Terugvering is een van de meest voorkomende vormen van schroot bij plaatbewerking en een van de technische problemen bij buigprocessen.
Tegelijkertijd is het ook een van de belangrijkste defecten in het stansproces van plaatmetaal, dat de maatnauwkeurigheid en de uiterlijke kwaliteit van de onderdelen ernstig beïnvloedt. Het is een moeilijk te controleren defect in praktische productieprocessen.
1. Terugveringsverschijnsel van plaatmetaal
Terugvering is een omgekeerde elastische vervorming die optreedt tijdens het ontladen. stempelen van plaatmetaal proces.
Terugvering is vooral ernstig tijdens buig- en trekprocessen, wat een aanzienlijke invloed heeft op de maatnauwkeurigheid, productie-efficiëntie en economische voordelen van onderdelen.
2. Mechanisme van terugvering van plaatmetaal
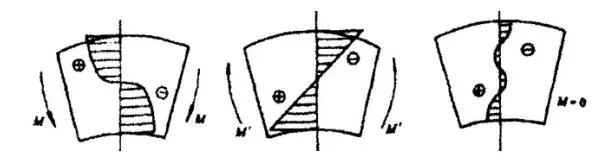
Wanneer een plaatmetaal wordt onderworpen aan een extern buigmoment, ondergaat het eerst een elastische buigvervorming.
In de elastische buigfase is de vervorming van het plaatmetaal minimaal wanneer de buigradius groot is en de binnenste buigradius van het plaatwerk niet samenvalt met de radius van de ponshoek.
In de buigvervormingszone wordt het materiaal aan de binnenzijde van de bocht (dichtbij de stempelzijde) samengedrukt en verkort, en de spanningstoestand is uniaxiale compressie.
De buitenkant van de bocht (bij de matrijskant) van de plaatmetaal wordt uitgerekt en uitgerekt en de spanningstoestand is eenassige spanning.
Van de binnenkant naar de buitenkant van het buigoppervlak neemt de mate van verkorting en verlenging geleidelijk af en er is een laag vezels tussen de twee vervormingszones waar de lengte constant blijft en de rek nul is, de zogenaamde neutrale laag.
Op dezelfde manier is er tussen de overgang van trekspanning naar drukspanning een spanningslaag waar de tangentiële spanning nul is, de zogenaamde neutrale spanningslaag.
Over het algemeen worden deze twee neutrale lagen met verschillende eigenschappen beschouwd als overlappend tot één neutrale laag.
Als het buigmoment toeneemt, neemt de buigvervorming van het plaatmetaal toe en bereikt het metaal aan de binnen- en buitenzijde van de plaat als eerste de vloeigrens.
Het plaatmetaal begint over te gaan van de elastische vervormingsfase naar de elastisch-plastische vervormingsfase en de spanningsverdeling verandert met de toename van het buigmoment.
De plastische vervormingszone breidt zich uit vanaf het oppervlak naar binnen toe en de elastische vervormingszone in het midden van het plaatmetaal neemt geleidelijk af, totdat de gehele doorsnede in de plastische toestand komt.
De tweede afbeelding van Figuur 1 toont de spanningsverandering veroorzaakt door het omgekeerde buigmoment. De derde afbeelding toont de restspanning die terugvering kunnen veroorzaken. De belangrijkste reden voor terugvering bij buigen is de elastische vervorming van het materiaal.
Wanneer het plaatstaal wordt gebogen, wordt de binnenlaag onderworpen aan drukspanning en de buitenlaag aan trekspanning.
Hoewel deze twee spanningen de vloeispanning overschrijden tijdens het elastisch-plastisch buigen, zal er in feite altijd een elastische vervormingszone zijn waar de spanning lager is dan de vloeispanning bij de overgang van trekspanning naar drukspanning.
Door de aanwezigheid van de elastische zone zal het werkstuk onvermijdelijk terugveren na het lossen.
Wanneer de relatieve buigradius groter is, is het aandeel van de elastische vervormingszone groter, waardoor dit soort terugvering significanter wordt.
Om de terugvering intuïtiever uit te leggen, wordt een formule voor de hoeveelheid terugvering geïntroduceerd.
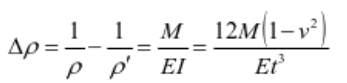
De terugvering is een omgekeerde elastische vervorming die optreedt tijdens het ontladen na het buigen. De klassieke berekeningsformule voor de terugvering van plaatmetaal is:
Waarbij: Δρ de verandering in kromming is; ρ de kromtestraal voor het ontladen is; ρ' de kromtestraal na het ontladen is; M het buigmoment is; E de elasticiteitsmodulus is; I het traagheidsmoment van het gebogen onbewerkte deel is; υ de Poisson-verhouding is; t is het interne buigmoment van het plaatmetaal vóór terugvering.
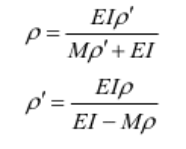
Door de bovenstaande formule te herschikken, kunnen we de relatie verkrijgen tussen de kromtestraal voor en na het lossen:
Uit de relaties tussen de parameters in bovenstaande vergelijking kunnen we zien dat het verschil in krommingsstraal van de gebogen blenk voor en na het ontladen, dat wil zeggen de mate van terugvering, wordt bepaald door het buigmoment M, het traagheidsmoment I van de doorsnedevorm van de blenk, de elasticiteitsmodulus E van het materiaal en de kromtestraal ρ van de buigvervorming.
Hoe groter het buigmoment M dat voor het ontladen op de blenk wordt uitgeoefend, hoe groter de kromtestraal ρ van de buigvervorming.
Hoe kleiner de elasticiteitsmodulus E van het materiaal, hoe groter de terugvering.
Als er twee rechte armdelen zijn aan beide zijden van het gebogen deel, zal het terugveringsfenomeen dat optreedt tijdens het ontladen zich ook manifesteren als een verandering in de hoek tussen de twee rechte armen.
Wanneer elastisch herstel optreedt tijdens het ontladen, verandert de lengte van de neutrale laag in de gebogen blenk niet.
Daarom,
waarbij ρ en ρ' de kromtestralen voor en na het lossen zijn en θ en θ' de hoeken voor en na het lossen.
Om in de praktijk de hoek van het gebogen deel te garanderen, moet bij het ontwerp van de compressiematrijs rekening worden gehouden met de hoek van de bovenste en onderste matrijs.
Omdat er veel factoren zijn die de grootte van de terugveringshoek beïnvloeden, is het erg moeilijk om de grootte nauwkeurig te berekenen. Meestal worden empirische gegevens gebruikt als referentie.
3. Maatregelen om terugvering op te lossen
(1) Kies het juiste materiaal.
In de veronderstelling dat aan de eisen wordt voldaan, moeten materialen met lagere vloeigrenzen en hogere elasticiteitsmoduli zoveel mogelijk worden gebruikt om terugvering te verminderen of te elimineren en een hogere buigkwaliteit te verkrijgen.
Bovendien hebben de diktetolerantie van de blenk, de kwaliteit van de oppervlakteafwerking en de vlakheid allemaal een grote invloed op de buigterugvering. Voor onderdelen met hoge eisen aan buignauwkeurigheid is het extra belangrijk om de selectie van de kwaliteit van de blenk te versterken.
(2) Ontwerp een redelijke onderdelenstructuur.
Kies een kleinere relatieve buigradius. Een kleinere relatieve buigradius vermindert de terugvering.
Over het algemeen wordt ervan uitgegaan dat wanneer de buigradius ≤3-5 keer de dikte van de plaat is, de buigzone van de plaat allemaal in de plastische toestand is gekomen. Een te kleine buigradius kan er echter voor zorgen dat de buigzone barst.
De minimale buigradius van het materiaal die in de huidige literatuur wordt gegeven, is voornamelijk gebaseerd op empirische gegevens en kan worden gebruikt als referentie voor het ontwerpen van de buigradius van het werkstuk.
Verander de vorm van het product zonder de oorspronkelijke productfunctie te veranderen, voer uit flens of vouwen op het gebogen deel, of druk geschikte verstevigingsribben op het buigpunt.
De terugvering wordt beperkt, wat niet alleen de terugvering na het buigen vermindert, maar ook de stijfheid van de onderdelen verbetert.
(3) Ontwerp een redelijk vormgevingsproces.
Corrigeer de bocht.
De terugveerhoek bij gecorrigeerd buigen is aanzienlijk kleiner dan bij vrij buigen en hoe groter de correctiekracht, hoe kleiner de terugvering.
De correctiekracht zal de ponskracht concentreren in de buigvervormingszone, waardoor de binnenste laag metaal gedwongen wordt om geëxtrudeerd te worden.
Nadat de plaat is gecorrigeerd, worden zowel de binnenste als de buitenste lagen uitgerekt en compenseren de terugveringstendensen van de trek- en compressiezones na het ontladen elkaar, waardoor de terugvering vermindert. Deze methode is geschikt voor kleine afgeronde hoeken met een kleine vervormingszone.
Warmtebehandeling.
Voor sommige harde materialen en materialen die koud bewerkt en gehard zijn, gloeien voor het buigen kan de hardheid en vloeispanning verminderen, waardoor de terugvering vermindert. Tegelijkertijd kan het ook de buigkracht en dan na het buigen afschrikken.
Gloeien gebeurt over het algemeen met herkristallisatie, normaalgloeien en heldergloeien. Plaatselijk temperen van de buigdeel van het plaatmetaal kan het vloeipunt verlagen en het doel bereiken om terugvering te elimineren.
Overbuigen.
Tijdens het buigproductieproces zullen door het elastische herstel van het plaatmetaal de vervormingshoek en de krommingsstraal van het plaatmetaal toenemen.
Daarom kan een methode om de vervormingsgraad van het plaatmetaal in de matrijs hoger te maken dan de theoretische vervormingsgraad worden gebruikt om terugvering te verminderen.
Heet buigen.
Verwarmen en buigen kunnen worden gebruikt en de juiste temperaturen kunnen worden geselecteerd op basis van verschillende soorten plaatmetaal. Door voldoende verwekingstijd kan de terugvering worden verminderd.
Trekken.
Onderdelen met relatief grote relatieve buigradii kunnen de methode van graven en buigen gebruiken. Deze methode past tangentiële spanning toe tijdens het buigen van het plaatmetaal om de spanningstoestand en -verdeling binnenin het plaatmetaal te veranderen.
De grootte van de toegepaste trekspanning moet ervoor zorgen dat de totale spanning op elk punt in de buigvervormingszone iets groter is dan de vloeispanning van het materiaal, zodat de volledige doorsnede zich in het plastische trekvervormingsgebied bevindt.
Op deze manier is de spanning-rekrichting van de binnenste en buitenste zones consistent en na het ontladen compenseren de terugveertendensen van de binnenste en buitenste lagen elkaar, waardoor de terugvering vermindert.
Verharding van de binnenhoek.
Er wordt druk uitgeoefend vanaf de binnenkant van het buiggebied om terugvering te voorkomen. Deze methode is effectiever bij symmetrische buigingen aan beide zijden van het plaatmetaal in een U-vormige bocht.
L-vormige bochten produceren soms maatafwijkingen, dus deze methode is niet geschikt voor het vormen van producten die zowel sterkte als elasticiteit vereisen.
Restspanning controleren.
Voeg bij het trekken en vormen lokale convexe vormen (ronde bobbels) toe op het oppervlak van het gereedschap en elimineer de toegevoegde vorm in het daaropvolgende proces om de balans van de restspanning in het materiaal te veranderen om terugvering te elimineren.
(4) Ontwerp een redelijke mold clearance.
Voor U-vormig buigen neemt de terugvering af naarmate de openingsdiepte van de holle matrijs toeneemt en de matrijsspeling afneemt. De matrijsafstand moet tussen 110% en 115% van de plaatdikte worden gehouden voor optimale vervorming en terugveringseffecten.
Voor hoge buignauwkeurigheidseisen kan de enkelzijdige speling van het buigen worden ingesteld op de dikte van de plaat, waarbij iets dunnere buigingen worden gebruikt om terugvering te verminderen.
Trek buigtechnologie of mallen met instelbare speling kunnen ook worden gebruikt om terugvering te verminderen. Let bij V-vormig buigen op het regelen van de hoogte van de gesloten mal.
(5) Kies een redelijke matrijsstructuur.
Gebruik buigmallen van polyurethaanrubber.
Matrijzen van polyurethaanrubber kunnen worden gebruikt voor het buigen van werkstukken met dunne vormstukken.
Omdat polyurethaan rubber buigmallen gelijkmatig druk in alle richtingen kunnen overbrengen en spleetvrij buigen kunnen verkrijgen, sluit het gebogen werkstuk nauw aan op het convexe matrijsoppervlak, waardoor het werkstuk in een 3-weg drukspanningstoestand wordt gebracht. Er kan zelfs een buiging worden verkregen die lijkt op trekken, waardoor de terugvering wordt verminderd en een hoge buigkwaliteit wordt bereikt.
Gebruik schuine wigbuigmallen.
Schuine wigbuigmallen gebruiken de methode van extrusiecorrectie voor het buigen, waarmee over het algemeen gebogen onderdelen van hogere kwaliteit kunnen worden verkregen.
Voor werkstukken met hoge nauwkeurigheidseisen kan de schouder van de mal worden gebruikt om het uiteinde van het gebogen onderdeel in de lengterichting aan te drukken, zodat zowel de binnen- als de buitenzijde van de buigvervormingszone drukspanning ontvangen om terugvering te verminderen.
Compensatiemethode.
Op basis van de richting en grootte van de terugvering van het gebogen deel kunnen de geometrische vorm en grootte van het werkende deel van de matrijs worden geregeld om de terugvering na het buigen te compenseren. Bij buigen onder één hoek wordt de bolle mal verkleind door een terugveringshoek.
Bij het buigen onder een dubbele hoek wordt op de wand van de bolle mal een helling gemaakt die gelijk is aan de terugveringshoek, zodat de terugveringshoek na het buigen overeenkomstig kan worden gecompenseerd, of de bovenplaat en de bodem van de bolle mal worden in een boogvorm gemaakt, zodat het gebogen oppervlak aan de onderkant van het onderdeel na het terugveringen weer recht wordt en de terugvering aan beide kanten wordt gecompenseerd.
De op CAE-technologie gebaseerde compensatie voor de terugvering van plaatmateriaal kan ook worden gebruikt om het CAD-wiskundige model na de terugveringscompensatie te bewerken, waardoor het aantal correcties voor de werkelijke terugvering wordt verminderd.