Heb je je ooit afgevraagd wat het ontwerp van een stempel essentieel maakt voor het stempelen van matrijzen? Dit artikel beschrijft de essentiële principes achter stempelstructuren, van ronde en niet-cirkelvormige vormen tot de methodes om stempels te bevestigen. Door deze concepten te onderzoeken, zult u begrijpen hoe u de matrijskwaliteit en -prestaties kunt optimaliseren, zodat uw stansprocessen vlot verlopen. Duik in de materie en ontdek praktische inzichten en precieze richtlijnen die uw engineeringprojecten naar een hoger niveau tillen.
De kwaliteit van het matrijsproduct wordt rechtstreeks beïnvloed door de kwaliteit van de pons. Dus, hoe belangrijk is de stempel? Laten we het hieronder met je delen.
Theorie van de stempelstructuur
Er zijn verschillende vormen van ponsen in de mal. De structuur van niet-cirkelvormige ponsen moet worden bepaald aan de hand van het proces van de strip en de staat van de matrijsproducten.
Voor ronde doorsnedes bestaan er overeenkomstige nationale normen.
1. Structuur van cirkelvormige ponsen
De meest voorkomende cirkelvormige ponsstructuren zijn als volgt:
We kunnen cirkelvormige stoten opvatten als A-stoten en T-stoten. Stoten zijn onderverdeeld in eerste-orde, tweede-orde en derde-orde. Dit is hun verschil.
A-stoten worden gebruikt in kleinere stootposities, terwijl T-stoten worden gebruikt in grotere stootposities.
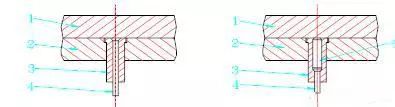
In een andere situatie, wanneer de dikte van de stempelmateriaal en de opening zijn vergelijkbaar met de structuur van de kleine perforator, wordt een beschermende afdekstructuur gebruikt om de buigweerstand in de lengterichting te verbeteren, zoals weergegeven in de figuur.
De onderstaande afbeelding toont de constructiestijl die wordt gebruikt om een gemakkelijke installatie en zelfsterkte te garanderen wanneer er ruimte is in de pons of wanneer de vormdelen groot zijn.
2. Niet-cirkelvormige ponsvormen
We moeten technologie gebruiken om niet-cirkelvormige ponsen vorm te geven, maar we kunnen ze in twee categorieën onderverdelen: rond en vierkant. Wanneer het werkstuk cirkelvormig is, kunnen we het vaste deel van de pons cilindrisch maken. Op dezelfde manier kunnen we het vaste deel van de pons vierkant maken.
Gewoonlijk kan het gebruik van zadelnagels om de rotatie van de convexe machine op te vangen de complexiteit van het maken van de pons verminderen, zoals in de onderstaande figuur wordt getoond.
Bij het gebruik van cilindrische vaste niet-cilindrische ponsen moet echter aandacht besteed worden aan de verschuiving van de pons.
3. Methoden voor het bevestigen van stempels
Over het algemeen gebruiken we een klemming plaat om de pons vast te zetten en gebruik een passing om de ruimte tussen de pons en de klemplaat op te vangen.
De spleet kan aangepast worden op basis van de dikte van het materiaal en de precisie van de mal, meestal 0,01 mm aan één kant.
Bij een grotere diameter kan de pons gemaakt worden in de vorm van een montagestap. Meerkops ponsmallen en andere kleine en middelgrote convexe mallen worden meestal bevestigd in de vorm van klinknagels, vooral als de onderlinge afstand relatief klein is.
Als de meerkoppige ponsmatrijs ontworpen is met een getrapte structuur, zullen ze elkaar hinderen en zal de klinknagelstructuur in dit geval compacter zijn.
Voor het fixeren van grote gestanste werkstukken is het een goed idee om de bovenste matrijsbasis en de pons te fixeren en de pons een afneembaar beslag te maken. Voor sommige ponsen die gemakkelijk verslijten en sommige kleine ponsen is de oplossing om een vervangbare ponsbevestigingsvorm te gebruiken.
Deze structurele vorm heeft als voordelen dat de matrijs minder lang hoeft te worden gerepareerd, dat de matrijs sneller kan worden vervangen en dat de bovenste matrijs niet in zijn geheel hoeft te worden gedemonteerd. Er is ook een bevestigingsmethode met lijm die nu niet algemeen wordt gebruikt en die niet in detail zal worden beschreven. Zie de onderstaande figuur voor details:
4. Hoe de lengte van de pons bepalen?
De lengte van de stempel wordt meestal bepaald door de structuur van de matrijs en theoretisch door de dikte van de bovenste matrijsplaat.
Over het algemeen geldt: hoe korter de tijd om te voldoen aan de eisen van structuur en gebruik, hoe beter. De lengte van de stempel kan worden berekend met de volgende formule:
L = h1 + h2 + h3 + (10-20) (mm)
Waarbij h1 de dikte is van de geleidingsliniaal (mm), h2 de dikte van de afvoerplaat (mm), h3 de dikte van de bolle bevestigingsplaat van de mal (mm).
De lengte van de pons wordt meestal bepaald door de structuur van de ponsmal.
Het concept wordt bepaald door de dikte van de bovenste matrijsplaat. Over het algemeen geldt: hoe korter, hoe beter als de structuur en gebruikseisen redelijk zijn. De bovenstaande formule kan worden gebruikt om de lengte berekenen van de convexe vorm.
De formule van 10-20 millimeter omvat de diepte van de ponsingang, de ponsreparatiehoeveelheid en de afstand tussen de afvoerplaat van de pons en de klemplaat van de pons in gesloten toestand.
De lengte van de pons moet worden aangepast aan de structuur en de vereisten van de ponsmatrijs. Het is alleen nodig om te controleren als de ponssectie erg klein is en de dikte en hardheid van het geponste materiaal groot zijn.
Anders is het in het algemeen niet nodig om de hardheid van de stempel te berekenen.
Op basis van de bovenstaande analyse is het duidelijk dat perforaties belangrijk zijn. Daarom zouden ontwerpers er meer aandacht aan moeten besteden in hun ontwerpen.
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Welke materialen maken stempels zowel robuust als precies? Stempelvormen vereisen een hoge duurzaamheid en precisie, en materialen zoals staal, carbide en verschillende legeringen spelen hierbij een cruciale rol. Dit artikel onderzoekt...
Stel je een machine voor die nauwkeurig metalen onderdelen vormt, waarmee je van alles maakt, van autodeuren tot computerkasten. Deze machine vertrouwt op de ingewikkelde onderdelen van een stempelmatrijs. In dit artikel...
Waarom valt er ijzervijlsel af tijdens het snijden van stempelvormen en hoe kan dit probleem worden opgelost? In de wereld van het metaalstempelen leidt dit probleem tot defecten...
Waardoor gaan stempels langer mee? Deze blog onderzoekt de belangrijkste factoren die de levensduur van koudstempelmatrijzen beïnvloeden, zoals materiaalkeuze, warmtebehandeling en onderhoudspraktijken. Leer hoe...
Hoe worden de ingewikkelde onderdelen van de carrosserie van je auto zo nauwkeurig en efficiënt gemaakt? Dit artikel duikt in de complexe wereld van autostansvormen en leidt je door de...
Heb je je ooit afgevraagd hoe alledaagse voorwerpen met precisie worden gevormd? Dit artikel verkent de fascinerende wereld van het stempelen van gezamenlijke constructies. Je leert meer over het proces, van het verkrijgen van technische tekeningen tot...
Heb je je ooit afgevraagd hoe fascinerend de wereld van het metaalstempelen is? In deze blogpost beginnen we aan een spannende reis om de fijne kneepjes van dit essentiële productieproces te ontdekken....
Heb je je ooit afgevraagd waarom sommige metalen onderdelen scheuren tijdens het dieptrekken? Het is een veelvoorkomend probleem dat productieruns kan ruïneren. Dit artikel onderzoekt de oorzaken van scheuren in...
Heb je je ooit afgevraagd hoe de machines worden gemaakt die onze wereld vormgeven? Deze blog neemt je mee op een reis langs de beste fabrikanten van ponsmachines. Je leert over...