
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Heb je ooit uitdagingen ondervonden bij het buigen van roestvrijstalen platen? Dit artikel ontrafelt de complexiteit van het buigen van roestvast staal, van de benodigde kracht tot de impact van terugvering. Leer de belangrijkste technieken en tips om dit essentiële metaalbewerkingsproces onder de knie te krijgen!


Door zijn hoge vloeigrens, hardheid en prominente koudbewerkingseffect heeft het buigen van roestvast stalen platen de volgende kenmerken:
Volgens de bovenstaande kenmerken, over het algemeen:
Bij dezelfde eenheidsgrootte geldt: hoe dikker de plaat, hoe meer buigkracht nodig is. De buigkracht neemt toe naarmate de plaatdikte toeneemt.
Bij dezelfde eenheidsmaat geldt: hoe hoger de treksterkte, hoe lager de rek, hoe meer buigkracht nodig en hoe groter de buighoek.
Bij het ontwerpen van de plaatdikte in relatie tot de buigradiusDe ervaring leert dat de uitgevouwen maat van het werkstuk met één bocht berekend moet worden door de twee haakse zijden op te tellen en dan twee diktes af te trekken. Hiermee wordt volledig voldaan aan de nauwkeurigheidseis voor het ontwerp. Het gebruik van een empirische formule om de hoeveelheid te berekenen kan het berekeningsproces vereenvoudigen en de productie-efficiëntie sterk verbeteren.
Hoe hoger de vloeigrens van het materiaal, hoe groter de terugveren. Daarom moet de hoek van de ponsmatrijs voor het 90-graden gebogen deel kleiner zijn.
Vergeleken met koolstofstaal is bij dezelfde dikte van roestvast staal de buighoek groter is. Het is belangrijk om speciale aandacht te besteden aan dit punt, omdat er buigscheuren kunnen ontstaan die de sterkte van het werkstuk beïnvloeden.
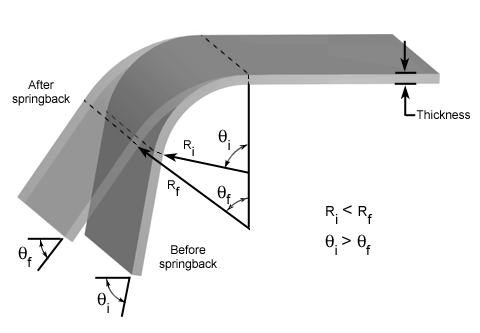
De terugkeer van roestvrij staal is inderdaad problematisch, en wel om verschillende redenen:
Om deze problemen te beperken, heb ik de gewoonte om na elke test de mal te herzien en indien nodig wijzigingen aan te brengen, rekening houdend met zowel hoekterugslag als radiusterugslag. Natuurlijk kan een ervaren technicus efficiënt aanpassingen maken en de ontwerper op de hoogte stellen van de noodzakelijke veranderingen.
Ik probeer meestal 5 stukken per keer te verplaatsen en de efficiëntie hangt grotendeels af van de vaardigheid en ervaring van de technicus.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











