
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Heb je je ooit afgevraagd hoe metalen onderdelen hun ongelooflijke sterkte en duurzaamheid krijgen? Shot peening is de onbezongen held achter veel van de veerkrachtige onderdelen waar we elke dag op vertrouwen. In dit artikel verkennen we de fascinerende wereld van shot peening, een proces dat metalen oppervlakken verbetert door middel van projectielstralen met hoge snelheid. Bereid je voor om te ontdekken hoe deze innovatieve techniek zijn magische werk doet, van het verhogen van de weerstand tegen vermoeiing tot het verbeteren van de slijtvastheid en corrosiebestendigheid. Laten we erin duiken en de geheimen van deze krachtige oppervlaktebehandeling ontdekken!

Shotpeening is een proces dat de mechanische eigenschappen en oppervlaktegesteldheid van werkstukken verbetert door met hoge snelheid zandstoten of ijzershots op het oppervlak in te werken. Dit proces kan de mechanische sterkte, slijtvastheid, weerstand tegen vermoeiing en corrosiebestendigheid van onderdelen verbeteren.
Daarnaast kan shot peening ook worden gebruikt voor het matteren van oppervlakken, ontkalken en het elimineren van restspanningen in processen zoals gieten, smeden en lassen.
Stralen om oude verf en roest van het oppervlak van stalen velgen te verwijderen
Shot peening wordt onderverdeeld in shot peening en shot blasting.
Shot peening
Oppervlaktebehandeling met gritstralen heeft een aanzienlijke slagkracht en zorgt voor een duidelijk reinigingseffect.
De behandeling van werkstukken van dunne plaat door middel van shot peening kan echter gemakkelijk vervorming van het werkstuk veroorzaken, en het stalen shot raakt het oppervlak van het werkstuk, ongeacht het stralen of shot peening, wat leidt tot vervorming van het metalen substraat. Fe3O4 en Fe2O3 hebben geen plasticiteit en ze pellen af nadat ze gebroken zijn. De oliefilm wordt ook vervormd samen met het substraat, dus stralen of luchtstralen voor met olie vervuilde werkstukken kan de olie niet volledig verwijderen.
Van de bestaande oppervlaktebehandelingsmethoden voor werkstukken biedt zandstralen het beste reinigingseffect.

Schot stralen
Stralen is geschikt voor het reinigen van werkstukoppervlakken met hoge normen. De huidige algemene zandstraalapparatuur in China bestaat echter voornamelijk uit eenvoudige en zware zandtransportmachines zoals scharnierdraak, schraper, emmer en elevator.
Gebruikers moeten een diepe put bouwen en een waterdichte laag creëren om de machines te installeren, wat leidt tot hogere bouwkosten, meer werk voor onderhoud en hogere onderhoudskosten.
Bovendien kan de aanzienlijke hoeveelheid kwartsstof die vrijkomt tijdens het zandstralen niet effectief worden verwijderd, wat een ernstige bedreiging vormt voor de gezondheid van de operators en het milieu vervuilt.

Shot peening is onderverdeeld in algemeen shot peening en stress shot peening.
Over het algemeen is de staalplaat is in een vrije toestand en er wordt een stalen shot gebruikt om het oppervlak te raken om voorcompressiespanning op te wekken, waardoor de trekspanning op het oppervlak tijdens het werk vermindert en de levensduur toeneemt.
Bij stress shot peening wordt de staalplaat onder een bepaalde kracht voorgebogen, gevolgd door shot peening.
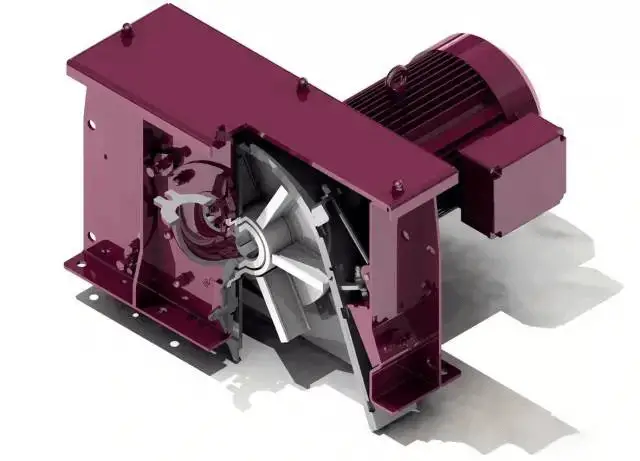
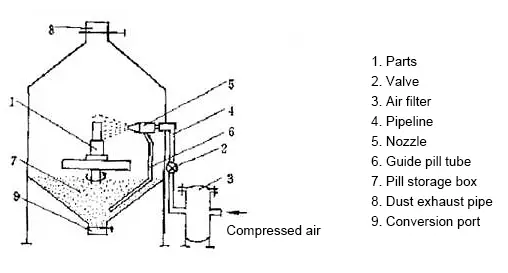
Er zijn twee hoofdtypen shotpeenapparatuur:
Geschikt voor onderdelen die een hoge shotpeening-sterkte, kleine variëteit, grote partij, eenvoudige vorm en groot formaat vereisen.
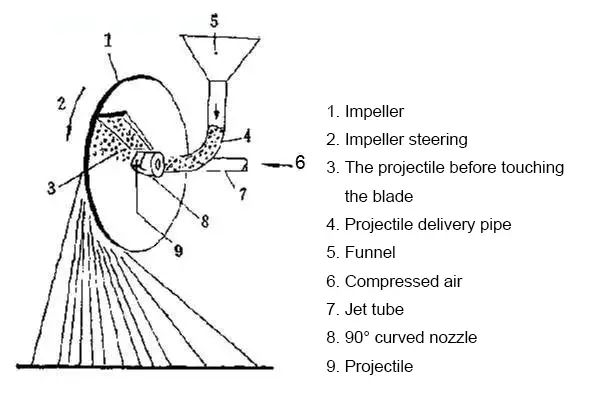
Geschikt voor onderdelen die een gemiddelde shotpeening-sterkte vereisen, complexe vormen en kleine maten.

Gewoonlijk ligt de hardheid van het metaal tussen 40-50 HRC.
Tijdens het verwerken van harde metalen kan de hardheid worden verhoogd tot 57-62 HRC.
Gietstaalschot wordt zeer gewaardeerd om zijn goede taaiheid en wordt veel gebruikt. Het heeft ook een langere levensduur in vergelijking met gietijzerschot, vaak meerdere malen langer.
De hardheid van dit materiaal is meestal 58-65 HRC, waardoor het broos is en snel breekt, wat resulteert in een korte levensduur. Daarom wordt het niet veel gebruikt.
Het wordt echter vooral gebruikt in situaties waar hoge intensiteit shot peening vereist is.

Vergeleken met de vorige twee materialen heeft dit materiaal een lagere hardheid. Het wordt voornamelijk gebruikt voor het verwerken van titaniumaluminium, magnesium en andere materialen die geen ijzerverontreiniging kunnen verdragen.
Daarnaast kan het ook worden gebruikt voor secundaire verwerking na het staal shotpeening om ijzervervuiling te verwijderen en de ruwheid van het oppervlak van onderdelen te verminderen.
De keramische kraal heeft een chemische samenstelling die ruwweg 67% ZrO2, 31% SiO2en 2% Al2O3 als belangrijkste componenten. Het wordt gemaakt via een proces van smelten, verstuiven, drogen, afronden en zeven.
De hardheid van de keramische kraal is vergelijkbaar met die van HRC57-63.
Een van de belangrijkste voordelen is dat het een hogere dichtheid en hardheid heeft dan glas.
In het begin van de jaren 1980 werden keramische parels voor het eerst gebruikt om de sterkte van vliegtuigonderdelen te verbeteren.
In vergelijking met glazen kralen hebben keramische kralen een hogere sterkte, een langere levensduur en een meer betaalbare prijs.
Het gebruik ervan is nu uitgebreid naar de oppervlakteversterking van non-ferrometalen zoals titaniumlegeringen en aluminiumlegeringen.
1. Rechte sproeier
De rechte straalpijp heeft een eenvoudige structuur, de interne structuur bestaat uit slechts twee delen: samentrekking en vlakke sectie.
2. Venturisproeier
De venturisproeier is verdeeld in drie delen: het samentrekkende deel, het rechte deel en het diffusiedeel, dat moeilijker te maken is.
3. Dubbele venturisproeier
Dubbele venturi-sproeiers hebben een voor- en achterkant, met een tussenruimte tussen de twee en verschillende kleine gaatjes rond de tussenruimte.
4. Mondstuk met vierkant gat
In het buitenland is een straalpijp ontwikkeld met vierkante inlaat- en uitlaatuiteinden.
Uit verschillende tests is gebleken dat deze straalpijp efficiënter en kosteneffectiever is dan de venturi-straalpijp.
Shot peening intensiteit
De procesparameters die de sterkte van shot peening beïnvloeden zijn voornamelijk: projectieldiameter, projectielsnelheid, projectielstroom en projectietijd, enz.
Dekkingspercentage
Factoren die de dekkingsgraad beïnvloeden: hardheid van het materiaal van de onderdelen, diameter van het projectiel, spuithoek en -afstand en tijd van het projectiel enz.
Beïnvloedende factoren van ruwheid: de sterkte en hardheid van het materiaal van het onderdeel, de diameter van het projectiel, de spuithoek en -snelheid en de oorspronkelijke oppervlakteruwheid van het onderdeel.
Kenmerken van onderdelen na shotpeening
De restdrukspanning op het oppervlak van het onderdeel na shotpeening, evenals de diepte van de drukspanningslaag, hangen af van de eigenschappen van het materiaal en de sterkte van het pendelen.
Materialen met een hogere sterkte en hardheid resulteren in een grotere drukspanning en een ondiepere drukspanningslaag.
Bovendien zal de drukspanningslaag dieper zijn naarmate de shotpeening sterker is.
Veranderingen in de materiaalorganisatie van de gestraalde oppervlaktelaag
Oppervlakteruwheid na stralen: De ruwheid van het oppervlak na het stralen wordt slechter naarmate de shotpeensterkte toeneemt, de oppervlaktehardheid afneemt en de schotgrootte afneemt.
Groottetoename: Het metaal op het gespoten oppervlak wordt naar buiten geduwd, waardoor kleine metalen golfkammen worden gevormd, wat resulteert in een toename in grootte.

Shot peening kan buigmoeheid in auto-onderdelen voorkomen.
Het kan ook het buigen verbeteren vermoeiingseigenschappen van tandprofielwortels.
Shot peening verbetert de weerstand tegen vermoeiing en verlengt de veilige levensduur van krukassen.
Bovendien verhoogt shotpeening de sterkte en stijfheid van drijfstangen.
Het robuuste shot peening proces kan het buigen verbeteren vermoeiingssterkte en contactvermoeiingssterkte van de tandwieltanden, waardoor het een cruciale methode is voor het verbeteren van het vermogen van tandwielen om slijtage tegen te gaan en de levensduur te verlengen.
Oppervlakte shotpeening is een effectief proces voor oppervlakteversterking dat de weerstand tegen spanningscorrosie en de weerstand tegen waterstofbrosheid breuk in bevestigingsmiddelen.

Glasparelen leidt tot een aanzienlijke verbetering van de betrouwbaarheid en duurzaamheid van het werkstuk.
Door de structuur van het materiaal te veranderen, bereikt oppervlakte shot peening het doel om de vermoeiingsprestaties te verbeteren, inclusief spanningscorrosie, waardoor de kwaliteit van bevestigingsmiddelen verbetert.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











