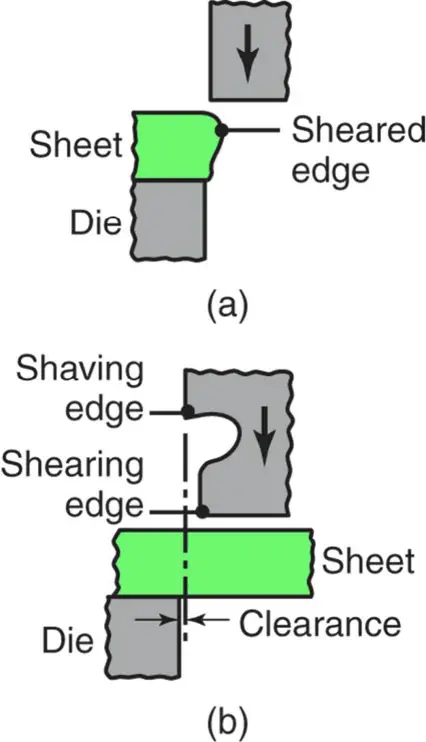
FIGURE 9
Schematische illustraties van het scheerproces.
(a) Een afgeschuinde rand scheren.
(b) Scheren en scheren gecombineerd in één slag.
FIGUUR 10 Voorbeelden van het gebruik van afschuifhoeken op stempels en matrijzen.

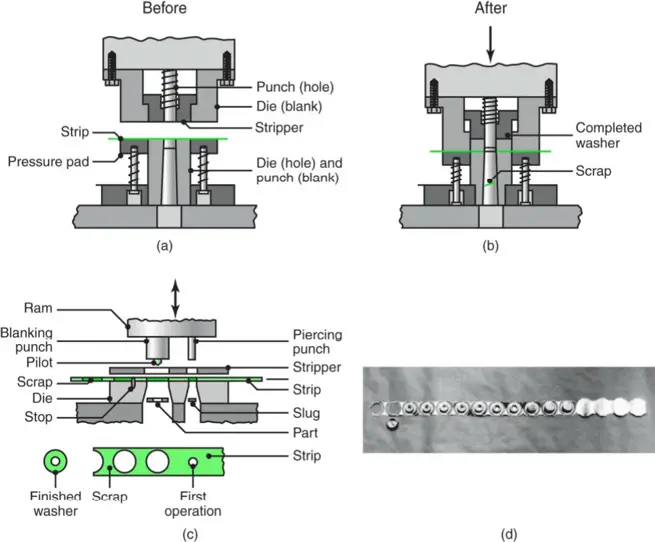
FIGURE 11 Schematische afbeeldingen
(a) voor en b) na het blank maken van een gewone sluitring in een samengestelde matrijs.
Let op de afzonderlijke bewegingen van de matrijs (voor het afsteken) en de pons (voor het ponsen van het gat in de sluitring).
(c) Schematische illustratie van het maken van een sluitring in een progressieve matrijs.
(d) Het vormen van het bovenstuk van een spuitbus in een progressieve matrijs.
Merk op dat het onderdeel aan de strip vastzit totdat de laatste bewerking is voltooid.
TABEL 2 Belangrijke metaaleigenschappen voor plaatbewerkingen
| Kenmerk | Belang |
|---|---|
| Rek | Bepaalt het vermogen van het plaatmetaal om uit te rekken zonder halsvorming en breuk; een hoge exponent voor vervorming (n) en vervormingsgevoeligheid (m) zijn wenselijk. |
| Opbrengstpunt verlenging | Typisch waargenomen bij zachtstalen platen (ook wel Luder's bands of rekstrepen genoemd); resulteert in depressies op het plaatoppervlak; kan worden geëlimineerd door hardwalsen, maar de plaat moet binnen een bepaalde tijd na het walsen worden gevormd. |
| Anisotropie (vlak) | Vertoont verschillend gedrag in verschillende vlakke richtingen, aanwezig in koudgewalste platen door voorkeursoriëntatie of mechanische vervezeling, veroorzaakt oorvorming bij dieptrekken, kan worden verminderd of geëlimineerd door gloeien maar op verminderde kracht |
| Anisotropie (normaal) | Bepaalt het verdunningsgedrag van plaatmetaal tijdens strekken, belangrijk bij dieptrekken |
| Korrelgrootte | Bepaalt oppervlakteruwheid op uitgerekt plaatstaal; hoe grover de korrel, hoe ruwer het uiterlijk (zoals een sinaasappelschil); beïnvloedt ook de sterkte en vervormbaarheid van het materiaal. |
| Restspanningen | Gewoonlijk veroorzaakt door niet-uniforme vervorming tijdens het vormen, resulteert in vervorming van het onderdeel bij het snijden, kan leiden tot spanningscorrosiescheuren, verminderd of geëlimineerd door spanningsontlasting. |
| Springback | Als gevolg van elastisch herstel van de plastisch vervormde plaat na het ontladen, veroorzaakt vervorming van het onderdeel en verlies van maatnauwkeurigheid, kan worden beheerst met technieken zoals overbuiging en onderstempeling. |
| Wrnkling | Veroorzaakt door drukspanningen in het vlak van de plaat; kan bezwaarlijk zijn; kan, afhankelijk van de mate, nuttig zijn bij het verlenen van stijfheid aan onderdelen door hun doorsnedemodulus te verhogen; kan onder controle worden gehouden door het juiste gereedschap te gebruiken en de juiste druk uit te oefenen. matrijsontwerp |
| Kwaliteit van afgeschuinde randen | Afhankelijk van het gebruikte proces; de randen kunnen ruw zijn, niet vierkant en scheuren, restspanningen en een veredelde laag bevatten, die allemaal nadelig zijn voor de vervormbaarheid van de plaat; de kwaliteit van de randen kan worden verbeterd door fijn blank te maken, de speling te verkleinen, te schaven en door verbeteringen in gereedschap en materiaal. matrijsontwerp en smering |
| Oppervlaktegesteldheid van de plaat | Afhankelijk van de manier van plaat walsen; belangrijk bij het vormen van platen, omdat het kan leiden tot scheuren en een slechte oppervlaktekwaliteit |
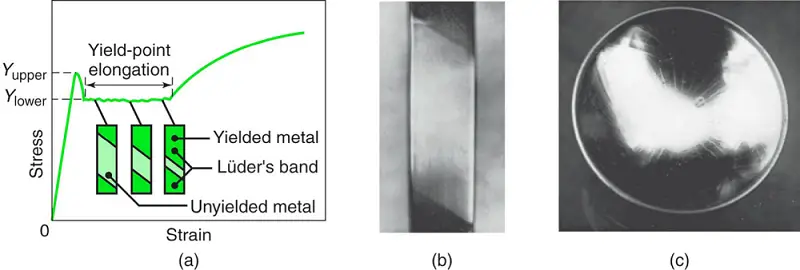
FIGUUR 12
(a) Rek op het vloeipunt in een proefstuk van plaatmetaal.
(b) Lüders banden in een koolstofarme staalplaat.
(c) Rekspanningen op de bodem van een stalen blik voor huishoudelijke producten.
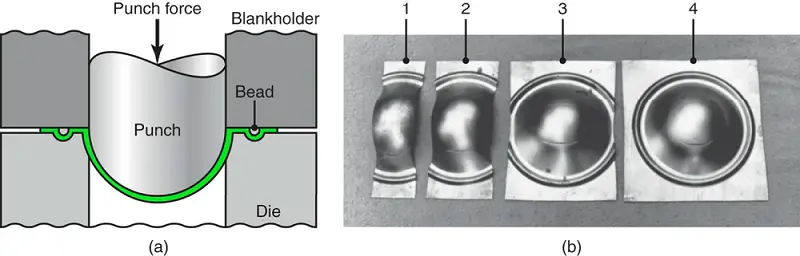
FIGUUR 13
(a) Een cuppingtest (de Erichsen test) om de vervormbaarheid van plaatmetaal te bepalen.
(b) Resultaten van de bollingstest op staalplaten van verschillende breedtes. Het meest linkse proefstuk wordt in principe onderworpen aan enkelvoudige spanning. Het meest rechtse proefstuk wordt onderworpen aan gelijke biaxiale rek.
FIGUUR 14
(a) Spanningen in vervormde cirkelvormige rasterpatronen.
(b) Vervormingslimietdiagrammen (FLD) voor verschillende plaatmetalen. Hoewel de hoofdrek altijd positief is (uitrekken), kan de nevenrek zowel positief als negatief zijn. R is de normale anisotropie van de plaat, zoals beschreven in hoofdstuk 4.

FIGURE 15
De vervorming van het rasterpatroon en het scheuren van het plaatmetaal tijdens het vervormen. De hoofd- en bijassen van de cirkels worden gebruikt om de coördinaten te bepalen op het vervormingslimietdiagram in Fig. 14b.

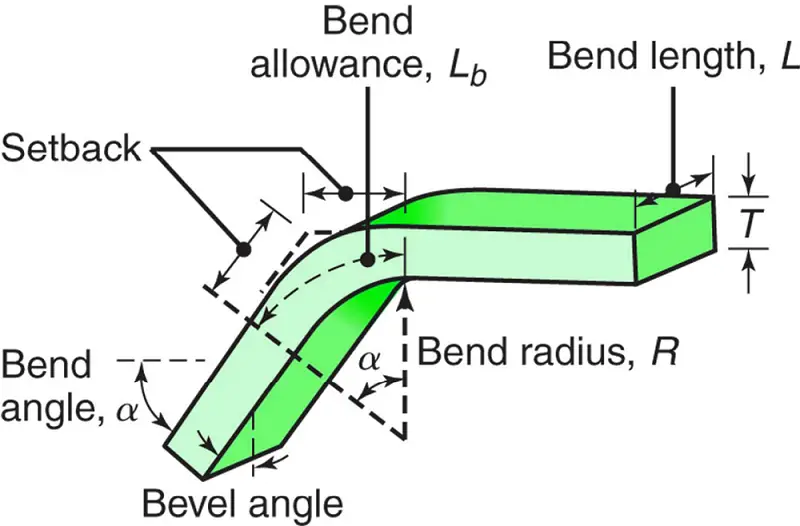
FIGUUR 16
Buigterminologie. Merk op dat de buigradius wordt gemeten aan het binnenoppervlak van het gebogen deel.
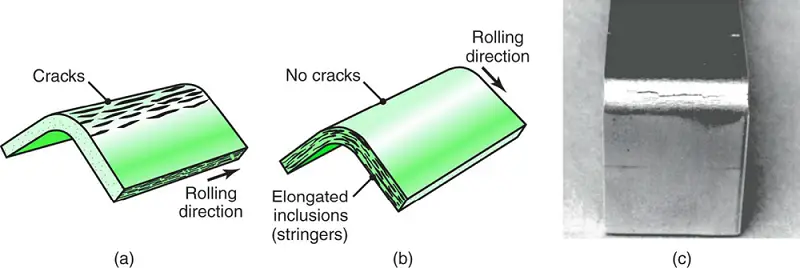
FIGUUR 17
(a) en b) Het effect van langwerpige insluitingen (stringers) op scheurvorming als functie van de buigrichting ten opzichte van de oorspronkelijke walsrichting van de plaat.
(c) Scheuren op het buitenoppervlak van een aluminium strip gebogen tot een hoek van 90°. Let ook op de vernauwing van het bovenoppervlak in het buiggebied (door het Poisson-effect).
TABEL 3 Minimum buigradius voor verschillende metalen bij kamertemperatuur
| Materiaal | Voorwaarde | |
| Zacht | Hard | |
| Aluminiumlegeringen | 0 | 6T |
| Beryllium koper | 0 | 4T |
| Messing (loodarm) | 0 | 2T |
| Magnesium | 5T | 13T |
| Austenitisch roestvrij staal | 0.5T | 6T |
| Laagkoolstof, laaggelegeerd en HSLA | 0.5T | 4T |
| Titanium | 0.7T | 3T |
| Titaanlegeringen | 2.6T | 4T |
FIGUUR 18
Relatie tussen R/T en oppervlakte trekreductie voor plaatmetaal. Merk op dat plaatmetaal met een 50% oppervlakte trekreductie over zichzelf gebogen kan worden in een proces zoals het vouwen van een stuk papier zonder te scheuren.
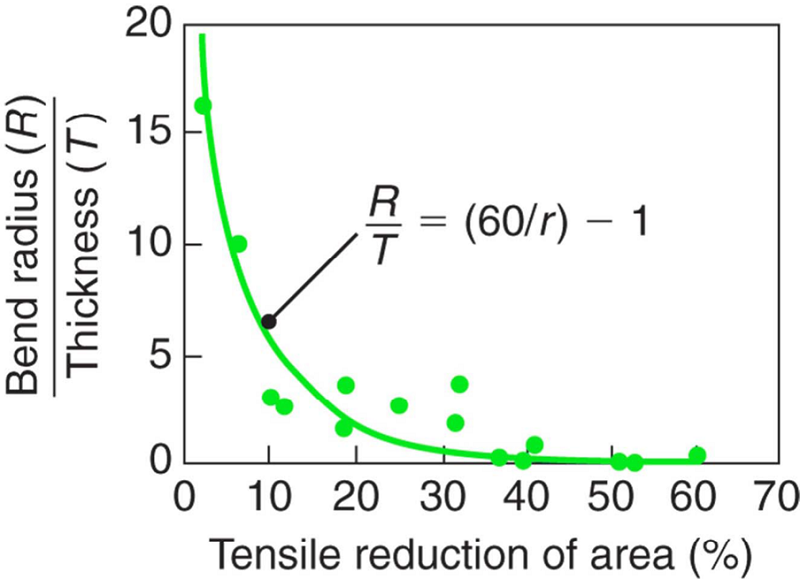
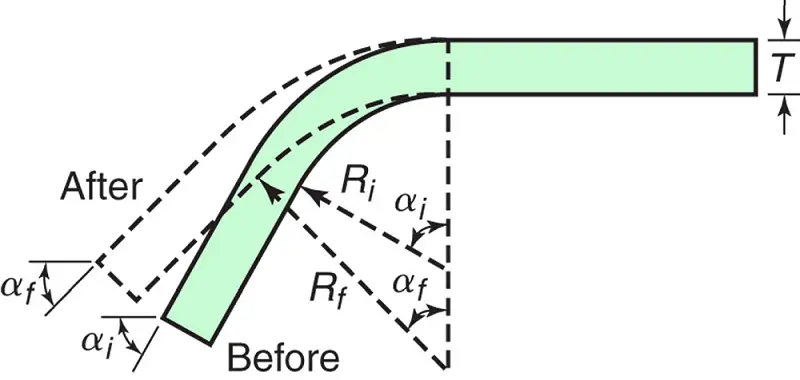
FIGURE 19
Springback bij het buigen. Het onderdeel heeft de neiging om elastisch te herstellen na het buigen en de buigradius wordt groter. Onder bepaalde omstandigheden kan de uiteindelijke buighoek kleiner zijn dan de oorspronkelijke hoek (negatief springrug).
FIGUUR 20 Methoden voor het verminderen of elimineren van terugvering bij buigbewerkingen.
FIGUUR 21
Gebruikelijke buigbewerkingen met de matrijsopening, W, gebruikt bij het berekenen van buigkrachten.
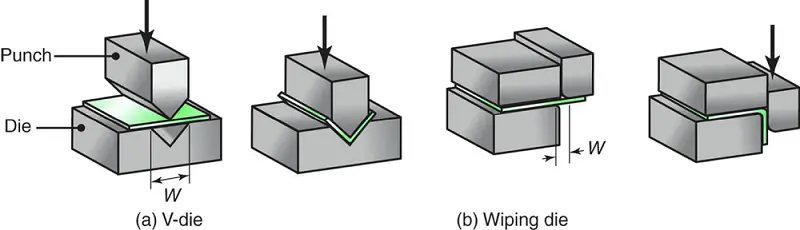
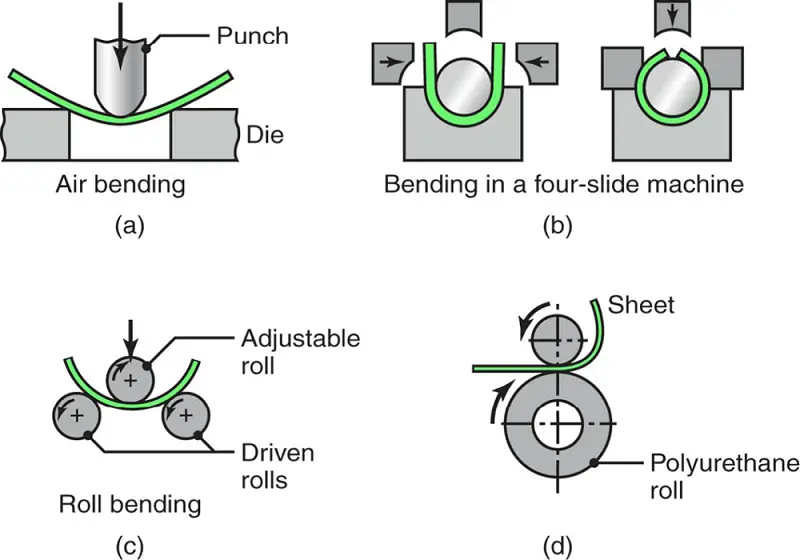
FIGURE 22 Voorbeelden van verschillende buigbewerkingen.
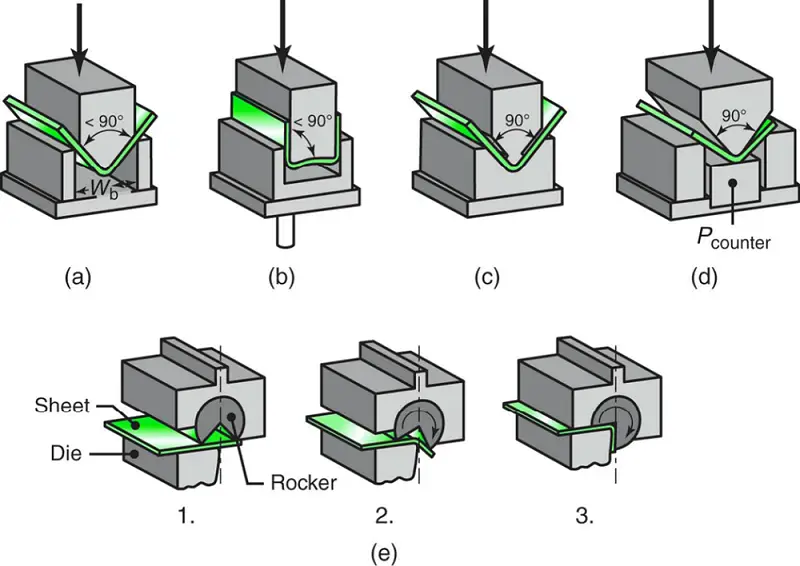
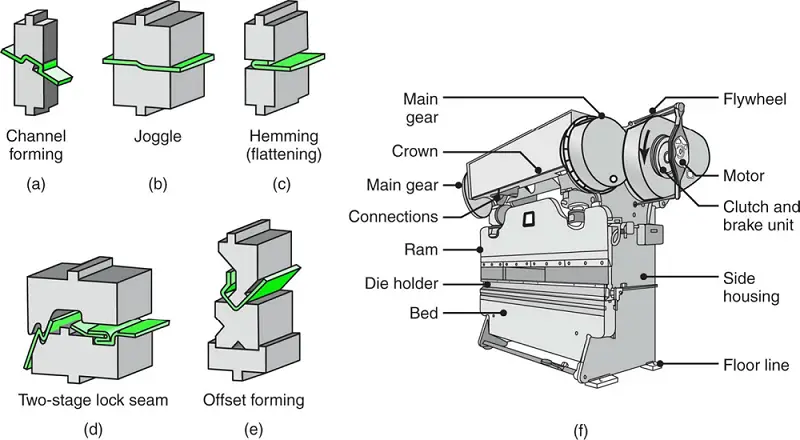
FIGUUR 23 (a) tot en met (e) Schematische afbeeldingen van verschillende buigbewerkingen in een afkantpers. (f) Schematische illustratie van een afkantpers.
FIGUUR 24 (a) Parelvormen met een enkele matrijs. (b) tot en met (d) Parelvormen met twee matrijzen in een afkantpers.

FIGURE 25 Diverse flensbewerkingen.
(a) Flenzen op vlakke plaat.
(b) Dimpling.
(c) Het doorboren van plaatmetaal om een flens te vormen. Bij deze bewerking hoeft er geen gat voorgeponst te worden voordat de pons naar beneden gaat. Let echter op de ruwe randen langs de omtrek van de flens.
(d) De flens van een buis.
Let op het dunner worden van de randen van de flens.
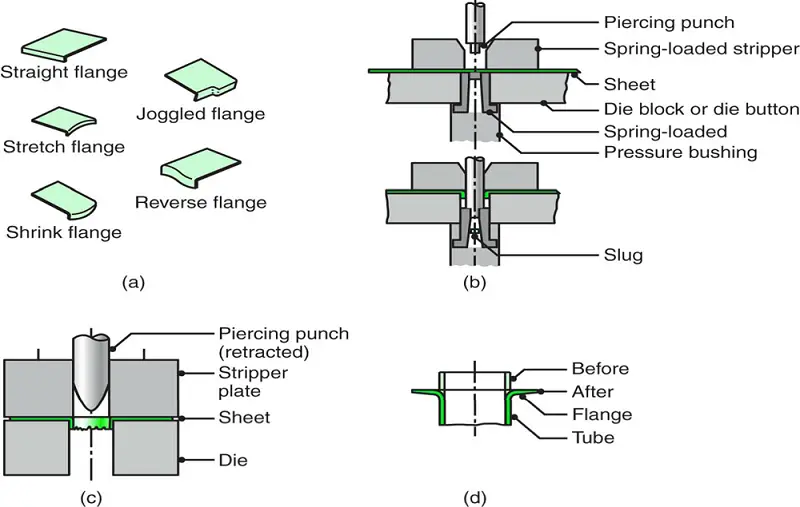
FIGURE 26
(a) Schematische illustratie van het rolvormproces.
(b) Voorbeelden van rolgevormde doorsneden.

FIGUUR 27 Methoden voor het buigen van buizen.
Inwendige doornen of het vullen van buizen met deeltjes zoals zand zijn vaak nodig om inzakken van de buizen tijdens het buigen te voorkomen.
Buizen kunnen ook gebogen worden met een techniek waarbij een stijve, spiraalvormige trekveer over de buis geschoven wordt. De speling tussen de buitendiameter van de buis en de binnendiameter van de veer is klein; hierdoor kan de buis niet knikken en is de buiging gelijkmatig.

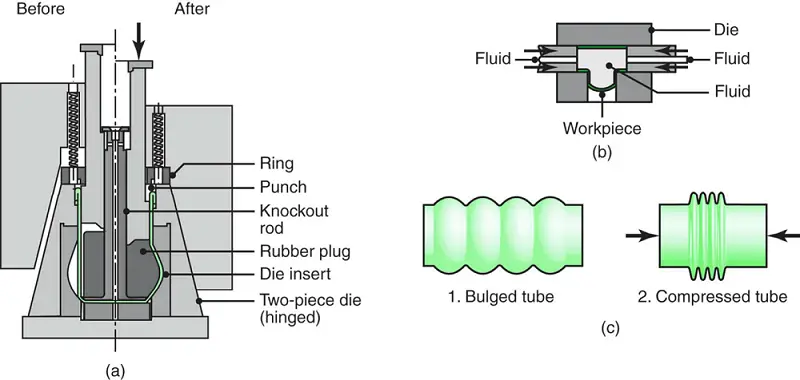
FIGUUR 28
(a) Het opbollen van een buisvormig deel met een flexibele plug. Op deze manier kunnen waterkruiken worden gemaakt.
(b) Productie van fittingen voor loodgieterswerk door het uitzetten van buisvormige vormstukken onder inwendige druk. De onderkant van het stuk wordt dan uitgestanst om een "T" te maken.
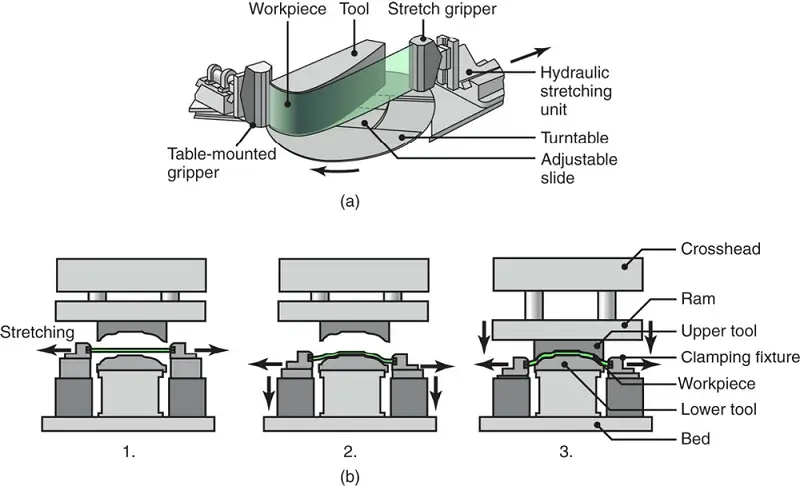
FIGUUR 29 Schematische weergave van een rekvormproces. Aluminium huiden voor vliegtuigen kunnen met deze methode worden gemaakt.
FIGUUR 30 De metaalvormprocessen die betrokken zijn bij de productie van een tweedelig aluminium drankblikje.
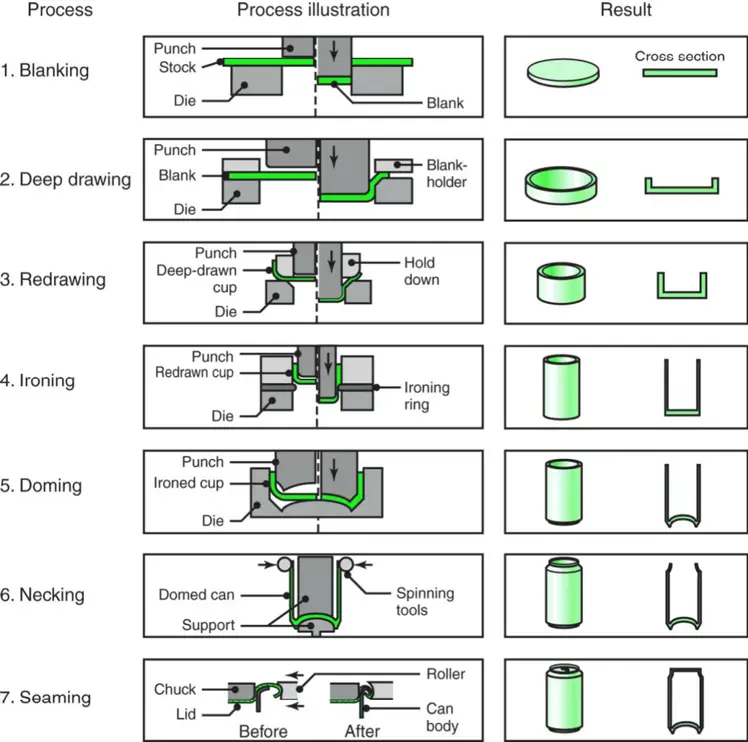
FIGURE 31
(a) Schematische illustratie van het dieptrekproces op een cirkelvormig plaatmetaal leeg. De stripring vergemakkelijkt het verwijderen van de gevormde beker uit de pons.
(b) Procesvariabelen bij dieptrekken. Behalve de ponskracht, FAlle parameters in de figuur zijn onafhankelijke variabelen.
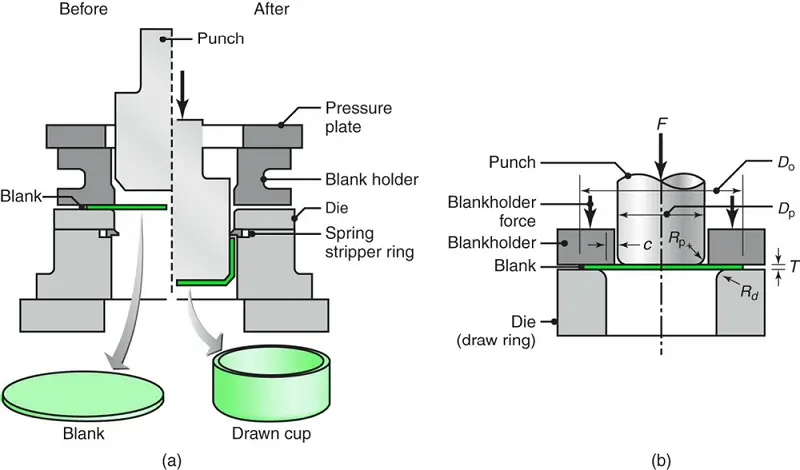
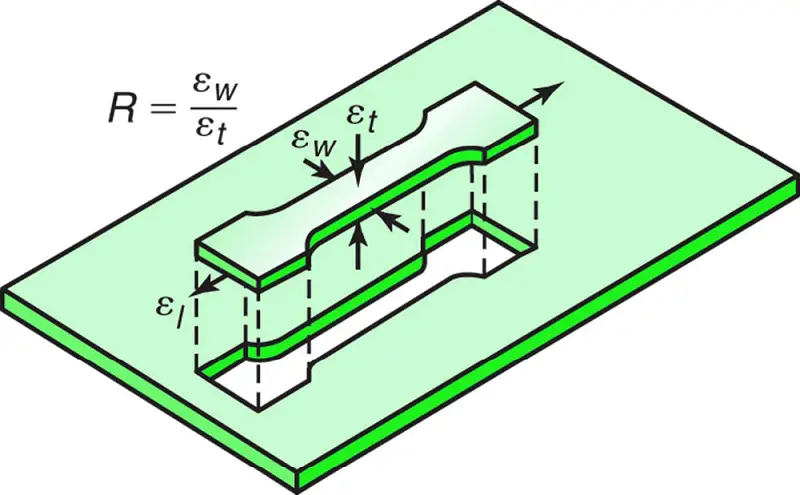
FIGURE 32
Rek op een trekproefmonster verwijderd uit een stuk plaatmetaal. Deze rek wordt gebruikt om de normale en vlakke anisotropie van het plaatmetaal te bepalen.
TABEL 4 Typische bereiken van gemiddelde normale anisotropie, Ravg voor diverse plaatmaterialen
| Zinklegeringen | 0.4-0.6 |
|---|---|
| Warmgewalst staal | 0.8-1.0 |
| Koudgewalst, omrand staal | 1.0-1.4 |
| Koudgewalst, aluminium-gehard staal | 1.4-1.8 |
| Aluminiumlegeringen | 0.6-0.8 |
| Koper en messing | 0.6-0.9 |
| Titaanlegeringen (α) | 3.0-5.0 |
| Roestvrij staal | 0.9-1.2 |
| Laaggelegeerd staal met hoge sterkte | 0.9-1.2 |
FIGUUR 33
De relatie tussen de gemiddelde normale anisotropie en de grens-trekverhouding voor verschillende plaatmetalen.
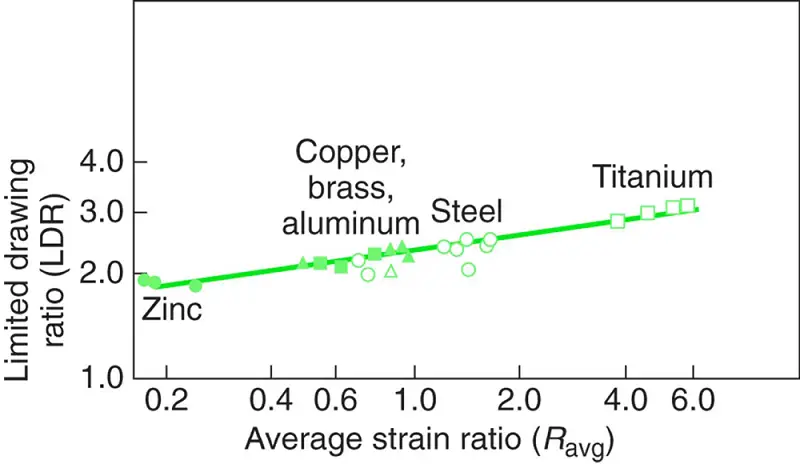
FIGURE 34
Earing in een getrokken stalen cup, veroorzaakt door de vlakke anisotropie van het plaatmetaal.

FIGUUR 35
(a) Schematische illustratie van een trekkraal.
(b) Metaalstroom tijdens het tekenen van een doosvormig onderdeel met behulp van kralen om de beweging van het materiaal te controleren.
(c) Vervorming van cirkelvormige roosters in de flens bij dieptrekken.
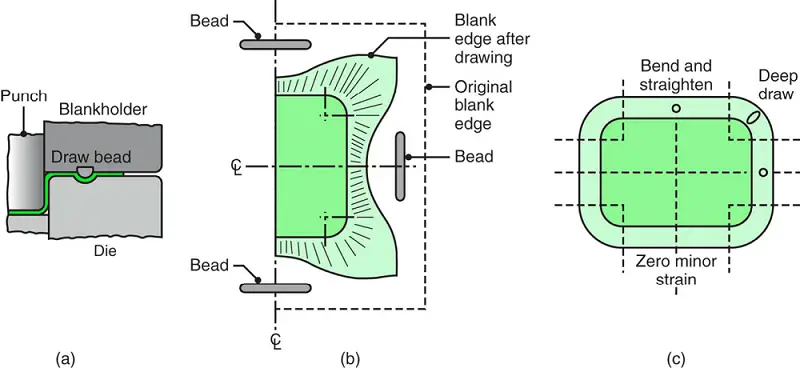
FIGURE 36
Een preegbewerking met twee matrijzen. Met dit proces kunnen letters, cijfers en ontwerpen op plaatdelen worden geproduceerd.
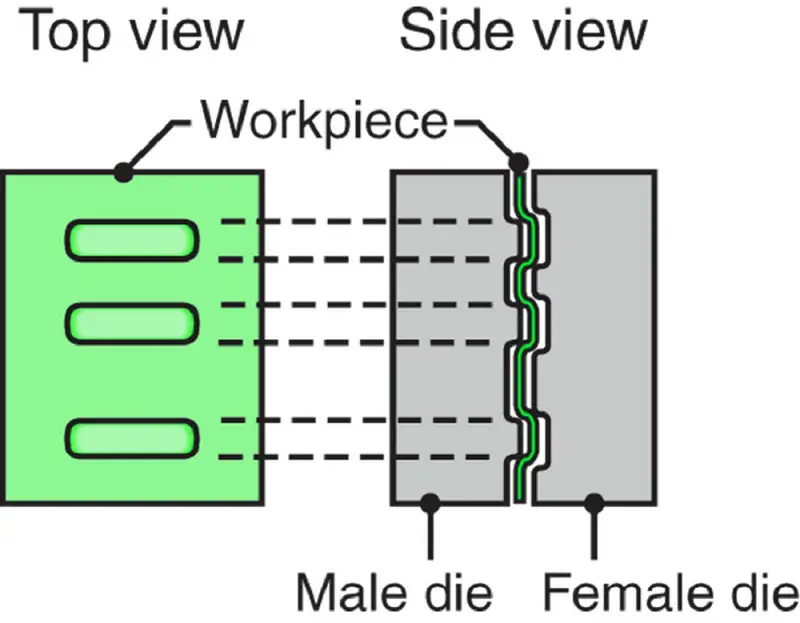
FIGURE 37
(a) Aluminium drankblikjes. Let op de uitstekende oppervlakteafwerking.
(b) Detail van het deksel van het blik, waarop de integrale klinknagel en ingekerfde randen voor de pop-top te zien zijn.

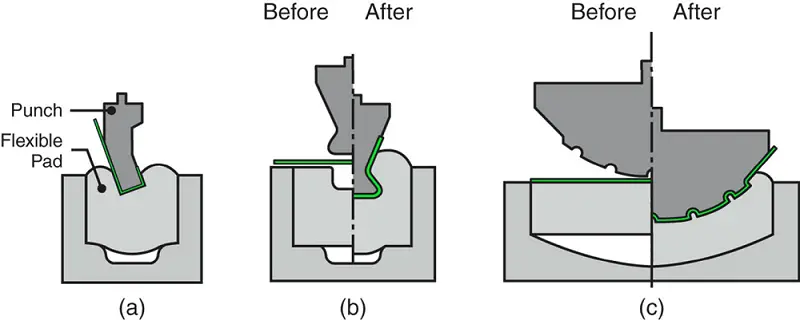
FIGUUR 38
Voorbeelden van het buigen en pregen van plaatmetaal met een metalen pons en met een flexibel kussen als vrouwelijke matrijs.
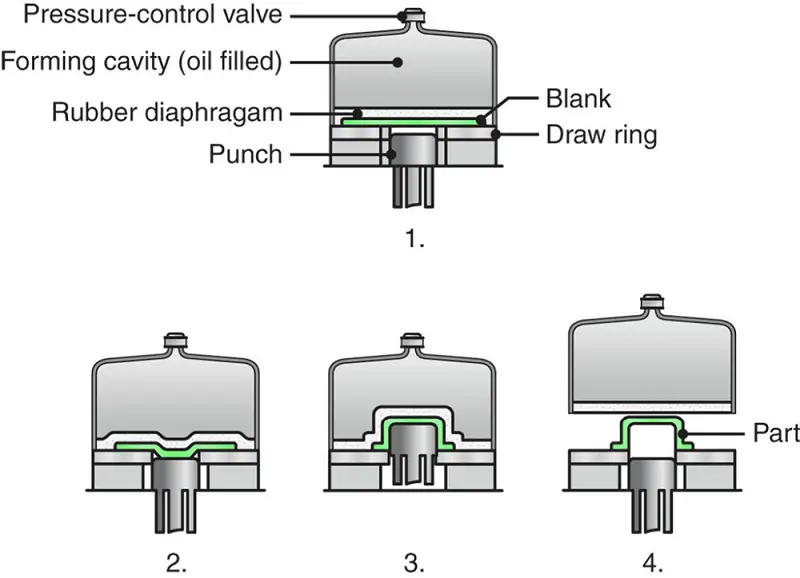
FIGUUR 39
Het hydrovormproces (of vloeistofvormproces). Merk op dat, in tegenstelling tot het gewone dieptrekproces, de druk in de koepel de bekerwanden tegen de pons drukt. De beker beweegt mee met de pons; op deze manier wordt de dieptrekbaarheid verbeterd.
FIGUUR 40
(a) Schematische illustratie van het buis-hydroformeerproces.
(b) Voorbeeld van buisvormige onderdelen. Auto-uitlaat en structurele onderdelen, fietsframes en hydraulisch en pneumatisch fittingen worden geproduceerd door middel van hydrovormen van buizen.

FIGURE 41
Hydrogevormde radiatorafsluiting voor auto's.

FIGUUR 42
Opeenvolging van bewerkingen bij het produceren van een buisgevormd onderdeel:
(1) buis zoals op lengte gesneden;
(2) na het buigen;
(3) na hydrovormen.

FIGUUR 43
Schematische illustratie van de expansie van een buis tot een gewenste doorsnede door (a) conventioneel hydrovormen en (b) hydrovormen onder druk.

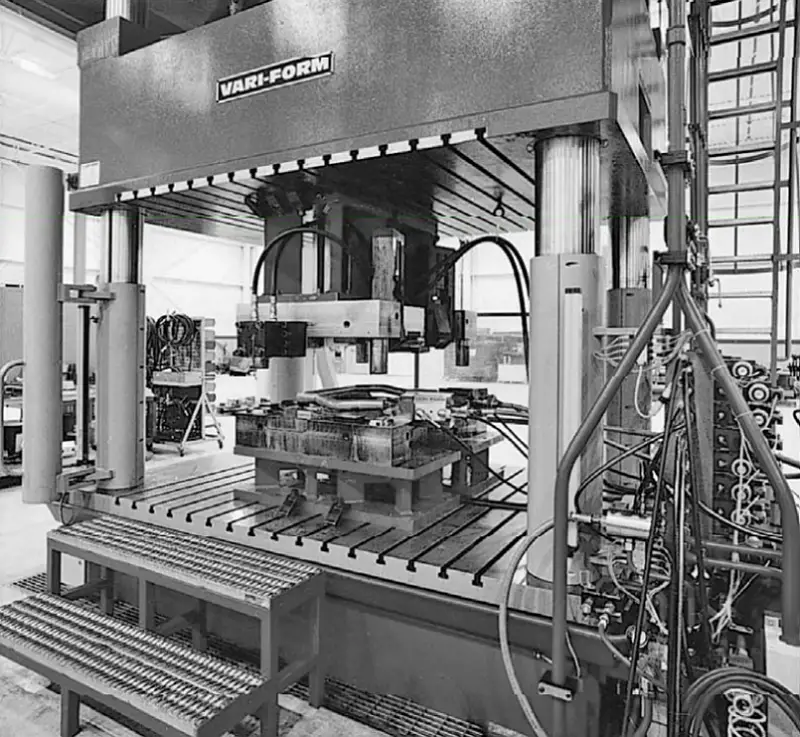
FIGURE 44
Zicht op de buis-hydroformeerpers, met gebogen buis op zijn plaats in de vormmatrijs.
FIGUUR 45
(a) Schematische weergave van de conventionele spinproces.
(b) Typen onderdelen die conventioneel worden gesponnen. Alle onderdelen zijn asymmetrisch.
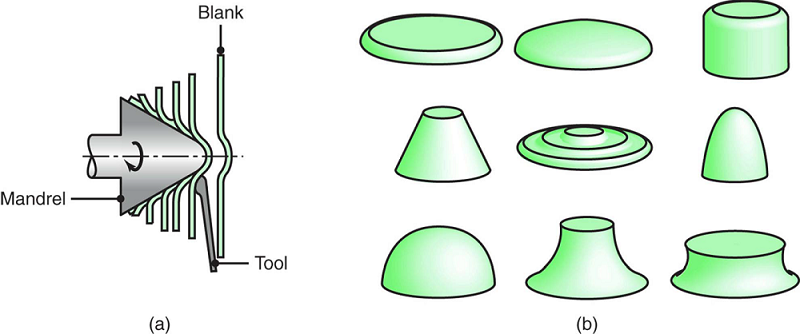
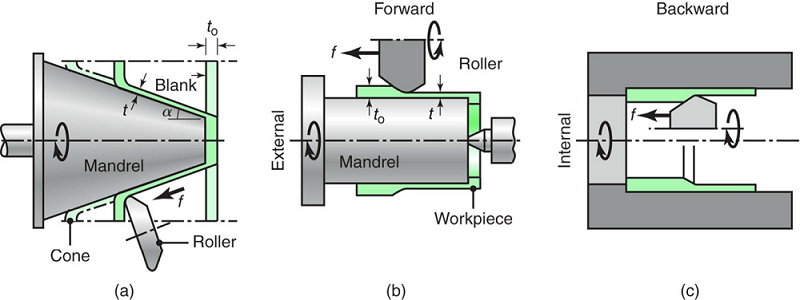
FIGURE 46
(a) Schematische illustratie van het afschuifspinproces voor het maken van conische onderdelen. De doorn kan zo gevormd worden dat kromlijnige onderdelen gesponnen kunnen worden. (b) en (c) Schematische illustraties van het buis-spinproces.
FIGUUR 47
(a) Illustratie van een incrementele vormbewerking. Merk op dat er geen doorn wordt gebruikt en dat de uiteindelijke vorm van het werkstuk afhangt van de baan van het roterende gereedschap.
(b) Een koplampreflector voor auto's geproduceerd door CNC incrementeel vervormen. Merk op dat het onderdeel niet asymmetrisch hoeft te zijn.

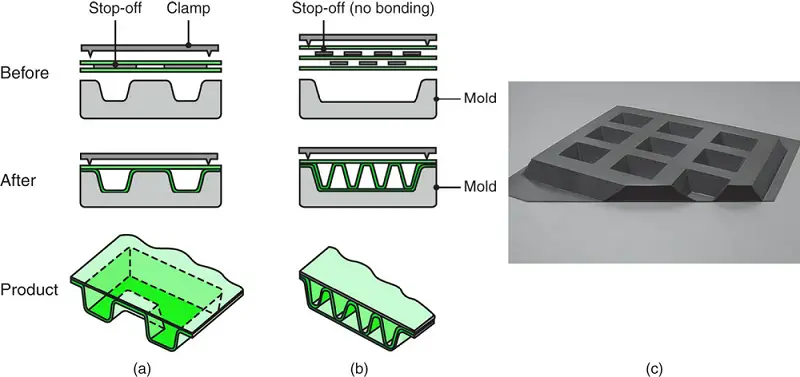
FIGUUR 48
Soorten structuren gemaakt door superplastisch vormen en diffusielijmen van plaatmetaal. Dergelijke constructies hebben een hoge stijfheid-gewichtsverhouding.
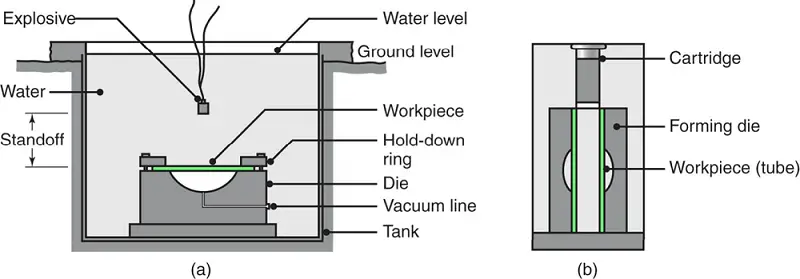
FIGUUR 49
(a) Schematische weergave van het explosiefvormingsproces.
(b) Illustratie van de beperkte methode van het explosief uitpuilen van buizen.
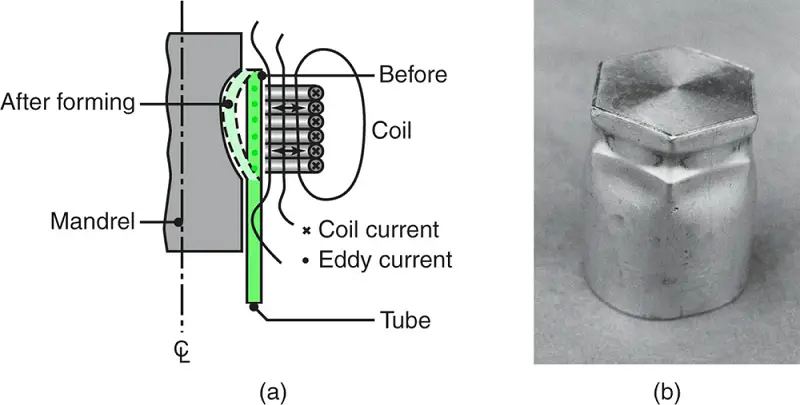
FIGUUR 50
(a) Schematische illustratie van het magnetische-pulsvormproces dat wordt gebruikt om een buis over een plug te vormen.
(b) Aluminium buis ingestort over een zeshoekige plug door het magnetische pulsvormingsproces.
FIGUUR 51
(a) Een selectie van veelgebruikte bekkens.
(b) Gedetailleerde weergave van verschillende oppervlaktetexturen en afwerkingen van bekkens.
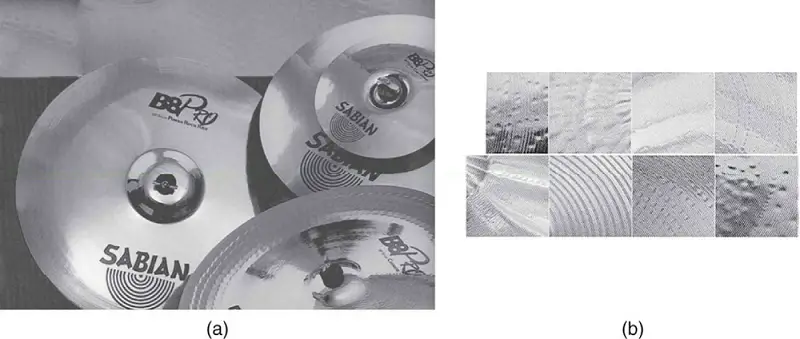
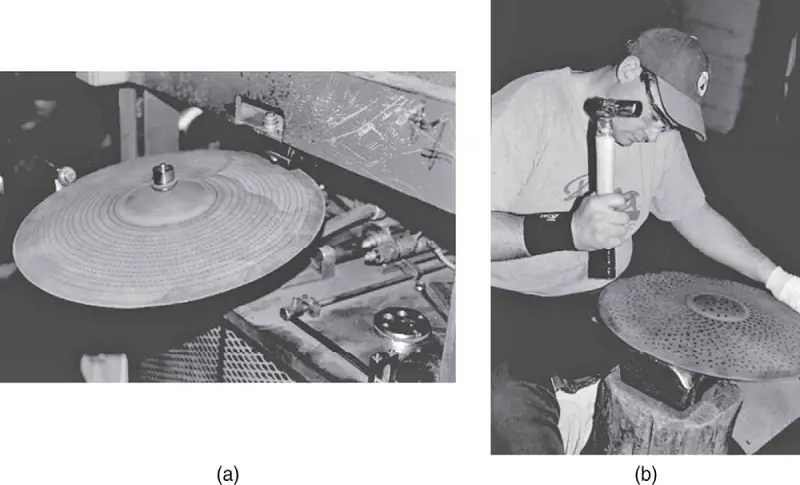
FIGURE 52
Productievolgorde voor de productie van bekkens.

FIGUUR 53
Hameren op bekkens.
(a) Automatisch hameren op een peening machine;
(b) het met de hand hameren van bekkens.
FIGUUR 54
Methoden voor het vervaardigen van honingraatstructuren:
(a) uitbreidingsproces;
(b) golfproces;
(c) het samenvoegen van een honingraatstructuur tot een laminaat.
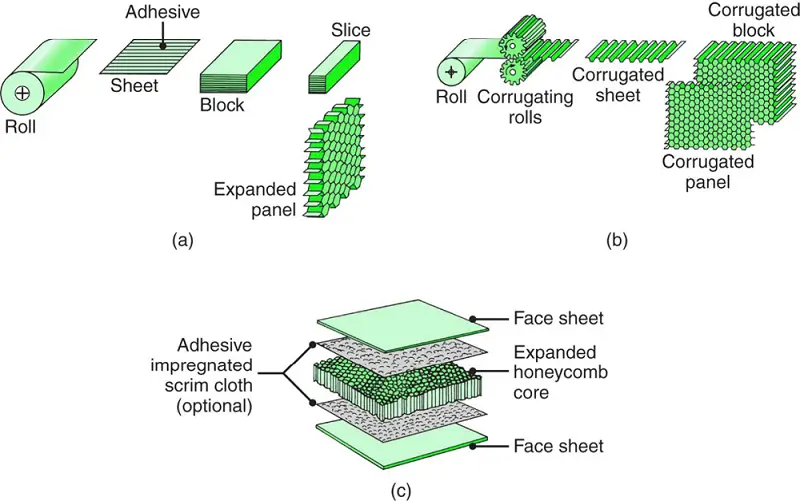
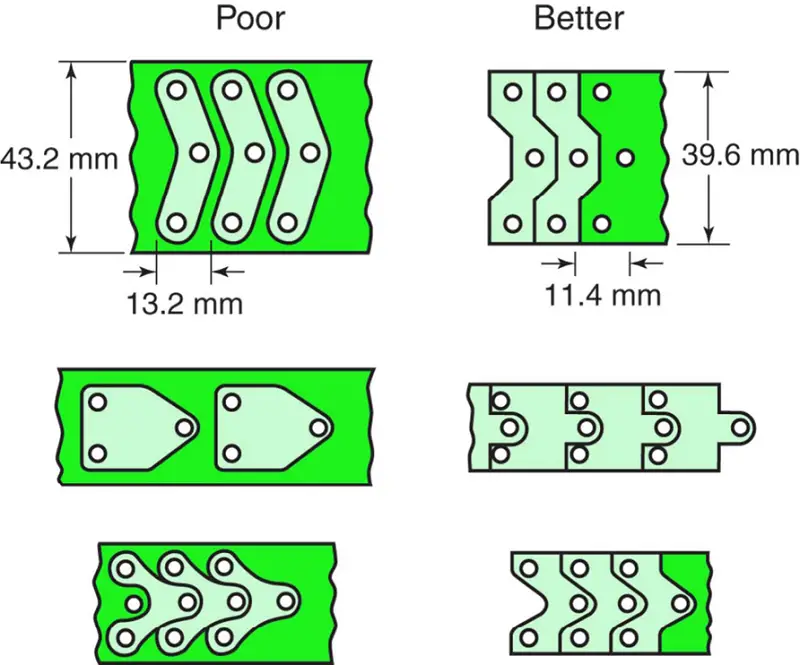
FIGURE 55
Efficiënt nesten van onderdelen voor optimaal materiaalgebruik bij het stansen.
FIGUUR 56
Controle op scheuren en knikken van een flens in een haakse bocht.
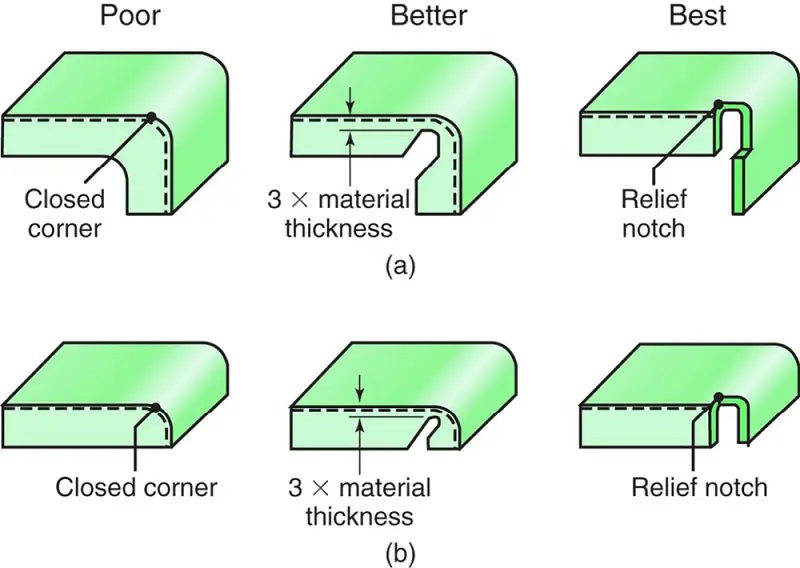
FIGURE 57
Toepassing van inkepingen om scheuren en kreuken te voorkomen bij haakse buigbewerkingen.
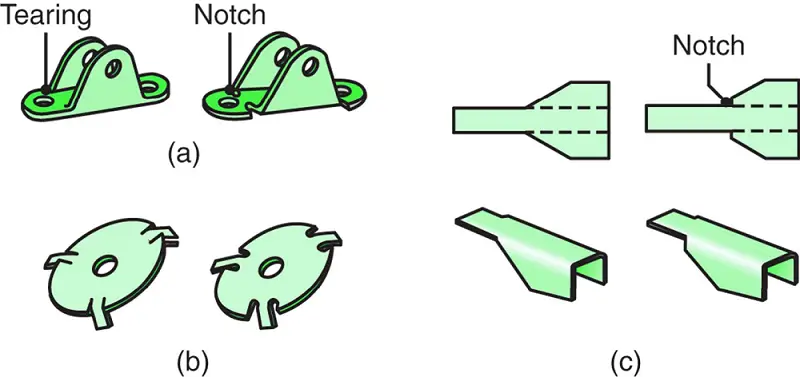
FIGURE 58
Spanningsconcentraties in de buurt van bochten.
(a) Gebruik van een halve maan of oor voor een gat in de buurt van een bocht.
(b) Vermindering van de ernst van de lip in de flens.

FIGURE 59
Toepassing van (a) kerven of (b) reliëf om een scherpe binnenradius te verkrijgen bij het buigen. Tenzij ze goed ontworpen zijn, kunnen deze kenmerken leiden tot breuk.

FIGUUR 60
(a) tot en met (f) Schematische afbeeldingen van soorten persen frames voor plaatvormbewerkingen. Elk type heeft zijn eigen kenmerken op het gebied van stijfheid, capaciteit en toegankelijkheid.
(g) Een grote stempelpers.

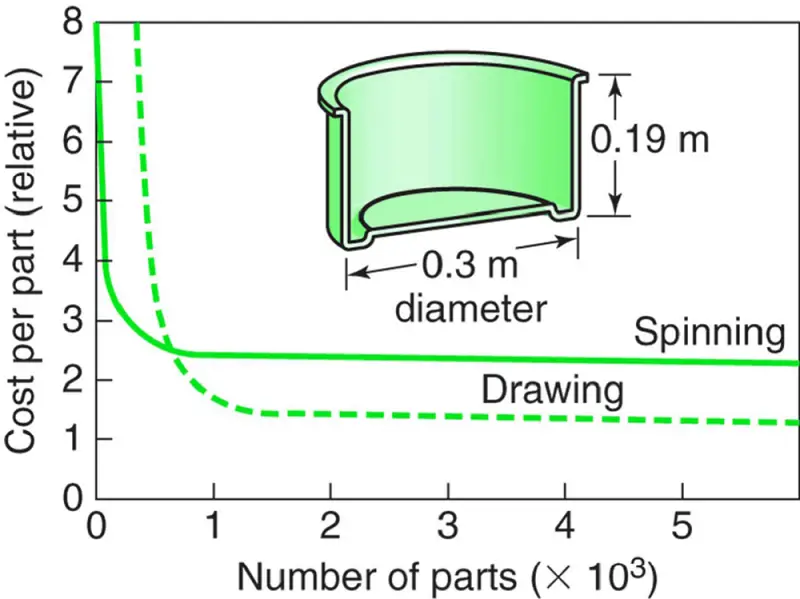
FIGUUR 61
Kostenvergelijking voor de productie van een ronde plaat door conventioneel spinnen of dieptrekken.
Merk op dat voor kleine hoeveelheden spinnen voordeliger is.
P.S: we hebben zojuist de PDF-versie van de plaatmetaal vormingsproces kunt u hier downloaden.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











