
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
1. Slijpen Het primaire doel van het slijpen van roestvaststalen lasnaden is het verwijderen van lassporen en het bereiken van een oppervlakteruwheid van R10um op het werkstuk, ter voorbereiding op het blank dompelen. Gerelateerde lectuur: Oppervlakteruwheid: De uitgebreide gids De slijpfase omvat meestal: De details zijn als volgt: 1. Visuele inspectie Een visuele inspectie moet [...]

Het primaire doel van het slijpen van roestvaststalen lasnaden is het verwijderen van lassporen en het bereiken van een oppervlakteruwheid van R10um op het werkstuk ter voorbereiding op het blank dompelen.
Gerelateerde lectuur: Oppervlakteruwheid: De uitgebreide gids
De maalfase omvat meestal:
De details zijn als volgt:
De werkstukken moeten visueel worden geïnspecteerd voordat ze naar de laatste stap van het proces worden overgebracht. polijstproces. Bij deze inspectie wordt gekeken of er gebreken zijn die niet in dit proces kunnen worden verholpen, zoals een ontbrekende las, laspenetratieinconsistente diepte van de laspunten, lasnaden die te ver van de lasnaad liggen, plaatselijke depressie, ongelijke stootnaad, diepe krassen, kneuzingen, ernstige vervorming, enz.
Als een van deze defecten aanwezig is, moeten de werkstukken worden teruggestuurd naar het vorige proces voor reparatie.
Als er geen dergelijke defecten zijn, kunnen de werkstukken verder gaan met het polijstproces.
Gebruik een #600 schuurband om het werkstuk te slijpen door het aan drie kanten heen en weer te bewegen.
Het doel van dit proces is het verwijderen van de lassporen die op het werkstuk zijn achtergebleven door het lasproces en om eventuele bloeduitstortingen die tijdens eerdere processen zijn ontstaan, te elimineren om de eerste vorming van de lasnaad op de lasnaad te bereiken.
De horizontale en verticale oppervlakken moeten grotendeels vrij zijn van grote krassen en blauwe plekken.
Na dit proces moet de ruwheid van het werkstukoppervlak R0,8 mm zijn.
Zorg voor de juiste kantelhoek van de schuurbandmachine en controleer de druk die de machine tijdens het polijsten op het werkstuk uitoefent.
Als algemene regel geldt dat je een rechte lijn moet vormen met het te bewerken oppervlak.
Gebruik een #800 schuurband om de drie kanten van het werkstuk te slijpen door het heen en weer te bewegen. Dit proces wordt voornamelijk gebruikt om de verbindingen van eerdere processen te corrigeren en de markeringen die tijdens het ruw slijpen zijn geproduceerd verder te verfijnen.
Slijp de sporen van de vorige bewerkingen herhaaldelijk tot het oppervlak van het werkstuk vrij is van krassen en er helder uitziet.
De oppervlakteruwheid van het werkstuk na dit proces moet R0,4 mm zijn.
Het is belangrijk om op te merken dat nieuwe krassen en blauwe plekken niet zijn toegestaan tijdens dit proces, omdat ze niet kunnen worden hersteld in volgende processen.
De #1000 schuurband wordt voornamelijk gebruikt om fijne lijnen van eerdere processen te corrigeren. De slijpmethode is dezelfde als eerder beschreven.
Het doel van dit proces is om eventuele naden tussen het geslepen deel van het werkstuk en het ongeslepen deel te elimineren, de helderheid van het werkstukoppervlak verder te verbeteren en een bijna spiegelend effect te bereiken. De oppervlakteruwheid van het werkstuk na dit proces moet R0,1 mm bedragen.
Als algemene richtlijn kan een #600 schuurband 6-8 werkstukken slijpen die 1500 mm lang zijn, een #800 schuurband kan 4-6 werkstukken slijpen en een #1000 schuurband kan 1-2 werkstukken slijpen.
Het exacte aantal stukken dat geslepen kan worden kan variëren afhankelijk van factoren zoals de laspunten van de werkstukken, de druk die gebruikt wordt voor het polijsten en de methode van polijsten.
Het is belangrijk om op te merken dat bij het vervangen van de schuurband ervoor gezorgd moet worden dat de band soepel op de sponsschijf draait om een gelijkmatig slijpen van het werkstuk te bereiken.
Beschrijving van het slijpen van drie kanten:
De twee zijden van het lasstuk die worden gescheiden door de lasrand, zowel horizontaal als verticaal, moeten worden gepolijst.
In totaal moeten drie zijden van de las worden gepolijst.
Bijgaande afbeelding toont een diagram van het polijstproces.

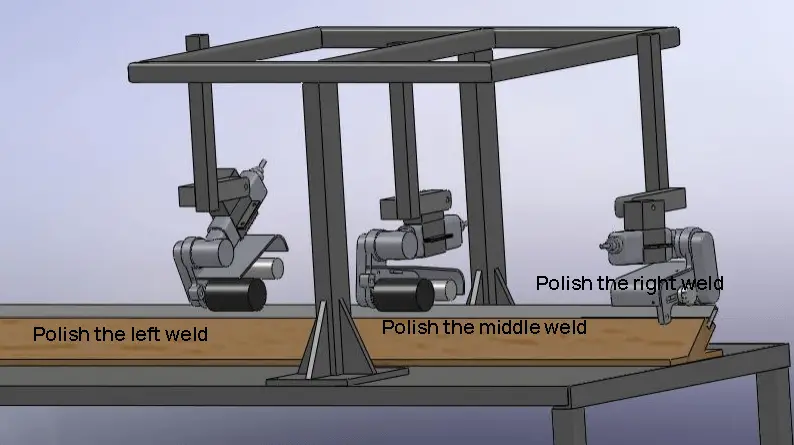
Schematisch diagram van negen polijstmachines:
Drie bandschuurmachines worden als één proces (groep) gebruikt om drie oppervlakken te slijpen.
In de praktijk moet de schuurpositie van de volgende groep bandschuurmachines 1-1,5 mm voor de schuurpositie van de vorige groep liggen.
Door deze opstelling kan de volgende groep bandschuurmachines effectiever schuren en de polijstsporen verwijderen die de vorige groep heeft achtergelaten.
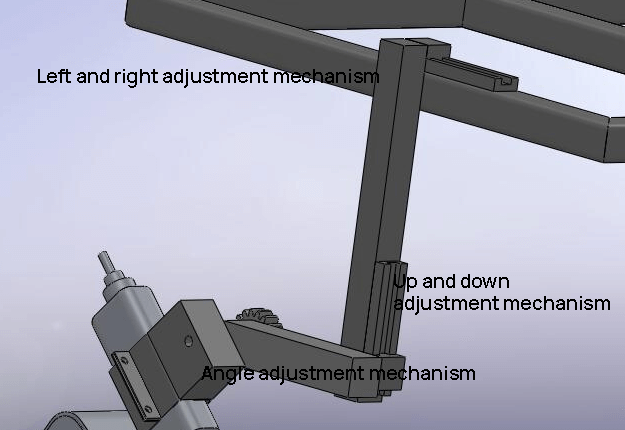
Elke bandschuurmachine is uitgerust met 27 verstelmechanismen, waaronder een voorste en achterste verstelmechanisme, een op- en neerwaarts verstelmechanisme en een hoekverstelmechanisme voor de bandschuurmachine.
De uiteindelijke apparatuur voor het lassen van werkstukken bestaat uit drie tot vier mechanismen die elk worden gepolijst met verschillende schuurbanden. De polijstpositie, -hoek en -druk van elke bandschuurmachine worden geregeld door het instelmechanisme van de polijstmachine, dat wordt ingesteld voordat de apparatuur begint te werken om de juiste positionering, hoek en werkdruk te garanderen.
Een van de instelmechanismen is uitgerust met een foto-elektrische schakelaar die signalen detecteert om overslijpen aan beide uiteinden van het werkstuk te voorkomen. Het hoekinstelmechanisme van de schuurbandmachine is bijvoorbeeld zo ingesteld dat het detecteert dat het werkstuk via de foto-elektrische schakelaar het onderste deel van de machine binnenkomt.
Op dat moment wordt het verstelmechanisme geactiveerd en wordt de schuurbandmachine opgetild. Zodra het werkstuk een bepaalde positie bereikt, laat het mechanisme de schuurbandmachine zakken en begint het polijsten.
Als het polijsten bijna klaar is, detecteert het detectiemechanisme het werkstuk en tilt het instelmechanisme de schuurbandmachine pneumatisch op. Dit voorkomt overmatig polijsten aan beide uiteinden van de roestvaststalen vierkante buis.
Maalmethoden:
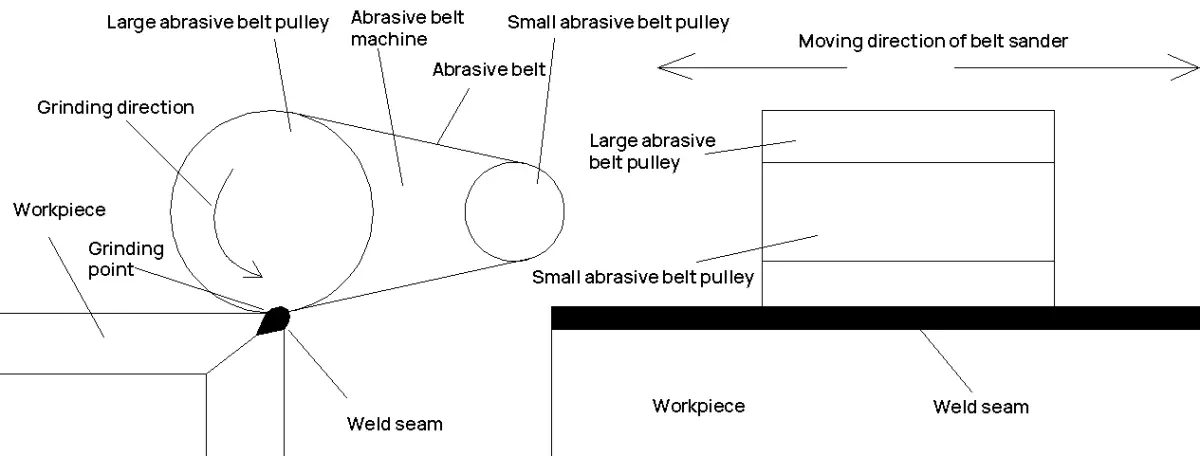
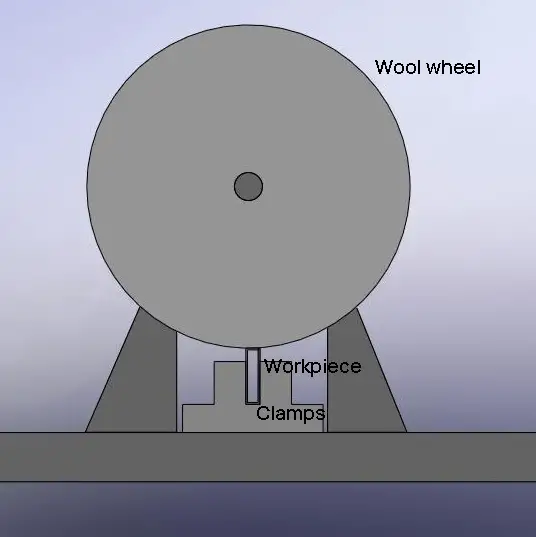
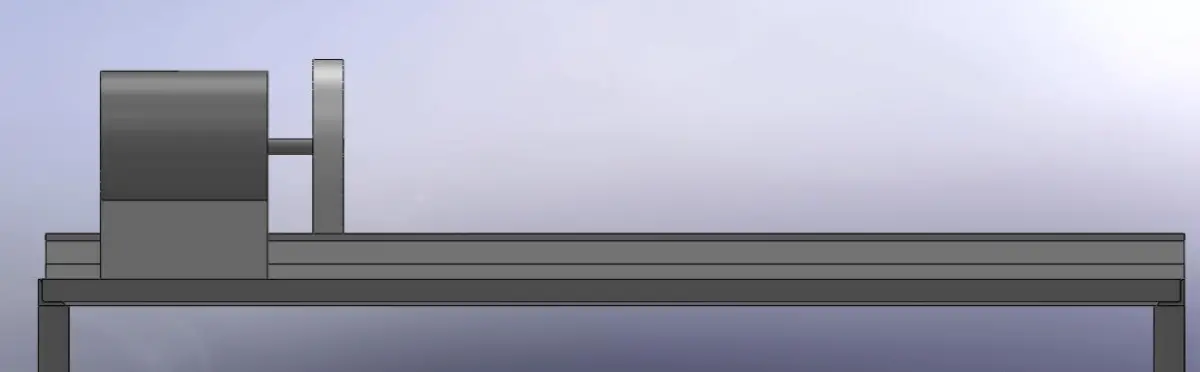
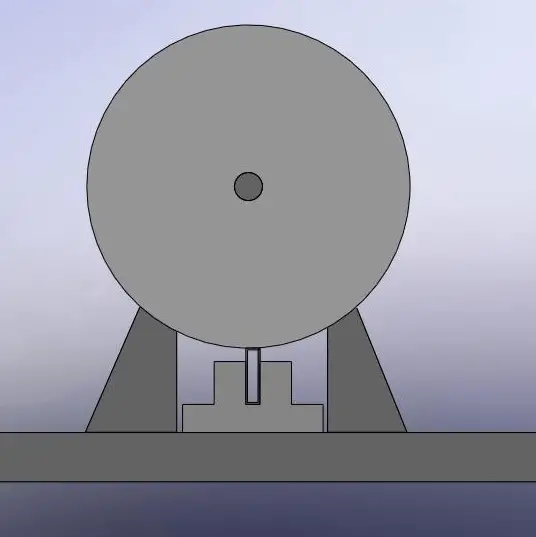
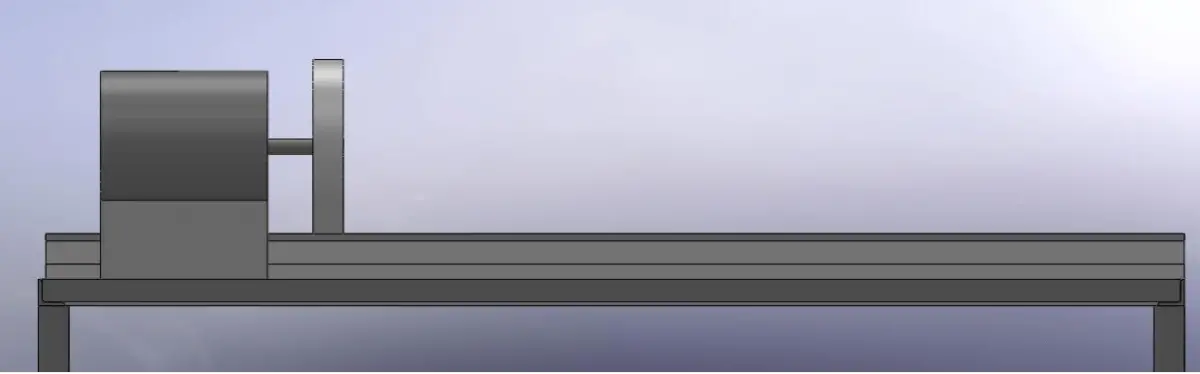
Het werkstuk wordt geslepen door op het rubberen zeewiel van de schuurbandmachine te drukken. Tijdens het slijpen kan de schuurbandmachine of het werkstuk horizontaal worden bewogen om de lasplekken één voor één te verwijderen. De afbeelding rechts toont de werkelijke polijstmethode van de polijstmachine.
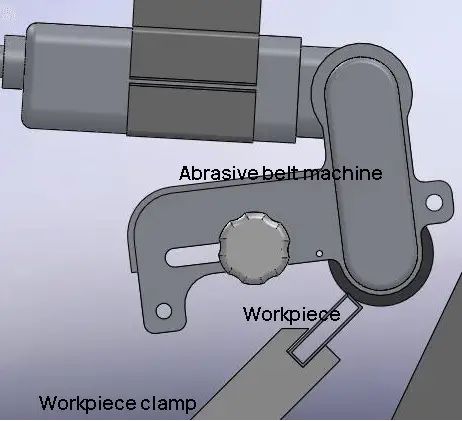
Het werkstuk wordt onder een hoek van 45 graden vastgeklemd en gepolijst met de grote schuurschijf van de schuurbandmachine.
Het primaire doel van het blank dompelproces is het produceren van een spiegelafwerking op het geslepen roestvrij staal. Dit proces bestaat meestal uit twee stappen: waxen en polijsten. Er zijn twee motoren, twee wollen wielen, een grote groene was en een doek voor nodig.
De details zijn als volgt:
Inspecteer de lasnaden die in de vorige fase zijn bewerkt visueel. Controleer of er geen problemen zijn die niet tijdens het polijsten kunnen worden verholpen. Deze omvatten:
Als dergelijke problemen worden gevonden, moeten de lasstukken worden teruggestuurd om opnieuw te worden geslepen of gerepareerd.
Opmerking: Dit proces kan geen oneffenheden, gutsen of grote krassen herstellen die ontstaan tijdens het slijpproces. Het kan echter wel zeer fijne lijnen herstellen, zoals die van 1000 # slijpen, hoewel het proces arbeidsintensief is.
Een door een motor aangedreven wollen wiel met hoge snelheid wordt gebruikt om het spiegeloppervlak met behulp van was te polijsten, waarbij de vorige polijstmethode wordt nagebootst.
Het doel van dit proces is om de werkstukken te verfijnen nadat ze eerdere polijststappen hebben ondergaan, niet om extra slijpbewerkingen uit te voeren.
Zorg ervoor dat de polijstwas tijdens de bewerking niet op de beschermfolie op het oppervlak van het werkstuk komt. Zorg ervoor dat de beschermfolie niet beschadigd wordt.
Dit is de laatste stap in het polijstproces van het spiegeloppervlak.
Gebruik na het voltooien van alle voorgaande processen een schone katoenen doek om het oppervlak van het werkstuk schoon te vegen. Deze stap dient om het werkstuk te reinigen en te polijsten.
Het doel van dit proces is om een oppervlak te verkrijgen zonder lassporen en om de helderheid van het werkstuk te verhogen tot 8k boven de spiegelreflectie. Het resultaat moet een uniform spiegelend uiterlijk zijn met minimale verschillen tussen de delen die gepolijst zijn en de delen die dat niet zijn.
a. Wasmethode:
Als algemene regel geldt dat de wolschijf met was moet worden bedekt voordat het werkstuk wordt geslepen. Het slijpproces mag pas beginnen als de wolschijf bedekt is met groene was.
Het proces voor het aanbrengen van de was wordt geïllustreerd in de volgende figuur.
b. Waarom drijft de hogesnelheidsmotor het wolwiel direct aan om te wassen en slijpen het roestvrijstalen werkstuk om het glanzend te maken?
De blauwe was is een olieachtige substantie die vast is bij kamertemperatuur, maar vloeibaar wordt bij verhitting.
Het wolwiel wordt aangedreven door een hogesnelheidsmotor, die het wiel met een hoge snelheid laat draaien.
Wanneer de wollen schijf bedekt is met blauwe was, slijpt hij het oppervlak van het werkstuk. De olieachtige aard van de was resulteert in een glanzend oppervlak op het werkstuk.
Het is dus cruciaal om de juiste motor te kiezen om de wolschijf aan te drijven tijdens het polijstproces.
De motor die gebruikt wordt voor het polijsten moet een snelheid hebben van niet minder dan 13000 omwentelingen per minuut (r/min) en een vermogen van niet minder dan 500 watt (W).
Als de snelheid lager is dan deze vereiste, zullen de helderheid en het spiegeleffect van het gepolijste werkstuk niet bevredigend zijn.
Daarom voldoen gewone motoren meestal niet aan deze specificaties en worden in plaats daarvan vaak hogesnelheidsmotoren gebruikt.
c. Wollen wielen op de markt kunnen worden onderverdeeld in grove wielen en fijne wielen.
De keuze van de wolschijf is cruciaal.
Hoewel ruwe wollen schijven gemakkelijker te polijsten zijn, worden fijne wollen schijven meestal gebruikt in de eigenlijke productie voor optimale resultaten.
d. Tijdens het polijstproces moet de druk op het werkstuk ook worden geregeld.
Overmatige druk tijdens het polijstproces kan ervoor zorgen dat een groot deel van de beschermlaag wordt verwijderd door de wolschijf. Dit kan resulteren in verkleuring of zwart worden van het werkstuk, waardoor het oorspronkelijke spiegelachtige uiterlijk wordt aangetast.
e. Tijdens het polijstproces is het belangrijk om continu voldoende blauwe was aan te brengen. Als dit niet gebeurt, kan de wolschijf door de hoge temperatuur gaan roken, wat leidt tot aanzienlijke slijtage en schade aan zowel de wolschijf als het roestvrij staal.
f. De kleine leidingen die tijdens de verlichtingsfase moeten worden gerepareerd, moeten één voor één handmatig worden gerepareerd, wat het proces tijdrovend en vervelend maakt.
Vermijd, indien mogelijk, reparaties tijdens deze fase.
g. Meestal zijn er twee motoren geïnstalleerd voor het waxen, waarbij elke motor verantwoordelijk is voor het polijsten van één kant van het werkstuk.
Het is mogelijk om te overwegen om slechts één motor te gebruiken voor het polijsten van randen om de helderheid van de randen te verbeteren.
h. Vervang indien nodig het wolwiel.
Verschillende supplementen op burnish:
a. Verbranden:

De burnishing-methode is vergelijkbaar met de waxmethode, maar in plaats van wax wordt bij het burnishing-proces een stoffen wiel gebruikt.
Polijsten is de laatste stap in het polijstproces.
Het is belangrijk om ervoor te zorgen dat het spiegeloppervlak niet beschadigd raakt na het polijsten, omdat dit alle eerdere inspanningen ineffectief maakt.
a. Bij het polijstproces wordt een stoffen wiel bevestigd aan een hogesnelheidsmotor, die het wiel op hoge snelheid laat draaien. De schijf wordt dan gebruikt om het oppervlak van het werkstuk te reinigen door vuil en restwas weg te vegen. Dit resulteert in een gepolijst oppervlak.
Bij het eigenlijke polijsten wordt dit vaak gedaan in combinatie met het gebruik van slijppoeder. Het slijppoeder helpt om de olieachtige substantie, zoals blauwe was, van het werkstuk te verwijderen. Het voornaamste doel is om de blauwe was die zich aan het oppervlak heeft gehecht gemakkelijker te kunnen verwijderen.
Als het polijstproces niet wordt uitgevoerd met gebruik van slijppoeder, kan het moeilijk zijn om de blauwe was van het oppervlak te verwijderen en kan het ook gemakkelijk overgaan naar andere gebieden, waardoor het algehele uiterlijk wordt aangetast.
b. Om de voor het werkstuk vereiste spiegelglans te bereiken, is het cruciaal om de doekschijf die bij het polijstproces wordt gebruikt schoon te houden.
In de praktijk kan het nodig zijn om het doekwiel te vervangen, afhankelijk van de specifieke omstandigheden.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











