Wat maakt speciaal smelten zo cruciaal in de moderne industrie? Dit proces is essentieel voor de productie van staal en legeringen van hoge kwaliteit die worden gebruikt op veeleisende gebieden zoals lucht- en ruimtevaart en elektronica. Conventionele methoden voldoen niet aan de strenge eisen van deze toepassingen, waardoor geavanceerde technieken zoals inductiesmelten, elektroslakmetallurgie en vacuümboogomsmelten nodig zijn. In dit artikel leer je meer over de verschillende speciale smeltmethoden en hun unieke voordelen, zodat je hun cruciale rol in de productie van superieure metaalproducten beter begrijpt.
Speciaal smelten is een speciale en effectieve methode om speciaal staal, hoge-temperatuurlegeringen, precisielegeringen en hooggelegeerde staalsoorten te produceren.
Metalen materialen vertegenwoordigd door staal zijn op grote schaal gebruikt in de nationale economie, de nationale defensie de bouw, wetenschappelijke en technologische gebieden, enz.
De snelle vooruitgang in de hedendaagse elektronische technologie, ruimtevaarttechnologie, navigatie- en energietechnologie en andere gebieden heeft steeds hogere eisen gesteld aan de kwaliteit en variëteit van staal en legeringen.
Het is bijvoorbeeld vereist dat staal of legeringen betrouwbaar kunnen werken onder omstandigheden van hoge temperatuur, hoge druk, hoge snelheid, dynamische belasting, hoge straling en zeer corrosief medium.
Conventionele smeltmethoden zoals convertor, open haard en vlamboogoven zijn echter moeilijk om aan de werkelijke eisen te voldoen en kunnen geen producten van zo'n hoge kwaliteit leveren, waarvoor speciale smeltmethoden moeten worden gebruikt.
Veelgebruikte speciale smeltmethoden zijn inductiesmelten, elektroslakmetallurgie, plasmaboog smelten, vacuüm boog hersmelten en elektronenstraal smeltproces.
(1) Inductiesmelten
Inductiesmelten is een methode om metalen te verhitten en te smelten volgens het principe van elektromagnetische inductie.
Volgens de frequentie kan het worden onderverdeeld in hoogfrequent-, middenfrequent- en hoogfrequent-ovens; volgens de atmosfeer en structuur kan het worden onderverdeeld in vacuüminductieovens en plasma-inductieovens en andere ovens voor verschillende doeleinden.
Hoogfrequent ovens worden voornamelijk gebruikt voor laboratoriumonderzoek, terwijl middenfrequent ovens voornamelijk worden gebruikt voor de productie van staal en legeringen van hoge kwaliteit, met de voordelen van een hoge smeltsnelheid, hoge productie-efficiëntie, sterk aanpassingsvermogen, flexibel gebruik, goed elektromagnetisch roereffect en gemakkelijke opstartbediening.
Momenteel is smelten in een inductieoven een belangrijke methode geworden voor het produceren van speciale legeringen zoals speciaal staal, precisielegeringen, legeringen voor elektrische verwarming, legeringen voor hoge temperaturen en corrosiebestendige legeringen.
(2) Elektroslakmetallurgie
Elektroslakmetallurgie is een speciale smeltmethode waarbij de warmte die wordt opgewekt door de slakweerstand die wordt veroorzaakt door de stroom die door de vloeibare slak gaat, wordt gebruikt om het metaal te verwarmen en te verfijnen.
De kern is het hersmelten met elektroslak (ESR), dat tot doel heeft staal en legeringen verder te zuiveren en de kristalstructuur van ingots te verbeteren op basis van een eerste raffinage, waardoor metaalproducten van hoge kwaliteit worden verkregen.
Omsmelten met elektroslak is geschikt voor de productie van middelgrote en grote smeedstukken. Het product na het hersmelten heeft een laag fosfor- en zwavelgehalte, een laag niet-metalen insluitingen, dichte structuur van de omgesmolten staaf en gieten zonder krimp, waardoor de kwaliteit van het product sterk verbetert, evenals de mechanische eigenschappen, verwerkingsprestaties en bruikbaarheid.
(3) Vacuümboogsmelten
Vacuümboogsmelten kan een smelttoestand met een laag zuurstofpotentiaal en een hoge temperatuur creëren, zodat het al in de vorige eeuw werd gebruikt voor het smelten van vuurvaste of oxideerbare metalen zoals platina, tantaal en wolfraam.
Met de ontwikkeling van de mechanische industrie is de vacuüm-elektrode-omsmeltmethode met succes toegepast op de productie van titanium en zijn legeringen, precisielegeringen, hoge-temperatuurlegeringen en vuurvaste metalen.
Deze smeltmethode ontwikkelde zich snel in de jaren 1940 en 1950, met steeds grotere capaciteiten. Tot op de dag van vandaag is het smelten met vacuümboog bij het smelten van speciale metalen nog steeds een van de belangrijkste methoden voor hersmelten en raffineren.
(4) Smelten met elektronenstralen
Electron-beam remelting (EBM) is een smeltmethode die gebruik maakt van een elektronenkanon dat elektronenbundels met hoge snelheid uitzendt als warmtebron om metalen te smelten onder omstandigheden van hoog vacuüm.
Het begon met het smelten van vuurvaste metalen (tantaal, niobium, hafnium, wolfraam, molybdeen, enz.) en is nu uitgebreid naar de productie van halfgeleidermaterialen, hoogwaardige magnetische legeringen en sommige speciale staalsoorten zoals draagstaalcorrosiebestendig roestvrij staal en puur ijzer met ultralaag koolstofgehalte.
Daarnaast kunnen elektronenstraalovens ook worden gebruikt voor het smelten van bepaalde hittebestendige legeringen, met name wolfraam- en molybdeenhoudende legeringen met niobium of tantaal als hoofdbestanddeel.
(5) Plasmaboog smelten
Plasmasmelten is een nieuwe smeltmethode waarbij een plasmaboog als warmtebron wordt gebruikt om metalen te smelten, te verfijnen en opnieuw te smelten.
De potentiële voordelen van het gebruik van een plasmaboog als metallurgische warmtebron zijn: geconcentreerde energie, hoge temperatuur (5000-300.000 K), snelle ionenstroom (100-500 m/s), snelle verwarming en snelle reactie, enz. Het gas bevindt zich in een geïoniseerde toestand en de reactieactiviteit is sterk.
Het gas kan worden geselecteerd op basis van de behoeften, zoals het gebruik van reducerende gassen (waterstof, koolmonoxide, alkanen en alkenen, enz.) om de lading direct te reduceren of te verfijnen, en het kan ook desoxideren om de ingots vrij te maken van resterende desoxidatieproducten.
Onder invloed van een plasmaboog op hoge temperatuur vervliegen onzuiverheden zoals S, P, Pb, Bi, Sn en As gemakkelijk. Het kan smelten metalen materialen en smelten ook niet-metalen materialen.
1.2 Belangrijkste producten van de speciale smelterij
Speciaal smelten is een speciale en effectieve methode voor het produceren van geavanceerde legeringen zoals speciaal staal, hoge-temperatuurlegering, precisielegering, hooggelegeerd staal, vuurvaste metalen en legeringen, titanium en titaanlegeringen, elektrische verwarmingslegeringen, enz.
(1) Precisielegering, een soort metaal en legering met speciale fysische eigenschappen, wordt voornamelijk gebruikt voor de productie van belangrijke materialen zoals precisie-instrumenten, besturingen, telemetrie, elektrische apparaten, accessoires en elektronische apparaten in de lucht- en ruimtevaart en sensoren en transducers in wapensystemen, op basis van de fysische eigenschappen in plaats van structurele componenten.
In China wordt de letter "J" voor een nummer gebruikt om de legeringscategorie aan te geven. Zo staat "1J" voor een zachte magnetische legering, "2J" voor een permanente magnetische legering, "3J" voor een elastische legering, "4J" voor een thermische expansielegering, "5J" voor een thermische bimetaal en "6J" voor een weerstandslegering.
(2) Hoge-temperatuur legering (hoge temperatuurbestendige legering of hittebestendige superlegering) is een belangrijke metaalmateriaal voor gasturbines in de luchtvaart, gasturbines in schepen en raketmotoren. Het heeft een hogere weerstand tegen kruipvervorming en kruipbreuk, evenals weerstand tegen corrosie en thermische schokken.
1.3 Indicatoren voor kwaliteitsevaluatie bij het smelten van staal en legeringen
(1) Componentcontrole:
Naast het controleren van C, Mn, Si, P, S, die meestal worden gecontroleerd bij staalproductie, omvat componentcontrole ook het controleren van legeringselementen zoals Cr, Ni, Mo, W, Nb, V, Al, Ti, en sporenelementen B, Ce, La, Zr, Mg, Ca, Hf, Y, Sm. Of de samenstelling optimaal gecontroleerd kan worden, hangt grotendeels af van het smeltproces.
(2) Zuiverheid:
De zuiverheid van staal en legeringen verwijst naar de hoeveelheid schadelijke onzuiverheden en het gasgehalte, en omvat voornamelijk de volgende aspecten.
1. Niet-metaalhoudende onzuiverheden
Niet-metaalverontreinigingen zijn meestal S, P, Ce, Br, I, enz. Verschillende staalsoorten hebben verschillende vereisten voor het S- en P-gehalte.
Bijvoorbeeld, voor gewoon staal, w(S)≤0.055%, w(P)≤0.045%; voor hoogwaardig staal, w(S)≤0.045%, w(P)≤0.040%; voor gelegeerd staalzijn zowel S als P kleiner dan 0,04%; voor geavanceerd staal van hoge kwaliteit, w(S)≤0,030%, w(P)≤0,035%; terwijl voor sommige legeringen bij hoge temperatuur, w(S)≤0,030%.
Voor Ce, Br, I, enz. bepalen sommige technische normen dat ze lager moeten zijn dan 0,0025%.
2. Gas
Over het algemeen geldt dat hoe lager het gehalte aan zuurstof, waterstof en stikstof in staal en legeringen, hoe beter hun prestaties.
3. Niet-metalen insluitsels
De invloed van niet-metalen insluitingen op de prestaties van staal en legeringen is niet alleen gerelateerd aan hun hoeveelheid, maar ook aan hun type, grootte, morfologie en distributie.
Daarom zijn de inhoud en de distributiestatus van niet-metalen insluitingen een van de belangrijke indicatoren voor het evalueren van de kwaliteit van staal en legeringen en conventionele inspectie maakt gebruik van de standaard methode voor het vergelijken van kwaliteiten.
4. Metalen onzuiverheden
Met metaalonzuiverheden worden voornamelijk Pb, Sn, As, Sb, Bi en andere sporenelementonzuiverheden in staal en legeringen bedoeld. Het gehalte aan metaalverontreinigingen heeft een aanzienlijke invloed op de prestaties van staal en legeringen.
5. Gietstructuur
De gegoten structuur van stalen en gelegeerde ingots heeft een belangrijke invloed op de plasticiteit van ingots bij warm werken en de mechanische eigenschappen van staal.
De gegoten structuur van goede metallurgische producten moet aan de volgende voorwaarden voldoen: de specificaties voldoen aan de eisen; de oppervlaktekwaliteit is goed; de krimp is klein; de ingot is dicht; de samenstelling en de organisatiestructuur zijn uniform, de segregatiegraad is klein; de kristalstructuur is goed.
1.4 Invloed van het proces op de microstructuur en eigenschappen van staal en legeringen
(1) Componentcontrole beïnvloedt de prestaties van staal en legeringen.
Verschillende smeltmethoden hebben verschillende niveaus van componentcontrole, waarbij vacuümovens beter zijn in het controleren van gemakkelijk oxideerbare elementen en elektroslakomsmelting minder verlies van vluchtige elementen heeft.
(2) Zuiverheid beïnvloedt de prestaties van staal en legeringen.
Vacuümsmelten heeft een laag gehalte aan schadelijke metaalonzuiverheden en zuurstof, en hersmelten met elektroslak heeft een goed ontzwavelingsvermogen en verwijdert oxide insluitingen.
(3) Het beheersen van de microstructuur beïnvloedt de prestaties van staal en legeringen.
Elektroslak hersmelting ingots hebben een zuilvormige kristalas ontwikkeling en lage porositeit segregatie.
2. Smelten in een inductieoven
2.1 Inductieoven Werkingsprincipe en Uitrusting
2.1.1 Werkingsprincipe van inductieoven
Alle soorten inductieovens, ongeacht of ze kern- of kernloos zijn en of ze werken op lage frequentie, middenfrequentie of hoge frequentie, hun basiscircuit bestaat uit een variabele voeding, condensatoren, een inductiespoel en metaalovenmaterialen in de smeltkroes (Figuur 2-1).
(1) Principe van inductieverwarming
Het principe van inductieverwarming is gebaseerd op de volgende twee basiswetten van elektriciteit: ten eerste, de wet van Faraday van elektromagnetische inductie.
E=B-L-v-sin∠(v-B) (2-1)
waarbij L de lengte van de draad in het magnetische veld is;
(v-B) is de hoek tussen de richting van de magnetische inductiesterkte en de snelheidsrichting.
De andere fundamentele wet is de wet van Joule-Lenz. Deze wet is ook bekend als het principe van elektrisch thermisch effect. De wet van Joule-Lenz kan worden uitgedrukt in de vorm van vergelijking (2-3):
Q = I2 R t (2-2)
waarbij Q de Joule-Lenz-warmte is, in J; I de stroomsterkte, in A;
R is de weerstand van de geleider, in Ω; t is de tijd dat de geleider onder spanning staat, in s.
Wanneer een wisselstroom met een frequentie van f door de inductiespoel van een kernloze inductieoven stroomt, wordt er een wisselend magnetisch veld opgewekt in de ruimte rondom de inductiespoel en de omgeving.
De polariteit, magnetische inductiesterkte en frequentie van het wisselend magnetisch veld veranderen met de wisselstroom die dit wisselend magnetisch veld opwekt. Als de smeltkroes bekleed is met de inductiespoel en gevuld is met metaalovenmaterialen, zal een deel van de magnetische veldlijnen van het wisselend magnetisch veld door de metaalovenmaterialen gaan.
De afwisseling van de magnetische veldlijnen komt overeen met de relatieve beweging van de snijdende magnetische veldlijnen tussen de metaalovenmaterialen en de magnetische veldlijnen.
Daarom zal er een geïnduceerde elektromotorische kracht (E) worden opgewekt in de metaalovenmaterialen en de grootte daarvan kan worden bepaald met de volgende vergelijking:
E = 4,44 Ф- f - n (2-3)
waarbij Ф de magnetische flux van het wisselend magnetisch veld in de inductiespoel is, in Wb;
f is de frequentie van de wisselstroom, in Hz;
n is het aantal windingen van de lus die gevormd wordt door de ovenmaterialen, meestal n=1;
Uit de bovenstaande vergelijking kan worden afgeleid dat om een grotere geïnduceerde spanning in de ovenmaterialen te genereren, theoretisch de magnetische flux, frequentie en het aantal windingen kan worden verhoogd.
Echter, aangezien de magnetische veldlijnen die worden gegenereerd nadat de inductiespoel is bekrachtigd, door lucht moeten gaan (in het geval van een kernloze inductieoven), en lucht een hoge magnetische reluctantie heeft, is de magnetische flux relatief klein, waardoor het moeilijk is om de magnetische flux te verhogen, en het aantal windingen van de ovenmaterialen is over het algemeen gelijk aan l.
Om de geïnduceerde spanning te verhogen, is het daarom beter om de frequentie te verhogen.
Aangezien de metaalovenmaterialen zelf een gesloten lus vormen, is de geïnduceerde stroom (I) die in de metaalovenmaterialen wordt gegenereerd:
waarbij R de effectieve weerstand van het metaalovenmateriaal is, in Ω;
De opwarmsnelheid van het ovenmateriaal hangt af van de geïnduceerde stroom, de effectieve weerstand van het ovenmateriaal en de inschakeltijd. De geïnduceerde stroom hangt af van de grootte van de geïnduceerde elektromotorische kracht, dat wil zeggen de grootte van de magnetische flux die door het ovenmateriaal stroomt en de frequentie van de wisselstroom die er doorheen gaat. De grootte van de geïnduceerde stroom hangt af van de grootte van het blok ovenmateriaal.
(2) Elektromagnetisch roeren
Wanneer een geïnduceerde stroom door het ovenmateriaal vloeit, zal het onvermijdelijk onderworpen worden aan elektromagnetische krachten, waardoor een gerichte beweging van het metaalovenmateriaal ontstaat; dit is het "elektromagnetische roereffect". De voordelen zijn als volgt:
1) gelijkmatige temperatuur van de metaalvloeistof.
2) Homogeniseren van de metaalvloeistof.
3) Verbetering van de kinetische voorwaarden van fysische en chemische reacties.
2.1.2 Inductieoven Werkapparatuur
Inductieovens kunnen worden onderverdeeld in twee types: kernloze en kerntypes, waarbij de laatste zelden worden gebruikt in de staalproductie en hier niet zullen worden besproken. Kernloze inductieovens kunnen over het algemeen worden onderverdeeld in drie types op basis van de stroomfrequentie: de lijnfrequentie-oven (met een frequentie van 50 of 60 Hz) die via een transformator rechtstreeks is aangesloten op het elektriciteitsnet en voornamelijk wordt gebruikt voor het smelten van gietijzer; de hoogfrequentie-oven (met een frequentiebereik van 10 kHz tot 300 kHz) die een hoogfrequente elektronische buisoscillator gebruikt en voornamelijk wordt gebruikt voor klein laboratoriumonderzoek; en de middenfrequentie-oven (met een frequentiebereik van 150 Hz tot 10000 Hz) die een middenfrequentie-generatorset, tripler of thyristor statisch gebruikt. frequentieregelaar.
De complete uitrusting voor inductieovens met middenfrequentie omvat: de voeding en het elektrische besturingsgedeelte, het ovenlichaam, het transmissieapparaat en het waterkoelsysteem.
2.2 Kenmerken van smelten in een inductieoven
(1) Elektromagnetische inductieverwarming. Omdat de verwarmingsmethode anders is, hebben inductieovens geen grafietelektroden nodig die nodig zijn voor vlamboogverwarming, noch gelokaliseerde oververhittingszones onder de vlamboog, waardoor de mogelijkheid van elektrodekoolstoftoename geëlimineerd wordt. Inductieovens kunnen staal met een laag koolstofgehalte en legeringen smelten die moeilijk te smelten zijn in vlamboogovens, waardoor gunstige omstandigheden worden gecreëerd voor het produceren van producten met een laag gasgehalte.
(2) Er is een bepaald niveau van elektromagnetisch roeren in het smeltbad. Het roeren van het metaal door elektromagnetische inductie bevordert een uniforme samenstelling en temperatuur, insluitingscoalescentie, groei en drijfvermogen in staal. Het verlies van legeringselementen tijdens het smeltproces van de inductieoven is relatief klein, dus de voorspelde samenstelling is nauwkeuriger, wat bevorderlijk is voor de componentcontrole en de smelttijd verkort.
(3) De verhouding van het smeltbadoppervlak is klein. Dit is gunstig voor het verminderen van het verlies van gemakkelijk geoxideerde elementen in het gesmolten metaal en het verminderen van gasabsorptie. Daarom hebben inductieovens relatief gunstige omstandigheden gecreëerd voor het smelten van hooggelegeerd staal en legeringen, vooral die met titanium, aluminium of boor. Het is echter gevoelig voor slechte vloeibaarheid, lage reactiesterkte, wat niet bevorderlijk is voor de metallurgische reactie op het grensvlak van slak en staal. Om deze reden zijn de vereisten voor grondstoffen in inductieoven smelten relatief streng.
(4) Gemakkelijke aanpassing van het ingangsvermogen. Tijdens het smeltproces van de inductieoven kan het ingangsvermogen gemakkelijk worden aangepast. Daarom kan de smelttemperatuur van het smeltbad nauwkeuriger worden geregeld, kan de oven worden geïsoleerd en kan het staal meerdere keren worden geproduceerd, waardoor de voorwaarden worden gecreëerd voor het smelten van producten met verschillende samenstellingen in één batch.
(5) Dezelfde stroombron kan stroom leveren aan verschillende ovens met verschillende capaciteit (maar niet tegelijkertijd), dus de flexibiliteit van inductieovens is groter dan die van vlamboogovens als het gaat om smeltcapaciteit.
(6) Hoog thermisch rendement. De verwarmingsmethode van inductieovens en het kleine oppervlak resulteren in minder warmteverspreiding, waardoor de thermische efficiëntie van inductieovens hoger is dan die van vlamboogovens. Het elektrische rendement van inductieovens is echter lager dan dat van vlamboogovens, dus het totale rendement van de twee soorten elektrische ovens is vergelijkbaar.
(7) Minder rook en weinig milieuvervuiling. Bij het smelten in inductieovens zijn er in principe geen vlammen of verbrandingsproducten.
(8) Verbruikt meer vuurvast materiaal dan vlamboogovens en heeft een kortere levensduur van de smeltkroes. De behoefte aan vuurvaste materialen in de smeltkroes is hoog, dus de kosten van vuurvaste materialen per ton staal zijn ook hoger dan die van vlamboogovens.
2.3 Beginselen van het smelten in een inductieoven
2.3.1 Oxidatie en desoxidatie van elementen
Zuurstof komt in twee toestanden voor in gesmolten staal. De ene is opgeloste zuurstof, weergegeven door [O], en de oplosbaarheid ervan neemt toe met het stijgen van de temperatuur. De andere is zuurstof die bestaat in de vorm van insluitingen in het gesmolten staal. Als er desoxiderende elementen in het gesmolten staal aanwezig zijn, verbindt de opgeloste zuurstof in het gesmolten staal zich met deze elementen tot oxide insluitingen. De bronnen van zuurstof in gesmolten staal zijn voornamelijk de invasie van zuurstof uit de atmosfeer tijdens het smelten en gieten, zuurstof die wordt aangevoerd met grondstoffen en zuurstof die binnenkomt uit vuurvaste materialen.
(1) Desoxidatievermogen van elementen
De moeilijkheidsgraad van oxidatie van verschillende elementen wordt de oxidatietoestand genoemd, ook bekend als het desoxidatievermogen. Het verwijst naar het resterende zuurstofgehalte opgelost in het staal in evenwicht met een bepaalde concentratie van desoxiderende elementen bij een bepaalde temperatuur en druk. Hoe lager het zuurstofgehalte, hoe sterker het desoxidatievermogen van dit element. De algemene formule voor de deoxidatiereactie van een element is:
x[M]+y[O]=MxOy (2-5)
Als metaaloxiden worden beschouwd als zuivere stoffen die niet oplosbaar zijn in gesmolten staal en het gehalte aan metalen onderdelen en zuurstof is laag in het gesmolten staal, dan hebben we:
In de formule is aMxOy de activiteit is van het oxide dat wordt verkregen door deoxidatie van het element, a[M] staat voor de activiteit van het desoxiderende element in staal, en a[O] staat voor de activiteit van zuurstof in staal. Als het deoxidatieproduct een zuiver oxide is of in verzadigde toestand, is eenMxOy gelijk aan 1. Als fM=1, f0=1, of fMx.f0y=constant, dan,
Zij KM = 1/K. Dan is KM = [%M]x.[%O]y (2-8).
De grootte van KM kan worden gebruikt om het vermogen van een element om te deoxideren te bepalen. Hoe kleiner de waarde van KM, hoe sterker het desoxidatievermogen van het element. Figuur 2-7 en Tabel 2-8 geven een vergelijking van de desoxidatie eigenschappen van elementen in gesmolten ijzer en nikkel bij een temperatuur van 1600℃. In het algemeen is in gesmolten ijzer bij 1600℃ de volgorde van desoxidatievermogen van sterkst naar zwakst: Ba → Ca → Ce → La → Mg → Zr → Al → Ti → B → Si → Mn → W → Fe.
(2) Deoxidatie-effecten en beïnvloedende factoren van elementen
1. Affiniteit van elementen met zuurstof: Hoe sterker de affiniteit van een element met zuurstof, hoe groter het deoxidatievermogen, wat voordeliger is voor het verbeteren van het deoxidatie-effect.
2. Fysische eigenschappen van desoxiderende elementen: Deze omvatten het smeltpunt, het soortelijk gewicht, het kookpunt (dampdruk) en de oplosbaarheid in staalvloeistof.
3. Fysische kenmerken van deoxidatieproducten: Het smeltpunt, soortelijk gewicht, interfaciale spanning van staalvloeistof, het vermogen om vloeibare composietoxiden met een laag smeltpunt te vormen met oxiden met een hoog smeltpunt, evenals de oplosbaarheid in staalvloeistof, hebben allemaal een aanzienlijke invloed op het deoxidatie-effect.
(3) Kenmerken van desoxiderende elementen en samengestelde desoxidanten:
1. Aluminium deoxidatie en gelijktijdige deoxidatie met aluminium, mangaan, of silicium en mangaan: Aluminium is een sterke deoxidator met een hoge affiniteit voor zuurstof, maar zijn deoxidatievermogen is lager dan dat van calcium, magnesium, barium en zeldzame aardelementen, en hoger dan dat van silicium, mangaan, titanium en andere elementen.
2. Eigenschappen van calcium en calciumlegeringen voor deoxidatie: Calcium is een zeer sterk deoxidatiemiddel en ook een zeer effectief ontzwavelingselement. Vanwege zijn lage kookpunt (1484℃) bestaat het echter in dampvorm in gesmolten ijzer, waardoor het minder effectief is. Bovendien is de oplosbaarheid van calcium in gesmolten ijzer erg laag, wat van invloed is op de deoxidatie- en ontzwavelingseffecten, waardoor het minder efficiënt kan worden gebruikt.
2.3.2 Diffusiedeoxidatie en precipitatiedeoxidatie
(1) Diffusie Desoxidatie
Principe van diffusie deoxidatie: Volgens de wet van de energieverdeling kan zuurstof tijdens diffusie-oxidatie tegelijkertijd oplossen in zowel slak als staalvloeistof. Bij een bepaalde temperatuur bestaat de volgende evenwichtsrelatie:
(FeO) = Fe(l) + [O] (2-9)
Op dat moment moet de verhouding van de zuurstofconcentratie tussen slak en staalvloeistof constant zijn, dat is
Factoren die diffusie deoxidatie beïnvloeden:
a) Het effect van de temperatuur op de diffusie deoxidatie efficiëntie. Het effect van de temperatuur op het maximale verzadigde zuurstofgehalte in gesmolten ijzer is tweeledig en het verband wordt uitgedrukt met de volgende formule: Log [%O]verzadigd = -6320/T + 2,734 (2-11).
b) De invloed van de contactomstandigheden met staalslak.
c) De invloed van de slakkensamenstelling.
(2) Precipitatie deoxidatie:
Principe van precipitatie deoxidatie: Precipitatie-deoxidatie verwijst naar de toevoeging van elementen aan gesmolten staal met een grotere zuurstofaffiniteit dan ijzer, met als doel te reageren met opgeloste zuurstof om een oxide te vormen dat onoplosbaar is in gesmolten staal. Het oxide wordt dan door drijfvermogen uit het gesmolten staal verwijderd, waardoor het zuurstofgehalte van het gesmolten staal daalt.
Soorten en toepassingsgebieden van precipitatie-desoxidatiemiddelen: Veelgebruikte precipitatie-ontoxidatoren zijn voornamelijk zuivere metaal-ontoxidatoren, nikkel-gebaseerde ontoxidatoren, aluminium-gebaseerde ontoxidatoren, silicium-mangaan-gebaseerde en silicium-calcium-gebaseerde ontoxidatoren. Door gebruik te maken van samengestelde desoxidatiemiddelen die sterke desoxiderende elementen zoals calcium, barium en magnesium bevatten om het totale zuurstofgehalte te verlagen, kan een staalvloeistof met een totaal zuurstofgehalte van ≤0,003% worden verkregen. Alleen door het gecombineerde gebruik van verschillende ontoxiderende elementen kan zeer zuiver staal worden verkregen.
2.3.3 Ontzwaveling van legeringen
In wezen houdt legeringontzwaveling in dat opgeloste zwavel in gesmolten ijzer wordt omgezet in een verbinding met een hoog smeltpunt (zoals CaS, MgS, CeS) of een sulfideoxide. De oplosbaarheid van deze sulfiden in gesmolten ijzer is veel lager dan die van ijzersulfide, waardoor de zwavel uit het staal wordt verwijderd of gedispergeerd. De belangrijkste methoden voor ontzwaveling zijn het gebruik van raffinagemiddelen of slakreactie.
(1) Ontzwaveling raffinagemiddel
Het basisprincipe van de ontzwaveling van raffinagemiddelen is het gebruik van stoffen met een hoge affiniteit voor zwavel om sulfiden te vormen. Deze sulfiden zijn onoplosbaar of hebben een zeer lage oplosbaarheid in gesmolten ijzer en hebben een lagere dichtheid dan de vloeistof van de legering. De relatieve affiniteit van verschillende elementen voor zwavel kan worden gemeten aan de hand van de standaard vrije energieverandering van elk element dat reageert met 1 mol zwavel. Hoe kleiner de waarde van de standaard vrije energie bij dezelfde temperatuur, hoe groter de affiniteit tussen het element en zwavel. De relatieve affiniteit van verschillende elementen met zwavel neemt af in de volgorde La, Ca, Ba, Mg, Mn, Fe.
(2) Ontzwaveling door slakreactie
Slakkenreactie-ontzwaveling kan alleen worden uitgevoerd in een alkalische inductieoven. Het ontzwavelingsproces kan worden onderverdeeld in de volgende drie stappen:
1. Zwavelionen in de metaalvloeistof diffunderen naar het grensvlak tussen slak en staal en zuurstofionen in de slak diffunderen naar het grensvlak tussen slak en staal;
2. De volgende reactie treedt op bij het grensvlak van de slak: [S] + (O2-) = (S2-) + [O] (2-12)
3. De gegenereerde zwavelatomen diffunderen in de slak en de gegenereerde zuurstofatomen diffunderen in het staal. Empirisch wordt de ontzwavelingsreactiesnelheid bepaald door de diffusie van zwavelionen in de slak. De evenwichtsconstante K in vergelijking 2-12 is een constante die varieert met de temperatuur. Het ontzwavelingsvermogen van de slak wordt gewoonlijk uitgedrukt door de verdelingscoëfficiënt Ls, die
NO2- staat voor de alkaliteit van de slak en een hogere alkaliteit is gunstiger voor ontzwaveling. Als de alkaliteit echter te hoog is, kan de ontzwavelingssnelheid worden beperkt door het verhoogde smeltpunt en de hogere viscositeit van de slak, wat niet bevorderlijk is voor de ontzwaveling. Als het zuurstofgehalte in de metaalsmelt laag is, is het gehalte ijzeroxide in de slak ook laag, wat gunstig is voor ontzwaveling. Experimenten hebben aangetoond dat er een verband is tussen het evenwichtsgehalte van zwavel en zuurstof in zuiver gesmolten ijzer bij 1600℃: [S]/[O] = 4. Het verhogen van de temperatuur is gunstig voor ontzwaveling, niet alleen omdat het Ls verhoogt, maar ook omdat het de vloeibaarheid van de staalslak kan verbeteren.
2.3.4 Verwijdering van niet-metalen insluitsels
De aanwezigheid van een groot aantal niet-metalen insluitsels in staal kunnen de continuïteit van de staalmatrix vernietigen, de interatomaire krachten verzwakken, spanningsconcentratie bevorderen en tot scheurvorming leiden. Ze tasten de mechanische eigenschappen van het staal ernstig aan en verminderen met name de plasticiteit, slagvastheid, vermoeiingsprestaties en zelfs sommige fysische eigenschappen tijdens koude en warme verwerking van legeringen. Dit effect is niet alleen gerelateerd aan hun inhoud, maar ook aan hun vorm en grootte.
Restwaterstof en -stikstof in legeringen vormen niet alleen hydriden en nitriden, maar kunnen ook verschijnselen veroorzaken zoals witte vlekken, waterstofbrosheiden veroudering. In gasvorm neergeslagen [H] en [N] kunnen poriën vormen in de stalen staafen kunnen gemakkelijk defecten veroorzaken zoals onderhuidse bellen tijdens het walsen van de band. Atmosferische inductieovens gebruiken drijvende methoden om insluitingen te verwijderen. Als de dichtheid van niet-metalen insluitsels lager is dan die van het gesmolten metaal, drijven de insluitsels onder drijfvermogen naar het grensvlak van het gesmolten metaal en de slak en worden ze geabsorbeerd door de slak.
De opwaartse snelheid van insluitsels kan worden berekend met de wet van Stokes.
2.4 Grondstoffen voor inductieovensmelting
Vereisten voor grondstoffen: De chemische samenstelling van de inputmaterialen moet nauwkeurig zijn; de metalen materialen moeten schoon, droog, vrij van olie en roest zijn; de blokgrootte is geschikt; alle materialen moeten in een droge omgeving worden opgeslagen.
Soorten grondstoffen: Staalmaterialen: ruwijzer, industrieel zuiver ijzer, schrootstaal, retourmaterialen. Legeringsmaterialen: W, Mo, Nb en hun ijzerlegeringen; Ni Cr, Co en hun legeringen; Si, Mn en hun legeringen; V, B en hun legeringen; Al, Ti en hun legeringen; zeldzame aardmetalen en hun legeringen; speciale additieven. Slakkenmakersmaterialen: kalk, fluoriet, baksteendeeltjes van klei.
Berekening ingrediënten:
Bereken op basis van de samenstelling van de lading en de doelsamenstelling van het gesmolten product het gewicht van elk type grondstof dat aan de oven moet worden toegevoegd.
Aangezien de inductieoven zich voornamelijk richt op smelt- en verwarmingsprocessen, zijn de vereisten voor de berekening van ingrediënten nauwkeuriger. Er zijn nauwkeurige berekeningsmethoden nodig om het terugwinningspercentage van legeringselementen te berekenen.
2.5 Inductieovenkroezen (Les 4)
2.5.1 Classificatie en kwaliteitsvereisten van inductieovenkroezen
(1) Classificatie van kroezen:
Inductieovenkroezen kunnen op basis van hun materiaal in drie soorten worden ingedeeld: alkalisch, zuur en neutraal. Het meest gebruikte bindmiddel is boorzuur.
De rol van boorzuur bij de productie van zure (silicazand) of alkalische (magnesia) smeltkroezen omvat:
a. De sintertemperatuur verlagen.
b. De vorming van spinel bevorderen.
c. De volumeveranderingssnelheid van de filterkroes verminderen.
Kroezen kunnen ook worden ingedeeld op basis van hun fabricagemethoden: geprefabriceerde kroezen, in-situ gevormde kroezen en vuurvaste bakstenen beklede kroezen.
(2) Kwaliteitseisen voor kroezen
De belangrijkste vereisten voor vuurvaste materialen van smeltkroezen zijn onder andere:
Hoge vuurvastheid en structurele sterkte bij hoge temperaturen.
Goed bestand tegen snel opwarmen/afkoelen.
Goede weerstand tegen slakcorrosie.
Zo laag mogelijke warmtegeleiding.
Goede isolatieprestaties.
Geen vervuiling, onschadelijk, lage vluchtigheid, sterke weerstand tegen hydratatie en lage kosten.
2.5.2 Voorbereiding van kroezen
(1) Deeltjesgrootteverhouding:
Een redelijke deeltjesgrootteverhouding kan de beste volumedichtheid bereiken om ervoor te zorgen dat de kroes de minimale porositeit heeft, meestal rond 20%. Het grove, medium en fijne bereik van zanddeeltjesgroottes hangt af van de capaciteit van de oven.
De deeltjesgrootteverhouding van magnesiakroezen met dezelfde capaciteit
Er zijn twee belangrijke methodes om een inductieovenkroes te vormen: extern vormen en intern vormen. Volgens het verschil in bindmiddelen kan de interne vormmethode worden onderverdeeld in nat vormen en droog vormen.
(3) Productie van smeltkroezen
Voor extern gevormde kroezen verwijst de fabricage naar hoe de kroezen in de inductiespoel worden geplaatst en hoe de ovenmond wordt gerepareerd. Hier introduceren we het fabricageproces van intern gevormde kroezen. Het voorbereidende werk voor de productie omvat het voorbereiden en mengen van zand, het reinigen en inspecteren van de inductiespoel, het voorbereiden van de mal van de kroes en het voorbereiden van de vormgereedschappen en apparatuur.
Voordat elke kroes wordt gemaakt, wordt de inductiespoel gecontroleerd op lekken, waterlekkage, isolatieschade en of de bevestigingen tussen de inductiespoel en de wikkelingen betrouwbaar en stevig zijn.
De mal verwijst voornamelijk naar de kern van de smeltkroes, die wordt gebruikt om de vorm en het volume in de smeltkroes te regelen. De kern van de inductieovenkroes is gelast met stalen platen of gemaakt van grafiet.
Grafietkern Trilgietmachine
(4) Smeltkroes sinteren
Doel: De compactheid, sterkte en volumestabiliteit van de kroes verbeteren.
Proces: Het contactoppervlak van het zandmateriaal wordt verhit tot een hoge temperatuur om een doorlopend sinternetwerk te vormen door middel van vloeibare fase binding, waardoor het gehele zandmateriaal aan elkaar wordt verbonden tot een geheel.
Sintermethoden: sinteren bij hoge temperatuur en sinteren bij lage temperatuur.
A. Sinteren van magnesiakroezen bij hoge temperatuur (verdeeld in vier fasen)
Fase 1: Sintertemperatuur van 850℃, voornamelijk voor de dehydratatiereactie van het zandmateriaal en de ontleding van carbonaat.
Fase 2: sintertemperatuur tussen 850-1500℃, verbindingen met een laag smeltpunt beginnen te smelten, het sinternetwerk begint zich te vormen en het smeltkroesvolume krimpt aanzienlijk. De opwarmsnelheid kan in deze fase passend worden verhoogd.
Fase 3: Sintertemperatuur tussen 1500-1700℃, magnesiumolivijn en magnesium-aluminiumspinel beginnen te smelten, nieuwe verbindingen beginnen zich te vormen, er wordt een sinternetwerk gevormd en het kroesvolume krimpt sterk, met een aanzienlijk verhoogde dichtheid en sterkte. De opwarmsnelheid moet in deze fase worden verlaagd.
Fase 4: Sintertemperatuur tussen 1700-1850℃, voornamelijk om de continue groei van forsteriet te bevorderen en de ideale sinterlaagdikte en sinterstructuur van de kroesdoorsnede te verkrijgen.
B. Sinteren van magnesiakroezen bij lage temperatuur (verdeeld in drie fasen)
Fase 1: Temperatuur op 850℃, voornamelijk voor dehydratatiereactie en carbonaatontleding, met een langzame verwarmingssnelheid.
Fase 2: Temperatuur tussen 850℃-1400℃, sinternetwerk van B2O3-houdende verbindingen met laag smeltpunt vormt zich snel en de sterkte van de kroes neemt toe.
Fase 3: Temperatuur tussen 850℃-1400℃, om de dikte van de sinterlaag van de voorlopig gesinterde kroes te blijven vergroten en de ideale sinterstructuur te bereiken.
2.6 Smeltproces inductieoven
2.6.1 Smeltproces
Het schroot dat voor het smelten wordt gebruikt, bevat meestal een bepaalde hoeveelheid vocht en olieverontreiniging. Het is onveilig om dergelijk ovenmateriaal direct toe te voegen aan de oven, vooral in het geval van een al gevormd smeltbad, omdat dit vaak leidt tot spatten. Tegelijkertijd is het ook een van de belangrijkste bronnen van zuurstof in het product.
Daarom zetten sommige fabrieken voorverwarmings- of droogsystemen op voor schrootstaal, waarbij ze verwarmingsmethoden gebruiken om het vocht en de olieverontreiniging die aan het schrootstaal vastzitten te verwijderen om veilig gebruik te garanderen en te voorkomen dat er waterstof wordt geïntroduceerd. Bovendien kan het toevoegen van voorverwarmd schrootstaal de smelttijd verkorten en het energieverbruik verlagen.
(1) Opladen
Benodigdheden voor grondstoffen:
a. De chemische samenstelling van het geladen materiaal moet nauwkeurig zijn;
b. Het metalen materiaal moet schoon, droog, olievrij en roestarm zijn;
c. Geschikte grootte van de materiaalblokken;
d. Droge opslag.
Oplaadvereisten:
De onderste laag van het ovenmateriaal moet compact zijn en de bovenste laag moet los zijn om overbrugging van de bovenste laag ovenmateriaal tijdens het smeltproces te voorkomen;
Voordat grote materialen worden geladen, moet eerst een laag klein en licht materiaal op de bodem van de oven worden gelegd;
Sommige legeringen of staalmaterialen met een lager smeltpunt dan andere moeten eerst onderin de oven worden geladen;
Materialen met een hoog smeltpunt en die niet gemakkelijk oxideren, moeten worden geladen in het bovenste deel van de gelaagde materialen, d.w.z. de hoge-temperatuurzone;
De zone met lage temperatuur aan de bovenkant van de kroes moet voornamelijk geladen worden met staalmaterialen;
Materialen moeten losjes worden geladen om brugvorming te voorkomen.
(2) Smelten
Het smelten van het ovenmateriaal houdt rechtstreeks verband met de verandering van het gasgehalte in het vloeibare metaal en het terugwinnen van legeringselementen, en beïnvloedt ook technische indicatoren zoals smelttijd, levensduur van de smeltkroes en energieverbruik. De smeltperiode is een belangrijke fase in het smelten met inductieovens, met de volgende hoofdtaken:
Om het ovenmateriaal snel te smelten, te ontzwavelen, het verlies van legeringselementen te beperken en onmiddellijk slak toe te voegen om te voorkomen dat het gesmolten metaal gas absorbeert.
(3) Raffinage
De raffinageperiode is een belangrijke schakel in het smelten met inductieovens, waarbij taken als deoxidatie, legeren en het aanpassen van de samenstelling en temperatuur van de staalvloeistof door raffinage worden uitgevoerd.
De samenstelling van de slak aanpassen om het gehalte aan legeringselementen in de slak te verlagen.
De staalvloeistof deoxideren en legeren.
(4) Tappen en gieten
Als het gesmolten staal of de legering voldoet aan de eisen voor tappen, kan het worden getapt. Voor ovens met een kleine capaciteit kan het direct gegoten worden. Voor ovens met een grotere capaciteit kan het eerst in een gietpan gegoten worden en dan gegoten. Afhankelijk van de productvereisten kan het gegoten worden tot ingots, gietstukken of verbruikselektroden. De tapproces Ook moet de gietmethode worden gekozen op basis van de kwaliteit en de processtroom van het product, zoals vacuüm- of niet-vacuümgieten en boven- of ondergieten.
Over het algemeen hebben legeringen voor elektrische verwarming en legeringen voor hoge temperaturen verdere verfijning nodig, dus worden ze over het algemeen gegoten in verbruikselektroden, terwijl precisielegeringen over het algemeen vacuüm worden gegoten. Vacuümgieten kan secundaire oxidatie en heropname van de staalvloeistof tijdens het gieten voorkomen. gietprocesen kan waterstof en een deel van stikstof effectief verwijderen, waardoor staal met minder onzuiverheden en een hogere zuiverheid wordt verkregen.
2.7 Samenstellingscontrole bij smelten in inductieovens (Les 5)
De chemische samenstelling heeft een grote invloed op de kwaliteit en prestaties van staal. Voor sommige soorten staalDe chemische samenstelling moet niet alleen aan de technische specificaties voldoen, maar moet ook binnen een strenger bereik worden gecontroleerd om aan de hogere eisen voor kwaliteit en prestaties te voldoen. De controle van de chemische samenstelling loopt door elk ovenproces van de staalproductie en is nauw verbonden met het verlies van legeringselementen, fysisch-chemische eigenschappen, de fysisch-chemische toestand van slakken, de temperatuur van de staalvloeistof, de smeltmethode, enz.
(1) Belangrijkste factoren die van invloed zijn op het terugwinningspercentage van legeringselementen
Fysisch-chemische eigenschappen van de legeringselementen zelf.
Smelttijd. Hoe langer de smelttijd, hoe groter het verlies van C en Si, en hoe groter het verlies van legeringselementen als actieve elementen worden toegevoegd en de tijd om te tappen langer is.
Smelttemperatuur. Met een hogere temperatuur neemt de vrije energie van de legeringselementen in het staal af, wat bevorderlijk is voor het oplossen van de legeringselementen. Een te hoge temperatuur zal het verlies van legeringselementen echter verergeren.
Slakkensysteem. De fysisch-chemische toestand van de slak heeft een aanzienlijke invloed op het terugwinningspercentage van legeringselementen. Vooral de viscositeit en alkaliteit van de slak hebben een grotere invloed. Hoe hoger het FeO- en SiO2-gehalte in de slak, hoe groter het verlies van elementen.
Vluchtig verlies van elementen. Er moet aandacht worden besteed aan het vluchtige verlies veroorzaakt door oxiden voor W, Mo en Mn.
Gehalte aan [O], [N] en [S] in de staalvloeistof. Hoe hoger het gehalte aan [O], [N] en [S] in het staal, hoe groter het verlies aan elementen. De staalvloeistof moet volledig ontoxideerd, ontzwaveld en gedenitrificeerd zijn voordat legeringselementen worden toegevoegd.
Timing, blokgrootte en methode voor het toevoegen van legeringselementen. Hoe eerder actieve elementen worden toegevoegd, hoe groter het verlies. Het terugwinningspercentage van legeringselementen is hoger bij het toevoegen van blokvormige legeringselementen dan bij het toevoegen van poedervormige. Er is ook een klein verschil in het terugwinningspercentage tussen toevoegen aan de oven of toevoegen aan de gietpan.
(2) Methoden om het terugwinningspercentage van legeringselementen te verbeteren
1. Controlemethode voor elementen met laag verlies: Legeringselementen met een verliessnelheid lager dan 5% onder normale smeltomstandigheden worden elementen met laag verlies genoemd, waaronder Ni, Co, Mo, W, Cu, enz. Elementen met laag verlies kunnen over het algemeen worden toegevoegd samen met de ovenlading, en elektrolytisch koper moet worden toegevoegd aan het einde van het smelten vanwege het lage smeltpunt. Het verlies van Mo en W tijdens het smelten is voornamelijk te wijten aan het vluchtige verlies van hun oxiden.
Bovendien kunnen legeringen die wolfraam bevatten niet worden gesmolten in een nieuwe smeltkroes, omdat dit leidt tot wolfraamverlies en een niet-conforme chemische samenstelling doordat de smeltkroes wolfraam absorbeert. Wolfraamhoudende materialen kunnen ook het "bodemverschijnsel" veroorzaken, waarbij een grote hoeveelheid wolfraamhoudend materiaal op de bodem van de smeltkroes bezinkt en lange tijd niet kan smelten. Om het verlies van W en Mo te beperken, moet er tijdens het smelten voldoende gesmolten en geroerd worden.
2. Controlemethode voor elementen met gemiddeld verlies: Elementen met gemiddeld verlies zijn elementen met een verliessnelheid tussen 5% en 20%, waaronder Cr, V, Si, Mn, Nb, enz. en de toevoeging ervan hangt af van de situatie in de oven. Over het algemeen wordt Nb toegevoegd aan het einde van het raffinageproces en voldoende geroerd. Bij het smelten van staal dat Cr bevat, moet ervoor worden gezorgd dat chroom niet in de slak oxideert. Als het chroomgehalte niet hoog is, is het het beste om het toe te voegen na volledige deoxidatie. Als Mn wordt toegevoegd om het thermische verbrossingseffect van FeS te elimineren, moet Mn/S>8 worden gecontroleerd.
3. Controlemethode voor elementen met hoog verlies: Legeringselementen zoals Ti, Al, Re, Zr, enz. hebben een verliessnelheid die groter is dan 20% onder normale smeltomstandigheden en zijn elementen met hoog verlies. Over het algemeen moeten ze worden toegevoegd na de laatste deoxidatie. De toevoegingsmethode hangt af van het deoxidatiesysteem.
Daarnaast moeten de methode en timing van het toevoegen van legeringselementen uitgebreid worden overwogen om de terugwinningssnelheid van legeringselementen te controleren. Bij het smelten van hoge-temperatuurlegeringen moet bijvoorbeeld Ti worden toegevoegd. Als Ti wordt toegevoegd in de vorm van titaniumspons, zelfs als het wordt toegevoegd na de laatste desoxidatie, zal het terugwinningspercentage slechts rond de 70% liggen. Als titanium echter wordt verwerkt tot een Ni-Ti tussenlegering en wordt toegevoegd, kan het terugwinningspercentage oplopen tot meer dan 95%.
3. Vacuüm inductiesmelten (VIM)
3.1 Overzicht
Vacuüminductiesmelten (VIM) is een methode om materialen onder vacuümomstandigheden te smelten door gebruik te maken van elektromagnetische inductie om wervelstromen op te wekken voor verhitting in metalen geleiders. De nieuwe vacuüm inductie ontgassen en gieten (VIDP) technologie heeft de voordelen van een klein smeltvolume, korte vacuüm pomptijd en smeltcyclus, gemakkelijke temperatuur- en drukregeling, gemakkelijke terugwinning van vluchtige elementen, nauwkeurige samenstellingscontrole, enz. Sinds de introductie in 1988 staat deze technologie op de lijst van belangrijkste selectieobjecten voor grootschalige vacuüminductieovens in ontwikkelde landen.
3.1.1 Uitrusting van vacuüm inductieoven
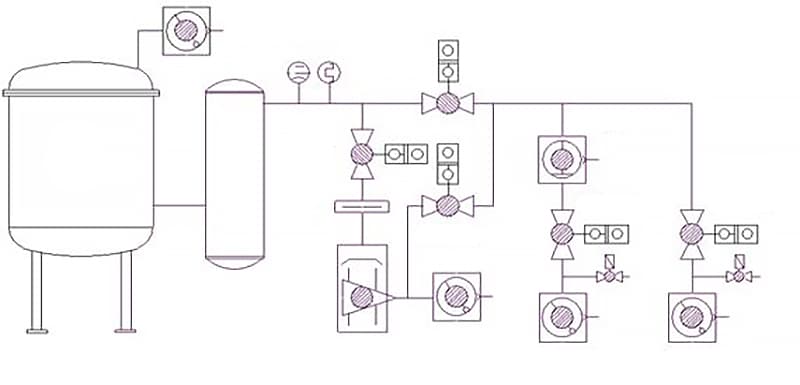
De vacuüm-inductieoven is een apparaat dat wordt gebruikt om superlegeringen te produceren. Volgens de bedrijfsmodus kan de oven worden onderverdeeld in batchovens en semi-continue ovens. De vacuüminductieoven kan worden gebruikt voor het raffineren van superlegeringen en ook voor het gieten van speciale legeringen. De ondersteunende apparatuur van de vacuüminductieoven kan worden onderverdeeld in vier delen: voeding en elektrische besturing, ovenlichaam, vacuümsysteem en waterkoelsysteem, zoals weergegeven in Figuur 3-1 en 3-2.
Figuur 3-1 Vacuüm inductieoven smeltapparatuur
3.1.2 Voeding van vacuüminductieoven
De voeding van de vacuüminductieoven moet aan de volgende eisen voldoen:
(1) Het aansluitpotentiaal van de inductor moet laag zijn. De bedrijfsspanning van de vacuüm-inductieoven is lager dan die van de middenfrequentie-inductieoven, meestal lager dan 750 V, om gasontlading onder vacuüm door een te hoge spanning en schade aan de isolatie te voorkomen, wat ongelukken veroorzaakt.
(2) Voorkom dat harmonischen van hoge orde het belastingscircuit binnendringen. Bij gebruik van een thyristorfrequentieomzettingscircuit komen harmonischen van hoge orde vaak het belastingscircuit binnen, waardoor de inductor de spanning naar de ovenschaal verhoogt en ontlading veroorzaakt. Daarom is het noodzakelijk om een middenfrequentie scheidingstransformator toe te voegen aan de uitgang van de voeding om het binnendringen van hoge-orde harmonischen te voorkomen.
(3) De stroom van het oscillatiecircuit moet groot zijn;
Figuur 3-2 Typische laboratoriumapparatuur voor vacuümsmelten
3.1.3 Structuur van het ovenlichaam van de vacuüminductieoven
De conventionele structuur van de vacuüminductieoven kan worden onderverdeeld in een verticale oven met één kamer en een horizontale oven met twee kamers op basis van de openings- en sluitingsvorm van het ovenlichaam. Het ovenlichaam van de vacuüminductieoven bestaat voornamelijk uit een ovenlichaam, inductor, smeltkroes, kantelmechanisme, gietsysteem, waterkoelsysteem en voedingsapparaat. De structuur van het ovenlichaam omvat twee types: roterend giettype van de kroes en kantelend giettype van het ovenlichaam.
Het ovenlichaam van de vacuüminductieoven is uitgerust met accessoires zoals voeding, roeren, temperatuurmeting en bemonsteringsapparaten. Het belangrijkste kenmerk van de vacuüminductieoven is dat de smelt- en gietprocessen binnen de ovenschaal worden uitgevoerd. Het ovenhuis is verdeeld in een vast ovenhuis en een beweegbaar ovenhuis. Het ovenhuis moet bestand zijn tegen de sterke druk die wordt gevormd door het inwendige vacuüm en voldoende structurele sterkte hebben.
De ovenschaal van kleine vacuüminductieovens heeft een dubbellaagse structuur, met een niet-magnetische roestvrijstalen behuizing. staalplaat voor de binnenste laag en een gewone stalen plaat die aan de buitenste laag is gelast, met daartussen koelwater dat stroomt. Grote vacuüm-inductieovens gebruiken een dubbellaagse structuur in sommige delen, met een enkellaagse stalen plaat die wordt gekoeld door waterleidingen aan de buitenkant. Het contactoppervlak tussen het beweegbare deel en het vaste deel van de ovenschaal moet worden afgedicht met vacuümrubberdelen. Het principe van het vacuümsysteem wordt getoond in Figuur 3-3.
Figuur 3-3 Principeschema vacuümsysteem
3.1.4 Kenmerken van het smelten in een vacuüminductieoven
(1) Laag gasgehalte en hoge zuiverheid van het product;
(2) Nauwkeurige controle van de samenstelling van het product;
(3) Sterk aanpassingsvermogen aan grondstoffen;
(4) Het kan worden gegoten tot ingots onder vacuümomstandigheden, evenals complex gevormde gietstukken.
Er zijn echter ook enkele problemen bij het smelten met een vacuüminductieoven. Tijdens het smeltproces is het gesmolten metaal lange tijd in contact met het vuurvaste materiaal van de smeltkroes, wat onvermijdelijk leidt tot verontreiniging van het metaal door het vuurvaste materiaal. Ten tweede zijn de stollingsomstandigheden van het gesmolten metaal en de algemene gietmethode niet verschillend, dus zijn er nog steeds defecten zoals losheid en ontmenging.
Tabel 3-1 Gasgehalte in SAE4340-staal geproduceerd met verschillende smeltmethoden
Smeltmethoden
[O]/%
[H]/%
[N]/%
Laad materiaal
0.0251
0.00018
0.0029
Vlamboogoven
0.0031
0.00017
0.0039
Niet-vacuüm inductieoven
0.0030
0.00010
0.0053
Vacuüm-inductieoven
0.0003
0.00001
0.0005
Tabel 3-2 Gasgehalte in SAE4340-staal geproduceerd met verschillende smeltmethoden
Staal en legeringen
Insluitsels van oxide, %
Niet-vacuüm inductieoven
Vacuüm-inductieoven
Cr20 Cr16N25W5AlTi2 Cr10Ni65Co10W5Mo5VAl4
0.034~0.044 0.025 0.013~0.044 0.012 0.006~0.010
0.006~0.010 0.006 0.003~0.010 0.0046 0.005~0.010
3.2 Theoretische basis van vacuümsmelten
(1) Koolstofoxidatie onder vacuüm
Het vermogen van koolstof deoxidatie onder vacuüm neemt aanzienlijk toe met de toename van vacuüm graad. Bij 1600℃, wanneer de vacuümgraad 10-3 atm is, is de koolstofdeoxidatiecapaciteit groter dan die van aluminium; wanneer de vacuümgraad van het systeem 10-5 atm is, is de koolstofdeoxidatiecapaciteit 105 keer die onder atmosferische omstandigheden. Koolstofoxidatie wordt voornamelijk gebruikt onder vacuüm.
(2) Gasoplossing in staal en de beïnvloedende factoren
De oplosbaarheid van diatomische gasmoleculen in gesmolten metaal is evenredig met de vierkantswortel van de gasdruk in de atmosfeer. Daarom geldt: hoe hoger de vacuümgraad, hoe lager de oplosbaarheid van gas in het metaal.
Bij 1600℃ en PH2=100Kpa moet rekening worden gehouden met het effect van legeringselementen op de oplosbaarheid van stikstof in gesmolten ijzer en met het effect op de oplosbaarheid van waterstof in gesmolten ijzer bij 1600℃ en PN2=100Kpa.
3.3 Proces van het smelten met een vacuüminductieoven
De hele cyclus van het smelten in een vacuüminductieoven kan worden onderverdeeld in verschillende hoofdfasen, waaronder opladen, smelten, raffineren, legeren en deoxideren, gieten, enz.
3.3.1 Opladen
(1) Grondstofvereisten
Het laadmateriaal dat in de vacuüminductieoven wordt gebruikt, is over het algemeen schone grondstof die aan het oppervlak is bewerkt. ontroest en ontvet, waarbij de meeste legeringselementen in de vorm van zuiver metaal worden toegevoegd. Tijdens het laden mogen geen natte laadmaterialen worden gebruikt om te voorkomen dat de kwaliteit van het eindproduct wordt aangetast en dat er spatten ontstaan tijdens het smelten. Tijdens het opladen moet het bovenste deel van het oplaadmateriaal los zijn, terwijl het onderste deel strak moet zijn om "brugvorming" te voorkomen, veroorzaakt door het vastzitten of vastlassen van het bovenste oplaadmateriaal tijdens het smeltproces. Een laag klein lichtgewicht materiaal moet op de bodem van de kroes worden gelegd voordat grote materialen worden geladen. Hoogsmeltende, moeilijk te oxideren oplaadmaterialen moeten worden geladen in de zone met hoge temperatuur in het middelste en onderste deel van de kroes. Enkele actieve elementen zoals Al, Ti, Mn, B en zeldzame aardmetalen kunnen in aparte toevoersystemen worden geladen.
(2) Oplaadvereisten
I. De onderste laag van het oplaadmateriaal moet compact zijn, terwijl de bovenste laag los moet zijn om overbrugging van de bovenste laag oplaadmateriaal tijdens het smeltproces te voorkomen; een laag klein lichtgewicht materiaal moet op de bodem van de kroes worden gelegd voordat grote materialen worden opgeladen.
II. Hoogsmeltende, moeilijk te oxideren ladingsmaterialen moeten worden geladen in de zone met hoge temperatuur in het middelste en onderste deel van de kroes.
III. Gemakkelijk oxideerbare ladingsmaterialen moeten worden toegevoegd onder goede omstandigheden voor metaaloxidatie.
IV. Om het verlies van vluchtige elementen te beperken, kan aan de metaalsmelt een legering worden toegevoegd of kan inert gas in de smeltkamer worden gebracht om een bepaalde ovendruk te handhaven.
3.3.2 Smeltfase
Bij een vacuümoven die intermitterend werkt, wordt na het laden van het materiaal de vacuümkamer gesloten en het vacuüm weggepompt. Wanneer de druk in de vacuümkamer 0,67 Pa (5×10-3 mmHg), kan de stroom worden ingeschakeld om het oplaadmateriaal te verhitten. Voor continue productieovens met oplaadmateriaal dat onder vacuüm wordt geladen, kan stroom worden toegevoerd om de smeltfase te starten zodra het opladen is voltooid. Gezien het ontgassingseffect van het oplaadmateriaal tijdens het smelten, is niet het maximale vermogen vereist tijdens de eerste fase van het smelten. In plaats daarvan moet het vermogen geleidelijk worden verhoogd op basis van de ontgassingssituatie van het opladingsmateriaal om overmatige ontgassing en spatten te voorkomen. Als er hevig koken of spatten optreedt, kan het ingangsvermogen worden verlaagd of kan de ovendruk iets worden verhoogd om dit onder controle te houden. Het teken van een helder smeltbad is dat het oppervlak van het smeltbad rustig is en er geen bellen ontsnappen. Daarna kan worden overgegaan tot de raffinagefase.
3.3.3 Verfijningsfase
De belangrijkste taken van de raffinagefase zijn het verbeteren van de zuiverheid van het vloeibare metaal en het uitvoeren van legering. Tegelijkertijd moeten de temperatuur van de smelt en de legering worden aangepast. Het doel van de raffinagefase is om het gasgehalte te verlagen, schadelijke onzuiverheden te verwijderen en de staalsamenstelling te kwalificeren. De temperatuur van de raffinagefase moet worden geregeld boven 100 ℃ van het smeltpunt van het gesmolten metaal. De vacuümgraad voor grote vacuüminductieovens ligt meestal tussen 15-150Pa; voor kleine ovens ligt deze tussen 0,1-1Pa. De raffinagetijd is 15-25 minuten voor een oven van 200 kg en 60-100 minuten voor ongeveer een ton.
3.3.4 Legeren
Legeren verwijst naar het aanpassen van de samenstelling, wat gebeurt onder goede ontgassings- en desoxidatieomstandigheden door legeringselementen toe te voegen. Het type en de hoeveelheid toegevoegde elementen worden bepaald door de vereisten voor de legeringseigenschappen en de volgorde en voorwaarden van de toevoeging worden bepaald door de affiniteit en vluchtigheid van de legeringselementen met zuurstof. Na het toevoegen van elk element moet het vermogen worden verhoogd en gedurende een bepaalde tijd worden geroerd om het smelten te versnellen en voor een gelijkmatige verdeling te zorgen.
3.3.5 Gieten en gieten van staal
Na de legeringsfase, wanneer de metaalvloeistof in de smeltkroes de doelsamenstelling en -temperatuur bereikt, en de rechtheid van de vacuümkamer aan de technische eisen voldoet, kan het staal gegoten worden. Bij het gieten in de isolatiekap wordt het vacuüm onmiddellijk verbroken en worden het verwarmingsmiddel en isolatiemiddel toegevoegd om te voorkomen dat er krimpporositeit in het ingotlichaam komt. Voor hogetemperatuurlegeringen met complexe samenstellingen moeten ze na het gieten 15-20 minuten in het vacuüm blijven voordat het vacuüm wordt verbroken. Voor grote inductieovens met continu vacuüm kunnen de ingots onder vacuüm worden afgekoeld.
3.4 De vluchtigheid van elementen en compositiecontrole
Alle metalen (inclusief sommige niet-metalen) hebben een evenwichtsdampdruk Poi, die afhangt van de fysische eigenschappen van het metaal, de gasvorm (enkel atoom, diatomisch of multi-atomisch molecuul) en de temperatuur. Het verband tussen de dampdruk Po van stof i en de temperatuur is als volgt: (P0 is standaarddruk en behoeft geen aanpassing)
lg(Poi/133,3)=AT-1+BlgT+TC×10-3+D (3-1)
waarbij de eenheid van Poi Pa is. De parameters A, B, C, D en andere relevante fysische eigenschappen van elementen met betrekking tot staalmetallurgie staan vermeld in Tabel 3-5. Hoe hoger de dampdruk van een element, hoe groter de kans dat het vervluchtigt tijdens het vacuümsmelten. Volgens de gegevens in Tabel 3-5 kan de afnemende volgorde van Poi voor elk element bij 1873K als volgt worden berekend: Zn, Mg, Ca, Sb, Bi, Pb, Mn, Al, Sn, Cu, Cr, Fe, Co, Ni, Y, Ce, Sl, La, Ti, V, B, Zr, Mo, Nb, W, Ta.
De dampdruk Pi van bestanddeel i in een legering of ruw metaal is niet gelijk aan de dampdruk Poi van zuivere stof i omdat de concentratie van i in de legering noodzakelijkerwijs lager is dan die in de zuivere stof. Bovendien is de interactie tussen de moleculen van i en de andere bestanddelen in de legering niet gelijk aan die tussen de i-moleculen onderling. De formule voor het berekenen van Pi is:
Pi= ai .Poi,= r i .N i .Poi (3-2)
In de formule:
ai: activiteit van component i in de legering
ri: activiteitscoëfficiënt van i
Ni: molaire fractieconcentratie van i
In ijzerlegeringen kunnen legeringselementen worden onderverdeeld in drie categorieën: niet-vluchtige, gemakkelijk vluchtige en onzuivere elementen die kunnen worden verwijderd door vervluchtiging. Niet-vluchtige elementen zijn Ti, V, B, Zr, Mc (Hf), Nb, Ta en W. Gemakkelijk vluchtige elementen zijn Mn, Al, Cr, Fe, Co, Ni, Cu, Ca en Mg. Onder vacuüm smeltomstandigheden zullen deze elementen in verschillende mate vervluchtigen. Staal en legeringen bevatten een aantal sporenelementen die een aanzienlijke invloed hebben op de prestaties van staal en legeringen. Ze zijn moeilijk te verwijderen met conventionele chemische methoden. Als deze elementen een hoge dampdruk hebben, kunnen ze worden verwijderd door vervluchtiging tijdens het vacuümsmelten. Deze metaalelementen omvatten Sn, Pb, Bi, Sb en Zn.
Sporenelementen zoals magnesium, zirkonium, boor, enz. worden gebruikt voor microlegeringen; sporenonzuiverheden zoals Pb, Bi, As, Sb en Sn zijn schadelijk voor staal en legeringen. Zuiver magnesium heeft een hoge dampdruk bij smelttemperaturen, een lage dichtheid en een sterke affiniteit voor zuurstof, waardoor het moeilijk is magnesium te legeren.
Tijdens het vacuümsmelten wordt magnesium toegevoegd in de vorm van binaire of ternaire legeringen in het latere stadium van het smelten. Om het terugwinningspercentage van magnesium te verbeteren, moet bij het toevoegen van magnesium rekening worden gehouden met de volgende punten:
(1) De temperatuur van het gesmolten staal moet ongeveer 20°C lager zijn dan de taptemperatuur voordat magnesium wordt toegevoegd.
(2) De wachttijd moet worden gecontroleerd na het toevoegen van magnesium, over het algemeen toegevoegd binnen 1-5 minuten voor het tappen.
(3) Er moet argongas in de oven worden gebracht voordat magnesium wordt toegevoegd om een hoge terugwinning van magnesium te garanderen.
Schadelijke sporenelementen in staal en legeringen zijn meestal laagsmeltende onzuiverheden die zich ophopen door herhaaldelijk gebruik van schroot of die zich in sommige ijzerertsen bevinden. Vacuümraffinage is de meest effectieve methode om deze schadelijke onzuiverheden te verwijderen, omdat ze over het algemeen een hoge dampdruk hebben. Door de verschillende dampdrukken en de variërende invloed van andere samenstellende elementen, verschillen de vervluchtigingssnelheden van deze elementen sterk.
3.5 Interactie tussen metaalsmelt en vuurvaste materialen onder vacuüm
Met de voortdurende ontwikkeling van de inductieoventechnologie is de capaciteit van kernloze inductieovens toegenomen en de vacuüm- en traditionele inductieovens die in productie zijn genomen hebben respectievelijk 60 ton en 40 ton bereikt. In de jaren 1960 produceerden de Verenigde Staten achtereenvolgens VIM-ovens (Vacuum Induction Melting Furnace) met een capaciteit van 15 ton, 30 ton en zelfs 60 ton. De toename van de capaciteit van elektrische ovens vergroot ook de vraag naar hoogzuivere vuurvaste materialen met speciale fysische eigenschappen.
De bedrijfsomstandigheden voor vuurvaste materialen die worden gebruikt bij vacuümsmelten zijn over het algemeen strenger dan die bij conventioneel smelten. Dit komt doordat veel vuurvaste materialen ontleden op basis van hun samenstelling en reageren met het gesmolten metaal onder vacuümomstandigheden. Enerzijds verontreinigt dit het gesmolten metaal en anderzijds verhoogt het de corrosie van het vuurvaste materiaal. Dit is vooral duidelijk bij vuurvaste materialen die grote hoeveelheden silica en ijzeroxide bevatten.
De krimpscheuren die optreden in vuurvaste materialen die worden gebruikt bij vacuümsmelten zijn ernstiger dan die bij conventioneel smelten, vooral in inductieovens met een hoge capaciteit (>2,5t) en zonder kern. Daarom moeten vuurvaste materialen voor grootschalige inductieovens de volgende eigenschappen hebben:
(1) Onomkeerbare uitzetting, er ontstaan geen krimpscheuren;
(2) Hoge zuiverheid;
(3) Goede stabiliteit in een vacuümomgeving;
(4) Bestand tegen de erosie van gesmolten metaal en slak.
Vuurvaste materialen met deze eigenschappen zijn onder andere hoogzuiver magnesia-aluminiumoxide-spinel en aluminiumoxide. In de afgelopen jaren zijn de batching van deze vuurvaste materialen en de bijbehorende reparatiematerialen en bindmiddelen sterk ontwikkeld.
Magnesia en aluminiumoxide reageren om hoogzuiver magnesia-aluminiumoxide-spinel met lage dichtheid te vormen. De voering van magnesia-alumina-spinel kan worden gebruikt bij een temperatuur van 1647 ℃, en na te zijn afgekoeld tot kamertemperatuur of gevuld met koude materialen, kan het worden verwarmd en gebruikt bij 1647 ℃ zonder barsten na tientallen cycli. Volgens relevante rapporten wordt de bekleding van een inductieoven met een nominale capaciteit van 6 ton gemaakt door aluminiumoxide 95% te rammen. Bij de productie van roestvast staal van de 300- en 400-serie kan de ovenvoering zonder behandeling 150 ovens lang continu worden gebruikt.
3.6 Toepassing van nieuwe technologieën in inductieovensmelting
In de bijna 80 jaar sinds de inductieoven werd uitgevonden, is er aanzienlijke vooruitgang geboekt in zowel apparatuur als processen. Als gevolg daarvan zijn er maatregelen genomen om het smelten met inductieovens te verbeteren op het gebied van productievolume, productiviteit, productkwaliteit en productassortiment. Deze maatregelen omvatten magnesiumbehandeling van legeringen, fosforisatie met laag zuurstofpotentieel, argonblazen, poederinjectie, waterstof-zuurstofmenggas ontkolingen waterstofraffinage van vloeibaar staal.
3.6.1 Behandeling van legeringen met magnesium
Op hoge temperatuur gebaseerde nikkel- of ijzerlegeringen en precisielegeringen met een hoog gehalte aan legeringselementen, waarvan sommige reactiever zijn dan andere, zoals aluminium en titanium, kunnen geen bevredigende eigenschappen zoals thermische plasticiteit garanderen, lasbaarheidsterkte bij hoge temperaturen en kruipweerstand, zelfs als het onder vacuüm wordt gesmolten. Daarom wordt een bepaalde hoeveelheid magnesium toegevoegd aan het einde van de raffinage. Het resterende magnesium in het metaal kan deze eigenschappen aanzienlijk verbeteren.
De specifieke fysisch-chemische eigenschappen van magnesium bepalen dat het moeilijk is om de toevoegingsmethode en de terugwinningssnelheid tijdens het magnesiumadditieproces te controleren. Om dit probleem aan te pakken, worden magnesiumlegeringen zoals Ni-Mg en Ni-Mg-Me gebruikt om de dampdruk van magnesium te verlagen en het smeltpunt en kookpunt te verhogen. Het proces voor magnesiumbehandeling is als volgt:
(1) Als na de raffinageperiode B en Ce moeten worden toegevoegd, pas dan de temperatuur van de smelt aan zodat deze 20 ℃ lager is dan de aftaptemperatuur na toevoeging van B en Ce;
(2) Vul de vacuümkamer met zeer zuiver argongas tot een druk van 13-27 kPa;
(3) Voeg magnesium in de vorm van een blokvormige magnesiumhoudende tussenlegering toe aan de metaalsmelt;
(4) Roer onmiddellijk krachtig na het toevoegen van magnesium, en voorkom te lang roeren om het verlies van magnesium te beperken. Het staal moet binnen 1-5 minuten na het toevoegen van magnesium worden afgetapt.
3.6.2 Defosforisatie met laag zuurstofpotentieel
Bij het smelten van gelegeerd staal, vooral bij het gebruik van retourmaterialen als ovenlading, is het noodzakelijk om het zuurstofpotentieel van het ovengas en de slak tijdens het smelt- en raffinageproces te beheersen om het verlies van legeringselementen te beperken. Daarom kunnen oxidatiemethoden niet worden gebruikt om te defosforiseren tijdens het smeltproces. Wanneer staal met een laag fosforgehalte nodig is, kunnen alleen grondstoffen worden gebruikt met een fosforgehalte dat lager is dan de specificatie-eisen, waardoor de productiekosten stijgen. Om het probleem van defosforisatie tijdens het smelten van retourmaterialen van hooggelegeerd staal op te lossen, zijn de theorie en de praktijk van fosforisatie met een laag zuurstofpotentieel de afgelopen jaren voorgesteld en ook toegepast bij het smelten in inductieovens.
Calcium en fosfor in het staal kunnen onder de omstandigheden van voldoende deoxidatie en ontzwaveling van de staalvloeistof als volgt reageren:
3Ca+2[P] = Ca3P2 (3-3)
Het gevormde product is calciumfosfide. Het calcium dat bij de reactie betrokken is, kan metallisch calcium, calciumlegeringen (zoals siliciumcalciumlegeringen) of calciumverbindingen (zoals CaC2) zijn. Vanwege het lage smeltpunt (839℃), de hoge dampdruk (P = 1,775×105 Pa bij 1600℃) en de lage oplosbaarheid in de staalvloeistof van metallisch calcium, verdampt het snel nadat het aan de staalvloeistof is toegevoegd en drijft het op en uit in de vorm van bellen. Tijdens het drijfproces kan calciumdamp reageren met de fosfor in het staal om Ca3P2 te genereren, maar de benuttingsgraad van calcium is erg laag. In plaats daarvan worden vaak calciumlegeringen of -verbindingen gebruikt.
De Ca3P2 dat door de reactie ontstaat, is een onoplosbare verbinding in de staalvloeistof, met een smeltpunt van 1320 ℃ en een dichtheid van 3,3 g/cm³. Het zal in vloeibare vorm naar boven drijven en bij de staalbereidingstemperatuur in de slak terechtkomen. Calciumfosfide is echter niet stabiel onder de omstandigheden van staalproductie en is een sterk reductiemiddel. Als het zuurstofpotentiaal van de ovenatmosfeer hoog is en er zich gemakkelijk reduceerbare oxiden in de slak bevinden, zal de volgende reactie optreden:
(Ca3P2) + 4O2 = 3 (CaO)+ (P2O5) ; (3-4)
y (Ca3P2) + 8 (MexOy) = 3y (CaO) + y (P2O5) + 8x [Me] (3-5)
Wanneer er waterdamp in het ovengas zit:
(Ca3P2)十3H2O= 3 (CaO) + 2PH3 ↑; (3-6)
PH3 is een gas dat fosfor zal opnemen met ovengas wanneer er waterdamp is, maar dit gas is giftig en er moeten voorzorgsmaatregelen worden genomen om te voorkomen dat deze reactie optreedt tijdens het gebruik. Er moeten speciale maatregelen worden genomen om de veiligheid te garanderen bij de verwerking van ovenslakken die Ca3P2. Als de slak een hoge alkaliteit heeft, CaO.P2O5 met een hogere stabiliteit worden geproduceerd.
3 (CaO) + (P2 O5)= (3 CaO.P2 O5) (3-7)
Zowel siliciumcalcium als CaC2 die gebruikt worden voor defosforisatie met een laag zuurstofpotentieel hebben sterke reducerende eigenschappen. Als er daarom een overmaat aan siliciumcalcium of CaC2 in de slak zal calciumfosfaat ontleden en P2O5 worden gereduceerd, waardoor fosfor terugkeert naar het staal en de efficiëntie van defosforisatie bij een laag zuurstofpotentieel afneemt.
In de praktijk zijn het handhaven van een laag zuurstofpotentieel van het staal en het tijdig verwijderen van fosforhoudende slak de sleutels tot het verbeteren van de efficiëntie van calciumdefosforisatie. Bij het toevoegen van calcium moeten voorzorgsmaatregelen worden genomen om gewelddadige vergassing van calcium te voorkomen, wat spatten kan veroorzaken. Wanneer CaC2 wordt gebruikt als defosforiseermiddel, moet de kroes worden afgedekt en gevuld met een reducerend of inert gas om oxidatie van CaC2 in de slak. Bij het smelten van Cr12MoV vormstaal, de gebruikte hoeveelheid poeder is 10-15 kg/t, en de dephosphorization rate is ongeveer 0.005%. Nadat het poeder spuiten eindigt, verwijder de slak onmiddellijk en maak nieuwe slak.
3.6.3 Argonblazen
Argonblazen in de gietpan is al een volwassen technologie in het smelten van gewoon staal en laaggelegeerd staal. Het vertrouwt op het opwellen van argonbellen om het gesmolten staal te roeren, de koolstof-zuurstofreactie te bevorderen, de botsing, groei en opwelling van insluitsels aan het oppervlak van de bel aan te houden en te bevorderen, en kan onder bepaalde omstandigheden ook ontgassen.
Wanneer de zuiverheid van argon hoog en zeer droog is, kan het blazen van argon sommige gassen, vooral waterstof verwijderen. Als de argonblaastijd ongeveer 20 minuten is, kan de dehydrogenatiesnelheid ongeveer 50% bereiken. Schadelijke sporenelementen met een hoge dampdruk bij de staalfabricagetemperatuur, zoals lood en arseen, kunnen ook in verschillende mate worden verwijderd door argon te blazen. Volgens rapporten kan argonblazen gedurende 20 minuten 70-80% lood in staal verwijderen, maar de verwijderingssnelheid van arseen is slechts 10%.
3.6.4 Injectie van poeder
Poederinjectiemetallurgie is een nieuwe technologie die onlangs is ontwikkeld om gesmolten staal te verfijnen. Poederinjectie in de gietpan wordt veel gebruikt in de conventionele staalproductie en er kunnen verschillende poedermiddelen worden gebruikt om metallurgische taken uit te voeren, zoals defosforiseren, ontzwavelen, deoxideren, de morfologie van insluitingen regelen, legeren of koolstof toevoegen. Poederinjectietechnologie is in wezen een technologie die vaste materialen toevoegt aan gesmolten staal.
Aangezien het poeder wordt getransporteerd door het dragergas, zal het dragergas dat tegelijk met het poeder binnenkomt agitatie van de smelt veroorzaken, waardoor de kinetische omstandigheden van metallurgische reacties verbeteren. Daarom is poederinjectie effectiever dan de traditionele techniek om vast materiaal toe te voegen. Natuurlijk kan deze toevoegtechniek ook worden gebruikt voor het smelten in een inductieoven.
Bij het smelten in de inductieoven kan een dephosphorizing agent (calciumlegering of calciumverbinding) of ontzwavelende agent worden geblazen. De algemeen gebruikte ontzwavelende agent is voornamelijk poeder op basis van kalk (w(CaO) 60-80%, w(CaF2) 20-40%). Deze ontzwavelingsagent is gemakkelijk te verkrijgen, goedkoop en heeft geen effect op de samenstellingscontrole van het gesmolten staal en de ontzwavelingssnelheid is ongeveer 30-50%.
Een ander veelgebruikt ontzwavelingsmiddel is Ca-Si-CaF2 (waarbij w(CaF2) 20-30% is), wordt het meeste silicium in deze ontzwavelaar geabsorbeerd door het gesmolten staal, waardoor het siliciumgehalte kan toenemen en de ontzwavelingssnelheid 40-80% kan bereiken. Voor staalsoorten die geen toevoeging van koolstof vereisen, kan ook een goed ontzwavelingseffect worden bereikt door een bepaalde hoeveelheid CaC2 toe te voegen aan ontzwavelingsmiddelen op basis van kalk.
Gewoonlijk wordt argongas in flessen gebruikt als draaggas voor poederinjectie. Stikstof kan ook worden gebruikt voor staalsoorten waarvoor geen stikstof nodig is, wat de kosten kan drukken. De werkdruk is meestal 0,2-0,3 MPa. Om een gelijkmatige poederafgifte te garanderen, moet de werkdruk zo laag mogelijk worden gehouden. Een stalen pijp met uitwendig vuurvast materiaal wordt gebruikt als injectiepistool en wordt ingebracht tot een diepte die gelijk is aan de smeltbaddiepte min de penetratiediepte.
3.6.5 Ontkoling met argon en zuurstof
De United Carbide Corporation uit de Verenigde Staten bestudeerde de evenwichtsrelatie van het Fe-Cr-C-O quaternaire systeem in een inductieoven en ontdekte dat er een overeenkomstig verband is tussen het koolstof- en chroomgehalte opgelost in ijzer en de partiële druk van koolmonoxide (PCO) in de gasfase met de temperatuur. Bij een bepaald chroomgehalte neemt het evenwichtskoolstofgehalte af naarmate de temperatuur stijgt of de PCO in de gasfase afneemt. Daarom kan, zolang de PCO in contact met het gesmolten staal kan worden verlaagd, de koolstof in het gesmolten staal worden verlaagd tot een laag niveau bij een niet te hoge temperatuur en zal chroom niet te veel oxidatieverlies lijden.
Op basis hiervan werd de AOD-methode voor het verdunnen van de partiële PCO-druk met argon voorgesteld, dat wil zeggen argon-zuurstof gemengd gas blazend ontkoling. Deze methode overwint de nadelen van hoge temperatuur, groot chroomverlies, toegenomen koolstofgehalte van grafietelektroden, lage levensduur van de ovenvoering en groot verbruik van chroomijzer met laag koolstofgehalte of metallisch chroom bij het smelten van chroom roestvrij staal door zuurstofblazen in boogovens, en is snel ontwikkeld en op grote schaal gebruikt.
Aangezien de AOD-methode is ontwikkeld voor de inductieoven, zou de argon-zuurstof ontkolingsmethode ook moeten kunnen worden toegepast op het smelten in een inductieoven. Bij het smelten van chroom of nikkel-chroom roestvrij staal in een inductieoven kan argon-zuurstofmenggas worden geblazen om koolstof uit het staal te verwijderen.
4. Elektrisch hersmelten van slakken
4.1 Elektrische uitrusting voor het hersmelten van slakken en basisprincipes
Elektrisch omsmelten van slak (ESR) is een veelgebruikte secundaire raffinagemethode voor de productie van staal en legeringen van hoge kwaliteit. Dit proces maakt gebruik van de warmte die wordt opgewekt door de elektrische weerstand van de slak om de verbruikbare elektrode opnieuw te smelten in een watergekoelde kristallisator. Vergeleken met het smelten met vacuümelektrode heeft ESR geen vacuümsysteem nodig en gebruikt het vaak een wisselstroombron, waardoor het een eenvoudiger en gemakkelijker te bedienen proces is met compacte ingots van hoge kwaliteit.
4.1.1 Elektrische uitrusting voor het hersmelten van slakken
Vergeleken met vacuüm boogsmelten met verbruikselektrode is elektrische uitrusting voor het hersmelten van slakken relatief eenvoudig en bestaat uit verschillende onderdelen, waaronder een stroomtransformator en een kortsluitapparaat, een hijssysteem voor verbruikselektroden, een kristallisator met een bodemwatertank, een meet- en regelsysteem en een toevoer- en stofverwijderingssysteem. Hier introduceren we alleen de stroomtransformator, kristallisator, bodemwatertank en verschillende soorten elektrische slakkenovens.
(1) Voedingstransformator
Het unieke kenmerk van het proces voor het hersmelten van elektrische slakken is het gebruik van wissel- of gelijkstroombronnen met hoge stroom en lage spanning. Daarom is het noodzakelijk om een geschikte transformator te kiezen om de hoogspanningsingang om te zetten in een laagspanningsuitgang (40-100 V) die overeenkomt met de capaciteit van de elektrische slakkenoven.
(2) Kristallisator
De kristallisator is het belangrijkste onderdeel van de elektrische slakkenoven. Tijdens het ESR-proces smelt de elektrode in de kristallisator en wordt het vloeibare metaal geforceerd afgekoeld en gekristalliseerd om een metalen staaf of gietstuk te vormen. De kristallisator is zowel de smeltkamer van de oven als de mal voor het stollen van metaal. Hij heeft een complexe vorm en structuur en er zijn drie hoofdtypes: kristallisator van het ingot-type, kristallisator van het glijdende type en kristallisator van het gecombineerde type (zoals getoond in Figuur 4-4).
Afbeelding 4-4 Eenfase bipolaire serie vlamboogoven
Afbeelding 4-5 Driefasige vlamboogoven
4.1.2 Basisprincipes van elektrisch boogomsmelten
(1) Basisprincipe van hersmelten
Tijdens het omsmelten met een vlamboog gaat de stroom door de verbruikselektrode, de slak, het smeltbad, de gestolde metaalstaaf en de onderste waterbak, en stroomt uiteindelijk door de kortsluiting, transformator enz. en vormt zo een lus (zie Afbeelding 4-6). Bij een bipolaire vlamboogoven in serie loopt de stroom van een van de verbruikselektroden door de slak (een klein deel van de stroom loopt ook door het smeltbad en dan terug naar de slak), gaat dan door de andere verbruikselektrode en keert ten slotte terug naar de transformator om een lus te vormen.
Het proces van elektrisch omsmelten omvat de vorming van een slakbad, het smelten van de verbruikselektrode, het stollen van het omgesmolten metaal en het herstellen en krimpen van de omgesmolten staaf.
Wanneer de stroom door de slak gaat, wordt door de hoge weerstand van de slak een sterke Jouleverwarming opgewekt in het slakkenbad. De warmte Q die per tijdseenheid in het slakkenbad neerslaat, wordt als volgt uitgedrukt:
Q = I2R (4-1)
Waarbij: Q - Joule warmte gegenereerd per tijdseenheid, J/s;
I - stroomsterkte van de elektrisch geleidende slak, A;
R - weerstand van het slakkenbad bij de smelttemperatuur, Ω.
Wanneer de verbruikbare elektrode in de slaklaag wordt gestoken, wordt het insteekgedeelte van de verbruikbare elektrode verwarmd door de hoge temperatuur van de slak en overschrijdt het zijn eigen smeltpunt. Als gevolg daarvan begint de oppervlaktelaag van de elektrodepunt te smelten en vormt zich een dunne laag vloeibaar metaal die zich vasthecht aan het bovenste deel van de elektrodepunt. Tegelijkertijd stroomt het onder invloed van de zwaartekracht g, de elektromagnetische kracht R en de schurende kracht van de slakkenpoolbeweging F naar beneden langs het oppervlak van het elektrodeuiteinde en concentreert het zich in het centrale deel van de elektrode om gesmolten druppels te vormen. De zwaartekracht zorgt ervoor dat de gesmolten druppels naar beneden vallen, terwijl de grensspanning δ tussen de slak en de gesmolten druppels voorkomt dat de gesmolten druppels vallen (zie afbeelding 4-7).
Het smelten van de verbruikselektrode en de overgang van metaaldruppels tijdens het hersmelten kan worden onderverdeeld in de volgende drie fasen:
1) Vloeibare metaalfilm wordt gevormd aan het uiteinde van de verbruikselektrode;
2) Geaggregeerd tot gesmolten druppels en via de slaklaag overgegaan naar het metaalsmeltbad;
3) Betrad het oppervlak van het metaalsmeltbad.
Afbeelding 4-6 Basisprincipeschema van elektrisch hersmelten
Figuur 4-7 Schematisch diagram van de kracht op gesmolten metaaldruppels
Vergeleken met algemene smeltmethodes verschilt het elektrische vlamboogomsmeltproces in die zin dat het omsmeltproces, met inbegrip van de vorming van een slakkenpool, het smelten van de verbruikselektrode, het stollen van het omgesmolten metaal en het herstellen en krimpen van de omgesmolten staaf, allemaal worden uitgevoerd in een continue werkprocedure. Daarom heeft het een reeks voordelen.
(1) Het hersmolten metaal kan effectief worden geraffineerd door de slak.
(2) De kristallisatieomstandigheden van de metaalstaaf verbeteren en de opbrengst van het metaal verhogen.
(3) De apparatuur is eenvoudig, de productiekosten zijn laag en de bediening is gemakkelijk onder de knie te krijgen.
(4) Er zijn veel productvariëteiten en een breed toepassingsgebied.
(5) Elektrisch omsmelten heeft ook een groot voordeel, het kan metaalstaven met verschillende doorsneden produceren, zoals ronde, vierkante, rechthoekige en metaalstaven met grote breedte-lengteverhoudingen. Het kan ook holle buizen en gietstukken met verschillende vormen produceren, zoals holle buis blanks, walsplakken, hogedrukvaten, grote hogedrukkleppen en krukassen.
Elektrisch omsmelten heeft echter een aantal nadelen, zoals lage productiviteit, hoog elektriciteitsverbruik, slecht ontgassingseffect, moeilijkheid om de chemische samenstelling nauwkeurig te controleren bij het omsmelten van staal met een hoog Ti en Al element, en hogere productiekosten in vergelijking met algemene smeltmethoden.
4.3 Selectie van grondstoffen, slakkensysteem en procesparameters voor elektrisch boogomsmelten
4.3.1 Grondstoffen voor elektrisch boogomsmelten
(1) Verbruikselektrode
De verbruikselektrode die wordt gebruikt bij elektrisch omsmelten is over het algemeen een metaalstaaf die wordt gesmolten in een boogoven of inductieoven en die na het walsen of smeden tot een metalen staaf wordt gemaakt. De dwarsdoorsnede kan rond, vierkant of rechthoekig zijn en de variëteit moet dezelfde zijn als die van het eindproduct na het hersmelten. Om oxidatie en verbranding van gemakkelijk oxideerbare elementen tijdens het hersmelten te voorkomen, moet het oppervlak van de elektrode vrij zijn van roest en oxidehuid, vooral bij het hersmelten van staal en legeringen die Al, Ti, B en andere elementen bevatten. Tijdens het hersmeltproces veranderen andere elementen in principe niet, met uitzondering van gemakkelijk oxideerbare elementen (zoals Ti, Al, enz.) die verbrand kunnen worden. Deze gemakkelijk oxideerbare elementen moeten bij de voorbereiding van de verbruikselektrode binnen een bepaald bereik worden gehouden, afhankelijk van de hoeveelheid die tijdens het hersmelten wordt verbrand. Om de excentriciteit van de verbruikselektrode tijdens het hersmeltproces te vermijden, moet deze zo recht mogelijk zijn, met een buigradius niet meer dan 6 mm per meter.
(2) Ingot beschermplaat
Om te voorkomen dat de onderste waterbak doorbrandt, kan aan het begin van het hersmelten een metalen plaat, een ingotbeschermplaat genaamd, onder de kristallisator en boven de onderste waterbak worden geplaatst. De beschermplaat voor ingots is gemaakt van hetzelfde materiaal als de verbruikselektrode. Het oppervlak van de beschermplaat voor ingots mag geen oxidehuid of roest vertonen en moet zeer vlak zijn, zodat er nauw contact is met het oppervlak van de onderste waterbak en er een goed geleidend effect ontstaat. De dikte van de beschermplaat voor ingots wordt meestal gekozen tussen 12-18 mm.
(3) Ontstekingsslakmateriaal
Zoals we allemaal weten, heeft de gesmolten slak bij het omsmelten met een vlamboog een bepaald geleidingsvermogen. Wanneer het slakmateriaal vast is, is het geleidingsvermogen slecht en kan het niet gebruikt worden om warmte te geleiden en rechtstreeks een slakpool te vormen. Als vaste slak wordt gebruikt als ontstekingsslakmateriaal, moet een slak met voldoende geleidingsvermogen in vaste toestand worden gevonden. In de praktijk is gebleken dat wanneer de vaste slak een bepaalde hoeveelheid TiO2kan het aan deze vereiste voldoen. Daarom kunnen vaste slakken met TiO2 werd gebruikt als het ontstekingsslakmateriaal voor elektrisch omsmelten.
(4) hersmelten van slakmateriaal
De slak speelt een belangrijke rol in het vlamboogomsmeltproces. De veelgebruikte slaksystemen bestaan voornamelijk uit fluoriet (CaF2), aluminiumoxide (Al2O3), kalk (CaO) en magnesia (MgO), etc. (zie Tabel 4-1).
4.3.2 Selectie van procesparameters voor elektrisch boogomsmelten
(1) Grootte van elektrische slak ingot
De relatie tussen het gewicht en de grootte van de ingot voldoet aan vergelijking 4-2.
Gewicht van G-as, t; diameter van D-as, cm; hoogte van h-as, cm; soortelijk gewicht van γ-gesmolten metaal, g/cm3.
Tabel 4-1: Gebruikelijke slakkensystemen en hun dichtheden in vloeibare toestand en smeltpunten.
Samenstelling van het slakkensysteem in procenten (%).
Dichtheid van slak in gram per kubieke centimeter (g/cm3)
Smeltpunt in graden Celsius (℃).
CaF2
CaO
A12O3
1450℃
1650℃
–
100
–
–
2.52
2.42
–
90
10
–
2.57
–
1390~1410
80
20
–
2.63
2.50
1200~1220
70
30
–
2.66
–
–
60
40
–
2.69
–
–
70
–
30
2.88
2.80
1320~1340
80
10
10
2.69
–
60
20
20
2.90
–
1240~1260
(2) Afmetingen van kristallisator en zelfconsumerende elektrode
De diameter D van de kristallisator wordt bepaald met de volgende formule:
waarbij D de gemiddelde diameter van de kristallisator in millimeters (mm) is; D_pro de diameter van het product in millimeters (mm) is; M de bewerkingstoeslag voor de blenk is (voor ingots is M=0; voor gietstukken is M=10-15mm); δ% de krimp van de ingot is (meestal 3±0,5%).
De hoogte H van de kristallisator wordt bepaald met de volgende formule:
Als D groter is dan 300 mm, dan moet H als ondergrens worden genomen.
De diameter van de zelfconsumerende elektrode d_pool kan worden bepaald met de volgende empirische formule, die afhangt van de diameter D van de kristallisator:
waarbij K de vullingsgraad is, meestal gekozen tussen 0,4-0,6; d_pool is de diameter van de zelfconsumerende elektrode in millimeter (mm); D is de diameter van de kristallisator in millimeter (mm).
Momenteel kiezen verschillende landen over de hele wereld voor verschillende vulverhoudingen K op basis van hun feitelijke situatie. Een grotere K-waarde is beter om het energieverbruik te verlagen, de productiviteit te verhogen en de ingotkwaliteit te verbeteren, terwijl de kwaliteit van het omgesmolten metaal en een veilige werking gegarandeerd blijven. De diameter van de zelfverbruikende elektrode mag niet te groot zijn, omdat dit de veiligheid van de bewerking beïnvloedt.
De lengte L_pool van de zelfverbruikende elektrode kan worden berekend met de volgende formule:
waarbij G de massa van de metaalstaaf in ton (t) is; n het aantal zelfverbruikende elektroden is dat nodig is om één metaalstaaf te maken; γ de dichtheid van het omgesmolten metaal is, die voor gewoon staal doorgaans 7,9g/cm3 bedraagt; Z de elektrodedichtheid is, die voor gegoten elektroden 0,95 bedraagt en voor gesmede en gewalste elektroden ongeveer gelijk is aan 1; ΔL de staartlengte van de elektrode is, die moet worden bepaald op basis van de elektrode klemming methode, meestal genomen als (2-3)d.
(3) Smeltspanning
De smeltspanning is de som van de werkspanning en de spanningsval in de lijn tijdens het hersmelten. De werkspanning ligt dicht bij de spanning van de slaklaag en geeft de werkelijke spanning nauwkeuriger weer. Het bepaalt de onderdompelingsdiepte van de zelfverbruikende elektrode, beïnvloedt de vorming van bevredigende ingot axiale kristallen en oppervlaktekwaliteit en is gerelateerd aan de mate van oxidatie van elementen. Een juiste verhoging van de mondspanning van de oven kan de gesmolten druppels verfijnen, de slakkentemperatuur verhogen en de axiale kristalgroei van de ingot bevorderen. Over het algemeen moet voor slakkensystemen met een goed geleidingsvermogen en lage weerstand een lager werkvoltage worden gekozen. Bij het smelten van legeringen die gemakkelijk oxideerbare elementen bevatten zoals Al, Ti en staal of legeringen die gevoelig zijn voor ontmenging, moet ook een lagere werkspanning worden gekozen. Het werkvoltage kan geselecteerd worden met de volgende empirische formule:
waarin U de werkspanning in volt (V) is; D de diameter van de kristallisator in centimeters (cm); B een constante is van 27-37V.
(4) Smeltstroom
Smeltstroom is een belangrijke parameter die een aanzienlijke invloed heeft op de productkwaliteit en economische en technische indicatoren. Het verhogen van de smeltstroom leidt tot een grotere onderdompelingsdiepte van de zelfverbruikende elektrode, wat nadelig is voor de axiale kristallen van de ingot. De smeltstroom wordt voornamelijk bepaald door de doorsnede van de zelfverbruikende elektrode en de stroomdichtheid.
I = A*J (4-8)
waarbij A de doorsnede is van de zelfverbruikende elektrode in vierkante millimeter (mm2); J de stroomdichtheid in ampère per vierkante millimeter (A/mm2).
De stroomdichtheid J kan worden geselecteerd met de volgende empirische formule:
waarbij d de diameter van de zelfverbruikende elektrode in millimeter (mm) is.
(5) Ingangsvermogen
Het ingangsvermogen wordt gebruikt om te controleren of de spannings- en stroomwaarden geschikt zijn of om een basis te verschaffen voor de keuze van transformatoren voor apparatuur. Het ingangsvermogen wordt bepaald op basis van het ingangsvermogen van het volume van de slakkenpool. Als D =400-800mm, is het effectieve ingangsvermogen 0,15-0,30KW/cm.2als D =200-400mm, is het effectieve ingangsvermogen 0,30-0,60KW/cm2als D < 200 mm, is het effectieve ingangsvermogen groter dan 0,60KW/cm2.
(6) Hoeveelheid slak en diepte van het slakbad
De hoeveelheid slak wordt bepaald met de volgende formule, met veelgebruikte slakkensystemen en dichtheden in Tabel 4-3:
waarin G het gewicht van de slak in kilogram (kg) is; D de diameter van de kristallisator in centimeters (cm) is; h de diepte van het slakkenreservoir in centimeters (cm) is; γ de dichtheid van het hersmolten metaal in kilogram per kubieke centimeter (kg/cm3).
De diepte van het slakkenbad kan worden bepaald met de volgende empirische formule:
Neem de bovengrens wanneer D ≤250mm, en neem de ondergrens wanneer D >350mm. Volgens de literatuur is de hoeveelheid slak voor eenfasige elektrische ovens in China 30-40 kg/t, de hoeveelheid slak voor driefasige elektrische ovens in China 60-70 kg/t en de hoeveelheid slak in het buitenland 3-5% van het gewicht van de ingot.
(7) Koelwatertemperatuur
Om de kristallisatie van ingots te bevorderen en ongelukken te voorkomen, is een hogere koelintensiteit vereist voor de kristallisator en de onderste watertank. De koelwaterdruk is meestal 1,5-2,0kg/mm2 en de watertemperatuur van de kristallisator moet geregeld worden op 40-60℃.
4.4 Metallurgische kenmerken van elektrisch omsmelten van slakken (Les 11)
Het proces van het hersmelten met elektrische slakken omvat de vorming van het slakkenbad, het smelten van de zelfverbruikende elektrode, het stollen van het hersmolten metaal en het aanvullen en krimpen van de hersmolten staaf. Deze processen worden uitgevoerd in een continu werkproces.
4.4.1 Vorming van het smeltbad voor elektrische slakken
(1) Functie van slakken
Warmtebron voor het omsmelten.
Effectieve verfijning.
Het omgesmolten metaal beschermen met de slaklaag.
Bovendien wordt er tijdens het stolproces van het hersmolten metaal een dunne en uniforme slakkenschil gevormd op het oppervlak van de ingot, die de kristallisator beschermt tegen direct contact met slak van hoge temperatuur en die het oppervlak van de ingot glad en gemakkelijk te ontvormen maakt.
(2) Eigenschappen van slak
Een bepaalde elektrische geleidbaarheid.
Lage viscositeit en smeltpunt.
Lage dampdruk.
Geschikte interfaciale spanning van slak.
Matige dichtheid van slak.
Geschikte permeabiliteit van slak.
(3) Selectie van slakkensysteem
De slak moet gekozen worden op basis van de analyse van de fysische eigenschappen van de slak zoals hierboven vermeld. Vaak gebruikte slakkensystemen worden weergegeven in Tabel 4-1.
Het smeltpunt van het slakkensysteem moet 100-200℃ lager liggen dan dat van het omgesmolten metaal en de viscositeit van de slak moet ook klein zijn. Dit zorgt voor een goede vloeibaarheid van de slak tijdens het hersmelten, wat gunstig is voor de ontzwaveling en verwijdering van niet-metalen insluitingen. Het helpt ook om een dunne en uniforme slakkenschil te vormen op het oppervlak van de ingot, wat het stollen van de ingot vergemakkelijkt en een glad oppervlak oplevert.
Het CaF2-CaO slakkensysteem heeft een significant ontzwavelingsvermogen en het ontzwavelingsvermogen neemt toe met de toename van de basiciteit van de slak. Bij het hersmelten van zwavelhoudend vrij staal is een zure slakbewerking met R<1 nodig om het zwavelgehalte in het staal te verzekeren.
Tijdens het hersmelten met elektrische slak is het beter om minder onstabiele oxiden (FeO, MnO, enz.) en oxiden van metalen met variabele valentie (MexOy) in de slak te hebben om de toename van het [O]-gehalte in het metaal en het verbrande verlies van elementen te voorkomen. Bij het smelten van staal en legeringen die elementen zoals Al, Ti en B bevatten, mag de slak geen SiO2 bevatten.
Aangezien alkalimetaaloxiden zoals Na2O en K2O een laag smeltpunt hebben en gemakkelijk vervliegen, mogen deze oxiden niet in de slak zitten.
(4) Oprichting van een slakkenpool
Bij het begin van het hersmeltproces moet het slakkenbekken snel worden gevormd om een vlot verloop van het hersmeltproces van elektrische slakken te garanderen. Er zijn twee methoden om het slakkenbad op te bouwen: de zichtbare vlamboogmethode en de onzichtbare vlamboogmethode, waarbij de laatste vooral wordt gebruikt in de huidige productie. Bij de onzichtbare boogmethode worden vooral de vaste geleidende slakontstekingsmethode en de vloeibare slakmethode gebruikt.
4.4.2 Smelten van zelfverbruikende elektrode
Tijdens het druppelproces van de omgesmolten metaaldruppels zijn de overgangseigenschappen voornamelijk de frequentie van het druppelen en de grootte van de druppeldiameter, die een aanzienlijke invloed hebben op de verfijning van het metaal.
Ten eerste heeft de samenstelling van de slak een aanzienlijk effect op de druppelgrootte. Bij gebruik van een ЭП65 staal zelfconsumerende elektrode met een diameter van d_pool=200mm, een kristallisatordiameter van D_pro=425mm, en een CaF2-Al2O3 slakkensysteem met verschillende hoeveelheden toegevoegde Al2O3 voor het hersmelten, wordt de verandering in druppelkwaliteit weergegeven in Tabel 4-2.
Tabel 4-2 Veranderingen in Druppelfusie.
Al2O3 Inhoud in CaF2-Al2O3 Slakken, /%.
Spanning, /V
Stroom, /A
Druppelfrequentie, druppels/s
Gemiddelde druppelmassa, /g
1
61
7500
5.07
6.90
5
61
7500
6.53
7.50
15
61
7500
7.01
7.95
30
61
7500
7.06
11.70
Bovendien is er een zeker verband tussen de diepte van het slakbad en de druppelvalfrequentie en -grootte. Wanneer een zelfverbruikende elektrode met een kleine doorsnede wordt gebruikt, leidt een toename van de diepte van het slakbad tot een afname van de druppelvalfrequentie en een toename van de druppeldiameter (zie tabel 4-3).
Tabel 4-3 Relatie tussen slakkenpooldiepte, druppelvalfrequentie en druppeldiameter.
Slak Pool Diepte, /mm
30
50
70
Druppelfrequentie, druppels/s
21.5
14.8
11.5
Gemiddelde druppelmassa, /g
0.11
0.16
0.21
Gemiddelde druppeldiameter, /mm
3.12
3.54
3.86
Opmerking: De snelheid waarmee de elektrode wordt opgetild is 1,55 m/u; de spanning is 45 V.
De stabiliteit van het hersmeltproces bij elektroslakproductie hangt nauw samen met de daalsnelheid van de zelfverbruikende elektrode. Als de elektrode langzaam daalt, gaat het elektroslakproces over in een boogproces. Op dat moment is het uiteinde van de elektrode vlak en worden druppels meestal verdeeld over de rand van het elektrodevlak (zie Afbeelding 4-18a). Op het moment dat de druppels vallen, kan boogvorming worden waargenomen en is het elektroslakproces onstabiel. Wanneer de daalsnelheid van de elektrode wordt verhoogd, verschijnt er een kegelvormig uitsteeksel aan het uiteinde van de elektrode (zie Afbeelding 4-18b) en vormen zich druppels in het midden van het elektrodeuiteinde (de punt van het uitsteeksel). Naarmate de daalsnelheid van de elektrode verder toeneemt, neemt de grootte van het kegelvormige deel van de elektrode in de slak toe en wordt de holte van het laterale oppervlak van de kegel kleiner.
Afbeelding 4-8 Smeltkarakteristieken van de elektrode
a - lage afdaalsnelheid van de elektrode; b - matige afdaalsnelheid van de elektrode; c - hoge afdaalsnelheid van de elektrode.
Bij een verdere verhoging van de daalsnelheid van de elektrode wordt het laterale oppervlak van het conische lichaam aan het uiteinde van de elektrode convex en een deel van het cilindrische deel van de elektrode wordt ook begraven in het slakkenbad. Op dit moment, met het toenemen van de daalsnelheid van de elektrode, kan een langzame toename van de stroom worden waargenomen (zie Afbeelding 4-19).
Afbeelding 4-9 Relatie tussen afdaalsnelheid van de elektrode en stroomsterkte
1 - Diameter elektrode 180 mm, U=80V; 2 - Diameter elektrode 180 mm, U=51V;
3 - Diameter elektrode 100 mm, U=51V; 4 - Diameter elektrode 80 mm, U=51V;
Als de daalsnelheid van de elektrode te hoog is, ontstaan er periodieke vonkbogen tussen het uiteinde van de elektrode en het oppervlak van het smeltbad door loslating van druppels, wat leidt tot koken op de bodem van het slakbad. Soms kan er kortsluiting ontstaan tussen de elektrode en het smeltbad, waardoor het hersmelten instabiel wordt.
Samengevat: bij gebruik van een elektrode met een grote doorsnede voor elektroslakomsmelten moet het uiteinde van de elektrode de vorm hebben van een regelmatige kegel, waardoor het omsmelten het meest stabiel verloopt.
4.4.3 Stollen van hersmolten metaal
De verschillen tussen het stolproces van elektroslak ingots en dat van conventionele gietmethoden zijn als volgt:
(1) De segregatie van elektroslak omgesmolten ingots is kleiner dan die van andere methoden;
(2) Tijdens het hersmelten met elektroslak kan er continu nieuw vloeibaar metaal worden toegevoerd aan de kristallisator door het continue smelten van de zelfverbruikende elektrode, terwijl dit niet nodig is bij gewoon vormgieten;
(3) Er is een dunne slaklaag op het oppervlak van de elektroslak ingot, waardoor de axiale afkoelsnelheid veel groter is dan de radiale afkoelsnelheid en de kristallijne structuur de neiging heeft axiaal te zijn;
(4) De kristallijne structuur van de elektroslak ingot is niet alleen gerelateerd aan de slaklaag op het oppervlak van de ingot, maar ook aan de vorm van het smeltbad.
De praktijk heeft uitgewezen dat de belangrijkste factoren die de vorming van de vorm van het smeltbad beïnvloeden de daalsnelheid van de zelfverbruikende elektrode, de werkstroom, de werkspanning, de diepte van het slakkenbad en de thermische geleidbaarheid van het omgesmolten metaal zijn.
4.4.4 Compensatiekrimp, ontvouwen en afkoelen
Compensatiekrimp: Compensatiekrimp moet 10-15 minuten voor het einde van het hersmeltproces worden uitgevoerd om te zorgen voor een gladde staaf zonder krimpgaten en om de opbrengst van de metaalstaaf te verbeteren.
Ontvormen en afkoelen: Nadat het omsmelten is voltooid, moet de metaalstaaf 10 minuten afkoelen voordat hij wordt ontvormd. De tijd voor het afkoelen van de mal wordt meestal bepaald door de verschillende staalsoorten en de grootte van de ingot. Na het ontvormen moeten gelegeerde staalsoorten over het algemeen langzaam worden gekoeld en de methoden voor langzame koeling omvatten luchtkoeling, zandkoeling, afzuigkapkoeling en putkoeling.
4.5 Metallurgische kwaliteit van het hersmelten met elektroslak
4.5.1 Ontzwaveling en defosforisering in het elektroslakproces
Het ontzwavelingseffect van elektroslak omsmelten is aanzienlijk en de ontzwavelingsgraad kan over het algemeen 50-80% bereiken, wat een van de voordelen van elektroslak omsmelten is. Bij gewone staalproductiemethoden moet aan de volgende voorwaarden worden voldaan om zwavel effectief uit het metaal te verwijderen:
(1) De slak moet een hoge alkaliteit hebben;
(2) Om de slak goed te laten vloeien, moet de temperatuur van de slak hoog zijn;
(3) Het contactvlak tussen het metaal en de slak moet zo groot mogelijk zijn.
Er zijn drie vormen van ontzwaveling in het elektroslak-omsmeltproces:
(1) Het is slakontzwaveling, wat betekent dat zwavel wordt overgedragen van het metaal naar de slak.
De reactieformule is: [S]+(O2-)→(S2-)+[O] (4-12)
De evenwichtsconstante van de reactie is: (4-13)
Daarom geeft vergelijking 4-13:
Als het gehalte aan zuurstofionen in de slak hoger is en de activiteit van zuurstof in het metaal lager, dan zal er meer zwavel van het metaal naar de slak overgaan. Om het gehalte aan zuurstofionen in de slak te verhogen, kan slak met een hoge alkaliteit worden gebruikt. Uit de chemische reactieformule van slakontzwaveling kan worden afgeleid dat naarmate zwavel wordt verwijderd, het zuurstofgehalte in het metaal moet toenemen.
(2) Tijdens het hersmeltproces wordt ook ontzwaveld door vergassing, wat betekent dat zwavel wordt overgedragen van de slak naar de atmosfeer.
(S2-) + 3/2{O2} = (O2-) + SO2} (4-15)
De evenwichtsconstante van deze reactie is:
Vergelijking 4-16 geeft:
Uit vergelijking 4-17 kan worden afgeleid dat hoe hoger de partiële zuurstofdruk in de atmosfeer en hoe lager de activiteit van zuurstofionen in de slak, hoe gunstiger het is voor de ontzwaveling door vergassing tijdens het omsmeltingsproces. Er is een zekere tegenstelling tussen deze twee reactieprocessen. Beide processen vinden echter plaats binnen hetzelfde systeem, dus het uiteindelijke ontzwavelingseffect moet een alomvattend resultaat zijn van de interactie tussen deze twee reacties.
(3) Zwavel in het metaal gaat over in de slak.
Verschillende stroom- en spanningspolariteiten hebben ook een bepaald effect op de zwavelverwijdering in het metaal. Als omgekeerde DC (d.w.z. zelfverbruikende elektrode verbonden met de positieve elektrode) wordt gebruikt, kan zwavel in het metaal overgaan in de slak, waardoor betere ontzwavelingsresultaten worden bereikt. In principe kan geen ontzwavelingseffect worden waargenomen bij gebruik van positieve gelijkstroom. Tijdens het omsmelten met een vlamboog heeft de ontzwaveling door vergassing een aanzienlijk aandeel in de drie bovengenoemde ontzwavelingsmethoden. Over het geheel genomen wordt het beste ontzwavelingseffect bereikt bij gebruik van een wisselstroombron en slakken met een hoge alkaliteit voor omsmelten onder atmosferische omstandigheden. Bij gebruik van een wisselstroombron kan de CaF2Het CaO-slaksysteem heeft het beste ontzwavelingseffect in het fluorslaksysteem.
Wat de defosforisering in het metaal betreft, is de traditionele methode om tijdens het smeltproces zoveel mogelijk omstandigheden te creëren van "drie hoogten en één laag" (hoge alkaliteit, hoog (FeO) gehalte, grote hoeveelheid slak en lagere temperatuur). Bij het omsmelten met een elektrische boog is het echter moeilijk om goede defosforisatieresultaten te bereiken vanwege de niet-oxiderende aard van de slak en de hoge temperatuur van het smeltbad.
4.5.2 Verwijdering van niet-metaalhoudende deeltjes tijdens elektrisch boogomsmelten
Omsmelten met een vlamboog is zeer effectief in het verwijderen van niet-metalen insluitingen uit het metaal. De volgende tabel toont de veranderingen in het gehalte niet-metalen insluitingen in kogellagerstaal na omsmelten met een vlamboog.
Tabel 4-4 Veranderingen in oxide insluitingen in kogellager staal na elektrisch boog omsmelten
Bemonsteringslocatie
Aantal exemplaren
Aantal velden
Gemiddeld oppervlak van oxide insluitsels per veld, μm2
Elektrode voor zelfverbruik
3
36
254
Druppels van elektrodetip
3
38
59
Druppelende gesmolten druppels
5
51
33
Metalen smeltbad
5
63
47
Omgesmolten staal
5
60
37
Tabel 4-10: Verbrandingsverlies van [Ti] tijdens elektroslakomsmelten onder verschillende omstandigheden.
Elektroslak sproeivormen E.S. Osprey; Direct elektroslak smelten Direct ESM;
(2) Toekomstperspectieven voor elektroslakproducten
I. Bij de productie van middelgrote en grote smeedstukken zal het hersmelten een monopoliepositie innemen.
II. Op het gebied van hoogwaardig gereedschapsstaal, matrijzenstaalduplex roestvast hittebestendig staal, stikstofhoudend ultrahogesterktestaal, buisplaatjes en koudgewalste rollen, heeft het elektroslak omsmelten een absoluut voordeel en zal het vacuümboog omsmelten op dit gebied vervangen.
III. Op het gebied van superlegeringen (legeringen voor hoge temperaturen, corrosiebestendige legeringen, precisielegeringen, legeringen voor elektrische verwarming) concurreren elektroslakomsmelten en vacuümboogomsmelten met elkaar. Tegen het einde van de jaren 1980 was de productie van het elektroslak omsmelten die van het vacuümboog omsmelten voorbijgestreefd. Veel materialen die volgen op vacuümboogomsmelten zijn oudere materialen die beperkt zijn door eerdere technische evaluaties, terwijl nieuwe elektroslakmaterialen een absoluut voordeel hebben.
IV. Bij de productie van non-ferrometalen staat het elektroslak omsmelten nog in de kinderschoenen.
5. Vacuümboog omsmelten
5.1 Overzicht
Vacuümboogomsmelten is een proces waarbij een gelijkstroomboog wordt gebruikt die wordt opgewekt tussen een metaalelektrode en een smeltbad van gesmolten metaal, in een slakvrije omgeving met lage druk. Door de hoge temperatuur van de boog smelten de zelf verbruikende elektroden laag voor laag en worden gesmolten druppels gevormd aan het uiteinde van de elektrode. Deze druppels komen het smeltbad binnen via de zone van de hoge-temperatuurboog en worden snel verhit door de hoge-temperatuurboog, wat leidt tot zuivering en raffinage, gevolgd door stolling in een watergekoelde kristallisator.
Een vacuümboogoven kan een laag zuurstofpotentiaal en een smelttoestand bij hoge temperatuur creëren, waardoor deze geschikt is voor het smelten van vuurvaste of gemakkelijk geoxideerde metalen zoals platina, tantaal en wolfraam. Met de ontwikkeling van de mechanische industrie is het vacuüm-zelfconsumptie boog-omsmeltproces met succes toegepast bij de productie van titanium en titaniumlegeringen, precisielegeringen, hoge-temperatuurlegeringen en vuurvaste metalen. Daarom heeft het zich sinds de jaren 1940 en 1950 snel ontwikkeld en is het in omvang toegenomen. In speciale smeltprocessen is vacuümboogsmelten een van de belangrijkste methoden voor hersmelten en zuiveren. Het schematische diagram van vacuümboogsmelten wordt getoond in Afbeelding 5-1.
Vacuümboogovens kunnen worden onderverdeeld in twee categorieën: zelfverbruikende en niet-zelfverbruikende. De laatste verwijst naar een type vacuümboogoven dat gebruik maakt van hoogtemperatuurbestendige geleiders zoals wolfraam- of grafietelektroden, en het te smelten metaal wordt in de kristallisator geplaatst om te smelten en te verfijnen door de hitte van de boog.
Tijdens het smeltproces wordt de elektrode zelf niet of slechts minimaal verbruikt en daarom wordt het niet-zelfverbruikend genoemd. Zelfverbruikende vlamboogovens gebruiken het te smelten metaal als elektrode, dat tijdens het vlamboogproces in een bepaalde mate smelt en verfijning ondergaat, waardoor dit type vlamboogoven een zelfverbruikende vlamboogoven is. Aangezien de overgrote meerderheid van vacuümboogovens die worden gebruikt voor de productie van staal en legeringen zelfconsumerende boogovens zijn, zullen alle verwijzingen naar zelfconsumerende boogovens zijn, tenzij anders aangegeven in de volgende hoofdstukken.
5.2 Introductie en classificatie van de structuur van vacuümboogovens zonder zelfconsumptie
5.2.1 Structureel overzicht
Er zijn verschillende soorten vacuüm-zelfverbruikende boogovens, maar hun basisstructuren zijn hetzelfde. Figuur 5-1 toont een vacuümoven met zelfconsumerende vlamboog. De complete uitrusting van een vacuüm-zelfverbruikende vlamboogoven bestaat uit het ovenlichaam, de voedingsapparatuur, het vacuümsysteem, het regelsysteem, het observatiesysteem, het waterkoelsysteem en andere componenten. Het schematische diagram van het principe van de vacuümboogomsmelting en het structurele schematische diagram van de vacuümboogoven met zelfverbruikende elektrode worden respectievelijk getoond in Afbeelding 5-2 en Afbeelding 5-3.
5.2.2 Classificatie van vacuümboogovens voor zelfconsumptie
Er zijn veel soorten ovens, die kunnen worden ingedeeld op basis van de verschillende kenmerken van de vlamboogoven. Volgens de structuur van het ovenlichaam kan het worden onderverdeeld in vaste en roterende types. Volgens de vorm van de ingot kan hij worden onderverdeeld in vaste ingot en getrokken ingot. Volgens de bedrijfsmodus kan de oven worden onderverdeeld in intermitterend en continu.
5.3 Omsmelten van staal en legeringen
5.3.1 Stadia van boogomsmelten
Het proces van boogomsmelten kan worden onderverdeeld in vier fasen: laselektroden, booglassen, normaal smelten en topping.
Het lassen gebeurt in een vacuüm of beschermende atmosfeer. Een laag boogaanzetmateriaal (meestal van hetzelfde type spanen) wordt verspreid op het uiteinde van de zelfverbruikende elektrode die wordt gelast, en vervolgens wordt de elektrodestaaf wordt verlaagd zodat er een boog ontstaat tussen de overgangselektrode en de zelfverbruikende elektrode. Wanneer de twee uiteinden van de boogzone verhit zijn en de boog stabiel is met een grote hoeveelheid gevormde vloeibare fase, wordt de elektrodenstaaf snel neergelaten om de twee uiteinden van de boogzone in nauw contact te brengen en aan elkaar te lassen.
Het doel van boogvorming is om een boog te vormen tussen de zelfverbruikende elektrode en het boogstartmateriaal op de bodem van de kristallisator, de temperatuur van de boogzone te verhogen en een smeltbad van een bepaalde grootte te vormen op de bodem van de kristallisator, een stabiele boog te handhaven tussen de zelfverbruikende elektrode en het smeltbad en het hersmelten van de zelfverbruikende elektrode over te laten gaan in de normale smeltperiode.
De normale smeltperiode is de belangrijkste fase van het hersmeltproces waarin staal of legeringen worden verfijnd en gestold tot ingots. Dit verwijdert gassen en metaalonzuiverheden met een laag smeltpunt uit het metaal, verwijdert niet-metalen insluitingen, vermindert ontmenging en zorgt voor een ideale kristallijne structuur.
Het doel van topping is het verminderen van krimpholten aan de bovenkant van de omgesmolten ingot, het verminderen van de porositeit van de "V"-contractiezone aan de bovenkant, het bevorderen van het uiteindelijke drijven en verwijderen van insluitingen, het verminderen van de hoeveelheid kopsnijden en het verhogen van de opbrengst.
5.3.2 Procesparameters
(1) Diameter van zelfverbruikende elektrode
De diameter van de zelfverbruikende elektrode heeft een directe invloed op de kwaliteit van de omgesmolten ingot. Als de diameter groot is, wordt de boogwarmte gelijkmatig verdeeld over het hele oppervlak van het smeltbad, zodat het smeltbad vlak is. Dit maakt het gemakkelijk om een omgesmolten staaf te verkrijgen met kleine ontmenging, dichte structuur en zuilvormige kristallijne oriëntatie die gunstig is voor het verbeteren van de thermische verwerkingsprestaties (de hoek tussen de richting van de zuilvormige korrels en de as van de staaf is klein). Over het algemeen wordt de volgende formule gebruikt om de diameter van de elektrode te kiezen:
d/D=0,65~0,85 (5-1)
waarbij d de diameter van de zelfconsumerende elektrode in mm is, en D de diameter van de kristallisator in mm.
Voor staal of legeringen wordt d/D momenteel meestal gekozen binnen het bereik van 0,7 tot 0,8. Kies de bovengrens voor grotere ingots en de ondergrens voor kleinere ingots. Kies de bovengrens voor grotere ingots en de ondergrens voor kleinere ingots.
Bovendien kan de diameter van de elektrode ook worden bepaald met de volgende empirische formule:
d=D-2δ (5-2)
waarbij δ de afstand tussen de elektrode en de kristallisator is in mm.
Wanneer de elektrode een cilinder met meerdere vlakken is, vertegenwoordigt de waarde de afstand tussen de randen van de elektrode en de binnenwand van de kristallisator. Bij het bepalen van de waarde van δ moet ervoor worden gezorgd dat deze groter is dan de lengte van de boog tijdens normaal smelten, om het risico van het ontstaan van randbogen uit te sluiten.
Tijdens het hersmelten van non-ferrometalen of vuurvaste metalen en legeringen, met name tijdens het eerste vacuümsmelten (waarbij veel gas vrijkomt), moet δ groter zijn dan die voor het hersmelten van staal om de gassen volledig te verwijderen en een veilige werking te garanderen. In het algemeen wordt δ gekozen binnen een bereik van 25 tot 50 mm, met de bovengrens voor grotere ingots.
Tabel 5-1 Empirische formule voor het bepalen van smeltstroom
Formule
Eenheid
Toepassingsgebied
Opmerking
I of I
d of D
iA/cm2
d mm
Staal, gelegeerd staal, ijzer- of nikkellegeringen.
De mate van vacuüm heeft een directe invloed op de deoxidatie, ontgassing, vervluchtiging van elementen, ontleding en verwijdering van insluitsels tijdens het omsmelten, en ook op het gedrag van de boog en de veilige werking. Daarom is de vacuümgraad een zeer belangrijke procesparameter. Om het raffinage-effect te verbeteren, moet de vacuümgraad van de smeltkamer worden verhoogd, maar om de boog te stabiliseren mag de vacuümgraad niet te hoog zijn en moet vooral het drukbereik worden vermeden dat gloei-ontlading veroorzaakt. De druk van de smeltkamer moet rond de 1,3 Pa worden gehouden.
(3) Actueel:
De smeltstroom bepaalt de smeltsnelheid van de zelfverbruikende elektrode en de temperatuur van het smeltbad. Een grote stroom leidt tot een hoge boogtemperatuur en een snelle smeltsnelheid van de elektrode, wat resulteert in een betere oppervlaktekwaliteit van de omgesmolten staaf. De hoge temperatuur van het smeltbad maakt het smeltbad echter dieper en zorgt ervoor dat de kristallisatierichting van de omgesmolten staaf naar horizontaal neigt. Als gevolg daarvan neemt de losse ontwikkeling van de omgesmolten staaf toe, neemt de samenstellingafwijking toe, wordt de anisotropie groter en verslechteren de thermische verwerkingsprestaties.
Als de smeltstroom klein is, hoewel de smeltsnelheid laag is, is de vorm van het smeltbad ondiep en vlak en neigt de kristallisatierichting naar axiaal, waardoor de omgesmolten staaf dicht is, met kleine en verspreide insluitsels die tussen dendritische kristallen omhoog en omlaag kunnen drijven. Bij de keuze van de smeltstroom moet ook rekening worden gehouden met de diameter van de elektrode, de grootte van de ingot en de fysische eigenschappen van het geraffineerde product (zoals smeltpunt, samenstelling, viscositeit, thermische geleidbaarheid enz.) De formule-uitdrukkingen voor het selecteren van de smeltstroom worden gegeven in Tabel 5-1.
(4) Spanning:
Bij een vaste stroomsterkte wordt de booglengte bepaald door de boogspanning. Als de booglengte te kort is (minder dan 15 mm), is de kans groot dat er periodiek kortsluiting optreedt, waardoor de temperatuur van het smeltbad schommelt en de uniformiteit van de kristalstructuur en de oppervlaktekwaliteit van de omgesmolten ingot worden beïnvloed. Als de boog te lang is, is de warmte niet geconcentreerd, is de thermische verdeling van het smeltbad ongelijkmatig en wordt de uniformiteit van de kristalstructuur van de omgesmolten staaf aangetast, waardoor het risico van een vlamboog toeneemt. Bij vacuümboogsmelten is de controle van de booglengte in principe hetzelfde. Op dit moment wordt de booglengte meestal geregeld binnen het bereik van 22-26 mm, wat overeenkomt met een spanning van 24-26 V. De waarde van δ op dit moment moet groter zijn dan 25 mm.
(5) Smeltsnelheid:
Het aantal kilo's metaalvloeistof dat per tijdseenheid uit de zelfverbruikende elektrode wordt gesmolten en in de kristallisator terechtkomt, wordt de smeltsnelheid genoemd en wordt gewoonlijk uitgedrukt in kg/min. De smeltsnelheid (V) kan worden bepaald door de afstand (S, mm/min) die de liniaal, gekoppeld aan de op- en neergaande beweging van de zelfverbruikende elektrode, per tijdseenheid aflegt. De berekeningsformule is
V= K-S (5-3)
waarbij K de smeltsnelheidscoëfficiënt is, kg/mm, d.w.z. het aantal kilogram zelfverbruikende elektrode dat door de witverbruikende elektrode wordt gesmolten voor elke druppel van 1 mm. De K-waarde kan worden afgeleid uit de massabalans tussen de neerwaartse beweging van de elektrode en de opwaartse beweging van het vloeistofniveau.
(6) Lekkagesnelheid:
De leksnelheid E van het vacuümsysteem verwijst naar de hoeveelheid lucht die per tijdseenheid van buitenaf de vacuümkamer binnendringt, met een eenheid van μmHg.L/s. De leksnelheid heeft een aanzienlijke invloed op de kwaliteit van het omgesmolten metaal, vooral voor legeringen die moeilijk te smelten zijn of actieve elementen bevatten. Het gas dat in het vacuümsysteem lekt, verhoogt de partiële druk van zuurstof, stikstof en waterdamp in de vacuümkamer, waardoor het aantal oxiden en nitriden in het omgesmolten metaal toeneemt, wat resulteert in een verminderde sterkte en plasticiteit van de legering. Daarom moet bij het hersmelten met een vacuümboog de leksnelheid van de apparatuur worden geregeld op ≤ 6,67Pa.L/s. Bij het smelten van moeilijk te smelten metalen en hun legeringen is de vereiste voor E 0,400-0,667 Pa.L/s.
(7) Koelintensiteit:
De koelintensiteit van de kristallisator beïnvloedt het stolproces en de gietstructuur van de omgesmolten staaf. In de werkelijke productie wordt de koelintensiteit beïnvloed door factoren zoals het debiet, de druk, de inlaat- en uitlaattemperatuur van het koelwater, het type ingot, het gewicht, de staalsoort, de structuur van de kristallisator en de smelttemperatuur. Vanwege de complexiteit van deze factoren wordt het debiet van het koelwater vaak aangepast op basis van ervaring tijdens het gebruik, zodat de inlaat- en uitlaatwatertemperaturen binnen het vereiste bereik liggen, terwijl de stolsnelheid consistent blijft met de smeltsnelheid en de vorm van het smeltbad stabiel blijft.
De vereisten voor de temperatuur van het uitlaatwater van de kristallisator zijn als volgt: het temperatuurverschil tussen het inlaat- en uitlaatwater van de onderste kristallisator moet minder dan 3°C zijn; het temperatuurverschil tussen het inlaat- en uitlaatwater van de bovenste kristallisator mag niet minder dan 20°C zijn, en de temperatuur van het uitlaatwater moet tussen 45-50°C liggen.
5.4 Veel voorkomende metallurgische kwaliteitsproblemen bij vacuümboogomsmelten
Veel voorkomende macroscopische defecten zijn vooral slechte oppervlaktekwaliteit en scheuren in omgesmolten ingots.
(1) Slechte oppervlaktekwaliteit van hersmolten ingots.
Het kenmerk van vacuüm boog hersmelten is slakvrije werking in een lagedruk omgeving. De metaalvloeistof na het hersmelten stolt snel in de watergekoelde kristallisator, wat oppervlaktedefecten kan veroorzaken zoals littekens, slakinsluitsels, zware markeringen en huidverloop op de hersmolten staaf.
(2) Scheuren
Scheuren kunnen ontstaan op de staaf of het materiaal tijdens warmvervormen of nadat het is afgewerkt. Op basis van hun oorzaken kunnen scheuren worden onderverdeeld in oppervlaktescheuren, scheuren veroorzaakt door krimpgaten en interkristallijne scheuren.
5.4.1 Microscopische defecten van staal en legeringen
(1) Poreusheid
Tijdens het stollen ontstaan microporiën tussen dendritische kristallen door volumekrimp en onvoldoende aanvulling van metaalvloeistof. Dit defect kan worden verholpen door een redelijk boogstartproces te kiezen en het ingangsvermogen korte tijd te verhogen (de smeltstroom moet 10-20% hoger zijn dan normaal om de temperatuur van de smeltpool te verhogen en de metaalsmeltsnelheid groter te maken dan de stolsnelheid).
(2) Segregatie
Segregatie wordt fundamenteel veroorzaakt door het geselecteerde kristalscheidingsproces. Verschillende factoren die de kristalscheiding beïnvloeden, zoals de samenstelling, het type ingot, de ingotgrootte, de smeltsnelheid, de vorm van de smeltpool, de stolsnelheid en de grootte van het magneetveld, hebben allemaal invloed op de ontwikkeling van ontmenging.
5.5 Kenmerken van vacuümboogomsmelten
(1) Het smeltproces wordt uitgevoerd in een lagedrukomgeving, die niet alleen de vervuiling van externe lucht naar legeringen elimineert, maar ook het gasgehalte en schadelijke onzuiverheden met lage smeltpunten die vatbaar zijn voor vervluchtiging in staal en legeringen vermindert, waardoor de zuiverheid van de legering verbetert.
(2) Actieve elementen zoals aluminium en titanium hebben weinig verbrandingsverlies tijdens het hersmelten en de chemische samenstelling van de legering is relatief stabiel.
(3) Het smelten wordt uitgevoerd in een omgeving zonder slak of vuurvaste materialen, waardoor wordt voorkomen dat vreemde insluitsels van deze twee bronnen de legering verontreinigen.
(4) Verbetert het type en de verdeling van insluitsels.
(5) De stollingsomstandigheden van deze smeltmethode kunnen zorgen voor de productie van hoogwaardige omgesmolten ingots met een lage segregatiegraad en hoge dichtheid.
(6) Door de hoge temperatuur van de boog kunnen metalen en legeringen met hoge smeltpunten worden hersmolten.
(7) Een redelijk systeem voor het afdichtingsproces kan krimpgaten aan de bovenkant van de hersmolten ingot minimaliseren en de kristallijne structuur van het uiteindelijke krimpgebied kan dichter bij het ingotlichaam liggen, waardoor het rendement verbetert.
(8) De atmosfeer tijdens het hersmelten met vacuümboog kan worden geregeld.
(9) Vergeleken met omsmelten met een vlamboog zijn de oppervlaktekwaliteit en de dichtheid van de omgesmolten ingots slechter en kunnen krimpgaten niet volledig worden weggewerkt. Door de slechte oppervlaktekwaliteit moeten hersmolten ingots meestal worden gepeld, wat resulteert in een lagere metaalopbrengst.
(10) Verwijdering van zwavel en insluitsels is minder gunstig dan omsmelten met een vlamboog.
(11) Voor hoge-temperatuurlegeringen zijn de prestaties bij hoge temperatuur van omgesmolten ingots geproduceerd door vacuüm boogomsmelten inferieur.
(12) Het is moeilijk om de samenstelling van legeringen die gemakkelijk vluchtige elementen bevatten, zoals mangaan, te controleren tijdens het hersmelten met vacuümboog. Bij het hersmelten van GCrl5 kan het verlies aan mangaan in staal oplopen tot 15-18%, en het verdampte mangaan condenseert op de binnenwand van de kristallisator, waardoor een te hoog mangaangehalte ontstaat aan het oppervlak van de hersmolten staaf. Het staal moet een schilproces ondergaan voordat het heet wordt bewerkt.
(13) De apparatuur is complex en de onderhoudskosten zijn hoog, waardoor de productiekosten van legeringen stijgen.
5.6 Variëteiten geproduceerd door vacuümboogovens
(1) Vuurvaste en actieve metalen en hun legeringen zoals W, Mo, Ta, Nb, Zr, Hf, Ti en U.
(2) Speciale legeringen: hoge-temperatuurlegeringen en precisielegeringen.
(3) Speciaal roestvrij staal en hittebestendig staal.
(4) Belangrijke constructiestalen, vooral grote gegoten blokken.
(5) Hoogwaardig lagerstaal.
(6) Hogesnelheidsstaal en gereedschapsstaal met grote doorsnede.
(7) Non-ferrometalen van hoge zuiverheid en legeringen daarvan.
6. Plasmasmelten
6.1 Kenmerken van plasmasmelten
Plasma is een krachtige hittebron met een hoge temperatuur die niet alleen veel wordt gebruikt in de las-, snij-, spuit- en chemische industrie, maar ook in de metallurgische industrie, namelijk plasmasmelten.
Plasmasmelten maakt gebruik van een plasmaboog als warmtebron, die zowel metalen als niet-metalen materialen kan smelten. Het werd voor het eerst toegepast in de metallurgie in de vroege jaren 1960 en werd voornamelijk gebruikt voor het raffineren van metalen materialen en het smelten van hoogzuiver en speciaal staal en legeringen, vooral bij de productie van hoge temperatuur- en precisielegeringen.
6.1.1 Plasmageneratie en eigenschappen van een plasmaboog
De plasmaboog heeft de volgende eigenschappen:
Hoge temperatuur van de plasmaboog.
Sterke geleidbaarheid van de plasmaboog.
Hoge stroomsnelheid van de plasmaboog.
Stabiele verbranding van de plasmaboog.
6.1.2 Voordelen van plasmasmelten
De plasmasmeltoven kan niet alleen gelegeerd staal en legeringen produceren, maar ook sommige vuurvaste metalen en actieve metalen zoals W, Mo, Nb, Ta, Zr, Ti, enz. smelten. Deze apparatuur is voortdurend verbeterd en heeft zich snel in technologie ontwikkeld en heeft een sterke economische vitaliteit omdat het de volgende voordelen heeft:
(1) Snelle smeltsnelheid en hoge thermische efficiëntie.
(2) Adequate verwijdering van gas en niet-metalen insluitingen.
(3) Klein verlies van legeringselementen.
(4) Stabiele werkstroom en spanning.
(5) Kan werken onder verschillende atmosferen en drukken. Tijdens het plasmasmelten kunnen verschillende drukken en atmosferen (zoals reducerend of inert) worden gebruikt in de oven, afhankelijk van de procesvereisten.
(6) Kan slakraffinage uitvoeren. De plasmaoven kan niet alleen fijne materialen gebruiken om te smelten, maar ook grove materialen, zelfs materialen met een hoog zwavelgehalte.
(7) Vermijdt de mogelijkheid van koolstofadditie.
(8) Kleine hoeveelheid verdamping van elementen. Het verschil tussen plasmasmelten en andere smeltmethoden (zoals vacuümboogsmelten, vacuüminductiesmelten en smelten met elektronenbundels) is dat er atmosferische druk is boven het smeltbad, waardoor de verdampingshoeveelheid van elementen in het metaal klein is.
(9) Kan het metaal nitrogeniseren.
(10) Eenvoudige apparatuur en gemakkelijke temperatuurregeling. Vergeleken met een vacuümoven heeft de plasmaoven eenvoudige apparatuur en is de boogtemperatuur relatief eenvoudig te regelen.
(11) Breed scala aan omsmeltende materialen. Vergeleken met een vacuümboogoven kan de plasma-omsmeltoven niet alleen staven omsmelten, maar ook blokken.
6.2 Plasmasmelten
Volgens de verwarmingsmethode omvat plasmasmelten voornamelijk plasmaboogsmelten, plasma-inductiesmelten, plasmaboog hersmelten, plasma-elektronenbundelsmelten enzovoort.
(1) Plasmaboogsmelten (PAM) maakt gebruik van de ultrahoge temperatuur en inerte gasatmosfeer van een plasmaboog om vuurvaste metalen en actieve elementen in een vuurvaste smeltkroes te smelten. Het proces heeft hoge terugwinningspercentages van legeringen, effectieve ontkoling en produceert zeer zuivere legeringen.
(2) Plasma-inductiesmelten (PIM) is een oven die de ultrahoge temperatuur en inerte gasatmosfeer van een plasmaboog combineert met inductieverwarming en elektromagnetisch roeren. PIM kan metalen materialen effectief ontzwavelen, ontkolen en ontgassen en heeft voordelen bij het beheersen van vluchtige elementen.
(3) Plasmaboog hersmelten (PAR) smelt metaal en slak met behulp van een plasmaboog in een inerte gasatmosfeer en stolt in een watergekoelde kristallisator, wat goede metallurgische resultaten oplevert.
(4) Plasma-elektronenbundel-omsmelten (PER) maakt gebruik van argonplasma om de tantaalkathode onder laag vacuüm te verhitten, waardoor deze thermische elektronen uitzendt. Deze elektronen botsen met het anode metaalmateriaal onder invloed van een elektrisch veld en stollen vervolgens in een watergekoelde kristallisator. Deze methode kan sponstitanium en andere vuurvaste metalen effectief smelten.
De plasma-inductieoven is een combinatie van een gewone inductieoven en een plasmaboogverwarmingstoestel. Door de toevoeging van een plasmahittebron aan de inductieoven is het mogelijk om slak te smelten en actieve slak op hoge temperatuur te creëren met een temperatuur tot ongeveer 1850℃, wat gunstige omstandigheden creëert voor het verminderen van het zwavelgehalte in metalen. Daarom worden de nadelen van koude slak en onbeschermde atmosfeer in de gewone inductieoven vermeden en wordt het raffinagevermogen van de inductieoven aanzienlijk verbeterd.
Plasma-inductieovens werken meestal onder normale druk en kunnen ook onder negatieve druk werken als het proces dat vereist.
Om metalen met een hoger [N]-gehalte te verkrijgen, kan de plasma-inductieoven het niet-actieve gas N2 of N2+Ar als werkgas gebruiken. Door een plasmaboog te vormen door een stikstofstroom en tegelijkertijd legeringen uit te voeren, neemt het stikstofgehalte in het metaal toe. Om het vloeibare staal te ontkolen, gebruiken sommige fabrieken soms ook lucht als werkgas in de plasma-inductieoven.
Dit type smeltapparatuur heeft de belangrijke eigenschap dat het met of zonder slak kan werken. Als het smeltproces met slak moet worden uitgevoerd, kunnen ontzwaveling, desoxidatie en ontkoling worden voltooid. Bij gebruik van de slakvrije werking wordt het vloeibare metaaloppervlak direct verhit door een plasmaboog met hoge temperatuur.
Zoals getoond in Figuur 6-1, bestaat de plasma-inductieoven uit de volgende vier onderdelen: behuizing van de plasma-inductieoven, voeding voor de inductieoven, plasmakanon en plasmabooggenerator.
Plasma-inductiesmelten is een zeer concurrerende speciale smeltmethode die het niveau van vacuüm-inductiesmelten benadert of overtreft op het gebied van ontzwaveling, verwijdering van niet-metaalhoudende onzuiverheden en vermindering van het gasgehalte in staal en legeringen.
De plasmaboogoven gebruikt de ultrahoge temperatuur en inerte atmosfeer van de plasmaboog om vuurvaste metalen en actieve elementen in een vuurvaste materiaalkroes te smelten. De legering heeft een hoog terugwinningspercentage, kan effectief ontkolen en heeft een hoge zuiverheid.
Figuur 6-2 toont een plasmaboogoven die eruitziet als een gewone boogoven en voorzien is van een ovendeksel 2, ovendeur 10, staaluitlaat 4, elektromagnetische roerinrichting 5, plasmakanon 1 en bodemanode 7. Om gasvervuiling te voorkomen, kan de plasmaboogoven ook worden afgesloten. Om gasvervuiling te voorkomen kan de plasmaboogoven ook worden afgesloten.
De kanonnen bestaan uit watergekoelde koperen straalpijpen en watergekoelde cerium wolfraam (of thorium wolfraam) kathoden. Het mondstuk is geïsoleerd van de cerium wolfraam kathode en laat argongas door. Het argongas stroomt vanuit het bovenste gedeelte van het pistool door de huls van het pistool de oven in en ioniseert tot plasma. Het ovenlichaam is gemaakt van vuurvaste materialen en in het centrale deel van de bodem van de oven ligt een grafietstaaf (of een staal-koper watergekoelde staaf) begraven als de bodemanode. Wanneer de bodemanode onder stroom staat, is deze verbonden met de positieve pool van de gelijkstroomvoeding.
Door de hoge temperatuur en geconcentreerde hitte van de plasmaboog en de zwakke menging die door dit type boog wordt veroorzaakt, kan het metaal in het smeltbad oververhit raken en soms liggen er ongesmolten brokken op de bodem van de oven. Om te zorgen voor voldoende agitatie van het metaal tijdens het smeltproces en om de temperatuur en chemische samenstelling van het smeltbad uniform te maken, worden twee watergekoelde koperen spoelen geïnstalleerd op de buitenste laag van het vuurvaste materiaal op de bodem van de oven. Er loopt werkstroom doorheen om een magnetisch veld op te wekken en het gesmolten metaal te roeren.
Voor niet-afgedichte plasmaboogovens moet een bepaalde hoeveelheid slak worden geproduceerd om het oppervlak van het gesmolten metaal te bedekken om oxidatie en absorptie te voorkomen. Als er een ontzwavelingstaak is, kan er alkalische ovenslak worden geproduceerd en kan er slakvervanging worden toegepast om het vereiste zwavelgehalte te bereiken.
De plasmaboogoven heeft een zeer groot raffinage-effect en kan worden gebruikt voor het smelten van verschillende soorten staal en legeringen, zoals snel gereedschapsstaal, hittebestendig staal, lagerstaal, roestvast staal met ultralaag koolstofgehalte, precisielegeringen en legeringen voor hoge temperaturen.
Naast het smelten van gelegeerd staal kan de plasmaboogoven ook worden gebruikt om ferrolegeringen te smelten. Tijdens het staalproductieproces, wanneer het schrootstaal wordt gesmolten, wordt de straling van het metaalbad naar de ovenwand versterkt, wat de schade aan de vuurvaste materialen van de ovenvoering versnelt. Om de levensduur van de ovenvoering te verlengen, worden sommige vlamboogovens alleen gebruikt als smeltapparatuur en worden de raffinagetaken van de staalvloeistof uitgevoerd in de gietpan.
Om de staalvloeistof in de gietpan te verhitten, werd verwezen naar het werkingsprincipe van de plasmavlamboogoven en werd de plasma-gietpanverwarmingsapparatuur ontwikkeld. Bijvoorbeeld de 220t secundaire plasmaleverwarmer die tegenwoordig in de Verenigde Staten wordt gebouwd, de 150t plasmaleverwarmer van Krupp Steel Works in Duitsland en het wisselstroom-plasmakanon met een stroom van 12kA dat op deze lepeloven is geïnstalleerd.
6.2.3 Plasma Arc Remelting (PAR).
De plasmaboog hersmeltmethode is een speciale smeltmethode waarbij een plasmaboog wordt gebruikt om metalen te smelten in een inerte of gecontroleerde atmosfeer. Het kan ook worden beschouwd als een metaalomsmeltproces. Tijdens het hersmeltproces gaan de gesmolten metaaldruppels door de slaklaag heen en stollen in de kristallisator. Net als bij het hersmelten met vacuümelektrode en het hersmelten met elektroslak, smelt en stolt het tegelijkertijd, dat wil zeggen dat het smelten en gieten van het metaal gelijktijdig worden uitgevoerd. Het omgesmolten metaalmateriaal kan stafmateriaal of blokmateriaal zijn. Bij staafmateriaal raakt de plasmaboog het staafmateriaal direct om het te smelten.
Afhankelijk van de grootte van de ingot kan het hersmelten met plasma worden uitgevoerd met enkelpistool of met meerdere pistolen. Bij bedrijf met één pistool is het plasmakanon verticaal geïnstalleerd in het midden van de ovenkamer en steekt de voedingsstaaf de ovenkamer in vanuit het materiaallaadgat aan de zijkant van het ovenlichaam (zoals getoond in Figuur 6-3). Bij gebruik met meerdere pistolen wordt de voedingsstaaf direct boven de oven in de oven gestoken en worden meerdere plasmakanonnen (4 tot 6) rond de voedingsstaaf geplaatst en gekanteld vanaf de zijwand van de oven.
Bij het hersmelten van blokmaterialen moet de lading, om deze snel en volledig te smelten, via een trechter in het midden van het smeltbad worden gebracht. De ovenschaal van de plasmaboog-omsmeltoven heeft meestal een dubbellaagse structuur van roestvrij staal, met waterkoeling in het midden. De kristallisator wordt in het midden van de bodem van de ovenkamer geplaatst, het ene uiteinde van de voeding wordt verbonden met de elektrode in het plasmakanon en het andere uiteinde wordt verbonden met de gesmolten pool via de gestolde metaalstaaf.
Voor het hersmelten wordt de oven geëvacueerd en wordt Ar-gas gebruikt als werkgas voor het plasmakanon. Tijdens het gebruik wordt gas in de ovenkamer gebracht terwijl het gas in de oven wordt weggepompt en wordt de druk in de oven op een bepaald niveau gehouden.
Vergeleken met plasmaboogovens en plasma-inductieovens is het verschil tussen plasma hersmelten dat het watergekoelde kristallisatoren gebruikt om het metaal gelijktijdig te smelten en te stollen. Door de hoge temperatuur van de plasmaboog kan er een slakpool worden gevormd op het oppervlak van het gesmolten metaal en kan er een dunne slaklaag worden gevormd op het oppervlak van de ingot, wat resulteert in een goede gietstructuur. Tijdens het hersmeltproces heeft het metaal Ar-gasbescherming, zodat de chemische samenstellingsschommelingen van het metaal klein zijn en de inhoud van gassen en niet-metaalinsluitingen laag is. De totale hoeveelheid insluitsels en het zuurstofgehalte in plasma-omgesmolten staal zijn slechts tweede in vergelijking met elektronenstraalomsmelten.
Momenteel kan deze smeltmethode worden gebruikt voor het smelten van lagerstaal, gelegeerd constructiestaal, corrosiebestendig staal, stikstofhoudend gelegeerd staal, vuurvaste metalen en hun legeringen, gietstaal voor hoge temperaturen, precisielegeringen en actieve metalen.
7. Elektronenstraaloven hersmelten
7.1 Overzicht
Elektronenbundelsmelten (EBM) is een metallurgische methode die gebruikmaakt van de hoge energiedichtheid van een elektronenbundel om metalen te smelten door ze te bombarderen met hitte. Deze technologie wordt op verschillende gebieden toegepast, voornamelijk voor het smelten, zuiveren en recyclen van zeldzame metalen, edelmetalen en vuurvaste metalen. Het kan ook worden gebruikt om halfgeleidermaterialen en enkelvoudige kristallen van vuurvaste metalen en hun legeringen te produceren.
Electron-beam remelting (EBR) is een raffinageproces dat gebruik maakt van een hoge-snelheid elektronenbundel uitgezonden door een elektronenkanon als warmtebron om metalen materialen te raffineren onder hoog vacuüm. De kinetische energie van de elektronenbundel wordt omgezet in thermische energie, die het metaal smelt en zuivert. Het gesmolten metaal wordt vervolgens gekoeld in een watergekoelde kristallisator om gestolde druppels te vormen.
Omdat EBM onder hoogvacuümomstandigheden wordt uitgevoerd, is de oververhittingstemperatuur hoog en de onderhoudstijd in vloeibare toestand lang, wat resulteert in een effectieve zuivering en verfijning van het metaal. Het proces kan onzuiverheden zoals ontgassing, deoxidatie en vluchtige metaalonzuiverheden verwijderen. Tijdens het gietproces van de ingots drijven onzuiverheden naar de bovenkant en verzamelen zich aan de bovenkant van de ingot, terwijl metalen met een hoog smeltpunt zich concentreren op het oppervlak. Door de bovenkant van de ingot te verwijderen en de buitenste laag te verfijnen, kan een hoogzuivere metaalingot worden verkregen. Figuur 7-1 toont een schematisch diagram van een elektronenstraal smeltoven.
Het elektronenstraal hersmeltproces begon met het smelten van vuurvaste metalen zoals tantaal, niobium, hafnium, wolfraam en molybdeen, maar is nu uitgebreid naar de productie van halfgeleidermaterialen, hoogwaardige magnetische legeringen en sommige speciale staalsoorten zoals lagerstaal, corrosiebestendig roestvrij staal en puur ijzer met ultralaag koolstofgehalte. Daarnaast kan de elektronenstraal-omsmeltoven ook worden gebruikt voor het smelten van bepaalde hittebestendige legeringen, met name legeringen die wolfraam en molybdeen bevatten met niobium of tantaal als hoofdbestanddeel. Naar verluidt gebruikte de voormalige Sovjet-Unie ook elektronenstraal smeltovens om koper en nikkel te smelten. Behalve voor het smelten van metalen zoals staal en legeringen, kan elektronenbundelsmelten ook worden gebruikt voor het smelten van keramiek en glas met verschillende eigenschappen.
De kenmerken van de elektronenstraal smelttechnologie kunnen als volgt worden samengevat:
(1) Omdat het smelten met elektronenbundels onder vacuümomstandigheden wordt uitgevoerd, kan de smelttoestand van het materiaal op elk moment worden geregeld, waardoor hoogzuivere vuurvaste materialen kunnen worden verkregen.
(2) De hoge energiedichtheid van de elektronenbundel maakt het gemakkelijk om de energiedichtheid van het oppervlak van het smeltbad aan te passen door de convergentie en divergentie van de bundel te regelen, waardoor het mogelijk is om vuurvaste metalen te smelten.
(3) Automatiseringsbesturing is gemakkelijk te bereiken, waardoor het veilig en betrouwbaar is, vooral met de toepassing van moderne computertechnologie, elektronische technologie en automatiseringstechnologie. Dit maakt het gemakkelijker om hoogzuivere materialen te winnen en te verkrijgen uit vuurvaste materialen.
(4) De chemische samenstelling van het gesmolten materiaal kan nauwkeurig worden geregeld, waardoor zeldzame vuurvaste metalen en hoogzuivere metaalmaterialen kunnen worden geproduceerd die voldoen aan specifieke prestatievereisten.
Deze omsmelten methode heeft echter een aantal nadelen, zoals een lage productiviteit, complexe apparatuur structuur, waarvoor het gebruik van hoogspanning DC voeding, en hoge apparatuur investeringskosten. Daarom is deze smeltmethode moeilijk de belangrijkste methode voor speciaal smelten te worden. Vanuit het oogpunt van de productiekosten is het hersmelten met elektronenbundels het duurst. Als de kosten voor het produceren van speciaal staal met gewone smeltmethoden worden beschouwd als 1, dan zijn de kosten van andere smeltmethoden voor het smelten van dezelfde capaciteit en staalsoort als volgt 1,75 voor omsmelten met een vlamboogoven, 2,03 voor omsmelten met een plasmaboog, 2,4 voor omsmelten met een vacuümboog en 2,72 voor omsmelten met elektronenbundels.
7.2 Basisprincipes van hersmelten met elektronenstralen
Het werkingsprincipe van elektronenbundelsmelten is vergelijkbaar met dat van een vacuümdiode, waarbij de kathode en anode in een vacuümkamer worden geplaatst en respectievelijk worden aangesloten op de negatieve en positieve polen van een gelijkstroomvoeding. Wanneer de kathode wordt verwarmd door een andere stroombron, neemt de temperatuur toe en worden sommige vrije elektronen in het kathodemateriaal aangeslagen en uitgestraald door de warmte.
Als de kathode en de anode vervolgens worden aangesloten op een gelijkstroomvoeding met een bepaalde spanning, worden de aangeslagen elektronen onderworpen aan een bepaalde intensiteit van het elektrische veld en worden ze versneld en naar de anode geleid. In de elektronenbundel-omsmeltoven bombarderen snel bewegende elektronen het anode-metaalmateriaal en de kinetische energie van de elektronen wordt omgezet in thermische energie op de anode, waardoor deze wordt verhit en gesmolten. Het procesprincipe van elektronenbundelsmeltovens wordt getoond in Figuur 7-2.
Figuur 7-2 Schematisch diagram van het EBM-procesprincipe
7.3 Belangrijkste apparatuur van de elektronenbundel hersmeltoven
De elektronenbundel-omsmeltoven bestaat uit drie hoofdonderdelen: het ovenlichaam, het vacuümsysteem en het elektrische systeem. Het schematische diagram van de smeltapparatuur wordt getoond in Figuur 7-3.
Figuur 7-3 Schematisch diagram van apparatuur voor het smelten met elektronenbundels
1. Systeem voor het genereren van elektronenbundels; 2. Vacuümklep; 3. Vacuümsysteem; 4. Focusseer- en afbuigsysteem; 5. Werkkamer; 6. Werkstuk; 7. Hoogspanningsvoeding; 8. Voeding magnetische lens; 9. Voeding afbuigspoel; 10. Besturingssysteem.
In dit hoofdstuk worden de belangrijkste onderdelen van het ovenlichaam geïntroduceerd, met de nadruk op het elektronenkanon. Daarnaast zijn er ook de vacuümkamer, kristallisator en het voedings- en trekmechanisme.
7.3.1 Elektronenkanon
Het elektronenkanon is een belangrijk onderdeel voor het genereren van de elektronenbundel in de elektronenbundel-omsmeltoven. Het heeft verschillende structurele vormen, zoals een axiaal kanon, een transversaal kanon en een ringvormig kanon. Momenteel wordt het axiale kanon het meest gebruikt.
De uitwendige vorm van het axiale kanon is als een cilinder en de inwendige structuur is weergegeven in afbeelding 7-4. Het principeschema en het driedimensionale simulatiemodel van het elektronenkanon zijn respectievelijk weergegeven in afbeelding 7-5 en 7-6. De elektronenbundel wordt uitgezonden door de kathode van het blok, versneld door de anode, gefocusseerd door de focusspoel en gericht op het verhitte metaal met een zeer hoge snelheid onder controle van de afbuigspoel, waardoor het metaal smelt.
Het elektronenkanon bestaat uit het element dat de elektronenbundel uitzendt, een bundelvormende kathode, een versnellende anode, een ionencollector, een systeem om de elektronenbundel te focussen en een systeem om de elektronenbundel af te buigen. Het element voor de emissie van de elektronenbundel bestaat uit een verwarmingskathode 3 en een zendkathode 4.
De verwarmingskathode is gemaakt van wolfraamdraad die in een dubbele spiraalvorm is gewikkeld. Wanneer 40-50A (spanning 5V) wisselstroom door de wolfraamdraad loopt, kan deze worden verwarmd tot ongeveer 2800℃. De spanning tussen de verwarmingskathode en de emitterende kathode is 1500 V DC, waarbij thermische elektronen de wolfraamdraad verlaten en de emitterende kathode raken onder het elektrische veld.
Afbeelding 7-4 Interne structuur van het axiale pistool
Figuur 7-5 Principe van elektronenbundelopwekking en -vorming
1. Voedingsbron voor gloeidraadverwarming; 2. Gloeidraad; 3. Voedingsbron voor afbuigspoel; 4. Voedingsbron voor versnelspanning; 5. Voedingsbron voor focusseerspoel; 6. Elektronenbundel; 7. Focusseerspoel; 8. Anode (Massa); 9. Kathode. Elektronenbundel; 7. Focusseerspoel; 8. Anode (Massa); 9. Kathode.
Figuur 7-6 Driedimensionaal model van elektronenbundel bombarderend ovenpistool
1. Loodhouder; 2. Systeem voor het genereren van elektronenbundels; 3. T-stukverbinding; 4,5. Eerste en tweede magnetische lens; 6. Vacuümklep; 7. Magnetisch afbuigsysteem.
7.3.2 Kristallisator
De kristallisator van de elektronenstraaloven is vergelijkbaar met die van de vacuümboogoven, die gemaakt is van purperkoper en watergekoeld is. De bodem van de kristallisator heeft twee types: vast en beweegbaar (gebruikt voor het trekken van ingots). Ook kan de dwarsdoorsnede van de binnenholte van de kristallisator worden gemaakt in een cirkel, ring of rechthoek volgens de verschillende vereisten van het metaalproduct.
7.3.3 Voedingsapparaat
De elektronenstraaloven is een soort apparaat dat tegelijkertijd smelt en stolt. Wanneer de metalen staaf continu gesmolten is, moet de ongesmolten staaf onmiddellijk in het gebied van het elektronenstraalbombardement worden geduwd. Het voedingsmechanisme wordt meestal aangedreven door mechanische transmissie. Er zijn twee soorten voedingsapparaten: langs en dwars, en er is ook een dwars type met tweezijdige alternerende voeding.
7.3.4 Trekmechanisme
Voor de kristallisator met een beweegbare bodem moet een trekmechanisme worden geïnstalleerd. Wanneer het metaal in de kristallisator blijft stollen, moet de reeds gestolde metaalstaaf namelijk continu naar beneden worden getrokken om een bepaalde hoogte van de smeltbad te behouden. Het trekmechanisme van de elektronenstraaloven kan een mechanische transmissie of hydraulische transmissie.
7.4 Elektronenstraal hersmeltproces en zijn metallurgische eigenschappen
7.4.1 Proces voor hersmelten met elektronenstralen
(1) Voordat de oven wordt opgestart, moeten alle onderdelen van de oven zorgvuldig worden geïnspecteerd om ongevallen of warm onderhoud door verborgen gevaren in de apparatuur te voorkomen. Anderzijds moeten de te hersmelten ovenmaterialen worden voorbereid.
(2) Installeer voor het smelten de kristallisator en het staafmateriaal, sluit vervolgens de oven af en evacueer. Wanneer de vacuümgraad in de oven (1~3)×10mmHg (0,00133~0,00399Pa) bereikt, begint u tegelijkertijd de kathode te verhitten en met water af te koelen.
(3) Het vermogen moet niet te hoog zijn als je begint met het toepassen van vermogen. Verhoog het vermogen geleidelijk wanneer er een bepaalde hoeveelheid metaalvloeistof in de kristallisator zit en de metaalpool een bepaalde diepte heeft, zodat de normale smeltsnelheid wordt bereikt.
(4) Tijdens het hersmelten moet er speciaal op worden gelet dat de elektronenbundel de wand van de kristallisator niet raakt en deze beschadigt, wat tot ongelukken kan leiden. Tijdens het hersmeltproces moet de timing voor het trekken worden bepaald op basis van het vloeistofniveau van het metaalbad, waarbij ook aandacht moet worden besteed aan de coördinatie tussen de treksnelheid en de smeltsnelheid van het metaal.
7.4.2 Metallurgische kenmerken van hersmelten met elektronenstralen
De elektronenstraal-omsmeltmethode is een smeltmethode die staal of legeringen zuivert en verfijnt onder omstandigheden met hoog vacuüm en hoge temperatuur. Vergeleken met andere speciale smeltmethoden voor staal en legeringen heeft het de volgende kenmerken:
(1) Omsmelten met elektronenstralen gebeurt onder zeer hoog vacuüm (tot ~0,00133Pa). Het heeft een veel hogere vacuümgraad dan vacuüminductieovens en vacuümboogovens. Daarom is het veel vollediger en grondiger in het verwijderen van gassen, niet-metalen insluitingen en bepaalde schadelijke elementen uit metalen, en de snelheid van de zuiverings- en verfijningsreactie is hoger dan bij andere vacuümovens.
(2) Tijdens het hersmeltproces is het mogelijk om het vermogen om ovenmaterialen te smelten en het vermogen om het smeltbad te verwarmen afzonderlijk aan te passen. Als de smeltsnelheid verandert, kan de vereiste temperatuur van het smeltbad dus nog steeds worden gehandhaafd.
(3) Aangezien de elektronenbundel die vrijkomt op de anode een zeer hoge energie heeft, kan het metaalsmeltbad een zeer hoge temperatuur bereiken (de oppervlaktetemperatuur van het smeltbad kan 1850℃ bereiken). Dit is niet alleen bevorderlijk voor de zuiveringsreactie tijdens het hersmeltproces, maar ook voor het smelten van metalen met een hoog smeltpunt, zoals tantaal, niobium, wolfraam en molybdeen.
(4) De controleerbaarheid van de elektronenbundel is goed, zodat de verwarmingspositie van het smeltbad kan worden geregeld door de elektronenbundel te regelen, waardoor een gelijkmatige verdeling van de temperatuur van het smeltbad wordt gegarandeerd. Dit helpt bij het verkrijgen van metaalstaven met een uitstekende oppervlaktekwaliteit en kristalstructuur.
(5) De elektronenstraaloven kan niet alleen staafmaterialen smelten, maar kan ook worden ontworpen om blok-, spaander- of poedermetaalmaterialen te smelten.
7.5 Effect van hersmelten met elektronenstralen
Omgesmolten materialen met elektronenbundels hebben een hoge kwaliteit en kunnen het gehalte aan elementen met een laag smeltpunt en gemakkelijk verdampen tot een zeer laag niveau terugbrengen. Het kan worden gebruikt voor het smelten en zuiveren van de volgende metalen: productie van titanium- en nikkelbaren voor koude verwerking met een glad oppervlak en voldoende plasticiteit; productie van wolfraam- en molybdeenbaren met de hoogste zuiverheid; vergeleken met lood gesmolten door een vacuümoven heeft omgesmolten lood een hogere zuiverheid, die kan worden gebruikt voor besturingsonderdelen van kernreactoren voor onderzeeërs; geraffineerde vanadiumbaren kunnen worden gebruikt voor de productie van onderdelen van kernreactoren voor onderzeeërs.
Het belangrijkste voordeel van elektronenstraalsmelten voor staal is dat het metalen en niet-metalen onzuiverheden en onzuiverheidselementen sterk vermindert. Continu smelten of koud bed raffinage van speciaal staal en super hittebestendige legeringen kan de productiekosten sterk verlagen.
7.5.1 Verwijdering van gas en insluitsels in metalen
Het belangrijkste kenmerk van smelten met elektronenbundels is dat het een hoog vacuüm, hoge temperatuur en vloeibaar metaal voor een lange tijd kan handhaven. Daarom is het zeer geschikt voor het verwijderen van gassen, onzuiverheden en hun laagwaardige oxiden. Uit experimenten met verschillende materialen is ook gebleken dat het materiaal dat wordt verkregen na omsmelten met elektronenstralen de hoogste zuiverheid heeft, waardoor de prestaties van metalen sterk kunnen verbeteren. De elektronenstraal-omsmeltmethode heeft niet alleen een goed ontgassingsvermogen voor legeringen, maar ook voor zuivere metalen. Voor sommige metalen voor speciale doeleinden kan zelfs een hogere zuiverheid worden bereikt door meerdere hersmeltmethoden.
Het gasgehalte in het metaal na het hersmelten is gerelateerd aan het aantal keren hersmelten en de tijd van elke keer hersmelten. Hoe langer de hersmelttijd, hoe lager het zuurstof- en stikstofgehalte in het metaal. Het verlengen van de hersmelttijd betekent echter het verlagen van de smeltsnelheid, waardoor de productiesnelheid daalt en de productiekosten stijgen.
De omsmelten met elektronenstralen heeft ook een ideaal effect op het verwijderen van niet-metalen insluitingen uit metalen.
7.5.2 Verbetering van metaaleigenschappen
Door het vermogen van het hersmelten met elektronenbundels om het gehalte aan gassen en insluitingen in metalen aanzienlijk te verminderen en de stollingsomstandigheden te verbeteren, worden de eigenschappen van hersmolten metalen aanzienlijk verbeterd. Volgens rapporten wordt na het hersmelten met elektronenbundels het gehalte aan stikstof, waterstof en zuurstof in hittebestendige legeringen verminderd met respectievelijk 60-70%, 40-50% en 70-80% en worden de prestaties van de legering aanzienlijk verbeterd. Bij het hersmelten van constructiestaal met elektronenbundels, vergeleken met gewone smeltmethodes, nam de rek van het materiaal toe met 35%, de krimp van de dwarsdoorsnede nam toe met 65% en de isotrope coëfficiënt nam toe van 0,6 tot 0,9.
8. Vergelijking en selectie van smeltprocessen
8.1 Typisch smeltproces voor expansielegeringen
Expansielegering verwijst naar een soort legering die is afgedicht met glas of keramische materialen. Er zijn 29 soorten en verschillende specificaties van dit type legering in China. De belangrijkste legeringen voor het afdichten met glas zijn 4J29, 4J49, 4J52, 4J54 en 4J6, terwijl de belangrijkste legeringen voor het afdichten met keramiek 4J33 en 4J34 zijn.
Onder hen behoort 4J29 tot een legering met vaste uitzetting, die een bepaalde lineaire uitzettingscoëfficiënt heeft in het bereik van -60℃ tot +400℃. Het wordt gebruikt om hard glas aan te passen en af te dichten en wordt veel gebruikt als afdichtend constructiemateriaal in de elektrische vacuümindustrie. Het gebruik ervan is relatief groot, met een binnenlandse vraag die honderden tonnen per jaar bereikt, en de belangrijkste leveringsmethode voor producten die strips zijn.
4J36 is een legering met een lage uitzettingscoëfficiënt, die een zeer lage uitzettingscoëfficiënt heeft in het bereik van 0℃ tot +100℃ en -60℃ tot +100℃. Het wordt gebruikt om componenten te maken met afmetingen die ongeveer constant zijn binnen het bereik van temperatuurveranderingen en het wordt veel gebruikt in industrieën zoals radio, precisie-instrumenten, instrumentatie en anderen.
8.1.1 Relevante normen voor expansie-legeringen
De samenstellingseisen en gerelateerde indicatoren voor sommige soorten expansielegeringen zijn weergegeven in de tabellen 8-1, 8-2, 8-3 en 8-4.
Tabel 8-1 Vereisten voor de samenstelling van de expansielegering
Rang
Beoordelingselementen (niet groter dan) /%
Referentie Element /%
a × 106 /℃
C
P
S
Mn
Si
Ni
Fe
Kamer temperatuur ~300 ℃
Kamer temperatuur ~400 ℃
4J42
0.05
0.02
0.02
≤0.4
≤0.3
41.5~42.5
Toelage
4.4~4.6
5.4~6.6
4J45
0.05
0.02
0.02
≤0.4
≤0.3
44.5~45.5
Toelage
6.5~7.7
6.5~7.7
4J50
0.05
0.02
0.02
≤0.4
≤0.3
49.5~50.5
Toelage
8.8~10.0
8.8~10.0
4J52
0.05
0.02
0.02
≤0.4
≤0.3
51.5~52.5
Toelage
9.8~11.0
9.8~11.0
4J54
0.05
0.02
0.02
≤0.4
≤0.3
53.5~54.5
Toelage
10.2~11.4
10.2~11.4
Tabel 8-2 Samenstellingsvereisten voor legering 4J36
Chemische samenstelling,%
Beoordelingselementen
Referentie-elementen
C
P
S
Mn
Si
Ni
Fe
≤0.05
≤0.02
≤0.02
≤0.6
≤0.3
35.0~37.0
Toelage
Tabel 8-3: Relatie tussen permeabiliteit en temperatuur van legering 4J36
Temperatuur, ℃
-17.8
10.0
37.8
66
93
116
Doorlaatbaarheid, μ H/m, ×10-3
2.25
2.15
2.04
0.68
1.81
1.70
Tabel 8-4 Mechanische eigenschappen van legering 4J36 bij kamertemperatuur
Voorraad ronde staven
Metalen strip (1,0 mm dikte)
σ b,MPa
δ,%
σ 0,2, MPa
σ b, MPa
δ,%
Knijpwaarde, mm
490
25
333
519
33
9.8
8.1.2 Raffinage van expansielegering 4J36
De productvormen van de expansielegering omvatten voornamelijk draad, strip, buis en rond stafmateriaal. De meest gebruikte vorm is strip, en de belangrijkste apparatuur die wordt gebruikt bij de productie omvat elektrische ovens, smeedhamers (3-5t), plakmolens, gloeiovens, richtmachines, slijpmachines, argon booglassenVier- (meer-rollen) koudwalserijen, continugloeiovens, oppervlaktebehandelingsapparatuur, enz.
8.2 Typische smeltprocessen voor zachte magnetische legeringen
Vanaf de eerste ontdekking van ijzer-nikkellegeringen in de 19e eeuw tot de daaropvolgende reeks experimentele studies in de 20e eeuw en het gebruik van vacuümraffinage zijn de eigenschappen van legeringen sterk verbeterd. Met de verdieping van het onderzoek en de behoeften van praktische toepassingen, werden andere elementen zoals molybdeen, koper en chroom toegevoegd aan binaire systemen, waardoor een reeks materialen ontstond, zoals de beroemde super-Invar legering, koper-permalloy legering met een hogere beginpermeabiliteit en chroom-nikkel-ijzer legering met een hogere elektrische weerstand. Twee fundamentele parameters zijn: de magnetische kristalanisotropieconstante K en de magnetostrictieconstante λ, die het technische magnetisatieproces en de magnetische eigenschappen van de legering bepalen.
Zachtmagnetische ijzer-nikkellegeringen. De eigenschappen van deze legeringen zijn voornamelijk: hoge permeabiliteit en zeer kleine dwangkracht in zwakke (of middelmatige) magnetische velden; goede verwerkingsprestaties, kunnen worden verwerkt tot complex gevormde apparaten; goede roestbestendigheid; sommige materialen hebben speciale magnetische eigenschappen na specifieke verwerking, zoals rechthoekige hysteresislussen, zeer laag restmagnetisme of constante permeabiliteit over een aanzienlijk bereik van magnetische velden.
8.2.1 Chemische samenstelling van relevante legeringen
Tabel 8-5 toont de vereisten voor de chemische samenstelling van enkele typische zachtmagnetische legeringen.
Tabel 8-5 Chemische samenstelling (%) van zachte magnetische legeringen
C
Mn
Si
P
S
Ni
Mo
Cu
Fe
1J77
≤0.03
0.30 ~ 0.60
0.15~0.30
≤0.02
≤0.02
76.00 ~ 78.00
4.80 ~ 5.20
3.80 ~ 4.20
Toelage
1J85
≤0.03
0.30 ~ 0.60
0.15~0.30
≤0.02
≤0.02
79.00 ~ 81.00
4.80 ~ 5.20
≤0.20
Toelage
1J86
≤0.03
≤1.00
≤0.30
≤0.02
≤0.02
80.50 ~ 81.50
5.80 ~ 6.20
≤0.20
Toelage
8.2.2 Prestatiekenmerken van zachte magneetlegering 1J86
De legering 1J86 bevat hoofdzakelijk 81% nikkel en 6% molybdeen. Deze legering heeft een hogere μi en een lagere Hc vergeleken met 1J77 en 1J85, en de μm-waarde ligt dicht bij die van 1J77 en 1J85. Omdat de legering 6% molybdeen bevat, is de weerstand hoger, wat de magnetische prestaties bij hogere frequenties verbetert. Om hogere statische magnetische eigenschappen te verkrijgen, wordt er geen silicium of mangaan aan de legering toegevoegd, omdat hun invloed op de magnetische eigenschappen minder groot is dan die van nikkel en molybdeen. De toevoeging van 1% mangaan en een kleine hoeveelheid silicium aan de legering is bedoeld om de temperatuurstabiliteit en de warme verwerkbaarheid van de legering te verbeteren.
8.3 Smeltproces voor legeringen bij hoge temperatuur
8.3.1 Chemische samenstelling van relevante legeringen
Tabel 8-6 toont de vereiste chemische samenstelling van enkele typische hoge temperatuur legeringen.
Rang
Chemische samenstelling, %
Cr
Co
W
Mo
Al
Ti
Ni
B
andere
GH11 40
20.0 -23.0
1.40 -1.80
2.00 ~2.50
0.20 -0.60
0.70 -1.20
35.0 -40.0
Overige Fe
GH30 44
23.5 -26.5
13.0 -16.0
<0.50
0.30 ~0.70
basis
Fe<4,0
GH41 69
17.0 ~21.0
2.8 -3.3
0.2 -0.6
0.65 ~1.15
50.0 ~55.0
Overige Fe
K417
5.5 ~6.5
11.0 ~13.0
9.5 ~10.7
1.7 ~2.3
5.2 ~5.7
1.0 ~1.5
basis
0.05 ~0.10
0.07 Zr
FGH95
14
8
3.5
3.5
3.5
2.5
basis
0.01
3,5Nb
MGH6 000
15
4
2
4.5
2.5
basis
0.1
1.1Y203
8.3.2 Smeltproces voor legeringen bij hoge temperatuur
Om ervoor te zorgen dat hogetemperatuurlegeringen de vereiste eigenschappen van hittebestendigheid en corrosiebestendigheid hebben, moet de legering een bepaalde chemische samenstelling, zuiverheid en geschikte microstructuur hebben, en de samenstelling en zuiverheid van de legering zijn afhankelijk van de smelttechnologie. Daarom is het smeltproces een belangrijke schakel in het productieproces van hogetemperatuurlegeringen.
Door de hoge mate van legering bevatten hogetemperatuurlegeringen een grote hoeveelheid zware elementen zoals wolfraam, molybdeen, niobium en chroom, maar ook gemakkelijk te oxideren elementen zoals aluminium, titanium en boor. Deze eigenschappen zorgen ervoor dat hoge-temperatuurlegeringen strenge eisen hebben voor smeltprocessen en over het algemeen vacuüm worden gesmolten. Op dit moment worden de meeste legeringen gesmolten in vacuüm-inductieovens of atmosferische inductieovens, en ondergaan dan een vacuüm-verbruiksoven of een hersmelting met elektroslak om hun zuiverheid te verbeteren en een goede microstructuur en eigenschappen te verkrijgen.
Binnen- en buitenlandse apparatuur voor het smelten van hogetemperatuurlegeringen omvat vlamboogovens, inductieovens, vacuüminductieovens, vacuümboogovens en elektroslakovens. Daarnaast zijn er elektronenstraalovens en plasmaovens.
In China's jarenlange productiepraktijk hebben voortdurende exploratie en ontwikkeling geleid tot verschillende combinaties van smeltmethoden, van het aanvankelijke boogovensmeltproces tot het huidige smeltproces, zoals weergegeven in Tabel 8-7.
Tabel 8-7 Procestraject voor het smelten van typische Ni- en Fe-gebaseerde legeringen voor hoge temperatuur
Smeltprocesroutes:
Legering
Smelten in een vlamboogoven
GH3030,GH1035,GH3039,GH1140
Niet-vacuüm inductieoven smelten
GH3030,GH3044
Vacuüm-inductiesmelten
K4169,GH3044
Smelten in een vlamboogoven + elektroslak omsmelten
GH3030,GH35A, GH1015,GH2035,GH3333
Smelten in een vlamboogoven + vacuüm boog omsmelten
GH3039,GH3044,GH4033,GH2132
Niet-vacuüm inductiesmelten + hersmelten met elektroslak
of vacuüminductieoven + vacuüm boog omsmelten + elektroslak omsmelten.
HGH4169,GH4169,HGH4033,HGH4145,HGH435
8.3.3 Selectie van metallurgische procesroutes
Voor speciaal smelten zijn er veel gangbare opties voor processtroomschema's. Je kunt een enkele smeltmethode gebruiken om direct te smelten, of een dubbel of drievoudig proces toepassen. Je kunt een enkele smeltmethode gebruiken om direct te smelten, of een dubbel of drievoudig proces toepassen. Het juiste processchema moet worden gekozen op basis van de variëteit en kwaliteit van het smelten. De voor- en nadelen van verschillende smeltmethoden moeten uitgebreid worden bekeken vanuit het oogpunt van energieverbruik, investering in apparatuur, technische en economische indicatoren en smeltkwaliteit.
Weerstandslegeringen, legeringen voor hoge temperaturen, hittebestendig en zuurbestendig staal, enz.
VIM+ESR
Speciaal staal met ultralaag koolstofgehalte, lagerstaal, legeringen voor hoge temperaturen, enz.
VIM+VAR
Weerstandslegeringen, thermokoppelmaterialen, zachte magnetische legeringen, titanium en titaniumlegeringen, hoge-temperatuurlegeringen, vuurvaste metalen en hun legeringen.
VIM+EBR
Vuurvaste metalen en hun legeringen, vanadiumlegeringen, titaanlegeringen.
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Heb je je ooit afgevraagd hoe zwaar osmium, het dichtste natuurlijk voorkomende element, eigenlijk is? In dit artikel vind je een osmium gewichtsberekenaar waarmee je nauwkeurig het gewicht...
Wat onderscheidt roestvast staal 201 van 202? Hoewel ze tot dezelfde serie behoren, bestaan er subtiele verschillen die hun toepassingen aanzienlijk kunnen beïnvloeden. In dit artikel worden de belangrijkste verschillen...
Heb je je ooit afgevraagd wat brons zo speciaal en veelzijdig maakt? Dit artikel verkent de fascinerende wereld van brons, een legering die voornamelijk bestaat uit koper vermengd met elementen als tin,...
Heb je je ooit afgevraagd hoe de fascinerende wereld van metaalhardheid in elkaar zit? In deze blogpost duiken we in de intrigerende concepten en methoden achter het meten en verbeteren van de hardheid van...
Benieuwd naar het gewicht van je staalproject? Zoek niet verder! In deze blogpost verkennen we de intrigerende wereld van het berekenen van het gewicht van staal. Als ervaren werktuigbouwkundig ingenieur zal ik...
Heb je je ooit afgevraagd wat het verschil is tussen H-balken en I-balken in de bouw? Hoewel ze op elkaar lijken, hebben deze twee soorten stalen balken verschillende...
Heb je je ooit afgevraagd wat de fascinerende wereld is van metaaldichtheden? In deze blogpost duiken we in het belang van het begrijpen van metaaldichtheden voor werktuigbouwkundig ingenieurs. Als ervaren...
Heb je je ooit afgevraagd hoe je nauwkeurig het gewicht van lood meet voor je volgende project? Dit artikel onthult deskundige inzichten en praktische tips over het gebruik van een loodgewicht calculator. Ontdek de...
Wat maakt roestvast staalsoort 022H19N10 zo bijzonder? Deze veelzijdige legering staat bekend om zijn lage koolstofgehalte en hoge corrosiebestendigheid en is van cruciaal belang in verschillende industrieën. Dit artikel...