
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Ooit geworsteld met problemen met terugvering bij het stansen en buigen van metaal? Dit artikel gaat in op praktische technieken om deze veelvoorkomende problemen te minimaliseren en de precisie van je metaalbewerkingsprojecten te verbeteren. Leer meer over de invloed van materiaaleigenschappen, dikte en vorm op terugvering en ontdek effectieve oplossingen zoals het corrigeren van buigen, warmtebehandeling en overbuiging. Deze gids is essentieel voor ingenieurs en fabrikanten die de nauwkeurigheid en kwaliteit van hun gestanste onderdelen willen verbeteren. Duik erin om deze oplossingen te verkennen en uw processen te optimaliseren.

Terugvering wordt gedefinieerd als een gedeeltelijk herstel van de vorm van vervormde onderdelen nadat de belasting is verwijderd.
De vorm en grootte van de onderdelen komen niet overeen met de vorm en grootte van het werkoppervlak van de stansmatrijs, waardoor de onderdelen buiten het tolerantiebereik vallen en de assemblageprecisie van de producten wordt beïnvloed.
In de engineering is het cruciaal om de fouten in het product die veroorzaakt worden door terugvering aan te pakken.
Stempelen resulteert niet alleen in plastische vervorming maar ook in elastische vervorming. Wanneer de vervormingsbelasting wordt losgelaten, springrug optreedt in de onderdelen.
Terugvering is de vervorming die onvermijdelijk optreedt na plaatmetaal is gevormd en het vormdeel uit de mal is gehaald, wat invloed heeft op de uiteindelijke vorm van het onderdeel.
De grootte van de terugvering heeft een directe invloed op de geometrische precisie van het werkstuk en is een moeilijk te overwinnen vormfout in de machinebouw.
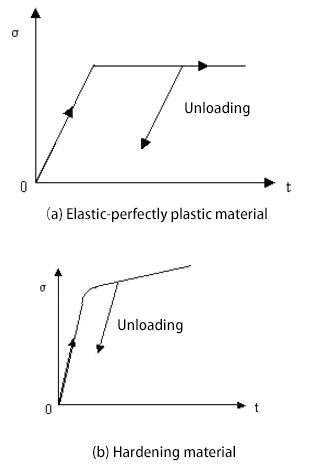
Spanningsveranderingscurve na lossen van belasting
De treksterkte van plaatstaal varieert tussen gewone platen en hoogsterkte platen.
Hoe hoger de rekgrens van het plaatstaal, hoe groter de kans op terugvering.
Onderdelen van dikke platen worden meestal gemaakt van warmgewalst koolstofstaal of warmgewalst laaggelegeerd hogesterktestaal.
In vergelijking met koudgewalste plaatmaterialen hebben warmgewalste plaatmaterialen een slechte oppervlaktekwaliteit, een grote diktetolerantie, onstabiele mechanische eigenschappen en een lage rek.
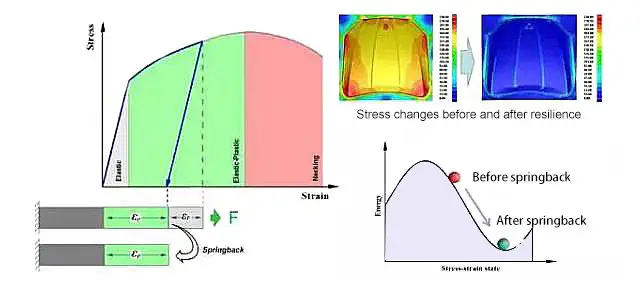
Spanningsveranderingen voor en na terugvering
Tijdens het vervormingsproces heeft de dikte van het plaatmateriaal een aanzienlijke invloed op de buigprestaties. Naarmate de plaatdikte toeneemt, neemt het optreden van terugvering af.
Dit is te wijten aan het feit dat naarmate de plaatdikte toeneemt, ook de hoeveelheid plastische vervorming toeneemt, wat leidt tot een toename van de elastische herstelvervorming. Hierdoor neemt de veerkracht af.
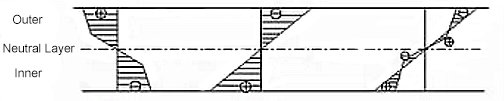
Tangentiële spanning van plaatinterface
Naarmate de sterkte van dikke plaatdelen steeds verder toeneemt, wordt het probleem van de maatnauwkeurigheid als gevolg van terugvering steeds nijpender.
Zowel het ontwerp van mallen als de daaropvolgende ingebruikname van de technologie vereisen kennis van de aard en omvang van de veerkracht van onderdelen om de juiste tegenmaatregelen en herstelacties te kunnen implementeren.
Voor dikke plaatdelen is de verhouding van buigradius naar plaatdikte is meestal klein en de spanning en de veranderingen in de richting van de plaatdikte kunnen niet over het hoofd gezien worden.
De terugvering van onderdelen met verschillende vormen varieert sterk. Onderdelen met complexe vormen vereisen meestal een extra vervormingsproces om terugvering als gevolg van een onvolledig vervormingsproces te voorkomen.
Bepaalde gespecialiseerde vormen, zoals U-vormige onderdelen, zijn echter gevoeliger voor terugvering. Daarom moet er tijdens het vervormingsproces rekening worden gehouden met terugveringscompensatie.
Hoe groter de buigmiddelpunthoek, hoe groter de cumulatieve waarde van de terugvering, wat kan resulteren in een aanzienlijke terugvering.
De vervormingslengte van gestanste onderdelen neemt toe naarmate de buigmiddelpunthoek groter wordt.
De matrijs moet worden ontworpen met een opening die gelijk is aan tweemaal de dikte van het materiaal in het overeenkomstige bewerkingsdeel, en het product moet binnen deze opening passen.
Om een betere materiaalstroom mogelijk te maken, moeten de matrijsdelen ontwikkeld worden nadat de matrijsbewerking voltooid is, vooral in het geval van buigmatrijzen. Hoe groter de speling van het werkende deel, hoe groter de terugvering.
Als het fouttolerantiebereik voor de plaatdikte groter is, zal de terugslag ook groter zijn, waardoor het moeilijk wordt om de matrijsafstand nauwkeurig te bepalen.
De relatieve buigradius is evenredig met de terugveringswaarde. Het resultaat is dat hoe krommer de gestanste onderdelen zijn, hoe kleiner de kans is dat ze doorbuigen.
Het vervormingsproces is een cruciale factor bij het bepalen van de terugveringswaarde.
Over het algemeen heeft corrigerend buigen een beter terugveringseffect dan vrij buigen.
Als hetzelfde bewerkingsresultaat gewenst is voor de productie van een batch gestanste onderdelen, dan is de buigkracht die nodig is voor het corrigeren van buiging is aanzienlijk groter dan die voor vrij buigen.
Als gevolg hiervan zal het eindresultaat verschillen, zelfs als dezelfde buigkracht wordt gebruikt in beide methoden.
Hoe groter de correctiekracht die nodig is om het buigen te corrigeren, hoe kleiner de terugvering van de gestanste onderdelen. Deze correctiekracht verlengt de binnenste en buitenste vezels in de vervormingszone, wat resulteert in het gewenste vervormingseffect.
Wanneer de buigkracht wordt losgelaten, verkorten zowel de binnenste als de buitenste vezels, maar de terugveringsrichting van de binnenste en buitenste vezels is tegengesteld, waardoor de terugvering van gestanste onderdelen enigszins wordt verminderd.
Ten eerste is het qua materialen raadzaam om materialen met een lage vloeigrens te kiezen of de materiaaldikte te vergroten terwijl nog steeds aan de productvereisten wordt voldaan.
Ten tweede speelt bij het ontwerp van gestanste onderdelen de vorm van het onderdeel ook een belangrijke rol bij het bepalen van de terugvering. Bij complexe gestanste onderdelen met een gebogen vorm is het moeilijk om terugvering te elimineren vanwege de complexe spanning in alle richtingen en andere factoren zoals wrijving.
Daarom kan de vorm van het product ontworpen worden door verschillende onderdelen te combineren om het probleem van terugvering in complexe gestanste onderdelen aan te pakken.
Er kan ook een anti-terugveringskraal worden toegevoegd, wat een effectieve oplossing is voor terugveringsfouten. De vorm van het product kan worden aangepast door het aantal anti-terugslagkorrels te verhogen, afhankelijk van het product en de terugveringswaarde.
Tot slot kan het terugveerdefect worden aangepakt door de waarde van de R-hoek van de buigdeel.
Het gebruik van de blenkhouderkracht in het vervormingsproces is een cruciale technologie. Door de blenkhouderkracht voortdurend te optimaliseren, kan de stroomrichting van het materiaal worden aangepast en de inwendige spanning verdeling van het materiaal kan worden verbeterd.
Het verhogen van de blenkhouderkracht zorgt ervoor dat de delen zich vollediger uitstrekken, vooral in de zijwand- en R-hoekpositie. Als ze volledig gevormd zijn, zal het verschil in interne en externe spanning afnemen, wat leidt tot een vermindering van de veerkracht.
Het gebruik van trekkorrels is gebruikelijk in de moderne technologie. Door de trekkralen op de juiste manier te plaatsen, kan de stroomrichting van het materiaal effectief worden veranderd en kan de voedingsweerstand gelijkmatig over het persoppervlak worden verdeeld, waardoor de vervormbaarheid van het materiaal wordt verbeterd.
Door trekparels te plaatsen op onderdelen die gevoelig zijn voor terugvering, wordt de vervorming vollediger en wordt de spanning gelijkmatiger verdeeld, waardoor de terugvering vermindert.
Corrigerende buigkrachten concentreren de impactdruk in de buigvervormingszone, waardoor het binnenmetaal wordt samengedrukt. Na het corrigeren zijn zowel de binnenste als de buitenste lagen uitgerekt en kan de terugveringstendens van de twee gebieden na het ontladen elkaar compenseren, waardoor de terugvering afneemt.
Gloeien voor het buigen kan de hardheid en vloeispanning verminderen, wat niet alleen de terugvering vermindert maar ook de buigkracht verlaagt. Voer na het buigen een hardingsproces uit.
Tijdens het buigproductieproces zullen de vervormingshoek en de radius van plaatmateriaal toenemen als gevolg van elastisch herstel. Om terugvering te verminderen, kan de vervorming van de plaat groter worden gemaakt dan de theoretische vervormingsgraad.
Gebruik warmtebuigen en kies de juiste temperatuur zodat het materiaal voldoende tijd heeft om zacht te worden, waardoor de terugvering afneemt.
De methode bestaat uit het uitoefenen van tangentiële spanning tijdens het buigen van plaatwerk, waardoor de spanningstoestand en -verdeling binnenin het plaatwerk verandert, waardoor het gehele profiel plastische trekvervorming ondergaat. Na het ontladen compenseren de interne en externe terugvering elkaar, waardoor de terugvering vermindert.
De lokale compressietechniek houdt in dat de lengte van de buitenste plaat wordt vergroot door de dikte te verminderen, zodat de terugvering van de binnenste en buitenste lagen elkaar compenseren.
Het buigen wordt in vele keren verdeeld om terugvering te elimineren.
Comprimeer vanaf de binnenkant van het buiggedeelte om terugvering te voorkomen. Als de plaat u-vormig is, is het effect beter omdat beide zijden symmetrisch zijn.
De methode om een onderdeel gedeeltelijk te vervormen door te buigen en dan uit te rekken vermindert de terugvering. Deze methode is effectief voor producten met een eenvoudige tweedimensionale vorm.
Tijdens het strekproces wordt eerst een lokale bolle rompvorm toegevoegd aan het gereedschapoppervlak en vervolgens in een later proces geëlimineerd om de restspanning balans in het materiaal, waardoor terugvering geëlimineerd wordt.
Probeer bij het bewerken van het gereedschapoppervlak het plaatmateriaal een negatieve terugvering te laten vertonen. Na terugkeer van de bovenste matrijs zullen de onderdelen door terugvering de gewenste vorm krijgen.
De vorm- en maatfouten die worden veroorzaakt door terugvering kunnen worden gecorrigeerd door elektromagnetische pulsen te gebruiken om in te werken op het materiaaloppervlak.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











