
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Hoe transformeren nauwkeurige Z-bochten en N-bochten vlak plaatstaal in complexe vormen? Dit artikel gaat in op de essentiële technieken en voorzorgsmaatregelen voor Z- en N-buigen bij plaatbewerking. Je leert over kritische procedures, positioneringsprincipes en speciale bewerkingsmethoden om nauwkeurige en efficiënte resultaten te garanderen bij je metaalbewerkingsprojecten. Krijg inzicht in hoe deze buigtechnieken uw productieprocessen kunnen verbeteren, de productkwaliteit kunnen verhogen en veelvoorkomende valkuilen kunnen vermijden.

Definitie: Het buigproces waarbij een materiaal in een zigzagpatroon wordt gebogen, wordt Z-buigen genoemd.
Standaard buigprocesbereik:
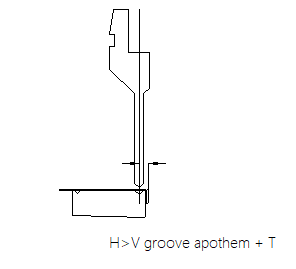
De hoogte van de Z-bocht moet groter zijn dan de som van de hoogte van de V-groef en de dikte van het gebogen materiaal.
H>T+V/2
De minimale verwerkingsgrootte wordt bepaald door het model van de gebruikte machine, terwijl de maximale verwerkingsgrootte beperkt wordt door de vorm van de machinetafel.
Z-buigprocedures
1) Verwerk de L-bocht volgens de verwerkingsmethode voor L-bochten.
2) Positioneer de rand van de L-bocht en verwerk deze in een Z-bocht (of verwerk deze in een Z-bocht door de andere kant van de L-bocht te positioneren).
Principes voor werkstukplaatsing bij Z-buigen
Aandachtspunten voor Z-buigen
1) De buighoek van de L-bocht moet nauwkeurig zijn, over het algemeen tussen 89,5 en 90 graden.
2) De achteraanslag moet naar achteren worden getrokken om te voorkomen dat het werkstuk vervormt tijdens de bewerking.
Algemene verwerkingsmethoden van Z-buigen
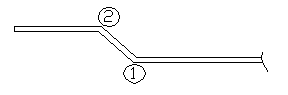
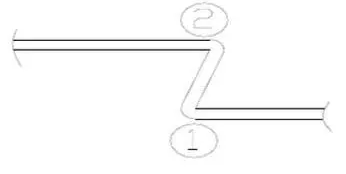
1) Als er een botsing is, buig dan eerst 1 om een grote hoek te vormen, buig dan 2 en druk dan op 1.
2) Als er geen botsing is, buig dan eerst 1 en daarna 2 volgens de algemene Z-buigmethode.
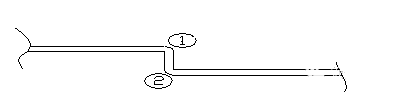
Voor dit type verwerking wordt bocht 2, rekening houdend met de positionering en interferentie, eerst gebogen tot 90 graden, dan ingebracht tot diepte 1 en vervolgens wordt diepte 2 aangevuld.
Speciale verwerkingsmethode van Z-buigen
1) Scheidingsmethode op middellijn (onderste matrijs excentriciteit) - voor monsterverwerking;
2) Vormen met een kleine V-vormige matrijs - voor massaproductie (uitgangspunt is om een coëfficiënt toe te voegen);
3) Verwerking met een geslepen ondermatrijs - toepasbaar in alle gevallen.
1) Verwerking met offsetmatrijs - toepasbaar voor massaproductie binnen het verwerkingsbereik van de stappenschilmatrijs.
2) Vervormen met een zachte matrijs - toepasbaar voor massaproductie.
Definitie: hetzelfde bewerkingsoppervlak twee keer continu bewerken om N buigingen te vormen
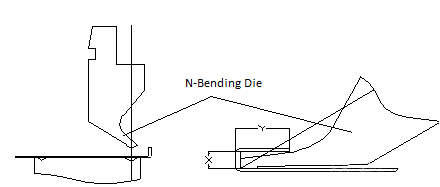
Voorzorgsmaatregelen voor N-buigen
De hoek van de eerste bocht mag niet groter zijn dan 90°.
De achteraanslag voor de tweede bocht moet worden ingesteld op basis van het bewerkte oppervlak.
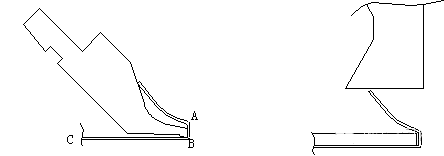
Speciale verwerkingsmethode van N-buigen
Als er een lichte interferentie is met de bovenstempel na het Y-formaat N-buigen, moet het materiaal na het N-buigproces worden afgevlakt met een omvormmatrijs.
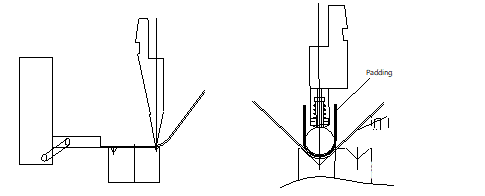
Als er een aanzienlijke interferentie is met de bovenste pons na het buigen van de Y-afmeting N, moet het materiaal eerst worden gebogen naar de botsingspositie na de A-bocht. perslijnen vervolgens gepositioneerd in punt C en gebogen in punt B. Tot slot wordt a omzoommatrijs en opvulling moet worden gebruikt om het materiaal vorm te geven.
Verwerking met een vormstempel en matrijs.

Boogverwerking
Boogbewerking kan worden onderverdeeld in twee categorieën: cirkelsnijden met een buigmodel en cirkelsnijden met een boogmes.
Boogmessen zijn er in twee varianten: vaste en verstelbare.
Voorzorgsmaatregelen
A: Bij bewerking met een 90° lage matrijs kan er onvoldoende bewerking zijn, in welk geval het nodig is om de matrijs handmatig aan te duwen of, indien mogelijk, een 88° lage matrijs te gebruiken.
B: Gebruik een meetapparaat om de maatnauwkeurigheid van het werkstuk te controleren.
C: Als je een boog van 90° verwerkt, moet de lage matrijs een straal van 2 (R + T) hebben.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











